






What Is Plastic Mold
A plastic mold is a precision tool that shapes molten plastic into finished parts through processes such as injection, blow, compression, transfer, and rotational molding. At its core are the cavity (the negative of the external shape) and the core (which forms internal features). Liquid plastic is injected, cooled, solidified, and ejected in a repeatable cycle. Standard mold steels include P20, H13, and S136 stainless, while prototypes are typically made using CNC machining, 3D printing, or vacuum casting.
📌 What’s new in 2026: Updated cost ranges for current steel prices, added conformal cooling and IoT mold sensor sections, and revised lead time estimates based on 2025–2026 industry data.
Table of Contents
Injection Mold Structure
Interactive Engineering Guide — Click markers to explore components
Select a component from the diagram or list to view technical details.
| Component | Primary Function | Key Notes |
|---|---|---|
| Cavity | Defines exterior geometry and cosmetic surfaces. | Controls appearance grade, surface finish, and texture. |
| Core | Forms internal geometry (bosses, ribs, holes). | Critical for structural features and dimensional stability. |
| Cooling System | Manages cycle time and dimensional stability. | Water lines, baffles, or conformal channels optimize heat removal. |
| Ejection System | Safely releases the part from the mold without damage. | Ejector pins, sleeves, lifters, and air valves; timing and placement matter. |
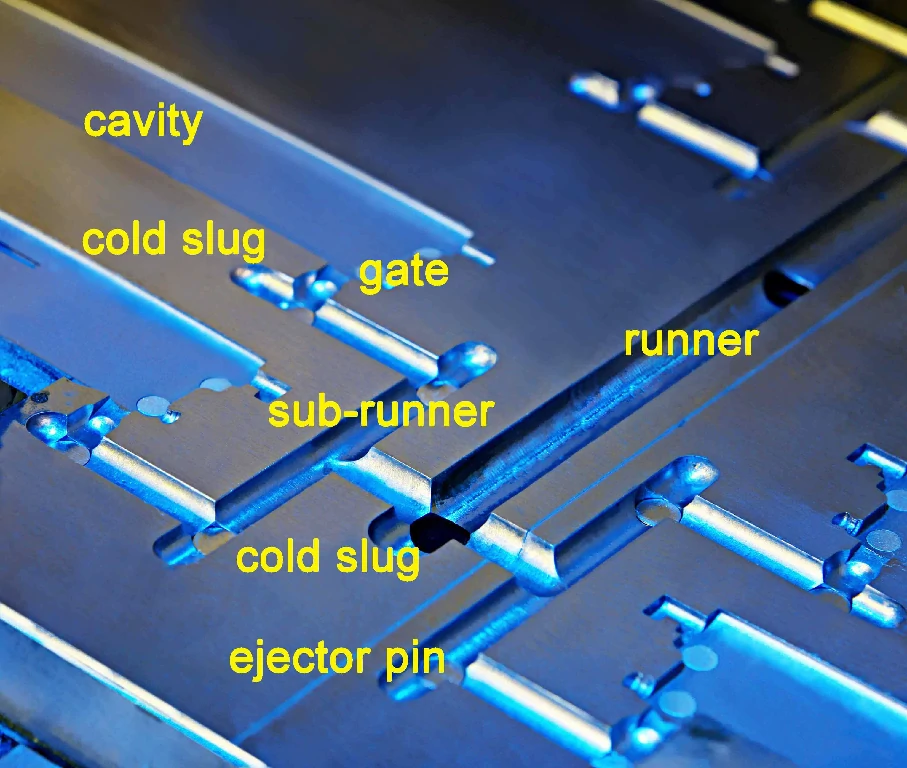
| Runner System | Delivers melt evenly to each cavity (hot or cold runner). | Includes sprue, runners, and gates; balance flow to avoid defects. 2-plate or 3-plate configuration. |
Learning the Basics of Plastic Molds
Before selecting a tool, it helps to align on definitions and structure. Below is a brief overview of how a mold is built and how the molding cycle works.
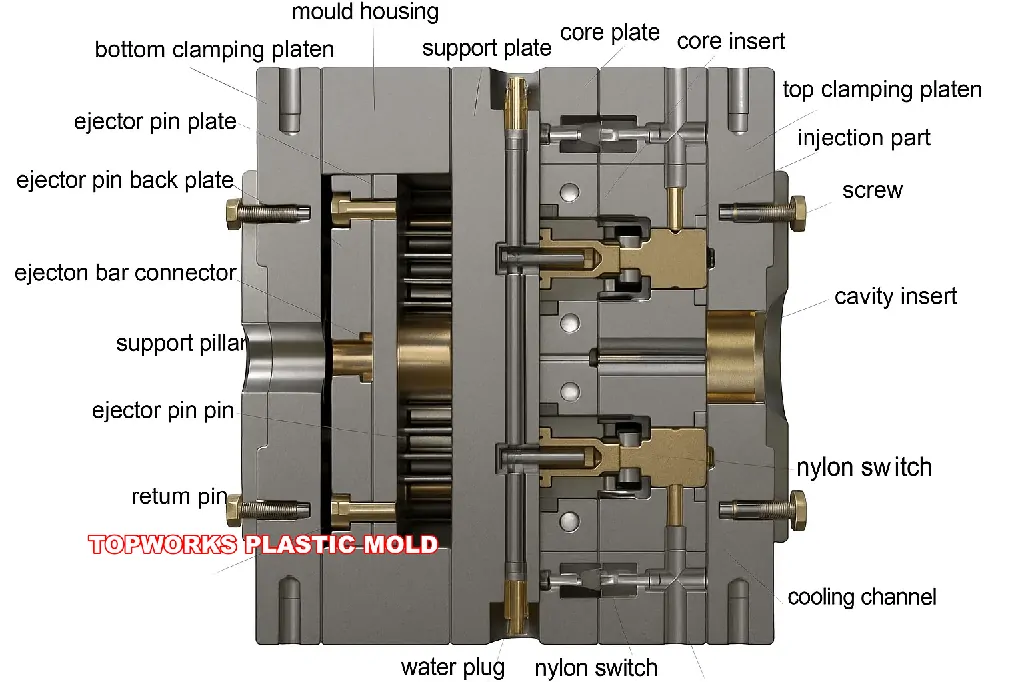
Definition and Major Components
A plastic mold is built around two main forming sections: the cavity side, which shapes the outer surface of the part, and the core side, which forms internal features such as ribs, bosses, holes, and undercuts. Around these forming areas, the mold also includes the runner and gate system, cooling channels, ejector system, guide components, and support plates. Together, these components control how the molten plastic flows, cools, shrinks, and is finally released from the mold.
In the injection molding cycle, plastic is melted and injected into the mold cavity under high pressure from the press, and hardens during cooling. Once cooled, the mold opens and the part is ejected — then the cycle repeats. Part quality depends on plastic material, mold steel, geometry, gating, cooling layout, and the ejection method.
Related reading: Our Mold Manufacturing Services
What Are the Main Types of Plastic Mold?
There are six main types of plastic mold, each suited to different part shapes, volumes, and budgets. Injection molding is the most versatile for complex, high-volume parts. Blow molding creates hollow containers. Compression molding works best for large flat thermoset parts. Extrusion produces continuous profiles like pipes. Rotational molding makes large hollow items. Thermoforming shapes heated sheets over a mold for packaging and panels.
| Type | Best For | Typical Products |
|---|---|---|
| Injection Mold | Complex, high-volume parts | Auto parts, electronics, medical devices |
| Blow Mold | Hollow containers | Bottles, fuel tanks, drums |
| Compression Mold | Large flat/curved thermoset parts | Electrical panels, body panels |
| Extrusion Mold | Continuous cross-section profiles | Pipes, tubing, window frames |
| Rotational Mold | Large hollow parts | Tanks, kayaks, playground equipment |
| Thermoforming | Shallow parts from heated sheets | Food trays, packaging, dashboards |
How Does Plastic Molding Work?
Below is the complete workflow, using injection molding as the anchor example. The same logic applies broadly across other molding methods.
Step 1: Design Phase (Timeline: ~1 week)
- CAD design: Part and mold 3D/2D, GD&T, draft, and tolerances.
- DFM analysis: Wall thickness, ribs, radii — to reduce warpage and sink marks.
- Moldflow analysis: Filling balance, weld lines, air traps, cooling, and deflection prediction.
Step 2: Mold Fabrication (Timeline: 2–6 weeks)
- Material selection: P20, H13, S136, or aluminum — based on life expectancy, resin, and corrosion risk.
- CNC machining: Rough and finish passes for geometric accuracy; electrodes prepared for EDM.
- EDM machining: Deep pockets, sharp corners, complex details.
- Polishing & texturing: Optical polish (SPI A1/A2) or textures (VDI/MT).
- Assembly: Guides, ejectors, waterlines, hot runner (if applicable).
Step 3: Testing & Validation (Timeline: 1–2 weeks)
- T0/T1 trials: Establish process window; evaluate dimensions and cosmetics.
- Inspection: CMM, optical measurement; define a golden sample.
- Optimization: Gate tweaks, venting, cooling balance, steel-safe adjustments.
Step 4: Mass Production
- Stable runs: Repeatable temperatures, pressures, and timing.
- Quality control: FAI, in-process SPC, and final checks.
- Maintenance: Cleaning, lubrication, waterline descaling, and spare-parts management.
Materials Used in Plastic Molds
Selecting the right mold steel and resin pairing drives lifespan, cycle time, and piece price — especially for glass-filled or corrosive materials.
Common Mold Materials
| Material | Properties | Applications | Cost |
|---|---|---|---|
| P20 Steel | Pre-hardened, versatile, economical | Medium-volume molds | $ |
| H13 Steel | High hardness, wear/heat resistant | High-volume, glass-filled resins | $$ |
| S136 Stainless | Corrosion resistant, high polish | Medical, food, transparent parts | $$$ |
| Aluminum | High conductivity, fast machining | Prototypes, short runs | $ |
Plastic Materials for Molding
- ABS: Tough and stable; excellent for cosmetic housings.
- Polypropylene (PP): Light and chemical-resistant; packaging and appliances.
- Polyethylene (PE): Tough; common in blow-molded bottles and containers.
- Polycarbonate (PC): Clear and strong; optical and protective parts.
- Nylon (PA): Wear- and heat-resistant; gears and structural components.
Why Are Plastic Molds So Expensive?
Plastic molds require high-grade steel, precision CNC/EDM machining (tolerances ±0.02–0.05 mm), skilled engineering design, and hours of polishing and assembly. CNC machining alone accounts for 25–40% of total cost. Complex features like slides, lifters, and hot runners add significantly to both engineering and machining time.
Factors Affecting Mold Cost
Part Complexity — Basic: $2,000–$5,000 · Intermediate: $5,000–$20,000 · Advanced: $20,000–$100,000+ (e.g., mirror gloss, lifters/slides, micro features).
Mold Size — Small (<500 mm) · Medium (500–1,000 mm) · Large (>1,000 mm). Larger tools require more steel, machining, and cooling complexity.
Volume Requirements — Prototype: 200–1,000 shots · Low production: 1,000–10,000 · High production: 10,000–100,000+ (hot runners and automation typical).
Material Selection — Tool steel grade; surface treatments (nitriding, PVD, hard chrome); special needs (SPI optical polish, VDI/MT textures, corrosion control).
Cavity Number — Single cavity · Multi-cavity (2–64) · Family mold. Multi-cavity requires precise flow and shrink balance.
Tolerance Requirements — Standard ±0.1 mm · Precision ±0.02 mm · Ultra-precision ±0.01 mm (requires environment control).
| Cost Category | Share of Total |
|---|---|
| Design & Engineering (CAD, DFM, Moldflow) | 15–30% |
| Steel / Raw Material | 15–30% |
| CNC Machining & EDM | 25–40% |
| Polishing, Texturing & Assembly | 10–20% |
| Mold Type | Price Range (USD) |
|---|---|
| Simple prototype (aluminum, single cavity) | $2,000 – $5,000 |
| Standard production (P20, 1–2 slides) | $5,000 – $15,000 |
| Medium complexity (2–4 cavities, hot runner) | $15,000 – $50,000 |
| High complexity (multi-cavity, full hot runner) | $50,000 – $150,000 |
| Ultra-precision (16–64 cavities) | $150,000 – $500,000+ |
Cost-Saving Tips
- Optimize part design early with DFM to eliminate slides, hotspots, and sink marks.
- Match cavity count and machine tonnage to actual demand — not maximum theoretical demand.
- Use standard components and modular inserts where possible.
- Order in larger batches to amortize tooling cost across more parts.
- Partner with experienced manufacturers to reduce mold trial iterations.
[mold_cost]
How Long Does a Plastic Mold Last?
Mold lifespan is measured in injection cycles. Hardened steel molds (H13, S136) last 500,000 to 1,000,000+ cycles. Pre-hardened steel (P20) handles 200,000–500,000 cycles. Aluminum molds suit prototyping at 10,000–100,000 cycles. Abrasive resins like glass-filled nylon wear molds 3–5× faster. Regular maintenance — cleaning, lubrication, and inspection every 50,000 cycles — can extend mold life by 30–50%.
| Mold Material | Expected Lifespan | Best Application |
|---|---|---|
| Hardened Steel (H13 / S136) | 500,000 – 1,000,000+ cycles | High-volume production |
| Pre-hardened Steel (P20 / 2738) | 200,000 – 500,000 cycles | Medium-volume production |
| Aluminum (7075 / 6061) | 10,000 – 100,000 cycles | Prototyping & low-volume |
| Soft Metal / Epoxy | 500 – 5,000 cycles | Prototyping only |
Quality Control in Plastic Mold
Quality is built in through precise measurement, documentation, and adherence to industry standards.
Inspection Methods
- CMM (Coordinate Measuring Machine)
- Optical measurement and profilometry
- Surface finish testing (Ra, gloss)
- First Article Inspection (FAI), PPAP for automotive
Industry Standards
- ANSI/ASME, DIN, JIS dimensional and tolerance standards
- PPAP and APQP practices for automotive
- Device History Records for medical applications
Common Challenges and Solutions
Most molding issues can be prevented with proactive design and process tuning. Below are frequent problems and how they are addressed.
1. Select the defect you need to troubleshoot

Plastic Mold Technology Trends in the Future
New capabilities are directly translating into shorter cycles, better quality, and faster launches.
- 3D Printing Integration — Additive manufacturing enables rapid inserts and conformal cooling channels that follow the part geometry, delivering faster and more even cooling and significant cycle time reduction.
- Smart Molds (IoT Sensors) — Embedded temperature and pressure sensors enable data-driven process control, fewer defects, faster setups, and real-time process windows.
- Sustainable Materials — Recyclable and bio-based resins, combined with modular cores and replaceable inserts, extend tool life and reduce waste.
- AI-Based Design Optimization — AI-assisted parameter setting, defect prediction, and automated gate/cooling layout reduce trial iterations and shorten time-to-market.
Frequently Asked Questions
Ten essential questions about plastic molds, answered.
1. What is a plastic mold?
A plastic mold is a precision tool used in injection molding to make plastic parts from an injection molding machine. It has two major sections: the cavity (which forms the outside) and the core (which forms the inside). When molten plastic is injected at high pressure, it fills the space between these components, cools, solidifies, and is released from the mold as the finished part.
Molds are usually built from hardened steel or aluminum and range from simple single-cavity tools to highly complex multi-cavity systems that produce more than 10 parts per cycle.
2. How does plastic injection molding work?
The injection molding process follows four key steps:
- Clamping: The mold closes and is held together by the injection molding machine.
- Injection: High pressure pushes molten plastic into the mold cavity through the runner and gate.
- Cooling: The heated plastic cools and solidifies inside the mold.
- Ejection: The mold opens and the finished part is ejected.
This cycle typically takes from 15 seconds to 2 minutes, depending on part size and complexity.
3. What materials are used to make plastic molds?
- P20 Steel: Pre-hardened steel ideal for medium-volume production (200,000–500,000 cycles). Good balance of cost and durability.
- H13 Steel: Tool steel for high-volume production (500,000–1,000,000+ cycles). Excellent wear resistance and can be heat-treated.
- S136 Steel: Stainless steel with good corrosion resistance for medical parts, transparent components, or corrosive resins.
- Aluminum (7075, 6061): Used for prototype molds or low-volume production. Quick to machine and lower cost, but with shorter lifespan.
4. How long does it take to make a plastic mold?
The typical timeline is 6–10 weeks:
- Weeks 1–2: Design phase — CAD modeling, DFM analysis, moldflow simulation.
- Weeks 3–8: CNC machining, EDM, polishing, and assembly.
- Weeks 9–10: Mold trials, testing, and optimization.
Complex molds with multi-action slides, lifters, or hot runner systems may require 6–12 weeks. Parallel engineering (pre-ordering standard components) can reduce lead time by 10–20%.
5. How much does a plastic mold cost?
Mold costs vary significantly based on complexity:
- Simple single-cavity molds: $2,000 – $10,000
- Medium complexity (2–4 cavities): $10,000 – $30,000
- Complex multi-cavity molds: $30,000 – $100,000+
- High-precision or family molds: $100,000 – $300,000+
Cost drivers include cavity count, part size and complexity, tolerance, surface finish, mold material, hot vs. cold runner, and production volume requirements.
6. What is the lifespan of a plastic mold?
Mold lifespan ranges from 50,000 to 1,000,000+ cycles, depending on:
- Mold material: Aluminum (50,000–100,000), P20 steel (200,000–500,000), H13 steel (500,000–1,000,000+).
- Resin type: Abrasive materials like glass-filled nylon wear molds faster than standard plastics.
- Maintenance: Regular cleaning, lubrication, and preventive care significantly extend life.
- Operating conditions: Proper temperature control, injection pressure, and cooling management reduce wear.
7. What types of plastic molds are there?
- Single-cavity molds: Produce one part per cycle. Best for large parts or low-volume production.
- Multi-cavity molds: Produce multiple identical parts per cycle. Ideal for high-volume production and lower per-part cost.
- Family molds: Produce different parts in one cycle. Useful when multiple components are needed together.
- Hot runner molds: Heated channels keep plastic molten, eliminating runner waste and reducing cycle time.
- Cold runner molds: Unheated channels where plastic solidifies and must be removed. Lower initial cost, more material waste.
8. What plastics can be used in injection molding?
- ABS: Strong, impact-resistant, good surface finish. Used in automotive, electronics, toys.
- Polypropylene (PP): Chemical resistant, flexible, low cost. Used in containers, packaging, medical devices.
- Polycarbonate (PC): Transparent, high impact strength. Used in lenses, safety equipment, electronics.
- Nylon (PA): High strength, wear resistant. Used in gears, bearings, mechanical parts.
- Polyethylene (PE): Flexible, chemical resistant. Used in bottles, films, containers.
9. What is moldflow analysis and why is it important?
Moldflow analysis is a computer simulation that predicts how molten plastic will fill, pack, cool, and warp in the mold before any steel is cut. It identifies potential problems such as:
- Short shots: Incomplete filling of the cavity.
- Weld lines: Weak points where flow fronts meet.
- Air traps: Trapped gases causing defects.
- Warpage: Part distortion during cooling.
This analysis minimizes costly mold revisions, reduces trial-and-error, optimizes gate placement and cooling, and accelerates time-to-market by 20–40%.
10. Can plastic molds be repaired or modified?
Yes. Common repairs and modifications include:
- Parting line repair: Re-machining worn or damaged parting surfaces.
- Cavity welding and polishing: Filling scratches, dents, or worn areas.
- Ejector pin replacement: Replacing worn or broken ejection components.
- Adding material: Welding steel to reduce dimensions or fix errors.
- Removing material: Machining to increase part size or add features.
Minor modifications cost $500–$3,000. Major changes such as adding cavities or redesigning features can cost $5,000–$25,000 and may take 2–6 weeks.
Ready to Start Your Mold Project?
- ✓ Free DFM Analysis
- ✓ Competitive Pricing
- ✓ Fast Turnaround
- ✓ ISO Certified Quality
Downloadable Resources
- Plastic Mold Steel Selection Guide (PDF)
- Cost Estimation Worksheet
- Plastic Mold Manual (PDF)
- Plastic Mould Maintenance Handbook (PDF)
Further Reading: Injection Mold Cost & Pricing Guide
Interested in learning more about the cost and pricing of injection molds? Explore our comprehensive resources below, including cost calculators, expert tips, and practical advice to help you manage your mold investment wisely.
- Injection Mold Cost Smart Calculator — Get an instant estimate for your mold cost with easy input.
- How to Manage Costs When Buying Molds from China — Practical tips for international buyers.
- The Real Price Tag: Uncovering Hidden Costs in Chinese Injection Moulding — Learn how to avoid unexpected expenses.
- Mastering Injection Molding Costs: A Comprehensive Guide — In-depth strategies and real-world case studies.
For more industry insights and helpful tools, visit our blog.
Published: Jul 2018 · Last updated: Jan 2026

