






O que é o molde de plástico
Tabela de Conteúdos
Um molde de plástico é uma ferramenta de precisão que molda o plástico fundido em peças acabadas através de processos como a injeção, o sopro, a compressão, a transferência e a moldagem por rotação. No seu núcleo estão os cavidade (o negativo da forma externa) e o núcleo (que forma as caraterísticas internas). O plástico líquido é injetado, arrefecido, solidificado e ejectado num ciclo repetitivo. Os aços de molde padrão incluem Aço inoxidável P20, H13 e S136, enquanto os protótipos são normalmente fabricados utilizando maquinagem CNC, impressão 3D ou fundição a vácuo.
O que há de novo em 2026: Gamas de custos actualizadas para os preços actuais do aço, secções de arrefecimento conformacional e de sensores de moldes IoT adicionadas e estimativas de prazos de entrega revistas com base em dados da indústria de 2025-2026.
Estrutura do molde de injeção
Guia interativo de engenharia - Clique nos marcadores para explorar os componentes
Selecione um componente do diagrama ou da lista para ver os detalhes técnicos.
| Componente | Função principal | Notas chave |
|---|---|---|
| Cavidade | Define a geometria exterior e as superfícies cosméticas. | Controla o grau de aparência, o acabamento da superfície e a textura. |
| Núcleo | Forma a geometria interna (saliências, nervuras, orifícios). | Crítico para as caraterísticas estruturais e estabilidade dimensional. |
| Sistema de arrefecimento | Gere o tempo de ciclo e a estabilidade dimensional. | Linhas de água, deflectores ou canais conformados optimizam a remoção de calor. |
| Sistema de ejeção | Liberta a peça do molde com segurança e sem danos. | Pinos ejectores, casquilhos, elevadores e válvulas de ar; o tempo e a colocação são importantes. |
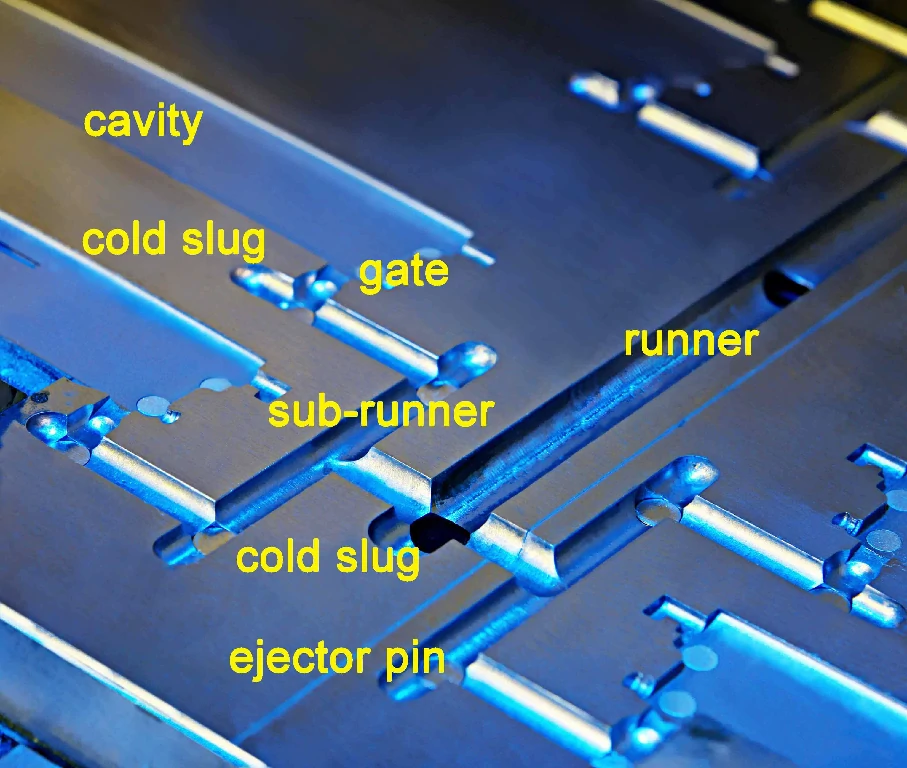
| Sistema de corredores | Distribui a massa fundida uniformemente em cada cavidade (câmara quente ou fria). | Inclui jito, corrediças e portas; equilibrar o fluxo para evitar defeitos. Configuração de 2 ou 3 placas. |
Aprender os conceitos básicos dos moldes de plástico
Antes de selecionar uma ferramenta, é útil alinhar as definições e a estrutura. Segue-se uma breve descrição geral de como um molde é construído e de como funciona o ciclo de moldagem.
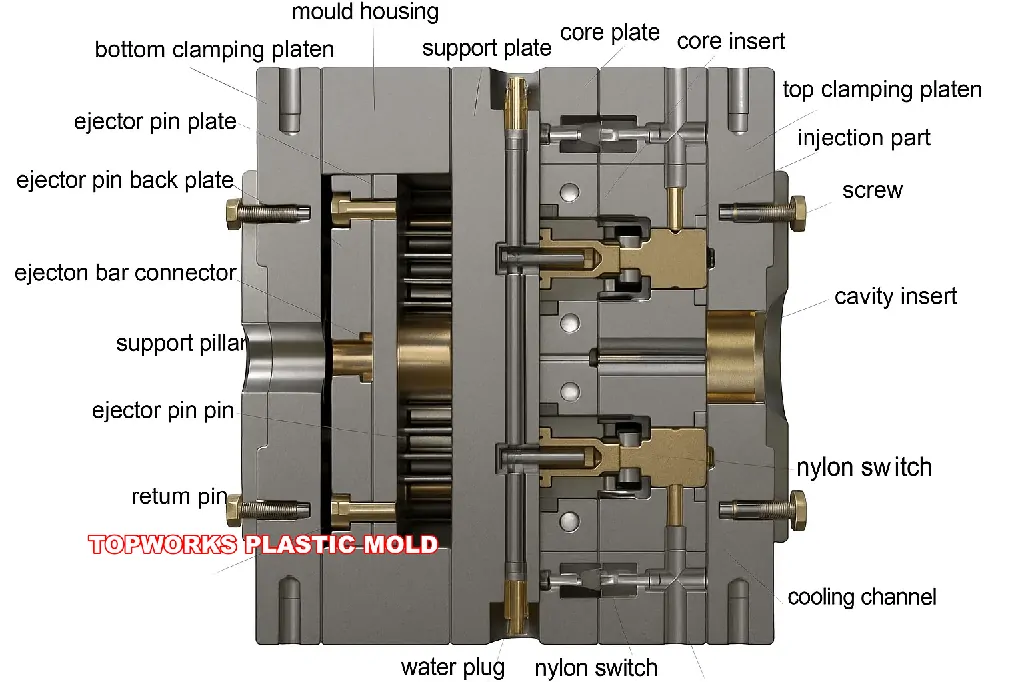
Definição e componentes principais
Um molde de plástico é construído em torno de duas secções principais de formação: a lado da cavidade, que dá forma à superfície exterior da peça, e o lado do núcleo, O molde é composto por um sistema de canais e portas, um sistema de refrigeração, um sistema de ejeção e placas de suporte. Em torno destas áreas de formação, o molde também inclui o sistema de canais e portas, canais de arrefecimento, sistema de ejeção, componentes de guia e placas de suporte. Em conjunto, estes componentes controlam a forma como o plástico fundido flui, arrefece, encolhe e é finalmente libertado do molde.
No ciclo de moldagem por injeção, o plástico é derretido e injetado na cavidade do molde sob alta pressão da prensa, e endurece durante o arrefecimento. Uma vez arrefecido, o molde abre-se e a peça é ejectada - depois o ciclo repete-se. A qualidade da peça depende do material plástico, do aço do molde, da geometria, da abertura, da disposição do arrefecimento e do método de ejeção.
Leitura relacionada: Os nossos serviços de fabrico de moldes
Quais são os principais tipos de moldes de plástico?
Existem seis tipos principais de moldes de plástico, cada um deles adequado a diferentes formas, volumes e orçamentos de peças. Moldagem por injeção é o mais versátil para peças complexas e de grande volume. Moldagem por sopro cria contentores ocos. Moldagem por compressão funciona melhor para peças termoendurecíveis planas de grandes dimensões. Extrusão produz perfis contínuos como tubos. Moldagem por rotação produz grandes objectos ocos. Termoformagem molda folhas aquecidas sobre um molde para embalagens e painéis.
| Tipo | Melhor para | Produtos típicos |
|---|---|---|
| Molde de injeção | Peças complexas e de grande volume | Peças para automóveis, eletrónica, dispositivos médicos |
| Molde de sopro | Contentores ocos | Garrafas, depósitos de combustível, tambores |
| Molde de compressão | Peças termoendurecidas planas/curvas de grandes dimensões | Painéis eléctricos, painéis de carroçaria |
| Molde de extrusão | Perfis de secções transversais contínuas | Canos, tubagens, caixilhos de janelas |
| Molde rotativo | Peças ocas de grandes dimensões | Tanques, caiaques, equipamento para parques infantis |
| Termoformagem | Peças rasas de chapas aquecidas | Tabuleiros para alimentos, embalagens, painéis de controlo |
Como funciona a moldagem de plástico?
Abaixo está o fluxo de trabalho completo, utilizando a moldagem por injeção como exemplo de âncora. A mesma lógica aplica-se amplamente a outros métodos de moldagem.
Etapa 1: Fase de conceção (Prazo: ~1 semana)
- Conceção CAD: Peças e moldes 3D/2D, GD&T, projeto e tolerâncias.
- Análise DFM: Espessura da parede, nervuras, raios - para reduzir o empeno e as marcas de afundamento.
- Análise do fluxo do molde: Equilíbrio de enchimento, linhas de soldadura, purgadores de ar, arrefecimento e previsão de deflexão.
Etapa 2: Fabrico do molde (Prazo: 2-6 semanas)
- Seleção de materiais: P20, H13, S136 ou alumínio - com base na esperança de vida, resina e risco de corrosão.
- Maquinação CNC: Passagens de desbaste e acabamento para precisão geométrica; eléctrodos preparados para EDM.
- Maquinação por electroerosão: Bolsos fundos, cantos afiados, pormenores complexos.
- Polimento e texturização: Polimento ótico (SPI A1/A2) ou texturas (VDI/MT).
- Montagem: Guias, ejectores, linhas de água, canal quente (se aplicável).
Etapa 3: Teste e validação (Prazo: 1-2 semanas)
- Ensaios T0/T1: Estabelecer a janela do processo; avaliar as dimensões e a cosmética.
- Inspeção: CMM, medição ótica; definir uma amostra dourada.
- Otimização: Ajustes no portão, ventilação, equilíbrio de arrefecimento, ajustes de segurança do aço.
Etapa 4: Produção em massa
- Corridas estáveis: Temperaturas, pressões e tempos repetíveis.
- Controlo de qualidade: FAI, SPC durante o processo e controlos finais.
- Manutenção: Limpeza, lubrificação, descalcificação da linha de água e gestão das peças de substituição.
Materiais utilizados nos moldes de plástico
A seleção do aço de molde e da resina corretos determina a vida útil, o tempo de ciclo e o preço da peça - especialmente para materiais com enchimento de vidro ou corrosivos.
Materiais de molde comuns
| Material | Propriedades | Aplicações | Custo |
|---|---|---|---|
| Aço P20 | Pré-endurecido, versátil, económico | Moldes de médio volume | $ |
| Aço H13 | Alta dureza, resistente ao desgaste e ao calor | Resinas de grande volume, com enchimento de vidro | $$ |
| S136 Inoxidável | Resistente à corrosão, alto polimento | Peças médicas, alimentares e transparentes | $$$ |
| Alumínio | Alta condutividade, maquinagem rápida | Protótipos, pequenas séries | $ |
Materiais plásticos para moldagem
- ABS: Resistente e estável; excelente para caixas de cosméticos.
- Polipropileno (PP): Leve e resistente a produtos químicos; embalagens e aparelhos.
- Polietileno (PE): Resistente; comum em garrafas e recipientes moldados por sopro.
- Policarbonato (PC): Transparente e resistente; elementos ópticos e de proteção.
- Nylon (PA): Resistente ao desgaste e ao calor; engrenagens e componentes estruturais.
Porque é que os moldes de plástico são tão caros?
Os moldes de plástico requerem aço de alta qualidade, maquinagem CNC/EDM de precisão (tolerâncias de ±0,02-0,05 mm), conceção de engenharia especializada e horas de polimento e montagem. Só a maquinação CNC representa 25-40% do custo total. Caraterísticas complexas como corrediças, elevadores e canais quentes aumentam significativamente o tempo de engenharia e maquinação.
Factores que afectam o custo do molde
Complexidade da peça - Básico: $2,000-$5,000 - Intermédio: $5,000-$20,000 - Avançado: $20,000-$100,000+ (por exemplo, brilho espelhado, levantadores/deslizadores, microcaracterísticas).
Tamanho do molde - Pequena (1.000 mm). As ferramentas maiores requerem mais aço, maquinação e complexidade de arrefecimento.
Requisitos de volume - Protótipo: 200-1.000 disparos - Baixa produção: 1.000-10.000 - Alta produção: 10.000-100.000+ (tipicamente com canais quentes e automatização).
Seleção de materiais - Classe de aço para ferramentas; tratamentos de superfície (nitruração, PVD, crómio duro); necessidades especiais (polimento ótico SPI), Texturas VDI/MT, controlo da corrosão).
Número da cavidade - Cavidade única - Multi-cavidade (2-64) - Molde familiar. A multi-cavidade requer um equilíbrio preciso entre o fluxo e o encolhimento.
Requisitos de tolerância - Padrão ±0,1 mm - Precisão ±0,02 mm - Ultra-precisão ±0,01 mm (requer controlo ambiental).
| Categoria de custos | Percentagem do total |
|---|---|
| Conceção e engenharia (CAD, DFM, Moldflow) | 15–30% |
| Aço / Matéria-prima | 15–30% |
| Maquinação CNC e EDM | 25–40% |
| Polimento, texturização e montagem | 10-20% |
| Tipo de molde | Gama de preços (USD) |
|---|---|
| Protótipo simples (alumínio, cavidade única) | $2,000 - $5,000 |
| Produção standard (P20, 1-2 diapositivos) | $5,000 - $15,000 |
| Complexidade média (2-4 cavidades, canal quente) | $15,000 - $50,000 |
| Alta complexidade (multi-cavidades, câmara quente completa) | $50,000 - $150,000 |
| Ultra-precisão (16-64 cavidades) | $150,000 - $500,000+ |
Dicas para economizar
- Optimize o design das peças desde o início com DFM para eliminar deslizes, pontos quentes e marcas de afundamento.
- Fazer corresponder o número de cavidades e a tonelagem da máquina à procura real - e não à procura máxima teórica.
- Utilizar componentes normalizados e inserções modulares sempre que possível.
- Encomendar em lotes maiores para amortizar o custo das ferramentas em mais peças.
- Estabelecer parcerias com fabricantes experientes para reduzir as iterações de ensaios de moldes.
[custo_do_molde]
Quanto tempo dura um molde de plástico?
A vida útil do molde é medida em ciclos de injeção. Os moldes de aço endurecido (H13, S136) duram 500.000 a 1.000.000+ ciclos. Pegas em aço pré-endurecido (P20) 200.000-500.000 ciclos. Moldes de alumínio adequados para prototipagem em 10.000-100.000 ciclos. As resinas abrasivas, como o nylon com enchimento de vidro, desgastam os moldes 3-5 vezes mais depressa. A manutenção regular - limpeza, lubrificação e inspeção a cada 50.000 ciclos - pode prolongar a vida útil do molde em 30-50%.
| Material do molde | Tempo de vida previsto | Melhor aplicação |
|---|---|---|
| Aço temperado (H13 / S136) | 500.000 - 1.000.000+ ciclos | Produção de grande volume |
| Aço pré-endurecido (P20 / 2738) | 200.000 - 500.000 ciclos | Produção de médio volume |
| Alumínio (7075 / 6061) | 10.000 - 100.000 ciclos | Prototipagem e baixo volume |
| Metal macio / Epoxy | 500 - 5.000 ciclos | Apenas prototipagem |
Controlo de qualidade em moldes de plástico
A qualidade é incorporada através de medições precisas, documentação e cumprimento das normas da indústria.
Métodos de inspeção
- CMM (Máquina de Medição por Coordenadas)
- Medição ótica e perfilometria
- Ensaio do acabamento da superfície (Ra, brilho)
- Inspeção do primeiro artigo (FAI), PPAP para o sector automóvel
Normas do sector
- Normas dimensionais e de tolerância ANSI/ASME, DIN, JIS
- Práticas PPAP e APQP para o sector automóvel
- Registos do histórico do dispositivo para aplicações médicas
Desafios e soluções comuns
A maioria dos problemas de moldagem pode ser evitada através de uma conceção proactiva e da afinação do processo. Abaixo encontram-se os problemas frequentes e a forma como são resolvidos.
Deformação e defeitos de superfície na moldagem de plásticos
1. SELECCIONAR O DEFEITO A RESOLVER:

Tendências da tecnologia de moldes para plásticos no futuro
As novas capacidades estão a traduzir-se diretamente em ciclos mais curtos, melhor qualidade e lançamentos mais rápidos.
- Integração da impressão 3D - O fabrico aditivo permite inserções rápidas e canais de arrefecimento conformes que seguem a geometria da peça, proporcionando um arrefecimento mais rápido e uniforme e uma redução significativa do tempo de ciclo.
- Moldes inteligentes (sensores IoT) - Os sensores de temperatura e pressão incorporados permitem um controlo do processo orientado por dados, menos defeitos, configurações mais rápidas e janelas de processo em tempo real.
- Materiais sustentáveis - As resinas recicláveis e de base biológica, combinadas com núcleos modulares e inserções substituíveis, prolongam a vida útil da ferramenta e reduzem os resíduos.
- Otimização de design com base em IA - A definição de parâmetros assistida por IA, a previsão de defeitos e a disposição automatizada de portas/arrefecimento reduzem as iterações de teste e encurtam o tempo de colocação no mercado.
Perguntas mais frequentes
Dez perguntas essenciais sobre moldes de plástico, respondidas.
1. O que é um molde de plástico?
Um molde de plástico é uma ferramenta de precisão utilizada na moldagem por injeção para fabricar peças de plástico a partir de uma máquina de moldagem por injeção. Tem duas secções principais: a cavidade (que forma o exterior) e o núcleo (que forma o interior). Quando o plástico fundido é injetado a alta pressão, preenche o espaço entre estes componentes, arrefece, solidifica e é libertado do molde como peça acabada.
Os moldes são normalmente construídos em aço endurecido ou alumínio e variam desde ferramentas simples de cavidade única até sistemas multi-cavidades altamente complexos que produzem mais de 10 peças por ciclo.
2. Como funciona a moldagem por injeção de plástico?
O processo de moldagem por injeção segue quatro etapas fundamentais:
- Fixação: O molde fecha-se e é mantido unido pela máquina de moldagem por injeção.
- Injeção: A alta pressão empurra o plástico derretido para a cavidade do molde através do canal e da comporta.
- Arrefecimento: O plástico aquecido arrefece e solidifica no interior do molde.
- Ejeção: O molde abre-se e a peça acabada é ejectada.
Este ciclo demora normalmente entre 15 segundos e 2 minutos, dependendo do tamanho e da complexidade da peça.
3. Que materiais são utilizados para fazer moldes de plástico?
- Aço P20: Aço pré-endurecido ideal para produções de médio volume (200 000-500 000 ciclos). Bom equilíbrio entre custo e durabilidade.
- Aço H13: Aço ferramenta para produção de grandes volumes (500.000-1.000.000+ ciclos). Excelente resistência ao desgaste e pode ser tratado termicamente.
- Aço S136: Aço inoxidável com boa resistência à corrosão para peças médicas, componentes transparentes ou resinas corrosivas.
- Alumínio (7075, 6061): Utilizado para moldes de protótipo ou produção de baixo volume. Rápido de maquinar e de baixo custo, mas com uma vida útil mais curta.
4. Quanto tempo é que demora a fazer um molde de plástico?
O prazo típico é de 6 a 10 semanas:
- Semanas 1-2: Fase de conceção - modelação CAD, análise DFM, simulação do fluxo de moldes.
- Semanas 3-8: Maquinação CNC, EDM, polimento e montagem.
- Semanas 9-10: Ensaios, testes e otimização de moldes.
Os moldes complexos com corrediças de ação múltipla, elevadores ou sistemas de canais quentes podem requerer 6-12 semanas. A engenharia paralela (pré-encomenda de componentes padrão) pode reduzir o prazo de entrega em 10-20%.
5. Quanto custa um molde de plástico?
Os custos dos moldes variam significativamente consoante a complexidade:
- Moldes simples de cavidade única: $2,000 - $10,000
- Complexidade média (2-4 cavidades): $10,000 - $30,000
- Moldes multi-cavidades complexos: $30,000 - $100,000+
- Moldes de alta precisão ou familiares: $100,000 - $300,000+
Os factores de custo incluem o número de cavidades, o tamanho e a complexidade da peça, a tolerância, o acabamento da superfície, o material do molde, a câmara quente ou fria e os requisitos de volume de produção.
6. Qual é o tempo de vida útil de um molde de plástico?
A vida útil do molde varia entre 50.000 e 1.000.000+ ciclos, dependendo:
- Material do molde: Alumínio (50.000-100.000), aço P20 (200.000-500.000), aço H13 (500.000-1.000.000+).
- Tipo de resina: Os materiais abrasivos, como o nylon com enchimento de vidro, desgastam os moldes mais rapidamente do que os plásticos normais.
- Manutenção: A limpeza regular, a lubrificação e os cuidados preventivos prolongam significativamente a vida útil.
- Condições de funcionamento: O controlo adequado da temperatura, a pressão de injeção e a gestão do arrefecimento reduzem o desgaste.
7. Que tipos de moldes de plástico existem?
- Moldes de cavidade única: Produz uma peça por ciclo. Ideal para peças grandes ou produção de baixo volume.
- Moldes multi-cavidades: Produzir várias peças idênticas por ciclo. Ideal para produção de grandes volumes e menor custo por peça.
- Moldes familiares: Produzir diferentes peças num só ciclo. Útil quando são necessários vários componentes em conjunto.
- Moldes de canal quente: Os canais aquecidos mantêm o plástico fundido, eliminando o desperdício do canal e reduzindo o tempo de ciclo.
- Moldes de canais frios: Canais não aquecidos onde o plástico solidifica e deve ser removido. Custo inicial mais baixo, mais desperdício de material.
8. Que plásticos podem ser utilizados na moldagem por injeção?
- ABS: Forte, resistente ao impacto, bom acabamento superficial. Utilizado na indústria automóvel, eletrónica e brinquedos.
- Polipropileno (PP): Resistente a produtos químicos, flexível e de baixo custo. Utilizado em contentores, embalagens e dispositivos médicos.
- Policarbonato (PC): Transparente, com elevada resistência ao impacto. Utilizado em lentes, equipamento de segurança, eletrónica.
- Nylon (PA): Alta resistência, resistente ao desgaste. Utilizado em engrenagens, rolamentos, peças mecânicas.
- Polietileno (PE): Flexível, resistente a produtos químicos. Utilizado em garrafas, películas, contentores.
9. O que é a análise de fluxo de molde e qual a sua importância?
A análise do fluxo do molde é uma simulação informática que prevê a forma como o plástico fundido irá encher, embalar, arrefecer e deformar no molde antes de qualquer aço ser cortado. Identifica potenciais problemas, tais como:
- Tiros curtos: Preenchimento incompleto da cavidade.
- Linhas de soldadura: Pontos fracos onde as frentes de fluxo se encontram.
- Armadilhas de ar: Gases retidos que provocam defeitos.
- Deformação: Distorção da peça durante o arrefecimento.
Esta análise minimiza as dispendiosas revisões de moldes, reduz as tentativas e erros, optimiza a colocação de portas e o arrefecimento e acelera o tempo de colocação no mercado em 20-40%.
10. Os moldes de plástico podem ser reparados ou modificados?
Sim. As reparações e modificações mais comuns incluem:
- Reparação da linha de separação: Retificação de superfícies de corte gastas ou danificadas.
- Soldadura e polimento de cavidades: Preenchimento de riscos, amolgadelas ou áreas desgastadas.
- Substituição do pino ejetor: Substituição de componentes de ejeção gastos ou partidos.
- Material de adição: Soldadura de aço para reduzir as dimensões ou corrigir erros.
- Remoção de material: Maquinação para aumentar o tamanho da peça ou acrescentar caraterísticas.
As pequenas alterações custam $500-$3,000. As grandes alterações, como a adição de cavidades ou a reformulação de caraterísticas, podem custar $5,000-$25,000 e podem demorar 2-6 semanas.
Pronto para iniciar o seu projeto de moldes?
- ✓ Análise DFM gratuita
- Preços competitivos
- Rápida execução
- Certificado de qualidade ISO
Recursos descarregáveis
- Guia de seleção de aço para moldes de plástico (PDF)
- Ficha de cálculo de custos
- Manual de moldes de plástico (PDF)
- Manual de manutenção de moldes de plástico (PDF)
Leitura adicional: Guia de preços e custos de moldes de injeção
Interessado em saber mais sobre o custo e o preço dos moldes de injeção? Explore os nossos recursos abrangentes abaixo, incluindo calculadoras de custos, dicas de especialistas e conselhos práticos para o ajudar a gerir o seu investimento em moldes de forma sensata.
- Calculadora inteligente de custos de moldes de injeção - Obtenha uma estimativa instantânea do custo do seu molde com uma introdução fácil.
- Como gerir os custos na compra de moldes da China - Conselhos práticos para compradores internacionais.
- A verdadeira etiqueta de preço: Descobrindo os custos ocultos na moldagem por injeção chinesa - Saiba como evitar despesas inesperadas.
- Dominar os custos de moldagem por injeção: Um guia completo - Estratégias aprofundadas e estudos de casos reais.
Para mais informações sobre o sector e ferramentas úteis, visite o nosso blogue.
Publicado: Jul 2018 - Última atualização: janeiro de 2026

