






o que é o Custo Real da Moldagem por Injeção: Um guia completo
A moldagem por injeção proporciona uma gama de custos de produção de $1 a $5 por unidade em volumes de produção elevados (10000 unidades por lote), e os custos iniciais do molde começam em $2,000 a $20,000. A técnica de produção permite capacidades de fabrico em massa de alta qualidade e económicas.
Calculadora de custos de moldagem por injeção
Estimar o custo das ferramentas de molde e o preço por unidade para peças moldadas por injeção de plástico ABS, PC, PP, Nylon e POM
CALCULADORA DE CUSTOS DE MOLDAGEM POR INJECÇÃO
Estimativa das ferramentas do molde + preço unitário - A cotação final requer uma revisão DFM
Principais componentes de custo:
- De acordo com a investigação, a conceção do molde, juntamente com as despesas de criação, representam entre 60-70% das despesas de arranque. A nova tecnologia da nossa empresa melhora a produção de moldes, o que reduz as despesas de capital inicial em 15%.
- Os custos unitários variam em 30-40% com base na seleção de materiais de acordo com os dados de Seleção de Materiais e Teste de Custos. O nosso sistema de dados atualizado optimiza o consumo de material, o que leva a uma redução mínima de resíduos de 12%.
- Os nossos estudos de análise do volume de produção mostram que o fabrico de maiores quantidades de produtos conduz a custos de preço unitário mais baixos. A produção de mais de 100.000 unidades permite reduzir os custos para menos de $1 por peça nalguns artigos.
Tabela de comparação de custos:
| Método de produção | Custo inicial | Custo unitário (100k+) | Qualidade | Velocidade |
|---|---|---|---|---|
| Moldagem por injecção | $3k-20k | $0.5-5 | Elevado | Rápido |
| Impressão 3D | $0.8k-5k | $5-20 | Médio | Lento |
| Maquinação CNC | $1k-10k | $10-50 | Elevado | Médio |
O mercado revela que as despesas de moldagem por injeção sofreram uma redução de 15% nos últimos cinco anos devido a melhorias tecnológicas e sistemas automatizados. A eficiência óptima dos custos de produção advém da execução da produção pelo menos 10.000 vezes, de acordo com a análise de peritos.
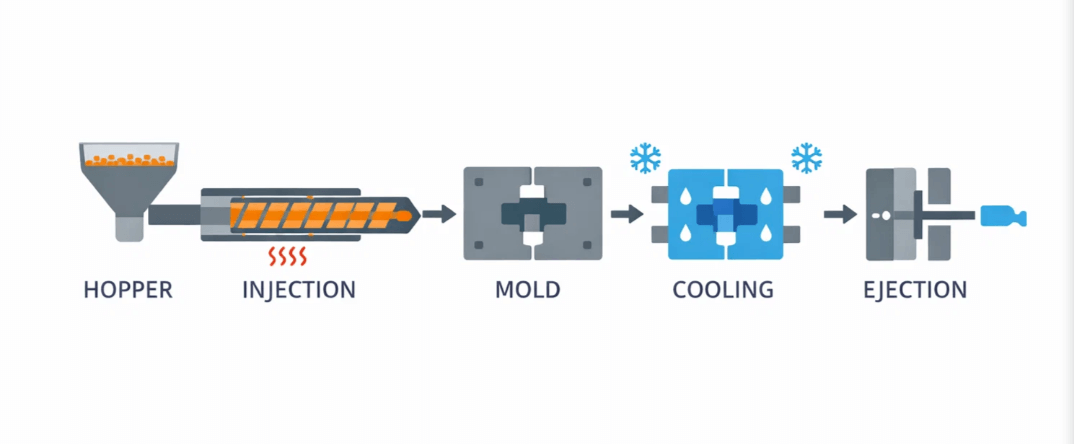
A moldagem por injeção é um método de fabrico muito útil para a produção de peças. Funciona através da injeção de material fundido num molde. O material derretido pode ser metais, vidros, borrachas ou, normalmente, algo como plástico.
Funciona da seguinte forma: primeiro, o material certo é derretido num cilindro aquecido. Em seguida, é injetado a alta pressão na cavidade do molde, que é arrefecida. O material toma a forma da cavidade à medida que endurece, enquanto os sprues e os gates são removidos da peça.
A moldagem por injeção é uma das formas mais populares de fabricar peças de plástico porque é rápida, eficiente e muito versátil. As peças moldadas por injeção podem variar muito em termos de tamanho e complexidade, e são utilizadas em inúmeras indústrias, desde a médica à automóvel.
Tabela de Conteúdos
história da moldagem por injeção
A moldagem por injeção é um excelente processo de fabrico de peças, que consiste em esguichar material derretido para um molde. Foi inventado em 1872 por um engenheiro alemão chamado Arthur Eichengrün. Eichengrün era um engenheiro alemão que estava a trabalhar numa forma de fabricar peças metálicas utilizando calor e pressão. Descobriu que podia injetar material derretido num molde e que este arrefeceria e endureceria rapidamente, tendo começado a ser muito utilizado na década de 1970. A moldagem por injeção é utilizada para fabricar todo o tipo de produtos, desde aparelhos médicos a brinquedos.
botão
A invenção de Eichengrün mudou a indústria transformadora, uma vez que permitiu a produção em massa de peças com formas complexas. A moldagem por injeção tornou-se rapidamente popular numa série de indústrias, incluindo a automóvel.
Muitas pessoas que comprar moldes de injeção da China apenas se preocupam com poupar dinheiro. Mas essa não é a atitude correcta, pois o que se pretende é um molde que funcione bem e seja fiável, em vez de ser apenas barato.
custo do molde de plástico
O tamanho do plano afecta o tamanho da placa, o tempo de maquinação, o padrão da base do molde e, frequentemente, a tonelagem necessária da máquina de injeção.
A profundidade altera o comprimento do núcleo, a disposição do arrefecimento, a estabilidade da ejeção e o risco de deflexão e deformação.
Os cortes inferiores adicionam normalmente corrediças/elevadores, encaixes de precisão, aço extra e mais tempo de montagem - frequentemente um fator de custo superior.
Um maior número de cavidades aumenta as exigências de maquinagem, equilíbrio e controlo de qualidade, mas reduz o custo por peça em volume.
A seleção do aço tem impacto no custo, na capacidade de polimento, na resistência à corrosão e nos ciclos de vida.
Os canais quentes aumentam o custo do molde, mas reduzem os resíduos e melhoram a estabilidade do processo para muitas peças.
As superfícies cosméticas e de alto brilho requerem mais tempo de polimento, um manuseamento mais apertado e um controlo mais rigoroso das marcas das ferramentas.
- Seleção do aço da base do molde + núcleo/cavidade
- Complexidade dos escorregas/elevadores (rebaixamentos)
- Escolha do sistema de circulação (frio ou quente)
- Nível da superfície (standard / cosmética / alto brilho)
- Efeito de escala multi-cavidades
Selecione entradas para gerar um intervalo estimado e uma breve explicação aqui.
A moldagem por injeção é uma forma utilizada para fabricar peças de plástico em escala. Sua capacidade de fornecer componentes consistentes e de alta qualidade em alta velocidade, o que o torna ideal para a produção em massa. No entanto, a moldagem por injeção não é isenta de custos. Os preços das ferramentas e das peças são influenciados por vários factores, incluindo a seleção da resina, o tamanho da peça, a complexidade do design e o volume de produção.
Quando estes factores são cuidadosamente avaliados, o fornecimento de ferramentas de moldagem por injeção da China pode ser uma estratégia rentável - desde que as principais considerações sejam abordadas no início do projeto.
discriminação do custo do molde
| Item | Percentagem | |
| 1 | Material de aço | 20-35% |
| 2 | Maquinação (CNC, gravação) | 25-40% |
| 3 | Montagem (trabalho de bancada) | 15-20% |
| 4 | Conceção do molde | 5-10% |
| 5 | Imposto, lucro | 20-30% |
Para determinar Quanto custa uma ferramenta de molde de plástico e moldagem por injeção, são considerados alguns factores:
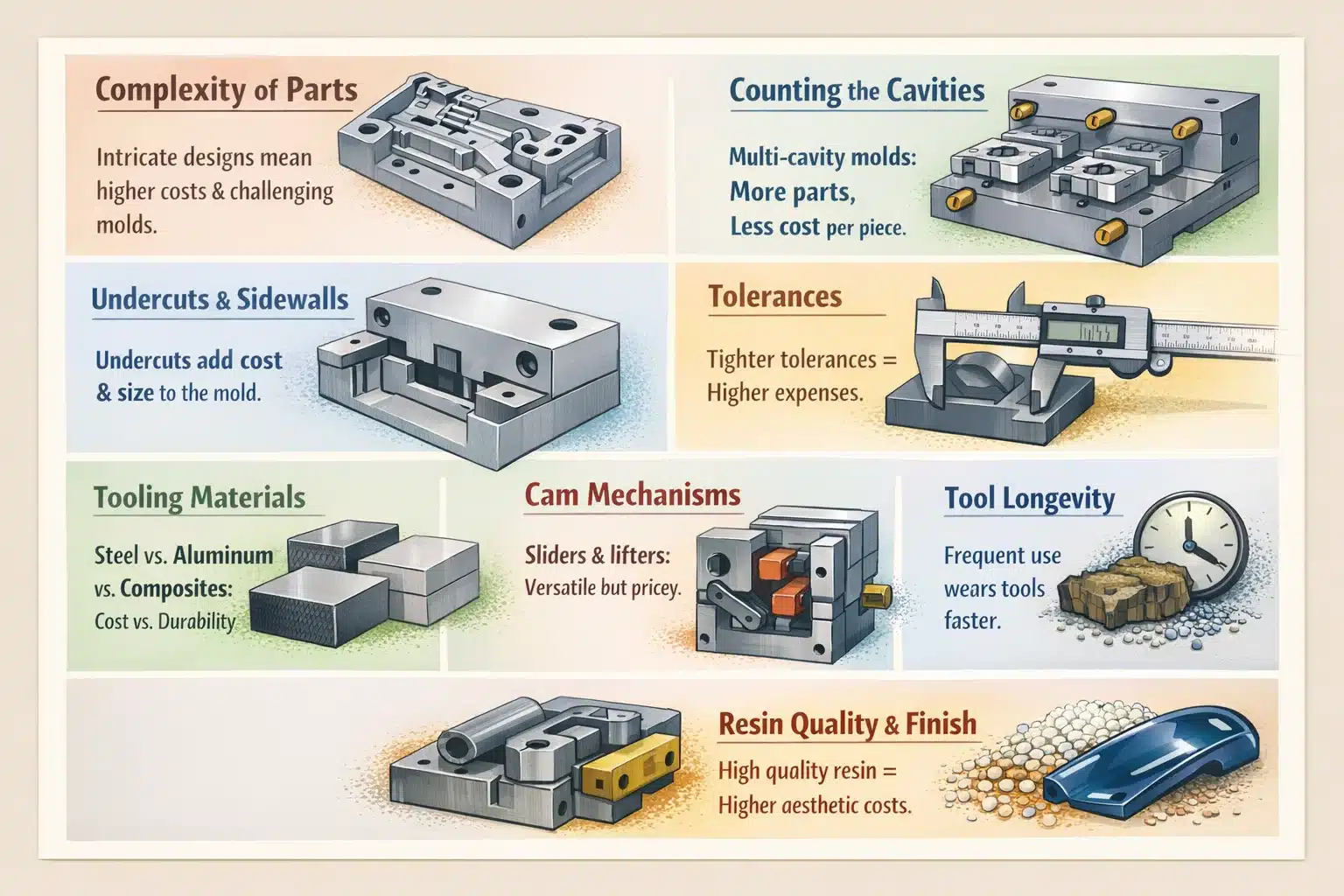
Complexidade das peças:
À medida que a geometria da peça se torna mais complexa, a dificuldade de construção do molde aumenta em conformidade. Detalhes finos, paredes finas e caraterísticas complexas dificultam a garantia de um fluxo de plástico adequado e de uma qualidade consistente das peças.
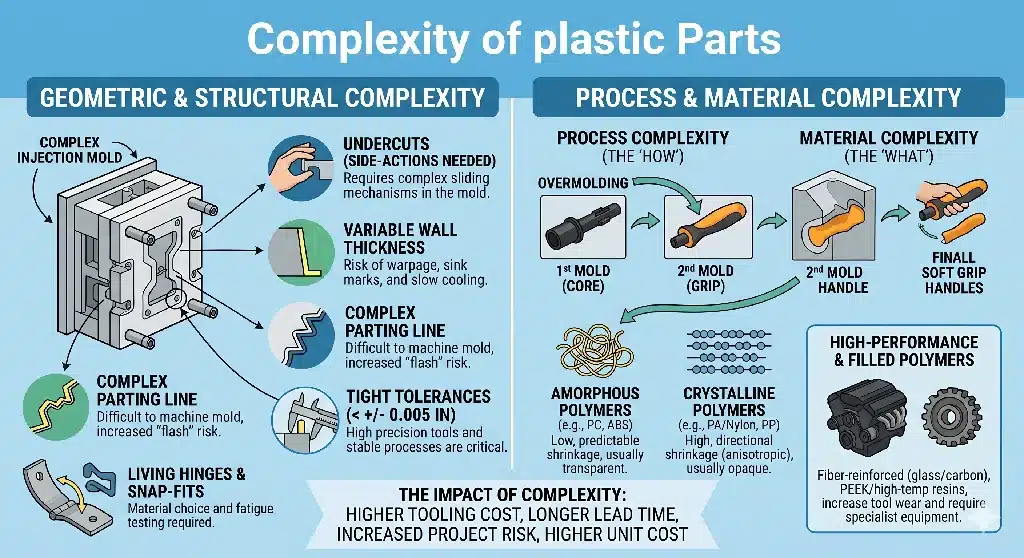
Mesmo um único rebaixo na parede lateral pode aumentar significativamente o custo das ferramentas. A adição de barras deslizantes ou elevadores acrescenta normalmente 500 USD ou mais, aumentando também o tamanho do molde e exigindo frequentemente um tratamento térmico adicional.
Contar as cáries:
Os moldes com múltiplas cavidades podem reduzir significativamente o custo por peça, produzindo várias peças num ciclo de moldagem. Dependendo do tamanho da peça e dos requisitos de volume, um único molde pode conter duas, quatro ou até mais cavidades.
Embora os moldes multi-cavidades tenham um custo inicial mais elevado, resultam frequentemente num custo mais baixo por peça para a produção de volumes médios a elevados.
Reduzir as tolerâncias:
As tolerâncias apertadas aumentam diretamente o custo das ferramentas. A obtenção de tolerâncias estreitas exige uma maquinação de maior precisão, melhor aço, mais polimento e um controlo mais rigoroso do processo.
Uma abordagem prática consiste em aplicar tolerâncias apertadas apenas nos casos em que são necessárias do ponto de vista funcional, permitindo tolerâncias mais folgadas noutros casos para controlar o custo das ferramentas.
Escolha de materiais para ferramentas:
- Moldes de aço (P20, 718, H13, S136) oferecem uma longa vida útil da ferramenta e estabilidade dimensional, mas têm um custo mais elevado.
- Moldes de alumínio são menos dispendiosos e oferecem uma excelente condutividade térmica, mas desgastam-se mais rapidamente.
- Materiais compósitos (fibra de carbono, fibra de vidro) proporcionam uma durabilidade moderada a um custo inferior, mas são geralmente inadequadas para a produção de grandes volumes.
A seleção do material deve estar alinhada com o volume de produção previsto e com os requisitos de desempenho da peça.
Desvendar os mecanismos das câmaras:
Os mecanismos de came, como corrediças, elevadores e sistemas de desenroscamento, permitem geometrias complexas, mas aumentam os custos e os riscos. Estes componentes aumentam o tempo de maquinação, o trabalho de montagem e os requisitos de manutenção a longo prazo.
Longevidade da ferramenta:
A vida útil da ferramenta depende de:
- Tipo de resina (com enchimento ou sem enchimento)
- Volume de produção
- Condições de funcionamento
- Práticas de manutenção
Um molde de custo mais elevado utilizado na produção de grandes volumes fornece frequentemente menor custo por peça ao longo da sua vida útil, em comparação com um molde mais barato com uma durabilidade limitada.
Qualidade da resina e estética:
As resinas de qualidade superior e os acabamentos cosméticos de superfície requerem:
- Melhor qualidade do aço
- Níveis de polimento mais elevados
- Controlo mais rigoroso do processo
Tipo de ferramenta vs. custo da peça
Enquanto moldes para canais quentes são mais caros do que os moldes tradicionais de duas placas, eliminam o desperdício de canais e reduzem os custos de mão de obra. Em grandes volumes, isto resulta frequentemente em menor custo por peça, apesar do maior investimento inicial em ferramentas.
Porque é que as ferramentas não devem ser adquiridas apenas pelo preço
As equipas de compras não devem decidir de forma independente sobre as especificações dos moldes. As decisões sobre as ferramentas requerem a participação de:
- Projectistas de moldes
- Engenheiros de fabrico
- Equipas de produção e de qualidade
O objetivo não é o molde mais barato, mas sim o molde de custo mais baixo que produz peças de forma fiável e de acordo com as especificações.
Informações necessárias para um orçamento exato de ferramentas
Para obter uma cotação fiável de ferramentas, os compradores devem fornecer:
- Desenhos 2D e ficheiros CAD 3D
- Especificação do material (resina)
- Tolerâncias necessárias
- Requisitos de acabamento da superfície
- Volume anual e de vida útil projectados
- Tipo de molde (de duas placas, de três placas, de canal quente, etc.)
- Mecanismos especiais (corrediças, elevadores, desenroscamento)
- Dimensões da peça e área projectada
- Peça de amostra (se disponível)
Considerações sobre a conceção e o fabrico de moldes
Os construtores de moldes devem definir:
- Número de cavidades
- Disposição do arrefecimento e colocação de linhas
- Sistema de ejeção
- Conceção de portas e corredores
- Base do molde e componentes padrão
Cada etapa de fabrico deve ser cronometrada e calculada, incluindo:
- Maquinação CNC
- EDM
- Tratamento térmico
- Polimento e texturização
- Montagem e ensaio
Cronograma típico de ferramentas
Um molde de injeção normal requer normalmente 4-10 semanas desde a conceção até à amostragem T1, consoante a complexidade.
Utilizar um fornecedor que ofereça tanto ferramentas como moldagem por injeção ajuda a evitar atrasos e custos de envio adicionais.
Recomendações finais
- Envolver os construtores de moldes numa fase inicial do desenvolvimento do produto
- Envolver a engenharia, as compras e a gestão nas decisões relativas aos custos
- Obter cotações detalhadas e discriminadas de ferramentas
- Foco em custo total de propriedade, e não apenas o preço inicial do molde
Com um planeamento adequado, um investimento inicial mais elevado em ferramentas conduz frequentemente a menor custo por peça e maior rentabilidade a longo prazo.
custo da moldagem por injeção
O custo da moldagem por injeção depende de uma série de factores, incluindo o tamanho e a complexidade da sua peça, o tipo de plástico utilizado e a quantidade a produzir. Em geral, é mais caro fabricar pequenas quantidades do que grandes quantidades.
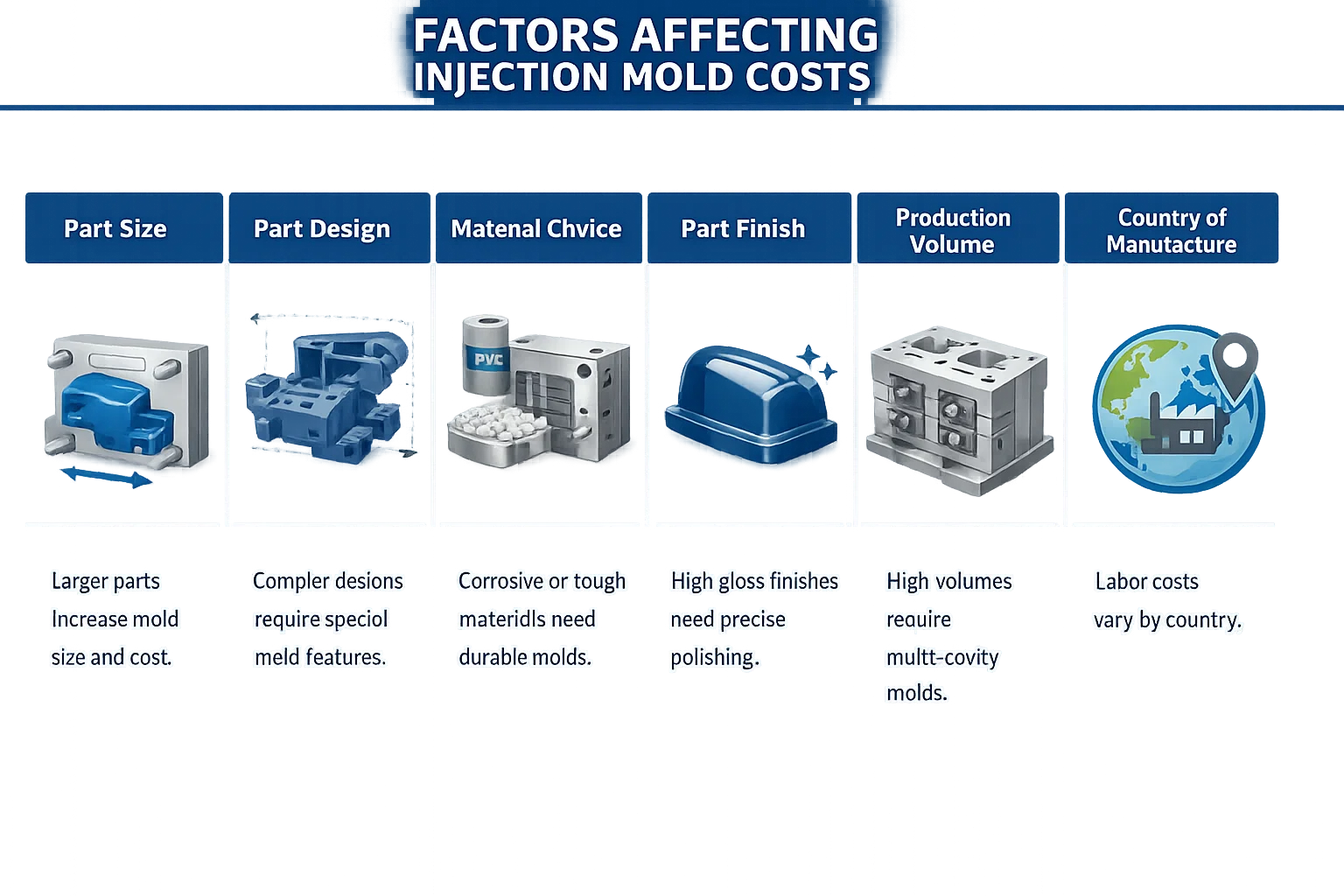
Porquê aqueles importantes para o custo da moldagem por injecção
- Tamanho da peça... peças maiores significam um molde maior, o que significa que aço maior aumentará o custo do aço para o molde de injecção.
- Desenho da peça... quanto mais complexa for uma peça, mais pormenorizado terá de ser o molde. Algumas peças complicadas exigirão a adição de características especiais, tais como elevadores ou corrediças. Portanto, deve estar aberto a conselhos do fabricante do molde e ver se há algum lugar onde possa alterar o desenho da peça para poupar nos custos do molde de injecção.
- Materiais: Dependendo do material da peça escolhida, o molde de injecção terá de ser feito de um determinado material. Por exemplo, se se pretender utilizar PVC de tipo plástico corrosivo, o molde terá de ser de aço inoxidável para evitar qualquer dano, acabando por fazer subir o preço.
- Requisitos de acabamento da peça... onde as peças têm requisitos de superfície de alto brilho, então o aço mais caro e o polimento técnico preciso serão vitais, aumentando o preço.
- Volume de produção... moldes de maior volume precisam de mais cavidades, e por isso o molde será maior. Requerem também uma qualidade de aço mais elevada para durar mais tempo, o que tem impacto no custo do molde de injecção.
- País de fabrico... países diferentes têm taxas salariais diferentes. Se o seu molde é feito num país onde os custos de mão-de-obra são baixos, então naturalmente poupará dinheiro. Na China, o custo médio de um molde de injecção é cerca de 40% menos do que nas nações ocidentais.
dicas para reduzir o custo da moldagem por injeção
Formas práticas de reduzir os custos de moldagem por injeção
Seguem-se estratégias comprovadas para ajudar a manter os custos de moldagem por injeção tão baixos quanto possível, sem comprometer a qualidade ou o desempenho.
Considerar a utilização de ferramentas flexíveis quando adequado
As ferramentas flexíveis são uma alternativa económica às ferramentas rígidas tradicionais feitas de aço ou alumínio. Normalmente, utiliza materiais como o poliuretano ou outros compostos flexíveis, que são menos dispendiosos e mais rápidos de produzir.
Esta abordagem é especialmente adequada para produção de baixo volume, prototipagem e desenvolvimento de produtos em fase inicial. O soft tooling também oferece maior flexibilidade de design e prazos de entrega significativamente mais curtos, tornando-o uma opção atractiva para empresas com experiência limitada em moldagem por injeção ou com requisitos de design em evolução.
Selecionar estrategicamente as resinas plásticas
A seleção de materiais desempenha um papel fundamental no controlo dos custos de moldagem por injeção. As diferentes resinas são concebidas para diferentes volumes de produção e requisitos de desempenho, e a escolha da resina correta pode reduzir significativamente as despesas.
As poupanças de custos podem também ser conseguidas através de:
- Utilização de resinas que requerem menos energia durante a fusão e o arrefecimento
- Incorporação de plásticos reciclados sempre que possível
- Seleção de materiais compatíveis com ferramentas mais simples e tempos de ciclo mais rápidos
Por exemplo, a substituição de peças de PVC rígido com paredes espessas por materiais como o ABS ou o polipropileno (PP) pode reduzir o consumo de energia devido ao facto de as suas paredes serem mais finas e ao seu comportamento térmico mais eficiente.
Simplificar a conceção de peças e moldes
Os desenhos CAD altamente detalhados nem sempre são necessários durante as fases iniciais do projeto. Um esboço básico com descrições claras e uma impressão da peça podem muitas vezes ser suficientes, reduzindo o tempo de engenharia e os custos relacionados com o CAD.
A complexidade do design tem um impacto direto no custo de fabrico. As peças com geometrias complexas requerem ferramentas mais sofisticadas, tempos de produção mais longos e maior utilização de material. Da mesma forma, a espessura excessiva da parede aumenta o consumo de material e o tempo de ciclo, aumentando os custos.
Manter os desenhos simples e funcionais é uma das formas mais eficazes de reduzir as despesas com ferramentas e por peça.
Conceber moldes eficientes, duradouros e com várias cavidades
Os moldes de injeção desgastam-se naturalmente com o tempo, especialmente sob alta pressão e temperatura. A conceção de moldes com vista à sua durabilidade pode reduzir significativamente os custos a longo prazo. Isto inclui:
- Seleção de materiais com uma resistência ao desgaste adequada (por exemplo, alumínio para volumes mais baixos, aço para tiragens de grande volume)
- Utilização de ligas avançadas, como o titânio ou o níquel, para componentes sujeitos a tensões elevadas
- Evitar a complexidade desnecessária do molde
Se forem necessárias várias peças idênticas, um molde de múltiplas cavidades pode melhorar significativamente a produtividade e reduzir o custo por unidade em comparação com os moldes de cavidade única.
Reduzir o tempo de ciclo
O tempo de ciclo inclui todas as etapas necessárias para produzir uma peça:
- Alimentação de material
- Fusão e injeção
- Arrefecimento e solidificação
- Abertura do molde e ejeção da peça
Tempos de ciclo mais curtos permitem a produção de mais peças em menos tempo, reduzindo os custos unitários. A otimização do arrefecimento, da espessura da parede e da conceção do molde pode melhorar drasticamente a eficiência do ciclo.
Automatizar operações repetitivas
A automatização reduz os custos de mão de obra, aumenta a consistência e minimiza o tempo de inatividade entre ciclos. Os sistemas automatizados também podem encurtar os tempos de ciclo e reduzir as lesões no local de trabalho causadas por tarefas repetitivas.
Embora a automatização exija um investimento inicial, proporciona frequentemente fortes economias de custos a longo prazo e uma maior fiabilidade da produção.
Reutilizar peças ou modelos existentes
Os plásticos são inerentemente bem adaptados à replicação. A utilização de peças existentes, protótipos ou modelos comprovados como referência pode encurtar significativamente o tempo de desenvolvimento e reduzir os custos de conceção.
Construir modelos mestre em forma de macho
Ao criar modelos principais, os desenhos em forma de macho são normalmente mais fáceis e rápidos de duplicar. A utilização de uma espessura mínima de metal reduz ainda mais os custos de material e maquinagem.
Favorecer caraterísticas estruturais simples
Maximizar as saídas planas e evitar contornos desnecessários simplifica as ferramentas e melhora a eficiência do fabrico. As geometrias simples são mais fáceis de moldar, inspecionar e manter.
Escolha cuidadosamente as estruturas de apoio
Cada material da estrutura de suporte tem contrapartidas:
- Madeira: Leve e pouco dispendioso, mas dimensionalmente instável
- Ferro fundido: Acessível mas requer uma maquinagem extensiva
- Alumínio: Custo mais elevado do material, mas mais rápido de maquinar
- Aço fundido: A opção mais forte, mas mais cara e mais demorada
A seleção da estrutura de apoio correta pode ter um impacto significativo no custo global do projeto e no tempo de execução.
Utilizar enchimentos para reduzir os custos de material
As cargas podem reduzir os custos do material e, ao mesmo tempo, aumentar a dureza e a rigidez quando não é necessária uma resistência elevada. As cargas comuns incluem argila, carbonato de cálcio, calcário e óxido de alumínio. Estes aditivos são especialmente úteis em componentes de plástico de grandes dimensões ou duradouros.
Minimizar a sucata e os defeitos
A sucata é um dos principais factores de custo na moldagem por injeção. Um controlo de qualidade deficiente leva a retrabalho, atrasos e desperdício de materiais. A implementação de sistemas de inspeção eficazes - como a inspeção a laser ou automatizada - pode identificar defeitos precocemente e reduzir significativamente as taxas de refugo.
Considerações finais
Embora a parceria com um fornecedor de moldagem por injeção fiável seja essencial, o controlo dos custos depende, em última análise, de decisões de conceção inteligentes, da seleção de materiais, de ferramentas eficientes e de processos optimizados. A aplicação destas estratégias de forma holística pode melhorar substancialmente a rentabilidade e a eficiência de fabrico a longo prazo.
