






o que é a moldagem por injeção de plásticos
O processo de moldagem por injeção de plásticos envolve a utilização de moldes para criar peças através da injeção de material. A indústria de fabrico de plásticos utiliza este método para a criação de componentes porque proporciona resultados precisos e uma elevada eficiência, juntamente com a capacidade de criar formas complexas. Os fabricantes dos sectores automóvel, de bens de consumo e de dispositivos médicos preferem este método porque combina eficiência de custos com escalabilidade.
O que é a moldagem por injeção?
12 respostas de especialistas sobre processos, materiais, custos, tempo de ciclo, defeitos e conceção
A moldagem por injeção é um processo de fabrico que produz peças de plástico através da injeção de termoplástico fundido num molde de aço ou alumínio de precisão sob alta pressão, normalmente entre 500-2000 bar. Depois de o plástico arrefecer e solidificar - normalmente dentro de 15-60 segundos - o molde abre-se e os pinos ejectores empurram a peça acabada para fora.
É o método de fabrico de plástico mais utilizado em todo o mundo, capaz de produzir milhões de peças idênticas com tolerâncias tão apertadas como ±0,05 mm. As indústrias que dependem fortemente da moldagem por injeção incluem a indústria automóvel, os dispositivos médicos, a eletrónica de consumo, as embalagens e os artigos para o lar.
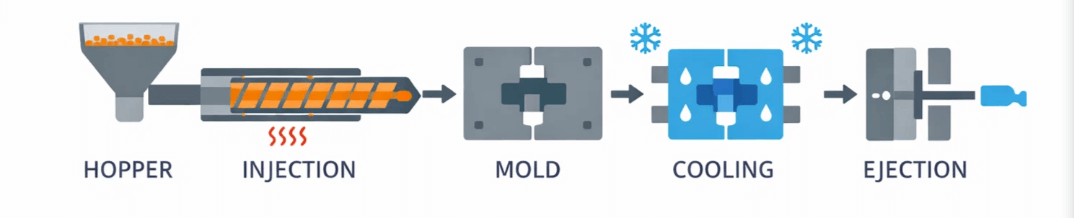
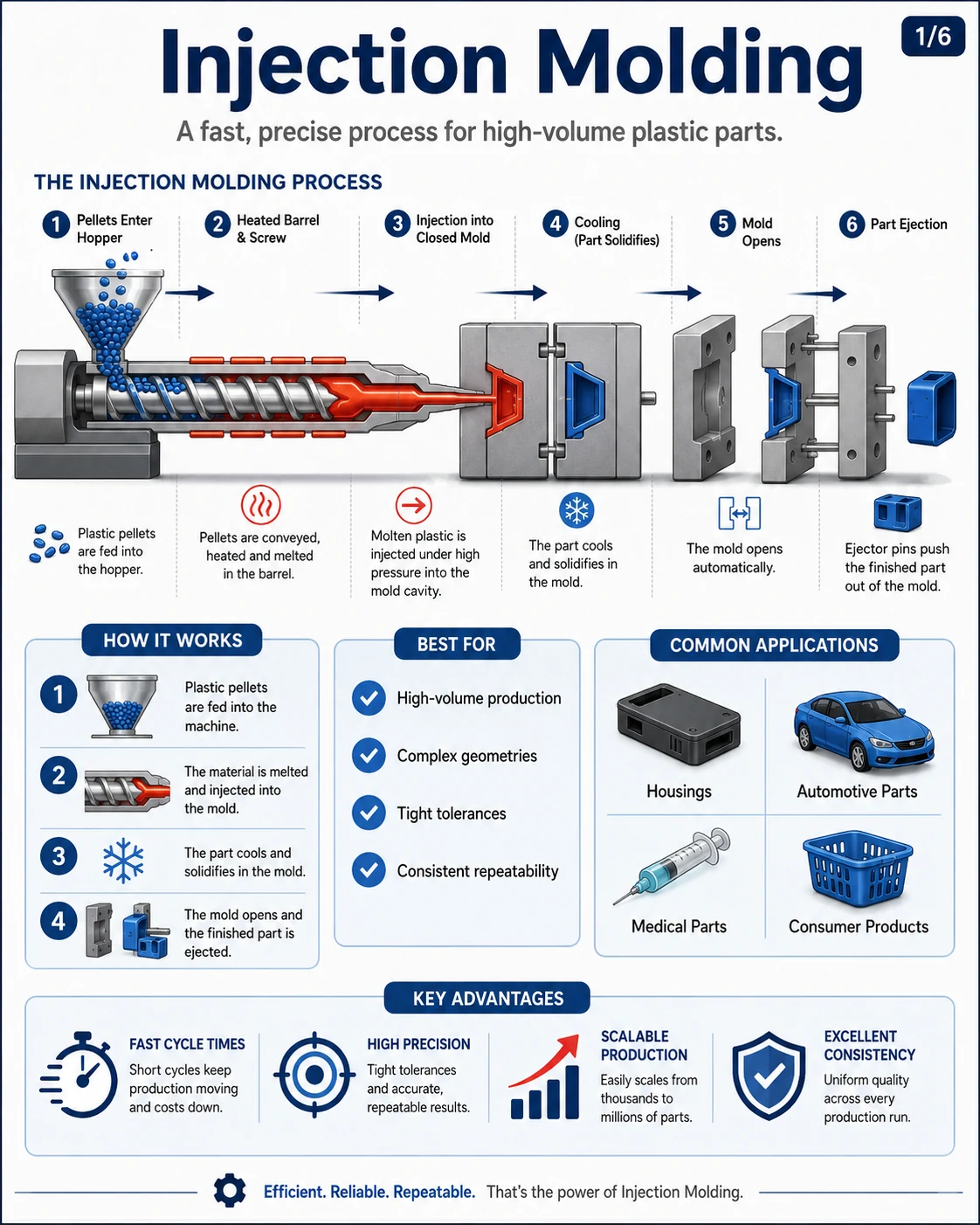
O processo de moldagem por injeção consiste em seis fases executadas num ciclo contínuo:
1. Fixação: As duas metades do molde fecham-se e a unidade de fixação aplica uma tonelagem (normalmente 1,5-5 toneladas por polegada quadrada da área projectada da peça) para as manter seladas durante a injeção.
2. Injeção: Um parafuso recíproco empurra o plástico derretido para a cavidade do molde através de um sistema de canais e portas a pressões de 500-2000 bar.
3. Embalagem (Holding): A pressão adicional (40-80% de pressão de injeção) compensa o encolhimento do material à medida que a peça começa a arrefecer.
4. Arrefecimento: O plástico solidifica no interior do molde. Esta fase consome 50-70% do tempo total do ciclo e depende da espessura da parede e do material.
5. Molde aberto: A unidade de fixação retrai e separa as metades do molde.
6. Ejeção: Os pinos ejectores empurram a peça acabada para fora da cavidade, completando o ciclo.
O tempo total do ciclo varia de 10 a 120 segundos dependendo da complexidade da peça, da espessura da parede e do material.
A moldagem por injeção utiliza principalmente termoplásticos, que podem ser fundidos e re-solidificados repetidamente. Os materiais mais comuns e as suas principais propriedades:
| Material | Temperatura de fusão | Propriedades principais |
|---|---|---|
| ABS | 220-260°C | Resistente a impactos, bom acabamento |
| Polipropileno (PP) | 200-280°C | Leve, resistente a produtos químicos |
| Policarbonato (PC) | 280-320°C | Transparente, alta resistência ao impacto |
| Nylon (PA6/PA66) | 250-290°C | Elevada força e resistência ao desgaste |
| POM (Acetal) | 190-210°C | Estabilidade dimensional, baixa fricção |
| TPE / TPU | 180-230°C | Elastómeros flexíveis e de toque suave |
A seleção do material determina a espessura da parede necessária, os ângulos de inclinação, a tolerância de retração (0,4%-2,5%) e a conceção do arrefecimento do molde.
A moldagem por injeção é ideal para peças que satisfazem estes critérios:
- Volume de produção: Geralmente com uma boa relação custo-eficácia acima de 10.000 unidades por projeto
- Geometrias complexas: Cortes inferiores, roscas, encaixes de pressão e dobradiças vivas num único disparo
- Tolerâncias apertadas: Até ±0,05 mm para componentes de precisão
- Espessura da parede: Tipicamente 1-4 mm, idealmente uniforme a 2-3 mm
- Acabamento de superfície consistente: Do polimento de alto brilho aos acabamentos texturados (SPI A-1 a D-3)
As aplicações típicas incluem o revestimento interior de automóveis, seringas médicas, caixas electrónicas, tampas de garrafas, engrenagens e caixas de produtos de consumo.
As principais vantagens da moldagem por injeção incluem:
- Tempos de ciclo rápidos: 15-30 segundos para peças pequenas, permitindo milhões de unidades por ano por cavidade
- Elevada repetibilidade: Menos de 0,1% de variação dimensional em milhões de peças
- Baixo desperdício de material: Tipicamente sob o código 5%, com sprues e calhas rectificáveis
- Geometrias complexas: Múltiplas caraterísticas moldadas num único disparo, eliminando a montagem
- Baixo custo por peça em escala: Frequentemente $0.01-$1.00 por peça, dependendo do tamanho e do material
- Fácil de automatizar: Remoção robótica de peças e integração em linhas de montagem
Apesar dos seus pontos fortes, a moldagem por injeção tem limitações notáveis:
- Custo elevado do molde: As ferramentas variam normalmente entre $3,000 para moldes de alumínio simples e $100,000+ para moldes de aço endurecido com várias cavidades
- Prazo de entrega longo: A conceção e o fabrico do molde demoram normalmente 4-10 semanas
- Alterações de conceção dispendiosas: As modificações do molde custam $500-$10,000 dependendo da complexidade
- Não é económico para volumes reduzidos: Abaixo de ~1.000 peças, a impressão 3D ou a maquinagem CNC é frequentemente mais barata
- Restrições de conceção: Requer ângulos de inclinação, espessura uniforme da parede e, sempre que possível, evitar cortes inferiores
A moldagem por injeção é a melhor escolha quando o seu projeto requer:
- Volumes de produção médios a elevados (normalmente mais de 10.000 unidades)
- Tolerâncias apertadas e repetíveis em longas séries de produção
- Peças de plástico duradouras com bom acabamento superficial e integridade estrutural
- Escalabilidade a longo prazo - um molde pode produzir milhões de peças ao longo de 5-10+ anos
- Formas complexas que exigiria múltiplas operações com outros métodos
Para protótipos ou tiragens inferiores a 1000 peças, considere Impressão 3D ou Maquinação CNC em vez disso. Para peças ocas muito grandes, moldagem por rotação ou moldagem por sopro pode ser mais económico.
O custo da moldagem por injeção tem dois componentes principais: custo das ferramentas (uma única vez) e custo por peça (recorrente).
Custo das ferramentas do molde:
- Molde protótipo simples (alumínio, cavidade única): $1,000–$5,000
- Molde de produção standard (aço P20, 1-2 cavidades): $5,000–$30,000
- Molde de grande volume (aço endurecido H13, multi-cavidades): $30,000–$100,000+
- Molde complexo com canais quentes, corrediças, elevadores: $50,000–$200,000+
Custo por peça normalmente varia de $0.01 a $5.00 e depende de:
- Custo do material (por exemplo, PP ~$1,50/kg, PC ~$4,00/kg)
- Tempo de ciclo (ciclo mais longo = custo mais elevado)
- Peso da peça e tonelagem de máquina necessária
- Taxas de mão de obra e despesas gerais (a China é normalmente 30-50% mais barata do que os EUA/UE)
O ponto de equilíbrio em relação à impressão 3D é normalmente de cerca de 500-1.000 unidades; versus maquinagem CNC em redor 100-500 unidades.
O tempo total do ciclo de moldagem por injeção varia tipicamente entre 10 a 120 segundos, com a maioria das peças de consumo a circular em 15-45 segundos.
Repartição do tempo de ciclo por fase:
| Fase | % do ciclo | Duração típica |
|---|---|---|
| Fecho do molde | 3-5% | 0,5-2 seg. |
| Enchimento por injeção | 5-15% | 1-5 seg |
| Embalagem / conservação | 10-20% | 2-10 seg. |
| Refrigeração | 50-70% | 5-60 seg |
| Abertura do molde + ejeção | 5-10% | 1-5 seg |
Fórmula do tempo de arrefecimento: t ≈ s² ÷ (π² × α), em que s é a espessura máxima da parede em mm e α é a difusividade térmica do polímero. Regra prática: cerca de 2-3 segundos de arrefecimento por mm de espessura de parede para resinas semi-cristalinas. Como o tempo de arrefecimento é proporcional ao quadrado da espessura da parede, uma parede de 4 mm demora cerca de quatro vezes mais tempo a arrefecer do que uma parede de 2 mm.
O tempo de ciclo pode ser reduzido através da utilização de canais de arrefecimento conformes, inserções de cobre-berílio, designs de paredes mais finas e controlo optimizado da temperatura do molde.
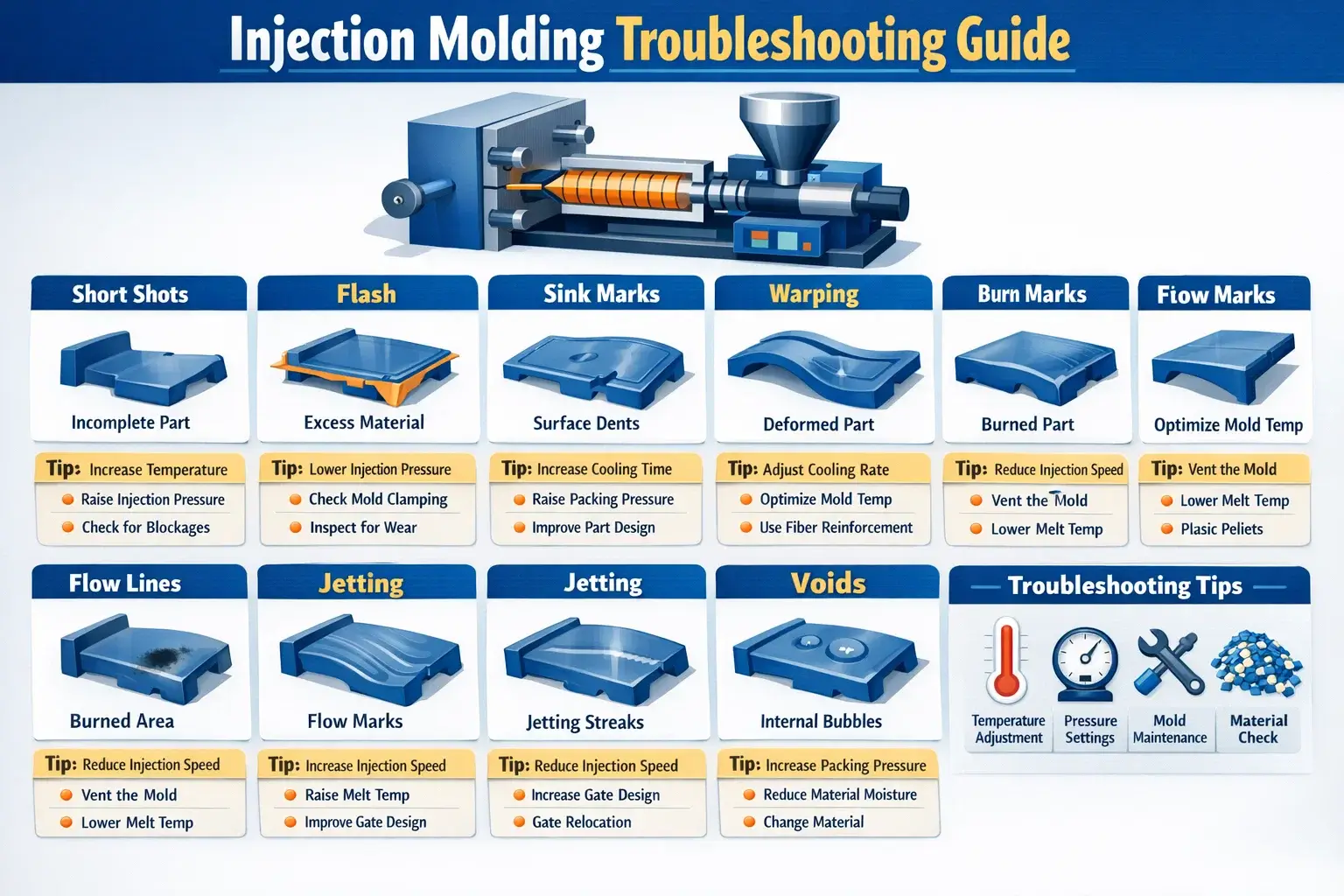
A maior parte dos defeitos de moldagem por injeção enquadra-se em três categorias de gravidade com causas identificáveis:
Defeitos críticos:
- Tiros curtos (enchimento incompleto) - causado por pressão de injeção insuficiente, baixa temperatura de fusão ou portas subdimensionadas
- Flash (excesso de material na linha de separação) - causado por força de aperto insuficiente ou pressão de injeção excessiva
- Marcas de queimaduras - o ar retido comprime-se e inflama-se (efeito diesel); corrigir com uma melhor ventilação
Defeitos graves:
- Marcas de afundamento (depressões superficiais) - pressão de enchimento insuficiente sobre secções espessas como nervuras ou saliências
- Página de guerra (distorção da peça) - arrefecimento não uniforme ou fluxo desequilibrado
- Linhas de soldadura/tricotagem - ligações fracas onde duas frentes de fusão se encontram; corrigir aumentando a temperatura de fusão ou deslocando os portões
Defeitos menores:
- Jato - padrão de superfície em forma de serpente devido ao facto de a massa fundida passar demasiado depressa pela porta
- Riscas prateadas (splay) - da humidade do material; fixar com uma secagem adequada
- Marcas de fluxo - linhas onduladas devido a hesitação na fusão; corrigir com maior velocidade de injeção ou temperatura do molde
A maior parte dos defeitos são resolvidos através da moldagem científica: dissociando as fases de enchimento, embalagem e retenção, e optimizando cada uma delas de forma independente através de um Design de Experiências (DOE).
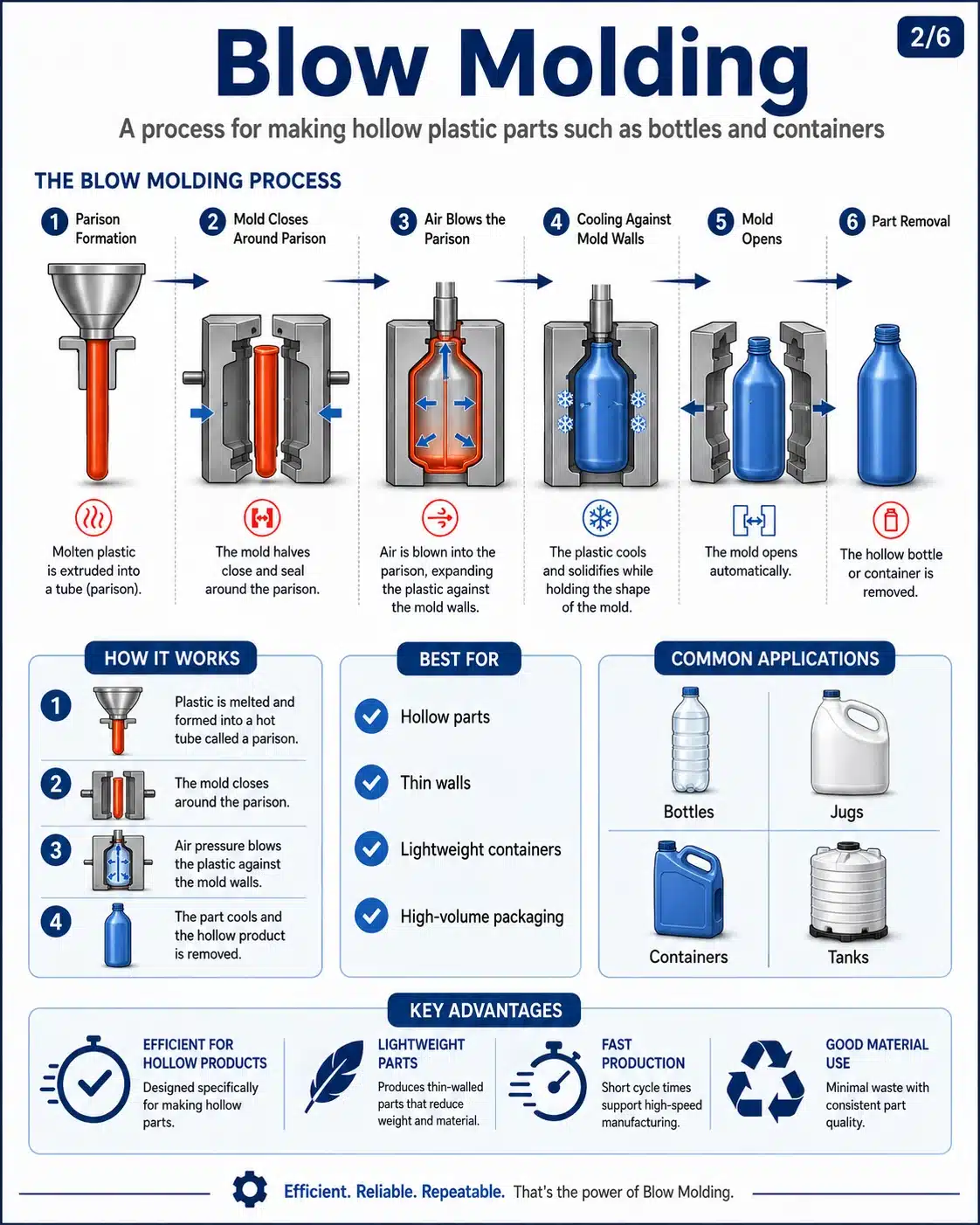
Ambos os processos utilizam plástico fundido e moldes, mas criam tipos de peças fundamentalmente diferentes:
| Caraterística | Moldagem por injecção | Moldagem por sopro |
|---|---|---|
| Tipo de peça | Peças sólidas | Peças ocas |
| Como funciona | Plástico fundido injetado em molde fechado | Plástico aquecido insuflado com ar dentro do molde |
| Espessura da parede | 1-4 mm, uniforme | Paredes finas e variáveis |
| Melhor para | Engrenagens, caixas, suportes, conectores | Garrafas, contentores, cisternas, depósitos de combustível |
| Custo das ferramentas | Superior ($5K-$100K+) | Inferior ($3K-$50K) |
| Duração do ciclo | 10-120 segundos | 10-30 segundos |
| Tolerância | ±0,05 mm | ±0,5 mm |
Regra geral: Se a sua peça for oca e puder verter líquido para dentro dela (garrafa, bidão, depósito de combustível), utilize a moldagem por sopro. Se a sua peça for sólida ou tiver caraterísticas funcionais como nervuras, saliências ou encaixes, utilize a moldagem por injeção.
A espessura ideal da parede para peças moldadas por injeção é 2-3 mm, com uma regra estrita de uniformidade em toda a peça. O intervalo aceitável é 1 mm mínimo a 4 mm máximo.
Espessura de parede recomendada por material:
| Material | Gama recomendada |
|---|---|
| ABS | 1,2-3,5 mm |
| Polipropileno (PP) | 0,8-3,8 mm |
| Policarbonato (PC) | 1,0-3,8 mm |
| Nylon (PA) | 0,8-3,0 mm |
| POM (Acetal) | 0,8-3,0 mm |
Regras de conceção críticas:
- Uniformidade: A variação da espessura da parede deve ser inferior a 25% para evitar empenos e marcas de afundamento
- Espessura das nervuras: 50-60% da parede à qual se liga
- Altura das costelas: Máximo de 3× a espessura da parede
- Transições: Utilizar afunilamentos graduais - nunca mudanças bruscas de espessura
- Raio do canto interior: 0,5-0,75× a espessura da parede para reduzir a concentração de tensões
As paredes mais espessas aumentam exponencialmente o tempo de ciclo (o tempo de arrefecimento é proporcional ao quadrado da espessura da parede), pelo que as paredes uniformes mais finas são sempre preferíveis quando a resistência o permite.
O processo de moldagem por injeção
Referência visual interactiva que abrange todas as fases, componentes de máquinas, parâmetros, defeitos e materiais
| Parâmetro | Gama típica | Efeito |
|---|---|---|
| Zona 1 do barril (alimentação) | 160 - 220 C | A temperatura mais baixa evita a formação de pontes na garganta de alimentação |
| Zona de barril 2 (compressão) | 200 - 260 C | Fusão progressiva de pellets |
| Barril zona 3 (dosagem) | 220 - 300 C | Temperatura de fusão homogénea |
| Bocal | 210 - 300 C | Evita as lesmas do frio, a baba |
| Molde (líquido de refrigeração) | 20 - 120 C | Controla a taxa de arrefecimento, a cristalinidade e o acabamento da superfície |
| Corredor quente | Zona do bico de fósforo | Mantém o sistema de canal fundido, elimina o desperdício do canal frio |
| Parâmetro | Gama típica | Efeito |
|---|---|---|
| Pressão de injeção | 500 - 2000 bar | Preenche a cavidade; maior para paredes finas |
| Pressão de embalagem/retenção | 40 - 80% de injeção | Compensa o encolhimento durante o arrefecimento |
| Pressão de retorno | 3 - 15 bar | Melhora a homogeneidade da massa fundida durante a recuperação do parafuso |
| Força de aperto | 1,5 - 5 t/in2 de área projectada | Evita a abertura do molde / flash |
| Pressão da cavidade | 300 - 800 bar | Medido através de um sensor; indica a qualidade do enchimento |
| Parâmetro | Gama típica | Efeito |
|---|---|---|
| Velocidade de injeção | 20 - 150 mm/s | Mais rápido = melhor enchimento para paredes finas; demasiado rápido = jato |
| RPM do parafuso | 50 - 200 RPM | Controla a taxa de plastificação e a qualidade da fusão |
| Tempo de arrefecimento | 5 - 60 seg. | A maior parte do ciclo; depende da espessura da parede |
| Duração do ciclo | 10 - 120 seg. | Total: fixar + injetar + embalar + arrefecer + abrir + ejetar |
| Velocidade de abertura/fecho do molde | Variável (rápido/lento) | Rápido no centro, lento no início/fim para proteção |
| Parâmetro | Descrição | Porque é importante |
|---|---|---|
| Tamanho do disparo | Volume de fusão por ciclo | Deve preencher a cavidade + corrediça + almofada |
| Almofada | 2 - 6 mm de fusão antes do parafuso | Assegura a transmissão da pressão da embalagem |
| Ponto de comutação V/P | Posição ou pressão na transição | Os comandos passam da fase de velocidade para a fase de pressão |
| Descompressão do parafuso | 1 - 5 mm de recuo após a recuperação | Evita a baba do bocal |
| Curso do ejetor | Dependente de parte | Deve retirar a peça do núcleo sem a danificar |
- Secar os materiais higroscópicos (nylon, PC, PET) antes do processamento
- Utilizar moldagem científica: dissociar as fases de enchimento, embalagem e retenção
- Efetuar estudos de equilíbrio de cavidades em moldes multi-cavidades
- Monitorizar a consistência da almofada tiro a tiro
- Documentar uma janela de processo com DOE
- Utilizar sensores de pressão da cavidade para obter feedback de qualidade
- Purgar cuidadosamente quando mudar de material ou de cor
- Manter a temperatura do molde consistente com a TCU
- Confiar exclusivamente na pressão hidráulica da máquina para o controlo de qualidade
- Saltar a secagem do material - a humidade provoca a sua degradação
- Utilizar a velocidade máxima de injeção sem perfilagem
- Ignorar o tamanho da almofada - zero almofada significa nenhuma embalagem
- Sobreembalar peças para corrigir disparos curtos (resolver a causa principal)
- Alterar vários parâmetros de uma só vez durante a resolução de problemas
- Funcionamento sem proteção do molde a baixa pressão fechar
- Negligenciar a manutenção preventiva dos parafusos e anéis de controlo
| Fase | % do ciclo | Condutor principal | Como reduzir |
|---|---|---|---|
| Fecho do molde | 3-5% | Velocidade da pinça, proteção do molde | Otimizar posições lentas/rápidas |
| Enchimento por injeção | 5-15% | Velocidade de injeção, espessura da parede | Aumentar a velocidade (dentro dos limites) |
| Embalagem/manuseamento | 10-20% | Tempo de paragem do portão | Otimizar o tamanho da porta, estudo do tempo de espera |
| Refrigeração | 50-70% | Espessura da parede, temperatura do molde | Arrefecimento conformal, inserções de cobre-berílio, redução da espessura da parede |
| Abertura do molde + ejeção | 5-10% | Comprimento do curso, velocidade do ejetor | Reduzir ao mínimo o curso aberto, utilizar estalos de ar |
Dicas de design de moldagem por injeção

É possível fabricar peças de plástico moldadas por injeção simples a extremamente complicadas, bem como milhões de artigos idênticos, graças à escalabilidade e uniformidade do processo. Construção de ferramentas e manutenção são dispendiosas e a mudança de ferramentas é um desafio.
Peças moldadas por injeção: maximizar as suas vantagens
- Manter as paredes uniformes. Certifique-se de que as paredes têm a mesma espessura em toda a peça. As paredes devem ter uma espessura média de 2-3 mm. Os processos normais de moldagem por injeção recomendam um mínimo de 1 mm e um máximo de 4 mm.
- Arredondar as arestas vivas. Suavizar as transições entre paredes sempre que possível.
- Projeto. A ângulo de inclinação pode causar desafios de design na sua peça. Adicionar um ângulo de inclinação às suas faces é útil para libertar a peça da ferramenta, mas também pode causar problemas, especificamente com peças mate. Em superfícies de núcleo sem textura e pelo menos três graus em superfícies de cavidade com textura, recomenda-se um ângulo de inclinação mínimo de um grau.
- Se possível, manter-se afastado de superfícies com corrente de ar nula. No caso de uma área de tiragem zero, o objetivo deve ser limitá-la a apenas uma parte da face, em vez de toda a superfície.
- Manter as coisas simples. Tentativa de evitar o corte inferior (formação de uma área que não pode ser moldada simplesmente abrindo e fechando a ferramenta). Quando o simples não funciona, o elevador e os cursores permitem a formação de caraterísticas que são subcortes na direção de tração principal. Se for esse o caso, deixe pelo menos 2 a 3 vezes a largura da caraterística para permitir que o levantador ou a corrediça se desloquem.
- Fluxo de grosso para fino. O plástico fluirá melhor através das características se fluir das paredes mais grossas para as mais finas, começando na porta (onde o plástico flui para dentro da peça para a encher).
- É mau ter lava-loiças (densidades nas superfícies causadas por secções mais espessas de plástico que abrandam à medida que arrefecem). É importante seguir estas directrizes para minimizar ou eliminar o aparecimento de manchas nas superfícies cosméticas:
- Certifique-se de que as superfícies cosméticas importantes não têm portas, nervuras, saliências de parafusos, etc. na parte de trás;
- A altura das nervuras não deve exceder três vezes a espessura da parede;
- A espessura da base das nervuras deve ser 50-60% da espessura da parede de ligação.
- Fixar o seu projeto com pontos de referência. Para estabelecer a interface e a interação entre as peças, utilize pontos de referência (características que servem de pontos de referência para as peças). Quando uma intenção de conceção é associada a uma estrutura de pontos de referência, o produto pode funcionar corretamente.
- Questionar o design - isso é bom. Em DFM (Design for Manufacturing), o moldador comunica a sua compreensão do projeto, especialmente no que diz respeito à localização dos pinos, das portas e das linhas de partição (que podem afetar a forma como as peças interagem). Interrogar o desenho através dos relatórios de inspeção.
- Criar protótipos com frequência e desde cedo. As técnicas actuais de prototipagem, incluindo a impressão 3D, podem reduzir os custos de material, permitindo que os componentes e/ou a peça completa sejam modelados antes da construção de ferramentas dispendiosas.
Diretrizes de conceção de moldes de injeção
Regras essenciais para peças de plástico resistentes e fabricáveis. Todos os valores referem-se à espessura nominal da parede T, diâmetro do furo D, ou largura do furo W.
Geometria
Espessura da parede
Uma espessura inconsistente provoca deformações e marcas de afundamento.
Raios de canto
Reduz a concentração de tensões e melhora o fluxo de plástico.
Ângulos de projeto
Costeletas
Furos
Adicionar saliências e nervuras de ligação para reforço.
Processo
Seleção de materiais
A escolha conduz à espessura de parede e aos ângulos de inclinação necessários.
Ejeção e separação
Simplifica a conceção do molde e reduz o pós-processamento.
Os 6 tipos diferentes de moldagem de plástico
A moldagem de plásticos inclui vários processos de fabrico utilizados para moldar materiais plásticos em produtos acabados. Cada método de moldagem é adequado para diferentes estruturas de produtos, volumes de produção, materiais e requisitos de custos.
Tabela de comparação: 6 Métodos Comuns de Moldagem de Plástico
| Tipo de moldagem de plástico | Como funciona | Melhor para | Principais vantagens |
|---|---|---|---|
| Moldagem por injecção | A moldagem por injeção força o plástico derretido para um molde de precisão, arrefece e endurece até à sua forma final. | para peças de plástico de grande volume - desde caixas e conectores a componentes de precisão | proporcionando tempos de ciclo rápidos, tolerâncias apertadas e consistência sólida em todas as peças. |
| Moldagem por sopro | O plástico aquecido é insuflado com ar dentro de um molde para formar uma forma oca. | Garrafas, contentores, cisternas, embalagens ocas | Ideal para peças ocas, produtos leves, paredes finas |
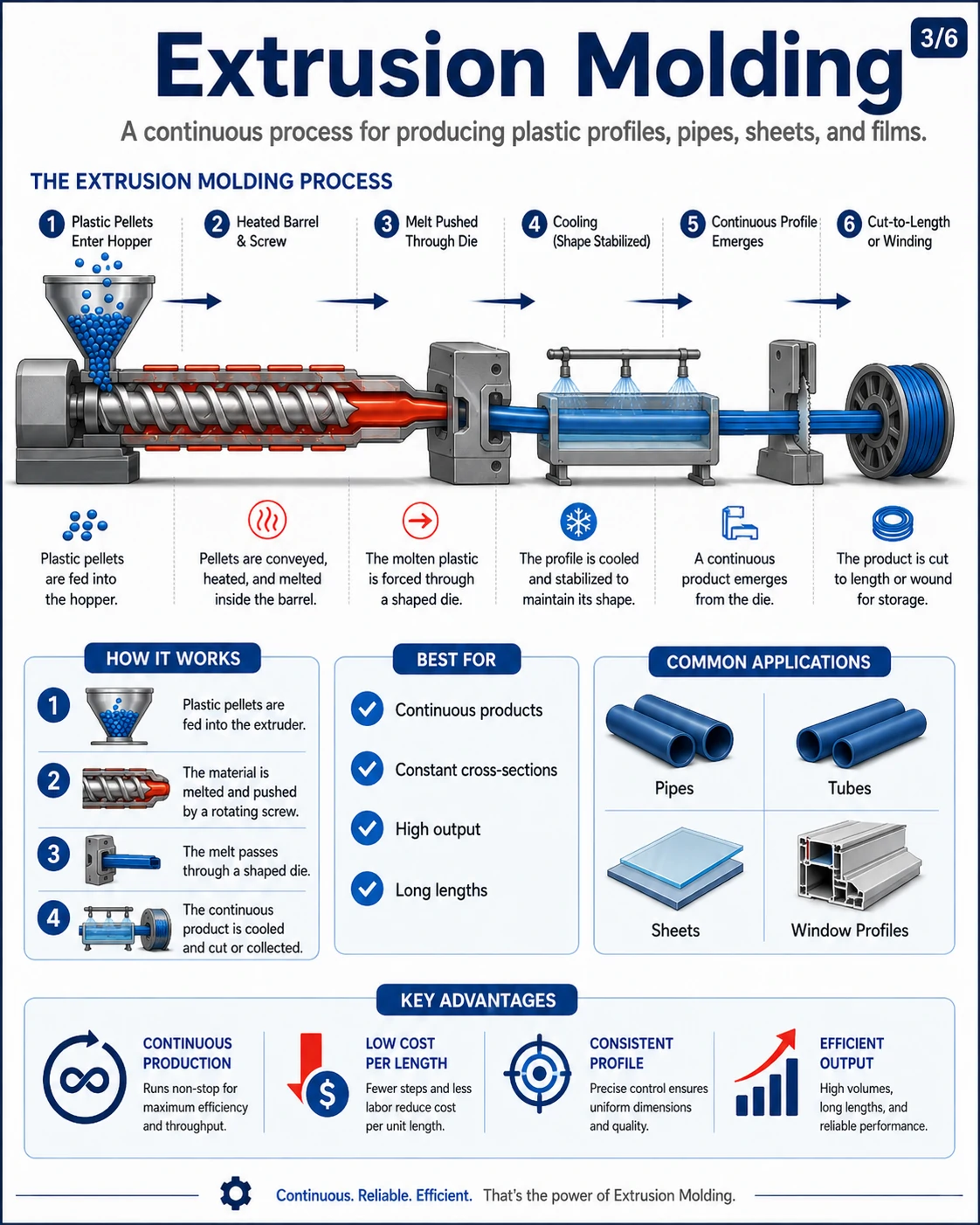
| Moldagem por extrusão | O plástico derretido é empurrado através de um molde para criar um perfil contínuo. | Canos, tubos, chapas, perfis, películas | Produção contínua, baixo custo por comprimento, secção transversal estável |
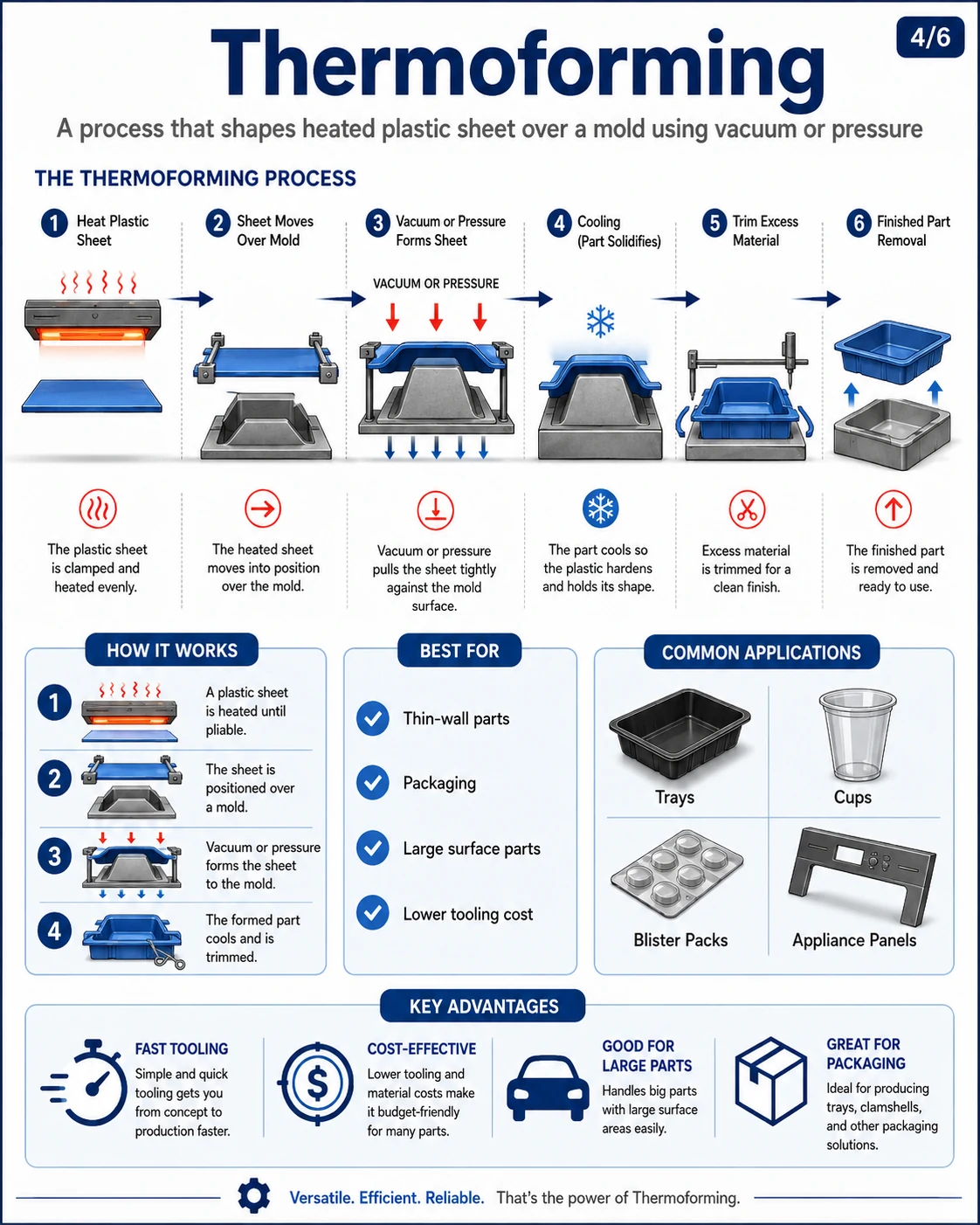
| Termoformagem | Uma folha de plástico aquecida é formada sobre um molde utilizando vácuo ou pressão. | Tabuleiros, copos, embalagens, painéis, tampas | Baixo custo de ferramentas, prototipagem rápida, adequado para peças finas de grandes dimensões |
| Moldagem por rotação | O pó de plástico é colocado num molde e rodado enquanto é aquecido até revestir o interior do molde. | Peças ocas de grandes dimensões, cisternas, contentores, equipamento de parques infantis | Bom para grandes produtos ocos, baixo custo de ferramentas, espessura de parede uniforme |
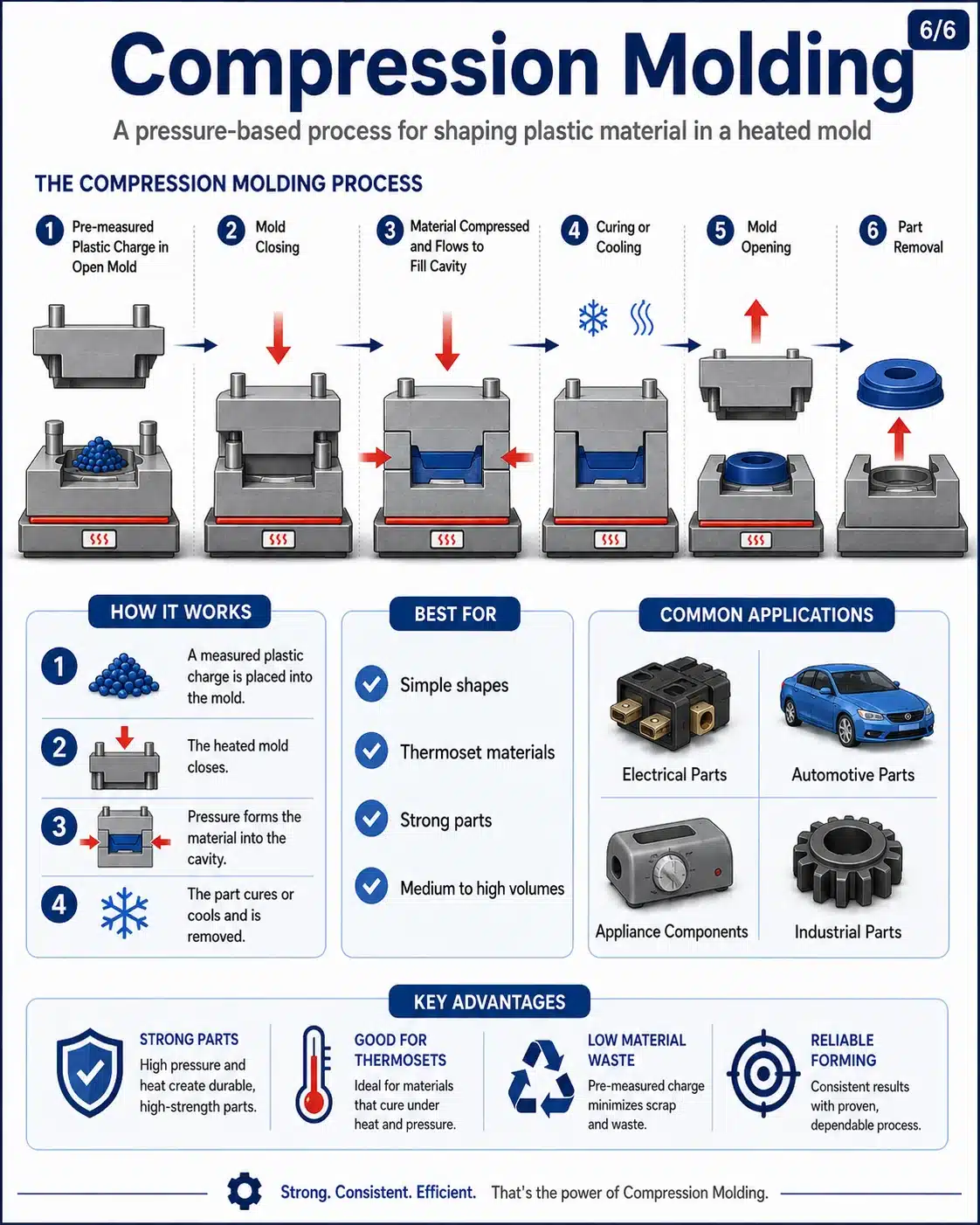
| Moldagem por compressão | O material plástico aquecido é colocado num molde e pressionado sob alta pressão. | Peças em borracha, peças termoendurecíveis, componentes eléctricos, formas simples | Peças resistentes, adequadas para termoendurecíveis, menor desperdício de material |

Prós e contras da moldagem por injeção de plástico
| Categoria | Prós (Vantagens) | Contras (Desvantagens) |
|---|---|---|
| Exatidão | Elevada precisão e repetibilidade. Capaz de produzir geometrias complexas e detalhadas. | A elevada precisão também significa que os erros de conceção podem conduzir a defeitos dispendiosos. |
| Velocidade de produção | Tempo de ciclo muito rápido (cerca de 15-20 segundos). Ideal para produção em massa de grande volume. | A configuração inicial e a conceção do molde podem demorar semanas ou meses. |
| Eficiência de custos | Baixo custo por unidade na produção em grande escala. A automatização reduz os custos de mão de obra. | Custos iniciais elevados para moldes, máquinas e ferramentas. |
| Requisitos laborais | Maioritariamente automatizada; são necessários menos operadores após o início da produção. | Requer técnicos qualificados para a conceção, preparação e controlo de qualidade dos moldes. |
| Versatilidade | Adequado para uma vasta gama de produtos, desde pequenas peças electrónicas a grandes componentes automóveis. | Limitado pelo tamanho da máquina e pelas restrições de material. |
| Sustentabilidade | Desperdício mínimo de material durante a produção. Alguns plásticos podem ser reciclados e reutilizados. | Dificuldade em reciclar peças moldadas complexas ou multimateriais. |
| Qualidade do produto | Qualidade consistente em grandes séries de produção. | Possíveis defeitos, tais como deformações, marcas de afundamento ou flash, se o processo não for optimizado. |
| Escalabilidade | Excelente para fabrico contínuo e em grande escala. | Não é rentável para pequenos lotes ou produções de baixo volume. |
Pronto para obter um orçamento exato?
A Topworks combina uma profunda experiência em moldagem por injeção com uma gestão de projectos estruturada - para que o seu próximo projeto chegue a tempo, dentro das especificações e dentro do orçamento.
