






Guia de Moldagem por Injeção 2026: Processo, conceção, materiais, custos e defeitos
A moldagem por injeção é um processo de fabrico de grande volume que funde resina plástica e a injecta numa cavidade de molde de precisão. Após o arrefecimento, o plástico solidifica numa peça acabada repetível. Este guia explica o processo completo, a conceção do molde, as regras DFM, a seleção de materiais, os factores de custo, os defeitos comuns e as decisões práticas de engenharia subjacentes a peças de plástico bem sucedidas.
Ciclo de moldagem por injeção
Simulador interativoO que é a moldagem por injeção? Resposta rápida
Moldagem por injeção é um processo de fabrico que injecta plástico fundido numa cavidade de molde de precisão. O plástico arrefece, solidifica e é ejectado como uma peça acabada. É amplamente utilizado para produtos de plástico de grande volume, uma vez que proporciona dimensões repetíveis, tempos de ciclo rápidos, geometria complexa e baixo custo unitário após a construção do molde.
Centro Temático de Moldagem por Injeção
Esta página foi concebida como o principal guia de moldagem por injeção. Utilize os links abaixo para se aprofundar em tópicos específicos de cauda longa, mantendo esta página como a referência central para o processo, conceção, materiais, custos e defeitos.
Precisa de verificar a sua peça antes do corte do molde?
Envie o seu ficheiro 3D ou desenho 2D para uma análise prática de DFM centrada na espessura da parede, nos cortes inferiores, na posição da porta, no risco de arrefecimento e no custo do molde.
Porque é que esta página deve ser o seu principal guia de moldagem por injeção
Esta página não é apenas uma explicação para principiantes sobre o que é a moldagem por injeção de plástico. Está estruturada como uma página de pilares completa para engenheiros, designers de produtos, startups e equipas de sourcing que precisam de compreender o processo antes de se comprometerem com as ferramentas.
As decisões de moldagem por injeção estão interligadas: a escolha do material afecta o encolhimento, a espessura da parede afecta as marcas de afundamento, a localização da porta afecta as linhas de soldadura, o arrefecimento afecta o tempo de ciclo e a geometria da peça afecta o custo do molde. Tratar estes tópicos separadamente conduz frequentemente a erros dispendiosos após o corte do molde.
Este guia reúne essas decisões num fluxo de trabalho prático: definir o requisito da peça, escolher um material plástico adequado, conceber o conceito do molde, rever os riscos DFM, estimar o custo, executar ensaios de moldes e resolver defeitos antes da produção em massa.
Leia primeiro a resposta rápida e, em seguida, utilize o centro de tópicos para avançar para o problema específico que está a resolver: seleção de materiais, conceção de moldes, DFM, custos, defeitos ou avaliação de fornecedores.
Fluxo de trabalho recomendado: Comece pela Parte 1 e Parte 2 se for novo na moldagem por injeção; passe para a Parte 5, Parte 6 e Parte 7 se já tiver um projeto de peça e precisar de decisões práticas de engenharia.
Fundamentos - Compreender a moldagem por injeção
1.1 O que é a moldagem por injeção?
Moldagem por injeção (IM) é um processo de produção em massa no qual o material fundido é injetado sob alta pressão numa molde de plástico cavidade, arrefecido e solidificado para obter um produto acabado. Para uma apresentação visual de como funciona a moldagem por injeção, ver a nossa explicação suplementar.
Imagine-se a fazer uma waffle. Deita-se a massa (plástico derretido) na grelha do ferro de waffles (cavidade do molde), fecha-se a tampa (fixação), espera-se que cozinhe (arrefecimento e solidificação), depois abre-se e retira-se o waffle acabado (ejeção).
O princípio fundamental da moldagem por injeção é exatamente o mesmo - exceto que a “massa” é plástico fundido a 200 - 400 °C, o “vazamento” é injeção de alta pressão a 500 - 2000 bar e o “ferro para waffles” é um molde de aço de precisão no valor de dezenas de milhares a milhões de dólares com uma precisão ao nível dos microns.
Principais caraterísticas da moldagem por injeção
| Caraterística | Descrição |
|---|---|
| Alta eficiência | Um único ciclo de moldagem dura normalmente 10 a 60 segundos; a produção diária pode atingir dezenas de milhares de peças |
| Alta precisão | Dimensional tolerâncias pode ser mantido a ±0,05 mm ou melhor |
| Elevada consistência | A peça #1 e a peça #100.000 são praticamente idênticas |
| Geometria complexa | Formas 3D extremamente complexas podem ser formadas num único ciclo |
| Diversidade de materiais | Milhares de materiais termoplásticos e termoendurecíveis estão disponíveis |
| Baixo custo por unidade | Quanto maior for o lote, menor será o custo unitário (fortes economias de escala) |
Áreas de aplicação típicas
| Indústria | Exemplos típicos de produtos |
|---|---|
| Eletrónica de consumo | Capas para telemóveis, carregadores, auriculares, comandos à distância - ver moldagem por injeção em eletrónica |
| Automóvel | Painéis de instrumentos, para-choques, lentes dos faróis, painéis de revestimento interiores - saiba mais sobre IM na indústria automóvel |
| Dispositivos médicos | Seringas, tubos de recolha de sangue, componentes de inaladores - explorar moldagem por injeção médica 101 |
| Embalagem | Tampas de garrafas, recipientes para alimentos, frascos de cosméticos |
| Produtos para o lar | Caixas de arrumação, cabides, escovas de dentes, brinquedos |
| Agricultura | Plantadores, acessórios de irrigação, equipamento para gado - descobrir porque é que a IM domina a agricultura |
| Equipamento industrial | Engrenagens, gaiolas de rolamentos, acessórios para tubos, caixas eléctricas |
1.2 Uma breve história da moldagem por injeção: Do celuloide às fábricas inteligentes
Compreender o história da conceção de moldes ajuda-o a compreender a lógica evolutiva e a direção futura deste processo.
Todos os grandes saltos na moldagem por injeção ocorreram na intersecção de inovação de materiais, tecnologia de máquinase ferramentas digitais. Este padrão mantém-se até aos dias de hoje - ver o as principais tendências que estão a remodelar o sector.
1.3 Moldagem por injeção vs. outros processos de fabrico: Quando escolher a IM?
A moldagem por injeção não é uma solução milagrosa. A seleção do processo de fabrico correto é o primeiro passo para o sucesso do projeto. Para uma comparação mais detalhada, leia o nosso moldagem por injeção vs. impressão 3D aprofundado, ou o mais amplo Impressão 3D vs. CNC vs. fundição a vácuo comparação.
Matriz de decisão de comparação de processos
| Dimensão | Moldagem por injecção | Impressão 3D (FDM/SLA) | Maquinação CNC | Moldagem por sopro | Moldagem por compressão |
|---|---|---|---|---|---|
| Volume ideal | 1.000 - milhões | 1 - 500 | 1 - 5,000 | 1.000 - milhões | 1,000 - 50,000 |
| Custo unitário (grande volume) | Muito baixo | Alto | Médio | Muito baixo | Baixa |
| Custo das ferramentas | Alto ($3K - $100K+) | ⭐ Nenhum | ⭐ Nenhum | Elevado | Médio |
| Complexidade geométrica | Muito elevado | Muito elevado | Médio | Baixo (apenas oco) | Baixa - Média |
| Precisão dimensional | Muito elevado | Médio | Muito elevado | Médio | Médio |
| Qualidade da superfície | ⭐ Excelente | Requer pós-processamento | ⭐ Excelente | Bom | Bom |
| Opções de materiais | Extremamente amplo | Limitada | Extremamente amplo | Limitada | Limitada (termoendurecíveis) |
| Velocidade de produção | Muito rápido | Lento | Médio | Rápido | Médio |
| Prazo de execução | 4 - 12 semanas (incluindo ferramentas) | 1 - 5 dias | 1 - 10 dias | 6 - 16 semanas | 4 - 10 semanas |
Quando escolher a moldagem por injeção - Princípios de decisão
✅ Adequado para IM quando:
- Volume total previsto > 1.000 peças
- É necessária uma elevada consistência, dimensões e acabamento superficial de alta precisão
- A conceção do produto está essencialmente congelada (as modificações do molde são dispendiosas)
- São necessárias propriedades específicas do material (resistência química, qualidade alimentar, retardador de chama)
- O objetivo é o menor custo possível por unidade
Não é adequado para IM quando:
- O volume é extremamente baixo (< 500 peças) e o orçamento é limitado - considere moldagem por injeção de baixo volume em vez disso
- O design ainda está em rápida iteração
- O produto é extremamente grande (por exemplo, > 1 m, excedendo a força de fixação padrão)
- São necessárias peças totalmente metálicas (utilizar CNC, fundição ou metalurgia do pó)
Ver: Parte 6 - Análise e otimização de custos para saber como calcular se o seu projeto atinge o ponto de equilíbrio para a moldagem por injeção. Também pode experimentar o nosso calculadora de custos de moldes de injeção inteligentes.
Aprofundamento do processo
2.1 O processo completo de moldagem por injeção (seis etapas)
Cada ciclo de moldagem pode ser dividido em seis etapas principais. Compreender a física e os parâmetros controláveis de cada fase é a base para otimizar a qualidade do produto. Para uma apresentação visual pormenorizada, ver o processo de moldagem por injeção, do conceito à produção.

Fixação
As duas metades do molde (móvel e fixo) fecham-se e bloqueiam sob o mecanismo de fixação. A força de fixação deve exceder a força de expansão da massa fundida nas paredes da cavidade, ou flash ocorre.
Injecção
O plástico fundido pré-plastificado é empurrado para a cavidade do molde a alta velocidade e pressão pelo parafuso (actuando como um êmbolo). Pressão de injeção típica: 500 - 1.500 bar.
Embalagem / Retenção
Depois de a cavidade estar essencialmente cheia, o parafuso mantém uma pressão mais baixa, mas sustentada, para compensar a pressão volumétrica retração (1% - 3%) durante o arrefecimento.
Refrigeração
A fusão dissipa o calor através de canais de arrefecimento no molde e solidifica gradualmente. O arrefecimento é normalmente responsável por 60% - 80% do tempo total do ciclo.
Ejecção
O molde abre-se e a peça é empurrada para fora pelo sistema de ejeção - pinos ejectores, placas de remoção, válvulas de ar ou braços robóticos.
Repetição do ciclo
Após a remoção da peça (muitas vezes automatizada por um robot), o molde fecha-se novamente e começa o ciclo seguinte. Faça uma estimativa do seu rendimento com o nosso calculadora de tempo de ciclo.
O plástico derretido não enche a cavidade como se estivesse a deitar água num copo. Em vez disso, avança a partir da porta com um padrão de “fluxo de fonte” - como um balão em expansão. Compreender este comportamento de fluxo é fundamental para resolver defeitos. Ver: Parte 7 - 7.1 Resolução de problemas de defeitos
O acondicionamento é como encher um balão até ao tamanho certo e, em seguida, fechar a abertura, acrescentando um pouco mais de ar para o manter cheio. Sem embalagem, marcas de afundamento aparecem nas superfícies das peças.
Tempos de ciclo típicos
| Tipo de produto | Espessura típica da parede | Típico Tempo de ciclo |
|---|---|---|
| Embalagem de parede fina (copos de iogurte) | 0,4 - 0,8 mm | 3 - 6 seg. |
| Caixas para eletrónica de consumo | 1,2 - 2,0 mm | 15 - 30 seg. |
| Peças interiores para automóveis | 2,0 - 3,5 mm | 30 - 60 seg. |
| Peças industriais de parede espessa | 4,0 - 6,0 mm | 60 - 120+ seg |
2.2 Componentes principais de uma máquina de moldagem por injeção
Uma máquina de moldagem por injeção é constituída por duas unidades principais. Para um olhar mais profundo sobre estrutura do molde, ver o nosso artigo específico.

Unidade de injeção - Componentes principais
| Componente | Função | Parâmetros-chave |
|---|---|---|
| Tremonha | Armazena e alimenta pellets de matéria-prima | Capacidade; capacidade de secagem integrada |
| Barril | Cilindro metálico que envolve o parafuso, envolvido por bandas de aquecimento | Controlo da zona de temperatura (normalmente 3 - 5 zonas) |
| Parafuso | Componente central - roda para transportar, comprimir, aquecer por cisalhamento e misturar plástico | Diâmetro (D); relação L/D (18:1 - 24:1); taxa de compressão |
| Anel de retenção (válvula anti-retorno) | Evita o refluxo da massa fundida durante a injeção | O desgaste leva a uma medição incorrecta |
| Bocal | Canal de ligação entre o cilindro e o molde | Diâmetro do orifício; controlo da temperatura |
Classificação de máquinas
| Classificação | Tipo | Caraterísticas |
|---|---|---|
| Por acionamento | Hidráulico | Baixo custo, elevada força de aperto, mas menor precisão e eficiência energética |
| Totalmente elétrico | Alta precisão, elevada eficiência energética, limpa e silenciosa; ideal para a medicina/eletrónica | |
| Híbrido | Combina potência hidráulica com precisão eléctrica | |
| Por Clamp Force | Micro (< 30 toneladas) | Microconectores, micropeças médicas - ver moldagem por micro-injeção |
| Médio (30 - 500 toneladas) | Mais comum; abrange a maioria dos produtos de consumo | |
| Grande (500 - 6.000+ toneladas) | Para-choques de automóveis, grandes contentores |
2.3 Explicação dos principais parâmetros do processo
O domínio do significado e da lógica de ajuste destes parâmetros é a chave para uma produção em massa estável. Para uma produção ainda mais granular dicas de processo, ver o nosso artigo suplementar.
| Parâmetro | Definição | Intervalo típico | Consequência de uma definição incorrecta |
|---|---|---|---|
| Temperatura do barril | Definições de temperatura para cada zona de aquecimento | 180 - 350 °C (dependente do material) | Demasiado elevado: degradação do material; Demasiado baixo: plastificação incompleta |
| Temperatura do molde | Manutenção da temperatura através do sistema de arrefecimento/aquecimento | 20 - 120 °C | Demasiado elevado: ciclos longos; Demasiado baixo: deficiente qualidade da superfície |
| Velocidade de injeção | Velocidade de avanço do parafuso | 10 - 500 mm/s | Demasiado rápido: jactos, sifões de gás; Demasiado lento: tiros curtos, marcas de fluxo |
| Pressão de injeção | Pressão máxima durante a injeção | 500 - 2.000 bar | Demasiado alto: flash, stress interno; Demasiado baixo: disparos curtos |
| Pressão de embalagem | Pressão aplicada durante o acondicionamento | 40% - 80% de pressão de injeção | Demasiado alto: excesso de embalagem, flash; Demasiado baixo: marcas de afundamento |
| Tempo de embalagem | Duração do acondicionamento | 2 - 15 seg. | Demasiado curto: marcas de afundamento; Demasiado longo: perda de tempo de ciclo |
| Tempo de arrefecimento | Tempo de solidificação da peça na cavidade | 5 - 60+ seg | Demasiado curto: empeno; Demasiado longo: desperdício de eficiência |
| Pressão de retorno | Resistência à retração do parafuso durante a plastificação | 3 - 15 bar | Demasiado baixo: mistura irregular; Demasiado alto: sobreaquecimento por cisalhamento |
Ao ajustar os parâmetros do processo de moldagem por injeção, siga sempre a “alterar apenas uma variável de cada vez” princípio. Ajustar vários parâmetros em simultâneo torna impossível isolar a causa principal - exatamente como o método da “experiência controlada” na ciência.
Ciência dos materiais - Escolha o material certo e ganhe metade da batalha
3.1 Termoplásticos vs. Termoendurecíveis
Os materiais utilizados na moldagem por injeção dividem-se em dois campos principais. Se é novo na identificação de materiais plásticos, Comece com a nossa cartilha.
| Imóveis | Termoplásticos | Termoendurecíveis |
|---|---|---|
| Comportamento do aquecimento | Pode ser repetidamente aquecido para amolecer e arrefecido para solidificar | Sofre reticulação química irreversível quando aquecido |
| Analogia | Como chocolate - pode ser derretido e remodelado | Como um ovo cozido - uma vez cozinhado, não pode voltar a estar cru |
| Reciclabilidade | Reciclável para re-pelletização | Não pode ser fundido de novo |
| Quota de mercado da IM | ~90% | ~10% |
| Exemplos típicos | PP, ABS, PA, PC, POM | Resina fenólica, Epoxy, Silicone |
| Aplicações típicas | Bens de consumo, automóvel, eletrónica | Isolamento elétrico, calços de travões, componentes de alta temperatura |
A menos que a sua aplicação tenha requisitos explícitos de alta temperatura ou de isolamento elétrico, dar prioridade aos termoplásticos - maior seleção, cadeias de abastecimento mais maduras e menor pressão ambiental. Saiba mais sobre as vantagens e desvantagens dos plásticos.
3.2 Os 10 principais materiais de moldagem por injeção - Guia detalhado
Produtos de base plásticos Baixo custo e maior volume
Plásticos de engenharia Melhor desempenho, custo moderado
Plásticos de alto desempenho Necessidades especiais, custo mais elevado
3.3 Quadro de decisão da seleção de materiais
Perante milhares de tipos de materiais, como é que se escolhe sistematicamente? Utilize este método de filtragem em cinco etapas:
A seleção de materiais não é “utilizar apenas o que o fornecedor recomenda”. Com este enquadramento, pode conduzir as discussões sobre materiais como um especialista.
Ver: Parte 5 - Projeto para fabrico (DFM) - A seleção do material e a conceção do produto estão estreitamente ligadas; certos materiais têm requisitos específicos em termos de espessura da parede e ângulos de inclinação.
Conceção e engenharia de moldes
O molde é o principal ativo da moldagem por injeção - e o componente com o maior investimento e o prazo de entrega mais longo. Um molde bem feito pode produzir milhões de peças qualificadas; um molde defeituoso prendê-lo-á num ciclo interminável de modificações, tempo de inatividade e disputas de qualidade. Para um olhar mais alargado sobre fundamentos do projeto de moldes, consulte o nosso guia específico.
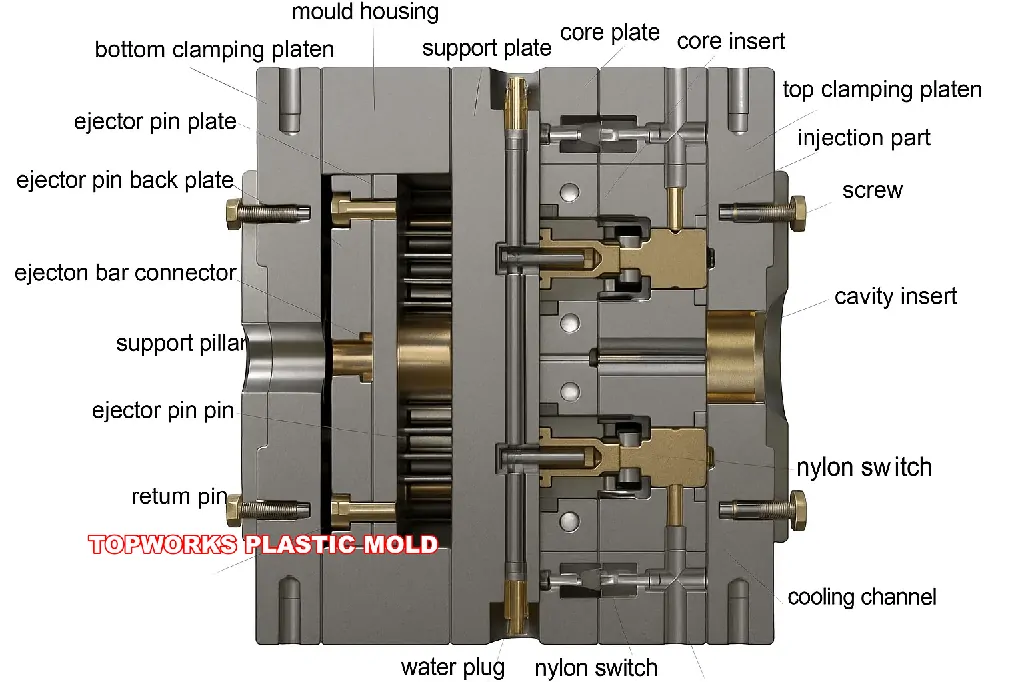
4.1 Anatomia da estrutura do molde
Uma norma molde de duas placas é constituído pelos seguintes componentes principais:
Cavidade vs. Núcleo
| Conceito | Descrição |
|---|---|
| Cavidade | A parte do molde que forma o superfície exterior do produto (normalmente na metade fixa) |
| Núcleo | A parte do molde que forma o superfície interior do produto (normalmente na metade móvel) |
| Princípio de conceção | À medida que a peça arrefece, encolhe e “agarra” o núcleo - pelo que a peça permanece normalmente na metade móvel para uma fácil ejeção por pinos ejectores |
Moldes multi-cavidades
Um único molde pode conter várias cavidades idênticas (molde multi-cavidades), produzindo várias peças por ciclo. Também é possível utilizar um bolor familiar se precisar de peças diferentes no mesmo ciclo.
| Cavidades | Cenário adequado | Impacto nos custos |
|---|---|---|
| 1 cavidade | Prototipagem, baixo volume, peças grandes | Custo de molde mais baixo |
| 2 - 4 cavidades | Volume médio | Aumento do custo dos moldes 50% - 200% |
| 8 - 16 cavidades | Produtos de consumo de grande volume | Custo elevado do molde, mas amortização muito baixa do molde por unidade |
| 32 - 128 cavidades | Tampas de garrafas, consumíveis médicos descartáveis - volume ultra-elevado | Custo do molde $100K - $1M+, mas o custo por unidade é mínimo |
A contagem de cavidades é determinada por: Necessidade de volume anual ÷ Dias de produção disponíveis ÷ Objetivo de produção diária. Duplicar as cavidades ≠ duplicar o custo, mas a precisão do molde e a complexidade da manutenção aumentam exponencialmente. Compreender como os custos se ajustam ao volume de produção.
4.2 Conceção do sistema de corrediças e portões
O sistema de corrediças é a rede do canal de distribuição desde o bico da máquina até à cavidade.

Corredor frio vs. Corredor quente
| Comparação | Frigorífico | Corredor quente |
|---|---|---|
| Princípio | A fusão no corredor solidifica-se a cada ciclo | A massa fundida no corredor é mantida fundida por aquecedores eléctricos |
| Resíduos | Resíduos do rotor em cada ciclo (devem ser triturados ou eliminados) | ⭐ Zero resíduos de corredor |
| Custo do molde | ⭐ Baixo | Elevado (só o sistema de canais quentes custa $5K - $50K+) |
| Tempo de ciclo | Mais tempo (o corredor precisa de arrefecimento) | ⭐ Mais curto |
| Melhor para | Baixo volume, peças simples, orçamento limitado | Grande volume, multi-cavidades, materiais dispendiosos |
| Manutenção | ⭐ Simples | Mais complexo (aquecedores, controladores, equilíbrio de caudal) |
Tipos de portões
O portão é a passagem mais estreita que liga o corredor à cavidade. A sua localização e tipo afectam diretamente o padrão de enchimento, o aspeto e a resistência.
| Tipo de porta | Caraterísticas | Aplicação típica |
|---|---|---|
| Porta de borda | Mais comum; localizado na linha de separação; requer remoção manual ou automática do portão | Peças de uso geral |
| Submarino / Porta de túnel | Porta abaixo da linha de separação; auto-costura na abertura do molde - sem pós-processamento | Peças de cosmética |
| Porta de pinos | Portão extremamente pequeno; vestígio mínimo; utilizado com moldes de três placas ou canais quentes | Peças de cosmética, multi-cavidades |
| Porta de ventoinha | Largo e fino; proporciona uma frente de fusão uniforme | Peças planas em forma de painel |
| Portão de válvula | Apenas canal quente; válvula de agulha mecânica controla o fluxo - vestígio de comporta quase invisível | Peças de cosmética topo de gama (automóvel, eletrónica) |
O portão deve estar situado na secção de parede mais espessa, permitindo que a massa fundida flua de grossa para fina. Isto assegura uma eficácia de embalagem óptima e minimiza as marcas de afundamento. Ver: 5.1 Dimensionamento da espessura da parede. Explore também como a espessura da parede e a escolha da comporta afectam o custo do molde.
4.3 Sistema de arrefecimento e mecanismos de ejeção
Sistema de arrefecimento
O sistema de arrefecimento‘O objetivo de de forma uniforme e rápida retirar o calor da cavidade.
Arrefecimento convencional: Canais de água em linha reta perfurados no molde (orifícios perfurados com pistola) com circulação de líquido de refrigeração.
Limitação: Os canais rectos não se adaptam perfeitamente às superfícies complexas da cavidade, fazendo com que algumas áreas arrefeçam mais rapidamente do que outras - resultando em empenos.
Tecnologia Avançada - Arrefecimento Conformal
- Utilizações Impressão 3D de metais (DMLS/SLM) para fabricar inserções de molde com canais de arrefecimento que seguem os contornos da cavidade
- A uniformidade do arrefecimento melhora 40% - 70%; redução do tempo de ciclo de 20% - 40%
- Custo mais elevado, mas o retorno do investimento é excelente para moldes de grande volume
Mecanismos de ejeção
| Tipo de mecanismo | Objetivo | Considerações |
|---|---|---|
| Pinos ejectores | Mais comum; pinos metálicos cilíndricos empurram a peça para fora | Deixa marcas circulares de alfinetes na superfície da peça - colocar em superfícies não cosméticas |
| Placa de decapagem | Uma placa anular empurra toda a peça para fora uniformemente | Adequado para peças de paredes finas e de desenho profundo; força de ejeção uniforme |
| Deslizamentos | Blocos de molde que se movem perpendicularmente à direção de abertura do molde - para cortes inferiores | Aumenta a complexidade e o custo do molde |
| Elevadores | Deslocação em ângulo durante a abertura do molde - para cortes inferiores internos | Mais compacta do que as lâminas, mas com curso limitado |
| Válvulas de ar de gatilho | O ar comprimido empurra a peça para fora | Adequado para peças de paredes finas e profundas em forma de taça |
4.4 Seleção e vida útil do aço de molde
Escolher a solução correta aço para moldes é fundamental para equilibrar o custo das ferramentas com a vida útil da produção.
| Classe de molde (SPI/SPE) | Tempo de vida previsto | Aço típico | Nível de custos | Cenário adequado |
|---|---|---|---|---|
| Classe 101 | > 1.000.000 ciclos | S136 (inoxidável), H13 | $$$$$ | Volume ultra-elevado, produção 24/7 |
| Classe 102 | < 1.000.000 ciclos | P20 endurecido, H13 | $$$$ | Exigências de elevado volume e elevada qualidade |
| Classe 103 | < 500 000 ciclos | P20 (aço pré-endurecido) | $$$ | Volume médio - classe mais utilizada |
| Classe 104 | < 100.000 ciclos | P20, liga de alumínio | $$ | Produção de baixo volume |
| Classe 105 | < 500 ciclos | Alumínio, epóxi, impressão 3D | $ | Prototipagem e testes funcionais |
Não procure cegamente o grau mais elevado de aço para moldes. Primeiro, definir claramente a sua expetativa de volume total, e, em seguida, fazer corresponder a classe de molde em conformidade - isto pode poupar 30% - 60% do seu investimento em moldes. Planeie também a longo prazo manutenção de bolores e armazenamento correto para proteger o seu investimento.
Conceção para fabrico (DFM)
Antes de finalizar o desenho 3D, verifique estes riscos de DFM.
Pequenas alterações na espessura da parede, nas nervuras, nas saliências, nos orifícios laterais e no calado podem evitar marcas de afundamento, deformações, deslizamentos, custos adicionais do molde e atrasos na produção.
“Um bom produto não é concebido primeiro e depois adaptado ao processo - é co-evoluído com o processo desde o início da conceção.” Leia o nosso guia pormenorizado sobre DFM na moldagem por injeção.
A filosofia de base da DFM: considerar sistematicamente as limitações e capacidades do processo de moldagem por injeção durante a fase de conceção do produto, A Comissão Europeia tem como objetivo eliminar, na origem, caraterísticas de conceção que possam conduzir a defeitos, custos elevados ou impossibilidade de fabrico. Para os elementos de base princípios de conceção de peças de plástico, ver o nosso artigo complementar.
5.1 Dimensionamento da espessura da parede - A regra #1 do IM DFM
A espessura da parede é o parâmetro de conceção mais crítico que afectam a qualidade, o custo e o tempo de ciclo dos produtos moldados por injeção - sem exceção. Utilize os nossos calculadora de espessura de parede para validar rapidamente o seu projeto.
Princípios fundamentais
| Princípio | Descrição |
|---|---|
| ⭐⭐⭐⭐⭐ Espessura uniforme da parede | O princípio mais importante. Paredes irregulares causam diferenças retração → marcas de afundamento, deformações, tensões internas |
| Transições graduais de paredes | Se as mudanças de espessura forem inevitáveis, utilizar transições graduais (comprimento da transição ≥ 3× a diferença de espessura), nunca mudanças bruscas |
| Evitar o excesso de espessura | Paredes mais espessas → maior tempo de arrefecimento → ciclos mais longos → custo mais elevado → maior risco de marca de afundamento. Ver desafios da moldagem de paredes espessas |
| Evitar a magreza excessiva | Paredes mais finas → maior pressão/velocidade de injeção necessária → desgaste mais rápido do molde → risco de disparos curtos |
Espessura de parede recomendada por material
| Material | Gama recomendada | Ótimo (equilíbrio entre desempenho e custos) |
|---|---|---|
| PP | 0,8 - 3,8 mm | 1,5 - 2,5 mm |
| PE | 0,8 - 3,0 mm | 1,5 - 2,5 mm |
| ABS | 1,0 - 3,5 mm | 1,5 - 2,5 mm |
| PC | 1,0 - 4,0 mm | 1,8 - 3,0 mm |
| PA (Nylon) | 0,8 - 3,0 mm | 1,2 - 2,0 mm |
| POM | 0,8 - 3,0 mm | 1,5 - 2,5 mm |
A uniformidade da espessura da parede é como cozer um bolo - se a espessura do bolo for irregular, as partes finas já estão queimadas enquanto as partes grossas ainda estão cruas no interior. O mesmo se aplica à moldagem por injeção: paredes desiguais significam que as secções finas solidificaram enquanto as secções grossas ainda estão fundidas, causando um encolhimento diferencial que leva a marcas de afundamento e deformação.
5.2 Esboço de ângulos, filetes e costeletas
Ângulo de inclinação
A ângulo de inclinação é uma ligeira conicidade aplicada às superfícies do produto relativamente à direção de abertura do molde, assegurando que a peça pode ser suavemente ejectada do molde. Para peças com cortes inferiores, são necessários mecanismos especiais de deslizamento ou de elevação.
| Tipo de superfície | Ângulo de inclinação recomendado |
|---|---|
| Superfície lisa e sem textura | ≥ 0,5° (recomendado 1° - 2°) |
| Textura ligeira (por exemplo, SPI B-2) | ≥ 1.5° |
| Textura profunda / grão de couro (por exemplo, MT-11010) | ≥ 3° - 5° |
| Cavidade profunda / costelas altas | Acrescentar 1° por cada 25 mm de profundidade |
Quanto mais profunda for a textura, maior será o ângulo de inclinação. Regra geral: 1° de esforço adicional por cada 0,025 mm de profundidade de textura. A compreensão desta relação também afecta acabamento da superfície do molde escolhas.
Filetes (raios)
Todos os cantos internos e externos devem ter raios de filete - evitar ângulos rectos agudos.
| Localização | Valor recomendado |
|---|---|
| Raio de filete interno | ≥ 50% de espessura de parede (ideal: 75%) |
| Raio de filete externo | Raio interno + espessura da parede |
Porquê?
- Os cantos afiados são pontos de concentração de tensões - as peças têm maior probabilidade de rachar aqui
- Cantos afiados impedir o fluxo da massa fundida - propenso a remates curtos e linhas de soldadura
- Cantos afiados aumentar a dificuldade de fabrico de moldes - A maquinagem EDM de cantos afiados é dispendiosa e propensa a danos
Costeletas
Quando a espessura da parede, por si só, não proporciona rigidez suficiente, não aumentar a espessura da parede (caro, mais marcas de afundamento) - adicionar costeletas em vez disso.
| Regra de conceção das nervuras | Valor recomendado | Motivo |
|---|---|---|
| Espessura das nervuras | ≤ 50% - 70% de espessura de parede | As nervuras demasiado grossas criam secções grossas na base → marcas de afundamento |
| Altura das costelas | ≤ 3× espessura da parede | As nervuras demasiado altas são difíceis de encher e ejetar |
| Filete de base | 0,25 - 0,5 × espessura da parede | Elimina a concentração de tensões |
| Ângulo de inclinação das nervuras | ≥ 0,5° por lado | Assegura uma ejeção suave |
| Espaçamento entre nervuras | ≥ 2× espessura da parede | Espaçamento demasiado próximo → dificuldade de arrefecimento do lado do molde, pontos quentes |
5.3 Encaixes, roscas e moldes de inserção
Encaixes rápidos
Os encaixes de pressão são os mais frequentemente utilizados sem fixadores método de montagem para peças moldadas por injeção - poupando custos de aparafusamento e simplificando a montagem.
- A tensão de deformação máxima permitida de um encaixe em consola depende do material (ABS ≈ 2 - 5%, PP ≈ 5 - 8%, PC ≈ 1 - 2%)
- A raiz do cantilever necessita de transições de filete generosas (R ≥ 0,5 × espessura da parede)
- Para montagens/desmontagens repetidas, projetar um ângulo de rampa de entrada de 30° - 45°
Fios
- Roscas externas podem ser moldados diretamente por injeção (requerem uma divisão na linha de separação, ou mecanismos de desenroscamento)
- Roscas internas utilizam normalmente núcleos desenroscados ou inserções roscadas metálicas
- Para aplicações de aperto frequente (> 10 ciclos), utilizar inserções roscadas metálicas (fixadas por calor ou instaladas por ultra-sons) em vez de roscas de plástico moldado
Moldagem por inserção
Os componentes metálicos (porcas, pinos, rolamentos) são pré-colocados no molde antes de o plástico ser injetado à sua volta. O nosso guia para moldagem por inserção abrange todo o processo e pode compará-lo com outras abordagens em sobremoldagem vs. moldagem por inserção.
- Vantagem: Peça composta de metal-plástico numa só etapa; elevada resistência de ligação
- Cuidado: A diferença do coeficiente de expansão térmica entre o metal e o plástico é grande. A parede de plástico que envolve a pastilha deve ser suficientemente espessa (normalmente ≥ 50% do diâmetro da pastilha), caso contrário formam-se fissuras radiais durante o arrefecimento.
5.4 Lista de controlo DFM
Antes de enviar os ficheiros do projeto para o seu fornecedor de moldes, reveja esta lista de verificação item por item. Para obter ainda mais detalhes, explore a 7 questões cruciais de DFM e Redução de riscos DFM e FMEA.
- Controlo da uniformidade da espessura da parede - variação ≤ ±15% (ideal ≤ ±10%)
- A espessura mínima da parede satisfaz os requisitos do material
- Todas as transições de espessura da parede são graduais (comprimento da transição ≥ 3× diferença de espessura)
- Todos os cantos internos têm filetes R ≥ 0,5× espessura da parede
- Todas as superfícies exteriores têm um ângulo de inclinação adequado (≥ 1° liso; aumentar por profundidade de textura)
- Espessura da nervura ≤ 60% da espessura da parede; altura ≤ 3× espessura da parede
- Chefe DE ≤ 2,5× espessura da parede; parede da saliência ≤ 60% da parede nominal
- Os cortes inferiores são identificados e avaliados (são necessários escorregas/elevadores? Podem ser projectados?)
- As recomendações de localização dos portões são anotadas (áreas não cosméticas e não funcionais)
- Localização da linha de separação confirmada (sem impacto no aspeto ou na montagem)
- Localizações dos pinos ejectores confirmadas (apenas superfícies não cosméticas)
- Material finalizado; Ficha de Dados Técnicos (FDT) do material obtida
- Taxa de retração incorporada nos cálculos de tolerância dimensional
- Análise do fluxo do molde concluída para verificar o enchimento, a embalagem e o arrefecimento
Ver: Recursos descarregáveis - Lista de controlo DFM PDF (R2)
Análise e otimização de custos
6.1 Os quatro componentes do custo da moldagem por injeção
Calculadora de custos de moldagem por injeção
Esta calculadora calcula o custo da moldagem por injeção de plástico com base no material, volume e tempo de ciclo...
Para obter uma cartilha completa, consulte o nosso guia complementar para dominar os custos da moldagem por injeção.

Repartição típica dos custos (produto de consumo de médio volume)
| Componente de custo | Quota aproximada |
|---|---|
| Amortização de moldes | 15% - 30% (diminui com o aumento do volume) |
| Matéria-prima | 30% - 50% |
| Processamento (tempo de máquina + mão de obra) | 20% - 35% |
| Pós-processamento | 5% - 15% |
6.2 Estimativa do custo do molde
Utilize a nossa calculadora interactiva de custos de moldes para obter uma estimativa rápida ou leia o guia pormenorizado sobre quanto custa um molde de plástico.
| Fator | Impacto nos custos |
|---|---|
| Tamanho do produto | Peça maior → molde maior → mais aço e custo de maquinagem |
| Complexidade geométrica | Rebaixos, cavidades profundas, texturas de precisão → lâminas, elevadores, EDM → aumentos de custos. Ler porque é que os preços dos moldes de injeção variam muito |
| Número de cavidades | Mais cavidades → molde maior e mais complexo → mas menor amortização do molde por unidade |
| Aço para moldes | P20 pré-endurecido << S136 inoxidável < H13 aço para trabalho a quente |
| Requisitos de precisão | ±0,1 mm (padrão) << ±0,02 mm (grau ótico de alta precisão) |
| Sistema de canais quentes | Câmara fria: sem custos adicionais; Câmara quente: acrescenta $5K - $50K |
| Região de produção | China ≈ $3K - $50K; EUA/Europa ≈ $10K - $200K (molde com a mesma especificação) |
Estimativa aproximada Referência
| Complexidade do produto | Preço do molde de cavidade única (China) | Preço do molde de cavidade única (US/EU) |
|---|---|---|
| Simples (sem rebaixos, liso) | $2,000 - $8,000 | $8,000 - $30,000 |
| Médio (1 - 2 diapositivos, textura simples) | $8,000 - $25,000 | $25,000 - $75,000 |
| Complexo (multi-lâminas, canal quente, textura fina) | $25,000 - $80,000 | $75,000 - $250,000+ |
Se está a pensar em abastecer-se na China, saiba como comparar orçamentos de moldagem por injeção e estar atento a custos ocultos na moldagem por injeção chinesa.
6.3 Sete estratégias para reduzir o custo por unidade
Para obter uma lista de verificação adicional, consulte o nosso artigo sobre 7 dicas para reduzir os custos de moldagem por injeção e o Quadro em 5 etapas para reduzir os custos de aprovisionamento na China até 20%.
| Estratégia | Princípio | Poupanças previstas |
|---|---|---|
| ① Otimizar a espessura da parede (mais fina) | Menos material + arrefecimento mais curto = dupla poupança de material e tempo de máquina | 10% - 25% |
| ② Utilizar nervuras em vez de paredes espessas | Obtém-se rigidez através de nervuras e não através da espessura adicional da parede | 5% - 15% |
| ③ Aumentar a contagem de cavidades | Mais peças por ciclo → redução do custo do tempo de máquina | 20% - 50% (alto vol.) |
| ④ Utilizar a câmara quente | Eliminar o desperdício de corredores - especialmente impactante para materiais caros | 5% - 20% |
| ⑤ Substituição de materiais | Mudar para um material de menor custo que ainda cumpra os requisitos de desempenho | 10% - 40% |
| ⑥ Automatizar o pós-processamento | Remoção robótica de peças, deformação automática, inspeção automática → reduz a mão de obra. Ver automação e robótica para o IM | 15% - 30% (pós-proc.) |
| ⑦ Integração do design (consolidação de peças) | Juntar várias peças numa peça moldada → eliminar etapas de montagem e fixadores | 20% - 50% (a nível do sistema) |
A estratégia ⑦ (integração do design) é sintetizada pela parte inferior da carroçaria traseira fundida numa só peça - consolidando mais de 70 peças estampadas e soldadas numa única peça gigante de alumínio fundido, eliminando 300 robôs de soldadura e reduzindo os custos de produção em 40%. Embora se trate de fundição sob pressão e não de moldagem por injeção, a lógica de redução de custos da “consolidar peças” é idêntico. Explorar redução do peso do automóvel através de técnicas avançadas de GI para estratégias semelhantes.
Ver: 5.1 Dimensionamento da espessura da parede para saber como reduzir com segurança a espessura da parede sem sacrificar o desempenho.
Resolução de problemas de defeitos e controlo de qualidade
7.1 Doze defeitos de moldagem por injeção mais comuns
Dominar a identificação de defeitos e a resolução de problemas é a linha divisória entre um “operador comum” e um “engenheiro de moldagem por injeção”. Para uma visão geral complementar, leia o nosso análise de defeitos de moldagem por injeção e sua resolução.
Os doze defeitos seguintes são ordenados por frequência de ocorrência:
Aparência: Depressões localizadas na superfície do produto, normalmente na parte de trás de nervuras, saliências ou áreas de paredes espessas.
Causa principal: As áreas de paredes espessas arrefecem lentamente; o material interno continua a encolher e puxa a superfície exterior já solidificada para dentro. Ver a nossa secção dedicada soluções para marcas de pia guia.
| Nível de resolução de problemas | Ação corretiva |
|---|---|
| Desenho | Reduzir a espessura das nervuras (≤ 60% da parede); evitar alterações bruscas da espessura; considerar assistência a gás IM |
| Processo | Aumentar a pressão de embalagem; prolongar o tempo de embalagem; baixar a temperatura do molde |
| Molde | Otimizar a localização do portão (mais próximo das secções espessas); aumentar o tamanho do portão |
Aparência: Abas finas de material em excesso nas linhas de corte ou nos orifícios dos pinos ejectores. Ver um exemplo real estudo de caso de defeito de flash.
Causa principal: Uma força de aperto insuficiente ou superfícies de separação danificadas permitem que a fusão penetre nas fendas.
| Nível de resolução de problemas | Ação corretiva |
|---|---|
| Máquina | Aumentar a força de aperto |
| Molde | Reparar as superfícies de separação (retificar, polir); verificar a deformação do molde |
| Processo | Reduzir a pressão/velocidade de injeção; baixar a temperatura de fusão |
Aparência: Peça não completamente preenchida; falta material na extremidade do fluxo.
Causa principal: A frente de fusão congela antes de chegar ao fim da cavidade.
| Nível de resolução de problemas | Ação corretiva |
|---|---|
| Processo | Aumentar a velocidade/pressão de injeção; aumentar as temperaturas de fusão/molde |
| Molde | Adicionar/limpar respiradouros (crítico!); aumentar o tamanho do portão/corredor |
| Desenho | Aumentar a espessura da parede em áreas finas; otimizar a posição da porta |
Aparência: Marcas finas em forma de linha onde duas frentes de fusão se encontram.
Causa principal: Duas frentes de fusão arrefeceram demasiado na altura em que convergem, impedindo a fusão total.
| Nível de resolução de problemas | Ação corretiva |
|---|---|
| Processo | Aumentar as temperaturas da massa fundida e do molde; aumentar a velocidade de injeção |
| Molde | Relocalizar os portões (deslocar as linhas de soldadura para áreas não críticas); melhorar a ventilação |
| Desenho | Se existirem orifícios de passagem, considere a possibilidade de os substituir por orifícios cegos (evite a divisão da fusão à volta deles) |
Linhas de soldadura não pode ser completamente eliminado (formam-se sempre que a fusão se divide e volta a converter-se) - só podem ser deslocado ou minimizado.
Aparência: A peça dobra-se, torce-se ou curva-se após a ejeção; não cumpre os requisitos de planicidade/retidão. Ver o nosso estudos de casos de deformação para exemplos do mundo real.
Causa principal: Áreas diferentes da peça arrefecem a ritmos diferentes → retração desigual → libertação de tensões internas provoca deformação.
| Nível de resolução de problemas | Ação corretiva |
|---|---|
| Desenho | Espessura uniforme da parede (a correção mais fundamental); adicionar nervuras para maior rigidez |
| Molde | Otimizar os canais de arrefecimento para obter uniformidade; considerar o arrefecimento conformal |
| Processo | Prolongar o tempo de arrefecimento; minimizar a diferença de temperatura entre os lados do núcleo/cavidade (≤ 10 °C) |
| Material | Mudança para material com retração mais baixa ou mais isotrópica |
Aparência: Manchas de queimadura pretas ou castanhas nas extremidades do fluxo ou nos cantos mortos da cavidade.
Causa principal: O ar aprisionado é comprimido adiabaticamente pelo avanço da fusão (como a ignição de um motor a gasóleo), atingindo temperaturas de centenas de graus e carbonizando o plástico.
| Nível de resolução de problemas | Ação corretiva |
|---|---|
| Molde | Adicionar ou limpar as aberturas de ventilação (o mais importante!) - a profundidade das aberturas é normalmente de 0,02 - 0,05 mm. Ver porque é que a ventilação é tão importante |
| Processo | Reduzir a velocidade de injeção (especialmente na fase final); reduzir ligeiramente a força de aperto (permitir micro-fugas de ar através da linha de separação) |
Aparência: Padrões em forma de anel ou de onda na superfície, normalmente irradiando para fora da porta.
Causa principal: Uma temperatura insuficiente da frente de fusão ou uma velocidade de escoamento desigual impedem que a camada superficial se espalhe suavemente.
| Nível de resolução de problemas | Ação corretiva |
|---|---|
| Processo | Aumentar a velocidade de injeção; aumentar as temperaturas de fusão/molde |
| Molde | Aumentar o tamanho do portão; otimizar a posição do portão |
Aparência: Estrias branco-prateadas na superfície ao longo da direção do fluxo.
Causa principal: Humidade no material (teor excessivo de água), gases voláteis ou ar preso esticado em camadas finas durante o fluxo de fusão.
| Nível de resolução de problemas | Ação corretiva |
|---|---|
| Material | Completamente secar a resina - PC: 120 °C/4 h; PA: 80 °C/8 - 12 h |
| Processo | Reduzir a contrapressão (reduzir o aprisionamento de ar); reduzir as RPM do parafuso |
Aparência: Um padrão dobrado, em forma de serpente, que se estende a partir do portão.
Causa principal: O derretimento sai de um portão estreito a uma velocidade excessiva para uma cavidade aberta - como um jato de água fino a pulverizar numa grande piscina, nunca formando uma frente estável de fluxo de fonte.
| Nível de resolução de problemas | Ação corretiva |
|---|---|
| Processo | Reduzir a velocidade de injeção inicial (velocidade em várias fases: início lento → meio rápido) |
| Molde | Aumentar o tamanho do portão; apontar o portão para uma parede (deixar o derretimento colidir e espalhar-se) |
Aparência: Espaços ocos no interior da peça (visíveis na secção transversal). Ver o nosso guia de resolução de problemas de bolhas para mais pormenores.
Causa principal: Em secções espessas, a camada exterior solidifica primeiro enquanto a massa fundida interna continua a encolher sem preenchimento → formam-se vazios de vácuo; ou a humidade/gás no material cria bolhas.
| Nível de resolução de problemas | Ação corretiva |
|---|---|
| Desenho | Reduzir a espessura da parede; eliminar secções espessas |
| Processo | Aumentar a embalagem (para vazios de vácuo); secar completamente o material (para bolhas) |
Aparência: Marcas brancas nos locais dos pinos ejectores ou nas áreas de encaixe. Ver o nosso soluções para marcas de stress.
Causa principal: A peça não arrefeceu e solidificou suficientemente no momento da ejeção; a força de ejeção provoca a cedência localizada do material.
| Nível de resolução de problemas | Ação corretiva |
|---|---|
| Processo | Prolongar o tempo de arrefecimento; reduzir a velocidade de ejeção |
| Molde | Adicionar mais pinos ejectores (distribuir a força); aumentar os ângulos de tração |
Aparência: Coloração desigual no produto ou diferenças de cor de lote para lote.
Causa principal: Mistura irregular do masterbatch de cor, capacidade de mistura insuficiente do parafuso ou variação de pigmento de lote para lote do fornecedor do masterbatch de cor.
| Nível de resolução de problemas | Ação corretiva |
|---|---|
| Material | Utilizar granulados pré-corados em vez de misturar masterbatches; verificar a consistência dos lotes do fornecedor |
| Processo | Aumentar a contrapressão e as rotações do parafuso (melhorar a mistura); aumentar o curso de dosagem |
7.2 Metodologia de resolução sistemática de problemas
Quando os defeitos aparecem, não ajustar os parâmetros aleatoriamente por intuição. Utilize esta abordagem de quatro camadas. Para obter orientação adicional, consulte a nossa resolução de problemas de defeitos de produtos referência.
Durante o ensaio inicial do molde (T1), quando produz peças que cumprem todos os critérios de qualidade, congelar e registar imediatamente todos os parâmetros do processo (temperaturas do cilindro, velocidade de injeção/perfil de pressão, parâmetros de embalagem, tempo de arrefecimento, etc.) e manter “amostras de ouro” físicas para comparação futura. Quando os defeitos surgirem mais tarde, a comparação das peças actuais com as amostras douradas e dos parâmetros actuais com as definições registadas permite identificar rapidamente a causa principal.
7.3 Quadro de controlo da qualidade
Uma estrutura de controlo de qualidade robusta garante resultados consistentes ao longo de milhões de ciclos. Emparelhe isto com o nosso controlo de qualidade na moldagem por injeção mergulho profundo.
Controlo de qualidade de entrada (IQC)
- Verificar o número de lote da resina, o teor de humidade (analisador de humidade) e o índice de fluxo de fusão (MFI)
- Referência cruzada do Certificado de Análise (CoA) com as especificações de TDS do material
- Inspecionar a consistência do corante / masterbatch (comparação da pastilha de cor sob luz D65)
Controlo de qualidade durante o processo (IPQC)
- Inspeção do primeiro artigo (FAI): Medir os primeiros 3 a 5 disparos em relação ao desenho após cada arranque, mudança de molde ou alteração de parâmetros
- Monitorização SPC: Acompanhe as dimensões críticas com gráficos de Controlo Estatístico do Processo (X̄-R ou X̄-S); reaja quando o Cpk descer abaixo de 1,33
- Inspeção visual: Os operadores verificam cada N-ésima peça (ou 100% para produtos médicos/segurança crítica) em relação a um conjunto de amostras limite (bom / marginal / rejeitado)
- Monitorização de processos: As máquinas modernas registam a pressão da cavidade, a posição da almofada e o tempo de ciclo - assinalam automaticamente quaisquer disparos fora da janela
Controlo de qualidade de saída (CQO)
- Inspeção por amostragem AQL de acordo com a norma ISO 2859-1 (níveis AQL típicos: Crítico = 0, Maior = 1,0, Menor = 2,5)
- Testes funcionais (por exemplo, força de encaixe, teste de vedação, teste de queda)
- Relatório dimensional completo (CMM ou scanner de luz estruturada) numa frequência definida
| Ferramenta QC | O que mede | Quando utilizar |
|---|---|---|
| Paquímetros / Micrómetros | Dimensões lineares ± 0,01 mm | Todas as FAI; controlos por amostragem durante a corrida |
| Medidores Go/No-Go | Aprovação/reprovação de caraterísticas críticas (furos, roscas) | 100% ou amostragem de alta frequência |
| CMM (Máquina de Medição por Coordenadas) | Relatório dimensional 3D completo | FAI, PPAP, auditoria periódica |
| Comparador ótico / Sistema de visão | Contornos do perfil, vestígio do portão, flash | Peças cosméticas e de perfil crítico |
| Analisador de humidade | % Humidade em granulados de resina | Cada novo lote / cada turno |
| Verificador de IFM | Melt Flow Index - consistência do material | Inspeção de entrada de resina |
| Espectrofotómetro de cor | ΔE desvio de cor | Produtos de cor crítica, cada lote |
Ao avaliar fornecedores de moldes ou fabricantes contratados, pedir para ver o seu plano de CQ, dados SPC e limites de controlo - e não apenas a sua proposta de preço. Um fornecedor que possa mostrar-lhe dados Cpk em tempo real e placas de amostragem de limites é muito mais fiável do que aquele que oferece o preço mais baixo. Aprender como encontrar fornecedores fiáveis de moldagem por injeção.
Processos avançados e fronteiras da indústria
Para além da moldagem por injeção de um único material, existem diversas variações avançadas que permitem capacidades que a IM convencional não consegue alcançar. Mantenha-se na vanguarda seguindo a as principais tendências que estão a remodelar o sector.
8.1 Variantes avançadas de moldagem
| Variante de processo | Princípio fundamental | Principais vantagens | Aplicações típicas |
|---|---|---|---|
| Moldagem de dois tiros / 2K | Dois materiais diferentes injectados sequencialmente no mesmo molde (requer uma máquina de dois barris ou uma placa rotativa) | Elimina a montagem secundária; cria pegas de toque suave, peças multicoloridas | Cabos de escovas de dentes, punhos de ferramentas eléctricas, botões para automóveis |
| Sobremoldagem | Um substrato pré-moldado é colocado num segundo molde e sobremoldado com outro material | Semelhante ao de dois disparos, mas utiliza dois moldes separados; menor investimento em equipamento | Punhos macios em pegas rígidas, conectores selados |
| Moldagem por inserção | Metal ou outros componentes pré-formados colocados no molde; plástico injetado à sua volta | Compósito metal-plástico num só passo; elevada resistência de ligação | Insertos roscados, terminais eléctricos, caixas de sensores |
| Moldagem por injeção com assistência de gás (GAIM) | Gás nitrogénio injetado em secções espessas após enchimento parcial, esvaziando o núcleo | Elimina marcas de afundamento em peças espessas; reduz o peso e o custo do material em 20% - 40% | Puxadores de móveis, molduras de TV, acabamentos espessos para automóveis - ver molde de pega com assistência a gás |
| Micro Moldagem por Injeção | Peças que pesam fracções de um grama, com micro-recursos < 100 µm | Permite a miniaturização de componentes médicos, ópticos e electrónicos | Conchas para aparelhos auditivos, chips microfluídicos, virolas de fibra ótica |
| Rotulagem no molde (IML) | Etiqueta pré-impressa colocada na cavidade; funde-se com a superfície da peça durante a moldagem | Decoração de alta qualidade sem impressão secundária; a etiqueta torna-se integral | Recipientes para alimentos, embalagens para cosméticos - ver decoração no molde |
| Moldagem de espuma estrutural | O agente de expansão químico ou físico cria um núcleo de espuma com pele sólida | Leve (10% - 30% mais leve); elevada relação rigidez/peso | Paletes de grandes dimensões, componentes de mobiliário, caixas de equipamento |
| Moldagem de borracha de silicone líquida (LSR) | Silicone líquido de dois componentes misturado e injetado num molde aquecido; cura por reação de adição | Biocompatível, gama de temperaturas extremas (-55 °C a +200 °C), flexível | Tetinas para biberões, selos médicos, bandas para dispositivos portáteis |
8.2 A Indústria 4.0 e o Futuro da Moldagem por Injeção
A indústria de moldagem por injeção está a atravessar a sua fase mais transformadora desde a invenção do parafuso alternativo. Saiba como A IA está a redefinir a moldagem por injeção e o que automação e robótica para pisos de produção.
Principais tendências tecnológicas (2026 e mais tarde)
| Tendência | Descrição | Impacto |
|---|---|---|
| Moldagem inteligente / Sensores IoT | Os sensores de pressão e temperatura na cavidade transmitem dados em tempo real; as máquinas ajustam automaticamente os parâmetros | Redução da taxa de defeitos em 30% - 70%; a manutenção preditiva reduz o tempo de inatividade |
| Otimização da IA / Aprendizagem automática | Modelos de IA treinados em dados históricos de processos prevêem conjuntos de parâmetros óptimos para novos moldes/materiais | Tempo de configuração reduzido de dias para horas; janela de processo encontrada mais rapidamente |
| Gémeo digital | A réplica virtual da célula de moldagem simula cenários de produção antes da implementação física | Reduzir os ensaios de moldes (T0 - T3) em 1 - 2 rondas; acelerar o tempo de colocação no mercado |
| Materiais sustentáveis / de base biológica | PLA, PHA, bio-PE e resinas com conteúdo reciclado ganham quota de mercado devido à legislação e à pressão ESG | São necessários ajustes no processo (temperaturas de fusão mais baixas, encolhimento diferente); estão a surgir novas diretrizes DFM. Consulte a nossa sustentabilidade na moldagem por injeção visão geral |
| Arrefecimento conformacional através de impressão 3D em metal | Inserções de molde com canais de arrefecimento impressos em 3D em conformidade com a geometria da cavidade | Redução do tempo de ciclo de 20% - 40%; melhoria da qualidade das peças (menos empenos) |
| Micro e Nano Moldagem | Produção de elementos à escala micrónica e submicrónica | Permite diagnósticos médicos de última geração (lab-on-a-chip), ótica e MEMS |
| Robôs colaborativos (Cobots) | Robôs leves que trabalham em conjunto com operadores para remoção, inspeção e embalagem de peças | Automação flexível para pequenos lotes; investimento inferior ao das células de automação completa |
A convergência de IA + IoT + materiais sustentáveis + ferramentas de fabrico aditivo está a criar uma mudança de paradigma. Os fabricantes que investirem agora nestas tecnologias terão uma fosso competitivo significativo até ao final da década. As competências para interpretar dados estão a tornar-se tão importantes como as competências para operar máquinas.
Próximas etapas e recursos
9.1 O seu roteiro de aprendizagem
Agora que já absorveu este guia, eis como aprofundar sistematicamente os seus conhecimentos:
Fundamentos do Solidify
Reler Partes 1 - 3 e faça um teste sobre os conceitos-chave. Certifique-se de que consegue explicar o ciclo de seis etapas, diferenciar termoplásticos de termoendurecíveis e nomear os 10 principais materiais.
Aplicar o DFM a um projeto real
Pegue num produto existente (ou num desenho simples da sua autoria) e execute o Lista de controlo DFM. Identificar pelo menos 3 melhorias. Utilizar o calculadora de espessura de parede e calculadora de custos.
Visitar uma instalação de moldagem
Nada substitui ver o processo pessoalmente. Observar o ciclo, ouvir a máquina, sentir a peça quente ejectada. Faça perguntas sobre o fluxo de trabalho de controlo de qualidade.
Executar uma simulação de fluxo de molde
Descarregue uma versão experimental do Moldflow, Moldex3D ou Solidworks Plastics. Simule uma forma de caixa simples e estude o tempo de preenchimento, linha de soldadura locais, e retração padrões. Veja porque é que a simulação é essencial.
Construir a sua rede
Junte-se a grupos do LinkedIn, participe em feiras de plásticos (NPE, Fakuma, Chinaplas) e ligue-se a fornecedores de materiais e fabricantes de moldes. Saiba mais como encontrar fornecedores fiáveis e comparar cotações efetivamente.
Manter-se atualizado
Marque este guia nos seus favoritos e volte a consultar o Processos avançados e fronteiras da indústria secção trimestral. Seguir a principais tendências do sector à medida que evoluem.
9.2 Recursos recomendados
Tabela de referência rápida para seleção de materiais
Comparação de uma página dos 20 principais materiais de moldagem por injeção com as principais propriedades, níveis de preços e notas de aplicação. Comece com o nosso biblioteca de materiais plásticos.
Lista de controlo DFM (PDF imprimível)
A versão completa Lista de controlo DFM da Parte 5, formatado para impressão. Leve-o para todas as reuniões de revisão do projeto.
Fluxograma de resolução de problemas de defeitos
Versão em fluxograma visual do metodologia de resolução de problemas em quatro níveis - laminá-lo para o chão de fábrica. Veja também a nossa página online ferramenta de resolução de problemas de defeitos.
Folha de cálculo de estimativa de custos de moldes
Modelo Excel com fórmulas para estimar o custo do molde com base no tamanho, complexidade, cavidades, tipo de aço e região. Experimente o modelo online calculadora inteligente de custos de moldes.
Leitura recomendada
“Manual de Moldagem por Injeção” - Osswald, Turng, Gramann (a bíblia do sector); “Conceção de peças de plástico para montagem” - Três; “Guia de projeto de fluxo de moldes” - Kennedy. Mais o nosso glossário para principiantes.
9.3 Glossário de termos-chave
| Prazo | Definição |
|---|---|
| Cavidade | O espaço oco no molde que define a forma exterior da peça |
| Núcleo | O componente do molde que define a forma interna da peça |
| Corredor | Sistema de canais que distribui a massa fundida do jito ao portão |
| Portão | Passagem estreita onde a massa fundida entra na cavidade |
| Linha de separação | A interface onde as duas metades do molde se encontram |
| Ângulo de inclinação | Conicidade aplicada às paredes da peça para facilitar a ejeção |
| Retração | Redução volumétrica à medida que o plástico arrefece do estado fundido para o estado sólido |
| Pino ejetor | Pino mecânico que empurra a peça solidificada para fora do molde |
| Força de aperto (tonelagem) | Força que mantém as metades do molde fechadas durante a injeção |
| Tempo de ciclo | Tempo total para um ciclo de moldagem completo |
| MFI (Índice de fluxo de fusão) | Medida do caudal de um polímero em condições padrão (g/10 min) |
| Cpk | Índice de capacidade do processo - mede o grau em que um processo se mantém dentro dos limites especificados |
| T1 / T2 / T3 | Primeiro / segundo / terceiro ensaio do molde - rondas iterativas de depuração do molde |
| PPAP | Processo de aprovação de peças de produção - aprovação formal da qualidade para produção em massa |
| DFM | Conceção para fabrico - otimização da conceção do produto para o processo de fabrico |
Perguntas mais frequentes
As perguntas mais comuns que os compradores, designers e engenheiros fazem sobre moldagem por injeção - respondidas diretamente.
🏆 Conclusão: Do conhecimento ao domínio
Acabou de completar uma viagem através de todo o panorama da moldagem por injeção - desde o conceito mais fundamental “o que é a moldagem por injeção” até aos processos avançados, otimização de custos e controlo de qualidade. Eis o que pode agora fazer com confiança:
- Explicar como funciona a moldagem por injeção a qualquer parte interessada, a qualquer nível
- Selecione o material certo para a sua aplicação utilizando um quadro de decisão sistemático
- Conceber peças que sejam optimizado para poder ser fabricado desde o início
- Avaliar os projectos de moldes e estimativa de custos com confiança
- Identificar e solucionar problemas os 12 principais defeitos utilização de uma metodologia sistemática
- Ter conversas informadas sobre processos avançados e tendências futuras
- Colaborar com os fornecedores como um parceiro informado, não um comprador passivo
Lembrar: A moldagem por injeção é uma ciência e uma arte. A ciência está neste guia; a arte vem da prática. Comece a aplicar o que aprendeu hoje - e ficará surpreendido com a rapidez com que os seus conhecimentos se vão acumulando.
Este guia é um documento vivo, atualizado para 2026. Marque-o nos seus favoritos e volte sempre que precisar de uma atualização, de um mergulho mais profundo ou de um ponto de referência para o seu próximo projeto.
Steven Cheng
Fundador e engenheiro-chefe de moldes - Topworks Plastic Mold - Huangyan, China
Steven Cheng fundou Moldes Plásticos Topworks em Huangyan - a capital do fabrico de moldes da China - após mais de uma década a trabalhar em ferramentas de precisão para fornecedores de nível 1 do sector automóvel e médico. Ao longo de 20 anos, liderou a conceção e o fabrico de mais de 500 moldes: desde ferramentas de embalagem de elevada cavitação a moldes para o interior de automóveis de Classe 101 e componentes de dispositivos médicos em conformidade com a FDA.
A sua experiência prática abrange todo o ciclo de vida do molde: Análise DFM, simulação Moldflow, otimização de portas e canais, conceção de refrigeração conforme, seleção de aço e qualificação do primeiro artigo (PPAP). Steven escreve para colmatar a lacuna de conhecimentos entre os compradores e os engenheiros de moldes - dando às equipas de produto a confiança técnica para avaliarem os fornecedores de forma crítica e tomarem melhores decisões sobre as ferramentas.

