
Troubleshooting in the injection molding field serves as a pursuit that comes about to figure out the explanation for and remedy for, faults present in a molded component.
1. SELECT DEFECT TO TROUBLESHOOT:
This process generally happens whilst components are made and come about, once the normal manufacture of appropriate components is disrupted due to the unpredictable output of a number of faulty, unsatisfactory components.
The individual executing the troubleshooting job might be a worker, an operation tech, a plastics engineer, or perhaps a supervision staff.
But, that person is still known as the “troubleshooter,” although that actual title seldom appears as a job description.
Sometimes, troubleshooting comes about when evaluating components earlier created, for example when components are sent back for the reason that they failed to appropriately accomplish their designed function.
Generally, this case is researched working with failure analysis methods but troubleshooting could be also known as about.
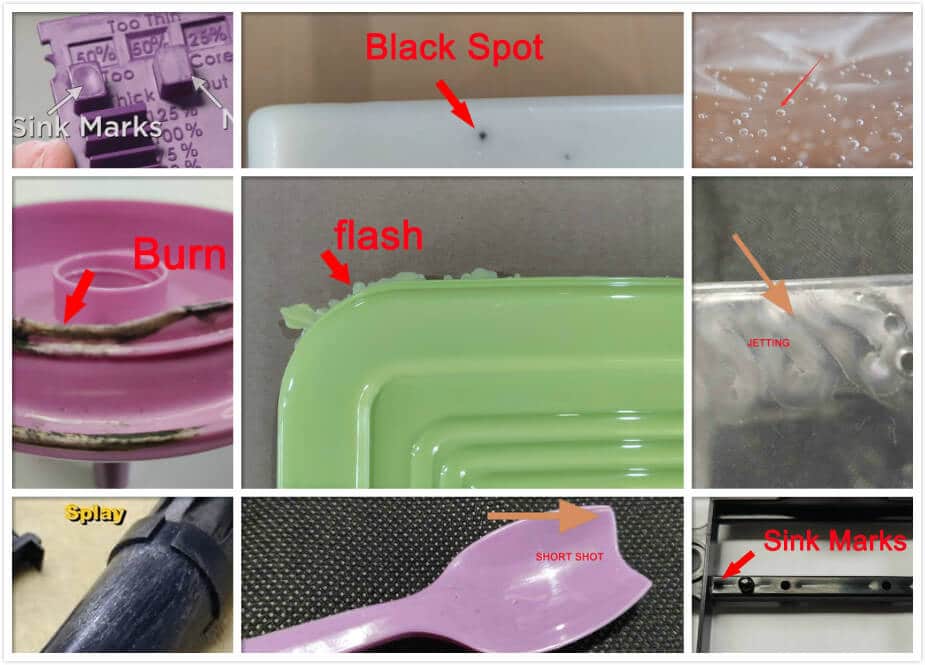
The Causes Of Faults?
the flaws could possibly be traced to issues with a number of the next 4 items:
- the molding press;
- the mold;
- the plastic resin;
- and the molding press operator.
Probably the most fascinating matter was how much these points contributed to the explanation for the faults.
The easiest reason behind faults in molded components stands out as the molding press itself, which happens to be 60% on a regular basis.
This is accompanied by 20% of the faults due to the mold, 10% due to the material, and just 10% due to the operator.
As opposed to what the research discovered, the majority of people in the profession have believed that the most prevalent reason behind faults is often the resin, with the worker showing up in a close position.
Nonetheless, as the research turned out to be, the particular most common reason behind faults is the molding press, and then the mold.
Therefore, when trouble-shooting, originally to hunt for an answer to a deficiency issue is the machine since the chance is about 60%.

