
Flash Lines
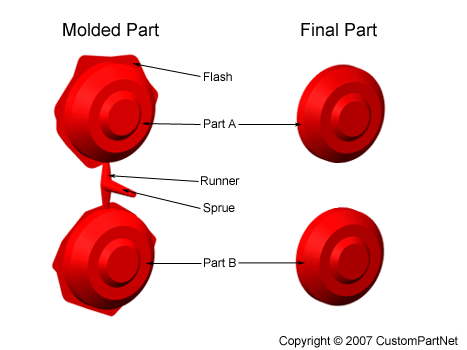
Flash in injection molding refers to excess plastic material that is extruded beyond the boundaries of the intended part. This excess material can be found in small gaps or seams between different sections of the mold or along the edges of the finished part. Flash can occur for a variety of reasons, including improper mold design, incorrect processing parameters, or faulty equipment.
poor design
One common cause of flash is a poorly designed mold. If the mold has insufficient support or insufficient clearance between the moving and stationary parts, excess plastic may be forced out as the material is injected. This can be particularly problematic when using materials with high viscosities, as the increased resistance can lead to more flash.
Incorrect processing parameters
Incorrect processing parameters can also lead to flash. If the injection pressure or temperature is too high, the plastic material may be forced out of the mold beyond the intended boundaries. Similarly, if the injection speed is too slow, the material may cool too quickly, leading to excess material being extruded.
Faulty equipment
Faulty equipment can also contribute to flash. If the injection molding machine is not properly calibrated or maintained, it may not be able to accurately control the injection process, leading to excess material being extruded.
To address flash issues, it is important to first identify the root cause. This may require thorough analysis of the mold design, processing parameters, and equipment. Once the cause has been identified, corrective actions can be taken.
For example, if the root cause is a poorly designed mold, the mold may need to be redesigned to provide better support or greater clearance between the moving and stationary parts. This may involve adding additional support structures or increasing the size of the mold.
If the root cause is incorrect processing parameters, adjustments to the injection pressure, temperature, or speed may be necessary. It may also be necessary to adjust the material viscosity or the size of the nozzle used to inject the material.
If the root cause is faulty equipment, the injection molding machine may need to be calibrated or repaired. It may also be necessary to replace worn or damaged parts.
To prevent flash from occurring, it is important to follow proper injection molding techniques and to maintain the injection molding equipment in good working order. This may involve performing regular maintenance, making sure the equipment is properly calibrated, and using the correct processing parameters for the material being injected.
takeaway
In summary, flash in injection molding is excess plastic material that is extruded beyond the boundaries of the intended part. It can be caused by a variety of factors, including a poorly designed mold, incorrect processing parameters, and faulty equipment. To address flash issues, it is important to identify the root cause and take corrective action.
This may involve redesigning the mold, adjusting the processing parameters, or repairing or calibrating the injection molding machine. To prevent flash, it is important to follow proper injection molding techniques and to maintain the equipment in good working order.

