
How to choose mould steel
The choice of mould steel is of great importance if the mould is to function effectively.
When plastic is molded, due to molecular stretching and shearing, residual stress is left in the product, which causes the product to warp and even crack.
Residual stress is also generated during the machining of the mold steel. This residual stress causes the mold to deform or even crack.
The prime function of any mould steel must be that of meeting the service requirements imposed upon it.
Moulding requirements vary, e.g., from simple prototype work undertaken on soft aluminum construction moulds to fully hardened alloy steel volume production moulding to close dimensional tolerances.
The plastic mold application must be thoroughly investigated and fully understood before a selection decision can be made to avoid costly long-term mistakes.
Once decided upon, the selected material should be written into the tooling specification for future procurement purposes.
Using a tooling specification laying out the mould requirements before tool quotation or construction greatly reduces the risk of fundamental mistakes at the toolmaking stage.
Mould steel requirements
The mould has high requirements for steel. Whether the steel is properly selected has a great influence on the mold’s service life, processability, and precision.
The requirements vary depending on the structure of the mould, the service life of the mould, the plastic used for moulding, and the performance, appearance, and dimensional accuracy of the moulded product.
Mould steel should possess qualities or attributes relevant to the intended application.
For general purpose moulding applications, the principal steel attributes are listed and explained below.
(a) High core strength
As a result of the service conditions encountered during injection moulding, i.e., relatively high compressive cyclic loadings, the material core strength is relevant to the mould designer.
The material must be able to withstand high compressive loads without cracking or splitting.
(b) Good wear resistance
Mould tools are subject to considerable wear from many sources, which include:
- (i) the polymer itself;
- (ii) the mould ejection system;
- (iii) the wearing action of shut-off faces;
- (iv) abuse during cycling and shut shots.
Wear resistance may be imparted to a mould tool steel by various means, usually by hardening the material or adding property modifying alloying elements. The choice of which method depends on the material in question.
Wear resistance and abrasion resistance are the most important properties of mould steel, which have considerable influence on the post-processing of mould life, precision maintenance, overflow removal, etc.
Wear resistance varies according to the number of alloy elements and the presence of internal stress.
Wear resistance is generally proportional to hardness.
Therefore, the hardness of the cavity surface increases, which can solve the problem of wear resistance.
Glass fibers are often added to increase strength and wear resistance. In addition, metal fiber can also be added to the plastic to get conductive plastic to protect against radio wave interference.
There are also plastic magnets compounded with ferrous salt magnets.
The biggest problem of these additives in molding is that the friction of various fibers in the composite material in the cavity is intensified, causing the wear of the mold cavity and affecting the dimensional accuracy of the products.
Therefore, to prolong the life of the mould, steel with good wear resistance must be used.
(c) Excellent surface finish
A good serviceable surface finish is of the utmost importance, especially for core and cavity components.
The intended material should sustain a good long-term surface finish without the additional requirement of polishing between production runs.
As with wear resistance, the material’s surface hardness and composition have the greatest influence on its finishing properties.
For the injection mould, the surface roughness of the mould cavity directly affects the product’s surface.
For transparent PC products, the surface of the cavity and core requires mirror polishing, and the polishability of the mold steel becomes a major problem. steel polishing performance:
- No sand hole;
- No scratches;
- Very few non-metallic materials;
- Homogeneous structure (no segregation, etc.)
- Fine crystal grain size (no coarse grain);
- Appropriate hardness;
- Appropriate mechanical properties.
For mirror polishing of molds, the following polishing techniques must be observed:
- Polishing paste with high polishing ability
- Uneven polishing power will produce an orange peel surface;
- The abnormal layer of deterioration due to electrode processing and wire cutting can be completely removed by grinding.
(d) Dimensional stability
The cyclic loading nature of the injection moulding process subjects the mould materials to considerable stress and elastic deformation levels.
The ideal mould material should possess sufficient strength and durability to resist permanent deformation but sufficient ductility to resist cracking and impact loadings.
For this purpose, many grades of mould steel, especially steel alloys, have been developed to fulfill the above requirements.
(e) Machinability
The processing of injection mold components can be divided into machining (such as lathe, milling, numerical control milling, grinding, fitter, engraving, polishing, etc.), electrical processing (such as an electrode, wire cutting, etc.), and casting processing.
The selection of mould steel must consider both the service life and the machining of the die.
Consider the steel material from the machinability. It is best to use the low hardness steel that can be machined conventionally during cutting. Still, this steel is difficult to ensure the service life of the mold and the accuracy of the cavity.
Therefore, in actual work, the pre-hardened (quenched and tempered) steel with good machinability is often used as the mould insert.
For precision and long-life molds, nitriding treatment can be done on the surfaces of cores and cavities to improve the wear resistance.
(f) Corrosion resistance
Halogen-containing plastic material such as polyvinyl chloride (PVC) and polyacetal often releases corrosive gases to damage the mould.
The best way is to use corrosion-resistant steel, such as S136H, PAK90, etc.
In addition, beryllium copper is also a good corrosion-resistant steel material.
To make the mould corrosion-resistant, sometimes chrome plating is also done in the cavity, but hard chrome plating has the following disadvantages:
(1) Weaker corrosion resistance;
(2) The plating layer will have pinholes or cracks. Due to the local electrode’s effect, it will lead to the corrosion of the steel and the plating layer, causing the peeling of the chrome layer.
Alloy steel
The term alloy steel describes a steel material that contains other alloying elements and carbon, which have been added to modify the properties of the steel deliberately.
Mould tool steels contain quantities of specific elements combined with the steel to improve the material’s intended application properties.
Typical alloying elements used in mould tool steels and their contributing effects upon the alloy produced are listed below.
| Element | Typical amount (%) | The main effect on properties |
| Aluminium A1 | 0.5-1.3 | Aids nitriding |
| Chromium Cr | 0.5-2.0 | Increases hardenability and improves corrosion resistance |
| Manganese Ma | 0.2-0.4 | Acts with sulfur to reduce brittleness |
| Molybdenum Mo | 0.1-0.5 | Aids heat treatment and improves strength and toughness |
| Nickel Ni | 0.3-6.5 | Increases hardenability and improves strength and toughness |
| Silicon Si | 0.2-2.0 | Increases hardenability and limits oxygen in steel making |
| Tungsten W | 1.0-18.0 | Improves hardness at higher working temperatures |
The alloying elements and their addition percentages vary according to the different steel manufacturers and the intended applications.
Choosing steel for a mould is a difficult business, especially for the beginner.
Most steel producers manufacture and supply mould tool steels bearing their own trade names and designation code numbers.
Within the steel industry, various organizations and institutions exist responsible for steel quality and national standards. Some of the more prominent are:
American Iron and Steel Institute (AISI);
Swedish Standardisering Kommission (ISI);
various European standards institutes,, e.g., DIN and BS 970.
Internationally the AISI designation has been adopted, and most of the major steel manufacturers give equivalent designation code numbers.
An AISI code reads, for example, AISI D3,where D denotes the class of steel, and 3 denotes the grade of steel within the class. In this case, AISI D3 is a high carbon content, high chromium steel used for mould core or cavity components.
General-purpose mould steels
As a result of the demanding requirements of mould steels, ,alloy steels are commonly used during the construction of mould tools and dies.

Carburizing is a surface hardening process that involves changing the composition of the steel’s surface layers. The process increases the steel’s surface carbon content from less than 0.2% to about 0.7-0.8%. The resultant steel, after quenching treatment, has a harder surface layer (e.g., 60 Rc) and a softer, more ductile inner core (e.g., 20 Rc). The carburized ease layer’s depth depends on time, temperature, and the carburizing medium employed.
Other surface hardening treatments exist which could also be employed, such as nitriding and carbon nitriding. For steels with a carbon content of over 0.4-0.7%, selective surface heat treatments are usually employed, e.g., flame hardening or induction hardening.
The AISI class designation for mould steels is the letter “P”, for general purpose mould tool applications. The table above shows the composition and heat treatment details for AISI P class steels.
The AISI P range of steel grades possesses relatively good machining properties due to the alloy compositions. Machining processes such as spark erosion and all the usual metal cutting processes can be employed during tool manufacture.
As a result of the Ni-Cr content of the steel, a good surface finish is achievable using various polishing and finishing techniques. The steel corrosion resistance is also improved compared with plain carbon steel.
While the AISI P range of steels represents a reasonable general-purpose steel choice for moulding applications, extreme application requirements will always exist.
In such cases, more specialized steel should be selected, the properties that reflect the use application intended. The following examples have been chosen to demonstrate the service conditions in which a specialized steel type/grade may be selected.
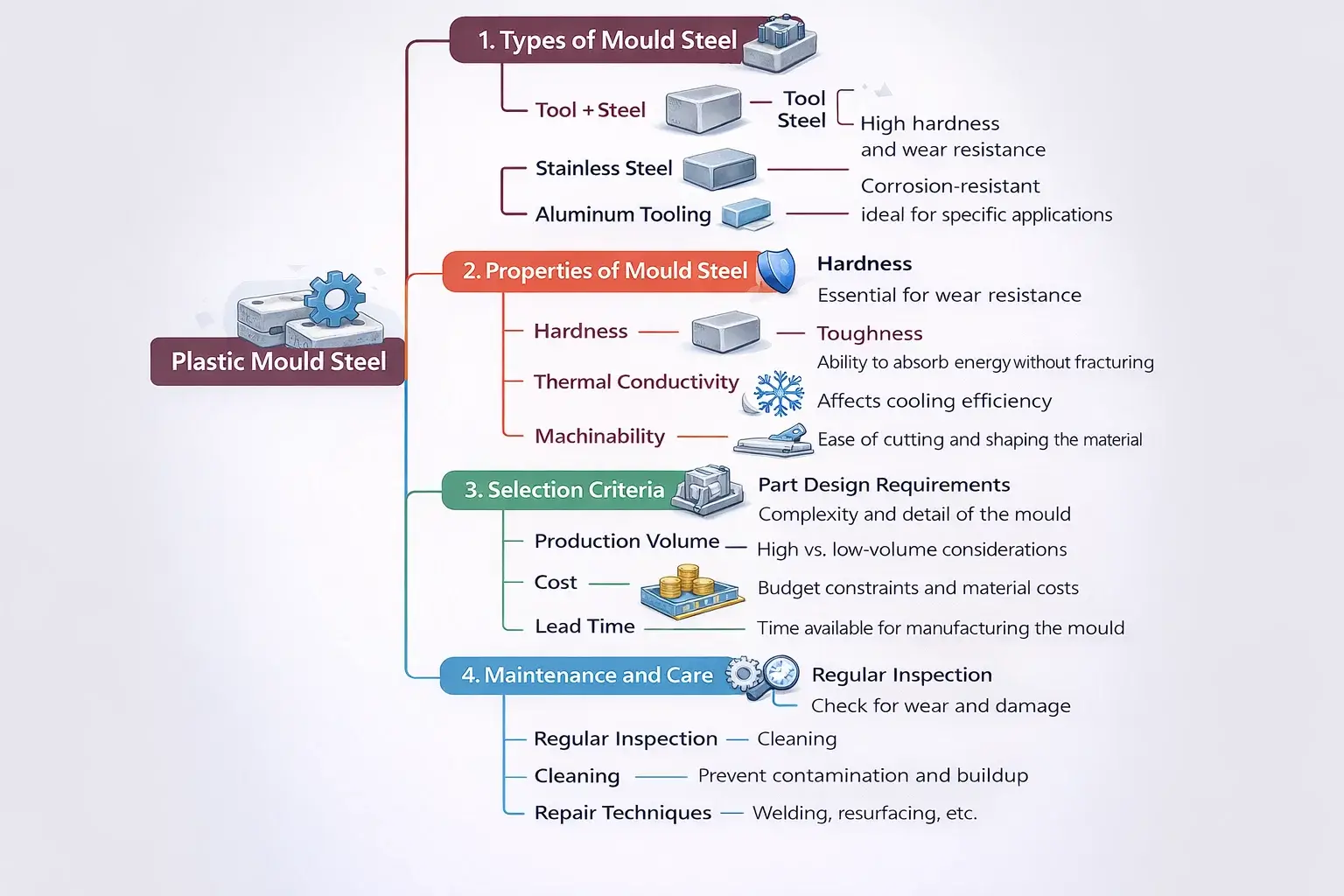
When it comes to plastic injection molding, there are a variety of different types of materials that can be used. Depending on the part geometry, operating temperature, surface finish, and other factors, selecting the right type of material can make a huge difference in the quality and cost-efficiency of the project. In this section, we will take a look at the five most common types of mold steel used in plastic injection molding and discuss what makes them unique.
P-20H Steel is the most widely used mold steel for plastic injection molding, offering good wear resistance and a reasonable price. It is a pre-hardened steel, which means it comes from the manufacturer hardened to a specific hardness and is ready to use in the mold. This makes P-20 ideal for shallow cavity molds and high production volume applications.
H-13 Steel is a type of hot work tool steel that is designed to resist thermal fatigue and wear. It is much harder than P-20 steel and is ideal for deep cavity molds and high heat applications. It is also more expensive than P-20 steel and is usually used in high volume production.
S7 Steel is a shock-resistant tool steel that is designed to withstand large impacts and vibrations. It is often used in die casting molds and other applications where a high level of shock and vibration resistance is required. It is more expensive than the other types of mold steel and is recommended for high volume production.
420 Steel is a type of stainless steel that is corrosion-resistant and heat-treatable. It is often used in medical and food grade plastic injection molds because of its low-cost and corrosion resistance. It is softer than the other types of mold steel and suitable for high-volume production.
4140 Steel is a type of chromium-molybdenum alloy steel that is highly wear-resistant, heat-treatable, and strong. It offers good wear-resistance and is often used in metal molds and other heavy-duty applications. 4140 Steel is the most expensive type of mold steel and is usually recommended for high-volume production.
In summary, each type of mold steel has its advantages and disadvantages depending on the part geometry, operating temperature, surface finish, and other factors. P-20 steel is the most widely used type of mold steel and is ideal for shallow cavity molds and high production volume applications. H-13 steel is designed to resist thermal fatigue and wear and is ideal for deep cavity molds and high heat applications. S7 steel is shock-resistant and is often used in die casting molds. 420 steel is corrosion-resistant and heat-treatable, while 4140 steel is highly wear-resistant and heat-treatable. By understanding the unique characteristics of each type of mold steel, you can make an informed decision when selecting the appropriate material for your plastic injection molding project.

