
Injection molding is an extensively utilized manufacturing technique for the creation of complicated plastic parts that are made with quality and precision. Incorrect design of parts may result in a range of problems that affect the cost, quality as well as the production of molds. As a specialist in injection molding I’m frequently requested to offer additional price estimates as well as suggestions on how to correct common design mistakes.
The three most common design issues I come across include a poor boss design and wall thickness that is inadequate, and a poor draft angle for part expulsion. In this blog I’ll go over the root causes behind these issues as well as explain how they may be troubling and impart suggestions in how you can optimize your design in order to avoid the pitfalls.
Understanding the root cause and applying smart design techniques prior to the start of production, injection moulders and designers are able to minimize the risk of manufacturing defects, cut down on expenses as well as assure the longevity of performance and dependability of injection molded components. We’ll start by addressing the most common problem the boss design that is not working…
boss

One of the most frequently encountered problems with injection molding is the design that’s not right for bosses. Bosses can be raised as circular or rectangular components of a piece that are used for different purposes like creating a point for screw mounting as well as forming a hole or supplying structural reinforcement. But, if they’re poorly designed, they may cause a wide range of difficulties.
The most common error is to make the boss overly large with respect to the general wall. The boss that is tall and thick is susceptible to sinking as the surface receds as the process of cooling. The result is an ugly surface that can affect the structural integrity of the component. In the opposite way, cutting the boss to short could create a shortage of material that can effectively support inserts, screws or other elements which need to be placed.
Another issue to be aware of is the improper draft angle for the sidewalls of the boss. An insufficient draft angle, or an improper draft angle creates a difficult task to get the component out of the mold. The boss could cause it to split or crack completely, rendering the item non-usable. Draft angles that are too high, however they can result in a poor surface.
The ideal boss layout balances the wall thickness, height, as well as draft angle to warrant the structural integrity of the part, as well as easy demolding, and a clean finishing.
The height that is recommended of an injection molding boss typically is less than 3 times the outer diameter. This is due to the fact that a larger boss could cause a variety of issues:
- Sections that are thicker: A higher boss will create the appearance of a larger section at the base. This will take longer to cool down and could result in sink marks on the area of the piece.
- Problems with cooling: The core pin which creates the hole inside the boss may be hard to cool energetically when the boss is not tall enough which can cause dimensional instability.
- More time to cycle: Slower cooling due to larger sections prolongs the amount of time needed to make each part.
Here are a few more ideas to be considered:
The wall thickness for the boss is 60% to the wall thickness of its surrounding portion to avoid sink scratches.
You may improve the thickness of walls for bosses located in areas that aren’t visible, to withstand the higher strain from screws.
Certain sources recommend an maximum of 5 times the component’s minimum wall thickness.
In the end, the desirable boss height is contingent on the type of job and the type of plastic employed. Talking to a mold designer or an injection molding competent will benefit to determine the ideal size of your boss.
It is also crucial to think about the position of the boss with respect to the part’s Gating, and incorporate elements like bosses or ribs into bosses in order to offer additional more support. If you carefully design the bosses in advance injection moulders will be able to avoid cost-intensive production challenges and offer quality parts to their customers.
demoulding draft angle
There is no certain criterion for the size of demoulding draft angle, and the most are determined by moldmakers experience and the deep draw of products. In addition, the molding method, wall thickness and plastic material should also be considered.
Generally, a certain amount of demoulding draft angle is required for any side of the molded product so that the product can be smoothly ejected out of the mold. The draft angle is usually 0.5 ~ 1.
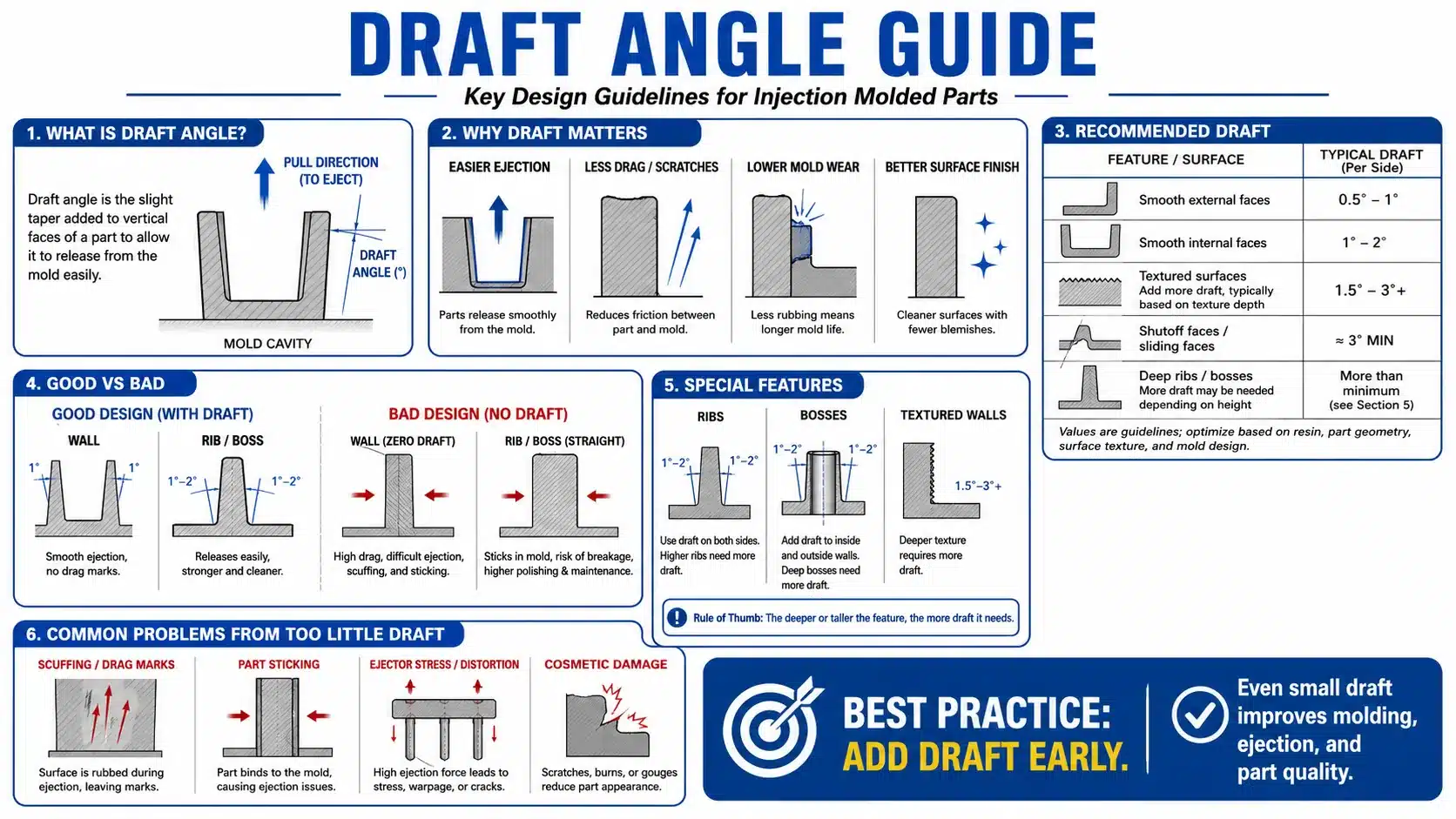
Rule of thumb, the following points need to be followed:
If the plastic part requires high dimensional accuracy and small shrinkage, a smaller draft angle should be selected, such as 0.5.

For deep draw and larger injection molded part, mold maker need to take the smaller draft angle according to actual demand.
If the shrinkage is large, a larger draft angle should be selected.
When the plastic part wall thickness is thick, the molding shrinkage will increase, and the demoulding draft angle should be larger.
The demoulding draft angle of transparent parts should be increased to avoid scratching. Generally, the demoulding draft angle of PS materials should be no less than 2.5 ~ 3, and that of ABS and PC materials should be no less than 1.5 ~ 2.
The sidewall of plastic parts with texture, sandblasting, etc., shall have a demoulding draft angle of 2 ~ 5, depending on the specific texture depth.
The deeper the texture depth is, the greater the demoulding draft angle should be.
When the structure is designed to be shut-off, the draft angle of the shut-off surface is generally 1 ~ 3.
The direction of draft angle. Generally, the inner hole is based on the small end, which conforms to the drawing. The draft angle is checked from the large end, the shape is based on the large end.
The demoulding draft angle is not included in the tolerance range of plastic parts as a rule of thumb.
The demoulding draft angle of the shell profile plastic part is greater than or equal to 3. Except for the shell surface, the demoulding draft angle of other features is 1.
In particular, it can also be taken according to the following principles: the demoulding draft angle of reinforcing ribs:
- < 3mm, draft angle is 0.5,
- 3 ~ 5 mm, the draft angle is 1, and
- > 5mm,draft angle is 1.5;
The demoulding draft angle of draw depth:
- <3mm, the draft angle is 0.5,
- 3 ~ 5 mm, draft angle is 1
- >1.5mm, draft angle is 1.5
Wall thickness of plastic parts
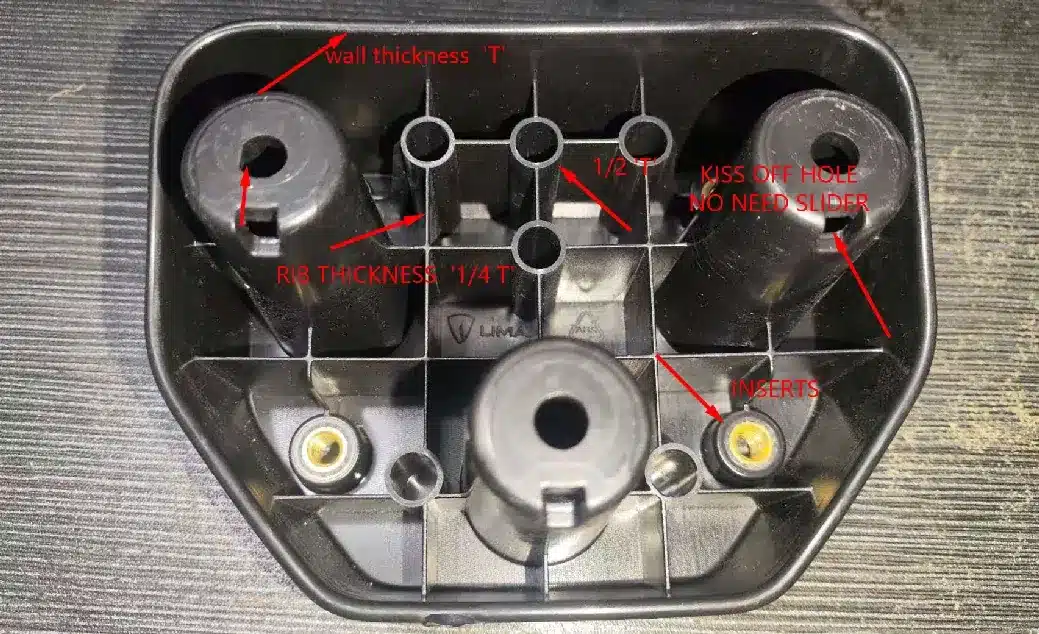
It is very important to determine the wall thickness of plastic parts reasonably. The wall thickness first depends on the requirements of plastic parts, including the strength, quality, electrical performance, dimensional stability and assembly requirements. Generally, the wall thickness has fixed values as a rule of thumb, which can be determined by referring to similar ones.
The wall thickness of plastic parts should be uniform as far as possible, avoiding too thin wall, too thick wall, and sudden wall thickness change.
If the wall thickness of plastic parts must be changed, gradual change or circular arc transition should be adopted. Otherwise, the plastic parts will be deformed due to uneven shrinkage, which will affect the strength of plastic parts and the fluidity during injection molding.
Thickness difference shall be controlled within 25% between each wall, and the minimum wall thickness of the part shall not be less than 0.4mm, and the area shall not be greater than 100mm².
The wall thickness of plastic parts is generally in the range of 1 ~ 5 mm. The most common is 2 ~ 3 mm.
Try not to design ribs and boss too thick. It is recommended to take half of the body wall thickness. Otherwise, it will easily cause appearance problems such as sink marks.
Try not to design the part as a single flat plate with a very small size. Otherwise, the deformation will lead to the unevenness of the part.
Injection molding hesitation
Hesitation refers to a phenomenon in which one flow is caused to slow down or stop at a specific point in the flow path. The thick passage in a cavity in which the plastic will fill first is more likely to present less resistance to the flow of plastic than a thin passage.
Depending upon where the gate is to be placed, The cavity can either be filled with a thin or thick section by melt plastic. However, the thicker section will usually cover the space first because the flow resistance along the thicker route is less. Consequently, the plastic can start to slow down in the thin section and eventually stop.
If the plastic slows down once it starts to cool, it will lose viscosity more rapidly, so this will inhibit the flow, even more, making the plastic harden. At that point, the problem is self-propagating as the plastic itself begins to have a hardened surface.
Hesitation can develop due to the significant changes in the wall thickness/shape of the flat ribs and the thin section of the parts that have a large deviation in wall thickness/shape.
Whenever a part injection molding is hesitant, it can reduce product quality since there will be variations in surface appearance, poor packing, or high stresses. Changes in the orientation of plastic molecules may change the part’s quality. Another possibility is that the flow front can freeze, leaving the cavity unfilled(a short shot) because of the hesitation.
Here’s what you need to do
It is recommended that the injection point is moved away from the region of hesitation so that a bulk fill of the cavity will occur before filling the thin area. Getting rid of these alternative flow routes will help decrease the chance it takes the polymer to hesitate.
It can be done by moving the area where the polymer injection is made to an area with greater pressure applied where the hesitancy occurred. A thin region of the ribs or bosses is the last place to inject to apply all the injection pressure at the same point.
To reduce the resistance to flow, increase the wall thickness at the point where the hesitation occurs.
It is best to use a less viscous substance for injection molding (one with a higher melt flow index).
Inject more swiftly, so the injection can be carried out without hesitation.
The melt temperature should be raised so that it flows more easily into the thin area.

