






Guida allo stampaggio a iniezione 2026: Processo, progettazione, materiali, costi e difetti
Lo stampaggio a iniezione è un processo di produzione ad alto volume che fonde la resina plastica e la inietta in una cavità dello stampo di precisione. Dopo il raffreddamento, la plastica si solidifica in un pezzo finito ripetibile. Questa guida illustra il processo completo, la progettazione dello stampo, le regole DFM, la selezione dei materiali, i fattori di costo, i difetti più comuni e le decisioni pratiche di progettazione che stanno alla base del successo dei pezzi in plastica.
Ciclo di stampaggio a iniezione
Simulatore interattivoChe cos'è lo stampaggio a iniezione? Risposta rapida
Stampaggio a iniezione è un processo di produzione che inietta plastica fusa in una cavità di precisione dello stampo. La plastica si raffredda, si solidifica e viene espulsa come pezzo finito. È ampiamente utilizzato per la produzione di prodotti in plastica in grandi volumi, perché consente di ottenere dimensioni ripetibili, tempi di ciclo rapidi, geometrie complesse e costi unitari ridotti dopo la costruzione dello stampo.
Hub tematico dello stampaggio a iniezione
Questa pagina è stata concepita come guida principale allo stampaggio a iniezione. Utilizzate i link sottostanti per approfondire argomenti specifici a coda lunga, mantenendo questa pagina come riferimento centrale per processo, progettazione, materiali, costi e difetti.
Avete bisogno di verificare il vostro pezzo prima del taglio dello stampo?
Inviate il vostro file 3D o disegno 2D per una revisione DFM pratica incentrata su spessore delle pareti, sottosquadri, posizione della porta, rischio di raffreddamento e costo dello stampo.
Perché questa pagina dovrebbe essere la vostra guida principale allo stampaggio a iniezione
Questa pagina non è solo una spiegazione per principianti di cos'è lo stampaggio a iniezione della plastica. È strutturato come una pagina di pilastri completa per ingegneri, progettisti di prodotti, startup e team di sourcing che hanno bisogno di comprendere il processo prima di impegnarsi nella creazione di strumenti.
Le decisioni relative allo stampaggio a iniezione sono collegate tra loro: la scelta del materiale influisce sul ritiro, lo spessore della parete influisce sui segni di affondamento, la posizione della porta influisce sulle linee di saldatura, il raffreddamento influisce sul tempo di ciclo e la geometria del pezzo influisce sul costo dello stampo. Trattare questi argomenti separatamente porta spesso a errori costosi dopo il taglio dello stampo.
Questa guida collega queste decisioni in un unico flusso di lavoro pratico: definire i requisiti del pezzo, scegliere un materiale plastico adatto, progettare il concetto di stampo, esaminare i rischi DFM, stimare i costi, eseguire prove di stampo e risolvere i difetti prima della produzione in serie.
Leggete prima la risposta rapida, quindi utilizzate l'hub degli argomenti per approfondire il problema specifico che state risolvendo: selezione dei materiali, progettazione degli stampi, DFM, costi, difetti o valutazione dei fornitori.
Flusso di lavoro consigliato: Iniziate con la Parte 1 e la Parte 2 se siete alle prime armi con lo stampaggio a iniezione; passate alla Parte 5, alla Parte 6 e alla Parte 7 se avete già un progetto di pezzo e avete bisogno di decisioni pratiche di ingegneria.
Fondamenti - Comprendere lo stampaggio a iniezione
1.1 Che cos'è lo stampaggio a iniezione?
Stampaggio a iniezione (IM) è un processo di produzione di massa in cui il materiale fuso viene iniettato ad alta pressione in un contenitore pre-progettato. stampo in plastica cavità, raffreddato e solidificato per ottenere un prodotto finito. Per un'analisi visiva di Come funziona lo stampaggio a iniezione, consultate la nostra spiegazione supplementare.
Immaginate di preparare un waffle. Si versa la pastella (plastica fusa) nella griglia della piastra per waffle (cavità dello stampo), si chiude il coperchio (bloccaggio), si attende la cottura (raffreddamento e solidificazione), quindi si apre e si rimuove il waffle finito (espulsione).
Il principio di base dello stampaggio a iniezione è esattamente lo stesso, con la differenza che la “pastella” è plastica fusa a 200-400 °C, la “colata” è un'iniezione ad alta pressione a 500-2.000 bar e la “piastra” è uno stampo di precisione in acciaio del valore di decine di migliaia o milioni di dollari con una precisione a livello di micron.
Caratteristiche principali dello stampaggio a iniezione
| Caratteristica | Descrizione |
|---|---|
| Alta efficienza | Un singolo ciclo di stampaggio dura in genere 10-60 secondi; la produzione giornaliera può raggiungere decine di migliaia di pezzi. |
| Alta precisione | Dimensionale tolleranze può essere mantenuto a ±0,05 mm o meglio |
| Elevata coerenza | La parte #1 e la parte #100.000 sono praticamente identiche. |
| Geometria complessa | In un solo ciclo si possono formare forme 3D estremamente complesse |
| Diversità dei materiali | Migliaia di materiali termoplastici e termoindurenti sono disponibili |
| Basso costo per unità | Più grande è il lotto, più basso è il costo unitario (forti economie di scala) |
Aree di applicazione tipiche
| Industria | Esempi di prodotti tipici |
|---|---|
| Elettronica di consumo | Custodie per telefoni, custodie per caricabatterie, gusci per auricolari, telecomandi - vedere stampaggio a iniezione nell'elettronica |
| Automotive | Cruscotti, paraurti, lenti dei fari, pannelli di rivestimento interno: per saperne di più IM nell'industria automobilistica |
| Dispositivi medici | Siringhe, provette per la raccolta del sangue, componenti per inalatori - esplorare stampaggio a iniezione medicale 101 |
| Imballaggio | Tappi di bottiglie, contenitori per alimenti, flaconi per cosmetici |
| Prodotti per la casa | Cestini, appendini, spazzolini da denti, giocattoli |
| Agricoltura | Fioriere, attrezzature per l'irrigazione, attrezzature per il bestiame - scoprire Perché la GI domina l'agricoltura |
| Apparecchiature industriali | Ingranaggi, gabbie per cuscinetti, raccordi per tubi, involucri elettrici |
1.2 Breve storia dello stampaggio a iniezione: Dalla celluloide alle fabbriche intelligenti
Comprendere il storia della progettazione degli stampi aiuta a comprendere la logica evolutiva e la direzione futura di questo processo.
Ogni salto di qualità nello stampaggio a iniezione si è verificato all'intersezione di innovazione dei materiali, tecnologia delle macchine, e strumenti digitali. Questo schema continua ancora oggi - si veda il le principali tendenze del settore.
1.3 Stampaggio a iniezione vs. altri processi produttivi: Quando scegliere lo stampaggio a iniezione?
Lo stampaggio a iniezione non è una pallottola d'argento. La scelta del giusto processo produttivo è il primo passo per il successo del progetto. Per un confronto mirato, leggete il nostro Stampaggio a iniezione vs. stampa 3D o la più ampia immersione in profondità, o il Stampa 3D vs. CNC vs. colata sotto vuoto confronto.
Matrice decisionale di confronto dei processi
| Dimensione | Stampaggio a iniezione | Stampa 3D (FDM/SLA) | Lavorazione CNC | Stampaggio a soffiaggio | Stampaggio a compressione |
|---|---|---|---|---|---|
| Volume ideale | 1.000 - milioni | 1 - 500 | 1 - 5,000 | 1.000 - milioni | 1,000 - 50,000 |
| Costo unitario (alto volume) | ⭐ Molto basso | ✗ Alto | Medio | ⭐ Molto basso | Basso |
| Costo degli utensili | ✗ Alto ($3K - $100K+) | Nessuno | Nessuno | Alto | Medio |
| Complessità geometrica | ⭐ Molto alto | ⭐ Molto alto | Medio | Basso (solo cavo) | Basso - Medio |
| Precisione dimensionale | ⭐ Molto alto | Medio | ⭐ Molto alto | Medio | Medio |
| Qualità della superficie | Eccellente | Richiede una post-elaborazione | Eccellente | Buono | Buono |
| Opzioni di materiale | ⭐ Estremamente ampio | Limitato | ⭐ Estremamente ampio | Limitato | Limitato (termoindurenti) |
| Velocità di produzione | ⭐ Molto veloce | Lento | Medio | Veloce | Medio |
| Tempi di consegna | 4 - 12 settimane (compreso l'attrezzaggio) | 1 - 5 giorni | 1 - 10 giorni | 6 - 16 settimane | 4 - 10 settimane |
Quando scegliere lo stampaggio a iniezione - Principi decisionali
✅ Adatto per la IM quando:
- Volume totale previsto > 1.000 pezzi
- Sono richieste dimensioni e finiture superficiali di elevata consistenza e precisione.
- La progettazione del prodotto è essenzialmente congelata (le modifiche agli stampi sono costose)
- Sono necessarie proprietà specifiche del materiale (resistenza chimica, grado alimentare, ritardante di fiamma).
- L'obiettivo è quello di ridurre al minimo il costo unitario.
❌ Non è adatto per la IM quando:
- Il volume è estremamente basso (< 500 pezzi) e il budget è limitato - considerare stampaggio a iniezione a basso volume invece
- Il progetto è ancora in rapida iterazione
- Il prodotto è estremamente grande (ad esempio, > 1 m, che supera la forza di serraggio standard)
- Sono richieste parti interamente in metallo (utilizzare CNC, colata o metallurgia delle polveri)
Vedere: Parte 6 - Analisi e ottimizzazione dei costi per imparare a calcolare se il vostro progetto raggiunge il punto di pareggio per lo stampaggio a iniezione. Potete anche provare il nostro Calcolatore del costo dello stampo a iniezione intelligente.
Approfondimento del processo
2.1 Il processo completo di stampaggio a iniezione (sei fasi)
Ogni ciclo di stampaggio può essere suddiviso in sei fasi chiave. La comprensione dei parametri fisici e controllabili di ciascuna fase è la base per ottimizzare la qualità del prodotto. Per una panoramica dettagliata, vedere il processo di stampaggio a iniezione dall'idea alla produzione.

Serraggio
Le due metà dello stampo (mobile e fissa) si chiudono e si bloccano sotto il meccanismo di serraggio. La forza di serraggio deve essere superiore alla forza di espansione della colata sulle pareti della cavità, oppure flash si verifica.
Iniezione
La plastica fusa preplastificata viene spinta nella cavità dello stampo ad alta velocità e pressione dalla vite (che agisce come uno stantuffo). Pressione di iniezione tipica: 500 - 1.500 bar.
Imballaggio / Conservazione
Dopo che la cavità è stata essenzialmente riempita, la vite mantiene una pressione più bassa ma sostenuta per compensare la volumetria della cavità. restringimento (1% - 3%) durante il raffreddamento.
Raffreddamento
La fusione dissipa il calore attraverso canali di raffreddamento nello stampo e si solidifica gradualmente. Il raffreddamento rappresenta in genere 60% - 80% del tempo totale del ciclo.
Espulsione
Lo stampo si apre e il pezzo viene spinto all'esterno dalla sistema di espulsione - perni di espulsione, piastre di spellatura, valvole d'aria o bracci robotici.
Ripetizione del ciclo
Dopo la rimozione del pezzo (spesso automatizzata da un robot), lo stampo si richiude e inizia il ciclo successivo. Stimate la vostra produttività con il nostro calcolatore del tempo di ciclo.
La plastica fusa non riempie la cavità come se si versasse acqua in un bicchiere. Al contrario, avanza dal gate con un andamento a “fontana”, come un palloncino in espansione. La comprensione di questo comportamento del flusso è fondamentale per risolvere i difetti. Vedere: Parte 7 - 7.1 Risoluzione dei problemi dei difetti
L'impacchettamento è come gonfiare un palloncino della giusta dimensione e poi chiudere l'apertura aggiungendo un po' d'aria per mantenerlo gonfio. Senza imballaggio, segni di lavandino appaiono sulle superfici dei vostri pezzi.
Tempi di ciclo tipici
| Tipo di prodotto | Spessore tipico della parete | Tipico Tempo di ciclo |
|---|---|---|
| Confezioni a parete sottile (vasetti di yogurt) | 0,4 - 0,8 mm | 3 - 6 secondi |
| Alloggiamenti per elettronica di consumo | 1,2 - 2,0 mm | 15 - 30 secondi |
| Parti interne per autoveicoli | 2,0 - 3,5 mm | 30-60 sec. |
| Componenti industriali a parete spessa | 4,0 - 6,0 mm | 60 - 120+ sec |
2.2 Componenti principali di una macchina per lo stampaggio a iniezione
Una macchina per lo stampaggio a iniezione è composta da due unità principali. Per uno sguardo più approfondito struttura dello stampo, vedere il nostro articolo dedicato.

Unità di iniezione - Componenti chiave
| Componente | Funzione | Parametri chiave |
|---|---|---|
| Tramoggia | Immagazzina e alimenta i pellet di materia prima | Capacità; capacità di asciugatura integrata |
| Barile | Cilindro metallico che racchiude la vite, avvolto da fascette riscaldanti | Controllo delle zone di temperatura (in genere 3 - 5 zone) |
| Vite | Componente centrale: ruota per convogliare, comprimere, riscaldare a taglio e miscelare la plastica. | Diametro (D); rapporto L/D (18:1 - 24:1); rapporto di compressione |
| Anello di ritegno (valvola di non ritorno) | Impedisce il riflusso della colata durante l'iniezione | L'usura porta a una misurazione imprecisa |
| Ugello | Canale di collegamento tra canna e stampo | Diametro dell'orifizio; controllo della temperatura |
Classificazione delle macchine
| Classificazione | Tipo | Caratteristiche |
|---|---|---|
| Per unità | Idraulico | Basso costo, elevata forza di serraggio, ma minore precisione ed efficienza energetica |
| Tutto elettrico | Alta precisione, alta efficienza energetica, pulito e silenzioso; ideale per il settore medico/elettronico. | |
| Ibrido | Combina la potenza idraulica con la precisione elettrica | |
| Da Clamp Force | Micro (< 30 tonnellate) | Microconnettori, micropezzi medicali - vedi microstampaggio a iniezione |
| Medio (30 - 500 tonnellate) | Il più comune; copre la maggior parte dei prodotti di consumo | |
| Grandi (500 - 6.000+ tonnellate) | Paraurti di autoveicoli, grandi contenitori |
2.3 Spiegazione dei parametri chiave del processo
La padronanza del significato e della logica di regolazione di questi parametri è la chiave per una produzione di massa stabile. Per una produzione ancora più granulare Suggerimenti per il processo, vedere il nostro articolo supplementare.
| Parametro | Definizione | Gamma tipica | Conseguenza di un'impostazione errata |
|---|---|---|---|
| Temperatura della canna | Impostazioni di temperatura per ogni zona di riscaldamento | 180 - 350 °C (a seconda del materiale) | Troppo alto: degradazione del materiale; troppo basso: plastificazione incompleta |
| Temperatura dello stampo | Temperatura mantenuta tramite sistema di raffreddamento/riscaldamento | 20 - 120 °C | Troppo alto: cicli lunghi; troppo basso: scarso qualità della superficie |
| Velocità di iniezione | Velocità di avanzamento della vite | 10 - 500 mm/s | Troppo veloce: getti, trappole per il gas; Troppo lento: colpi corti, segni di flusso |
| Pressione di iniezione | Pressione massima durante l'iniezione | 500 - 2.000 bar | Troppo alto: flash, stress interno; troppo basso: scatti brevi |
| Pressione di imballaggio | Pressione applicata durante l'imballaggio | 40% - 80% di pressione di iniezione | Troppo alto: sovraimballaggio, flash; troppo basso: segni di affondamento |
| Tempo di imballaggio | Durata dell'imballaggio | 2 - 15 sec. | Troppo breve: segni di affossamento; troppo lungo: spreco di tempo di ciclo |
| Tempo di raffreddamento | Tempo di solidificazione del pezzo nella cavità | 5 - 60+ sec | Troppo corto: deformazione; troppo lungo: spreco di efficienza |
| Contropressione | Resistenza alla ritrazione della vite durante la plastificazione | 3 - 15 bar | Troppo basso: miscelazione non uniforme; troppo alto: surriscaldamento da taglio |
Quando si regolano i parametri del processo di stampaggio a iniezione, attenersi sempre alle indicazioni del “cambiare solo una variabile alla volta” principio. La regolazione simultanea di più parametri rende impossibile isolare la causa principale, esattamente come il metodo dell“”esperimento controllato" nella scienza.
Scienza dei materiali - Scegliere il materiale giusto significa vincere metà della battaglia
3.1 Termoplastici e termoindurenti
I materiali utilizzati nello stampaggio a iniezione si dividono in due categorie principali. Se siete nuovi a identificare i materiali plastici, iniziate con il nostro primer.
| Proprietà | Termoplastica | Termoindurenti |
|---|---|---|
| Comportamento di riscaldamento | Può essere ripetutamente riscaldato per ammorbidirsi e raffreddato per solidificarsi. | Se riscaldato, subisce una reticolazione chimica irreversibile. |
| Analogia | Come cioccolato - può essere fuso e rimodellato | Come un uovo sodo - una volta cotto, non può tornare crudo |
| Riciclabilità | ✅ Riciclabile per la ripellettizzazione | ❌ Non può essere rifuso |
| Quota di mercato IM | ~90% | ~10% |
| Esempi tipici | PP, ABS, PA, PC, POM | Resina fenolica, epossidica, silicone |
| Applicazioni tipiche | Beni di consumo, automotive, elettronica | Isolamento elettrico, pastiglie dei freni, componenti ad alta temperatura |
A meno che l'applicazione non preveda esplicitamente requisiti di isolamento ad alta temperatura o elettrico, dare priorità ai materiali termoplastici - una selezione più ampia, catene di approvvigionamento più mature e una minore pressione ambientale. Per saperne di più vantaggi e svantaggi delle materie plastiche.
3.2 I 10 principali materiali per lo stampaggio a iniezione - Guida dettagliata
Materie prime plastiche Basso costo e massimo volume
Ingegneria delle materie plastiche Migliori prestazioni, costi contenuti
Plastica ad alte prestazioni Esigenze speciali, costi più elevati
3.3 Quadro decisionale per la selezione dei materiali
Di fronte a migliaia di qualità di materiali, come si fa a scegliere sistematicamente? Utilizzate questo metodo di filtraggio in cinque fasi:
La selezione dei materiali non significa “usa quello che ti consiglia il fornitore”. Con questo quadro di riferimento, potete condurre le discussioni sui materiali come un esperto.
Vedere: Parte 5 - Progettazione per la produzione (DFM) - La selezione dei materiali e la progettazione dei prodotti sono strettamente correlate; alcuni materiali hanno requisiti specifici per lo spessore delle pareti e gli angoli di sformo.
Progettazione e ingegneria degli stampi
Lo stampo è la risorsa principale dello stampaggio a iniezione, nonché il componente che comporta l'investimento maggiore e i tempi di consegna più lunghi. Uno stampo ben fatto può produrre milioni di pezzi qualificati; uno stampo difettoso vi intrappolerà in un ciclo infinito di modifiche, tempi morti e controversie sulla qualità. Per uno sguardo più ampio su fondamenti di progettazione degli stampi, consultate la nostra guida dedicata.
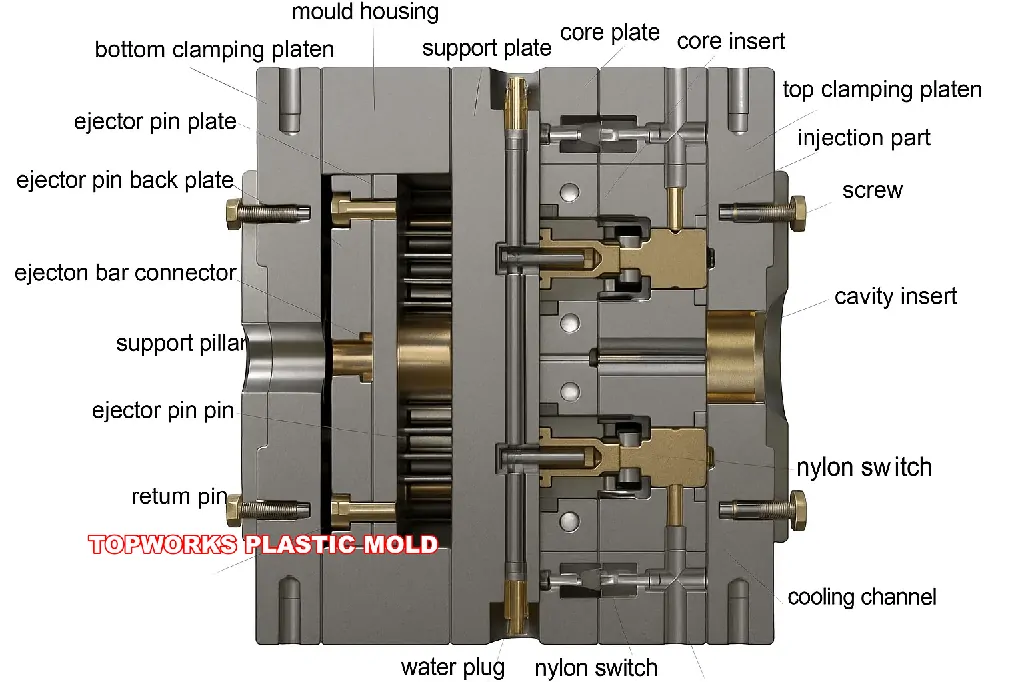
4.1 Anatomia della struttura dello stampo
Uno standard stampo a due piastre è costituito dai seguenti componenti fondamentali:
Cavità vs. nucleo
| Concetto | Descrizione |
|---|---|
| Cavità | La parte dello stampo che forma il superficie esterna del prodotto (tipicamente sulla metà fissa) |
| Nucleo | La parte dello stampo che forma il superficie interna del prodotto (tipicamente sulla metà mobile) |
| Principio di progettazione | Quando il pezzo si raffredda, si restringe e “afferra” l'anima, in modo che il pezzo rimanga sulla metà mobile per essere facilmente espulso dai perni di espulsione. |
Stampi a più cavità
Un singolo stampo può contenere più cavità identiche (stampo multicavità), producendo più pezzi per ciclo. È anche possibile utilizzare uno muffa in famiglia se avete bisogno di parti diverse nello stesso ciclo.
| Cavità | Scenario adatto | Impatto dei costi |
|---|---|---|
| 1 cavità | Prototipazione, volumi ridotti, pezzi di grandi dimensioni | Costo dello stampo più basso |
| 2 - 4 cavità | Volume medio | Aumento del costo dello stampo 50% - 200% |
| 8 - 16 cavità | Prodotti di consumo ad alto volume | Costo elevato dello stampo, ma ammortamento molto basso per unità di stampo |
| 32 - 128 cavità | Tappi per flaconi, materiali di consumo medicali monouso - volume ultraelevato | Costo dello stampo $100K - $1M+, ma il costo per unità è minimo |
Il numero di cavità è determinato da: Fabbisogno annuale di volume ÷ Giorni di produzione disponibili ÷ Obiettivo di produzione giornaliero. Raddoppiando le cavità si raddoppiano i costi, ma la precisione dello stampo e la complessità della manutenzione aumentano in modo esponenziale. Capire come i costi scalano con il volume di produzione.
4.2 Progettazione del sistema di guide e cancelli
Il sistema runner è la rete di canali di distribuzione dall'ugello della macchina alla cavità.

Corridore a freddo vs. Corridore a caldo
| Confronto | Corridore freddo | Corridore caldo |
|---|---|---|
| Principio | La fusione nel corridore si solidifica ad ogni ciclo | Il materiale fuso nel canale di scorrimento viene mantenuto fuso da riscaldatori elettrici |
| Rifiuti | Scarto del corridore ad ogni ciclo (deve essere rimacinato o scartato) | ⭐ Rifiuti zero del corridore |
| Costo della muffa | Basso | Alto (il solo sistema a canale caldo costa $5K - $50K+) |
| Tempo di ciclo | Più a lungo (il corridore deve essere raffreddato) | ⭐ Più breve |
| Il migliore per | Basso volume, parti semplici, budget limitato | Materiali costosi ad alto volume e a più cavità |
| Manutenzione | Semplice | Più complesso (riscaldatori, regolatori, bilanciamento del flusso) |
Tipi di cancelli
La porta è il passaggio più stretto che collega la guida alla cavità. Il suo posizione e tipo influenzano direttamente il modello di riempimento, l'aspetto e la resistenza.
| Tipo di cancello | Caratteristiche | Applicazione tipica |
|---|---|---|
| Porta del bordo | Il più comune; si trova sulla linea di separazione; richiede la rimozione manuale o automatica del cancello. | Parti di uso generale |
| Cancello del sottomarino / del tunnel | Cancello sotto la linea di demarcazione; auto-taglio all'apertura dello stampo - nessuna post-lavorazione | Parti cosmetiche |
| Pin Gate | Cancello estremamente piccolo; vestigia minime; utilizzato con stampi a tre piastre o canali caldi | Parti cosmetiche, multi-cavità |
| Cancello del ventilatore | Ampio e sottile; fornisce un fronte di fusione uniforme | Parti a forma di pannello piatto |
| Valvola a saracinesca | Solo canale caldo; la valvola a spillo meccanica controlla il flusso - vestigia della porta quasi invisibili | Componenti cosmetici di alta gamma (auto, elettronica) |
Il cancello deve essere posizionato al sezione di parete più spessa, permettendo alla massa fusa di scorrere da spessa a sottile. In questo modo si garantisce un'efficacia ottimale dell'imballaggio e si riducono al minimo i segni di affondamento. Vedere: 5.1 Progettazione dello spessore della parete. Esplora anche Come lo spessore della parete e la scelta del cancello influiscono sul costo dello stampo.
4.3 Sistema di raffreddamento e meccanismi di espulsione
Sistema di raffreddamento
Il sistema di raffreddamento‘L'obiettivo è quello di uniformemente e rapidamente togliere il calore dalla cavità.
Raffreddamento convenzionale: Canali d'acqua in linea retta praticati nello stampo (fori di perforazione) con circolazione del refrigerante.
Limitazione: I canali rettilinei non possono conformarsi perfettamente alle superfici complesse della cavità, causando un raffreddamento più rapido di alcune aree rispetto ad altre, con conseguente deformazione.
Tecnologia avanzata - Raffreddamento conforme
- Utilizzi Stampa 3D di metalli (DMLS/SLM) per produrre inserti per stampi con canali di raffreddamento che seguono i contorni della cavità
- Migliora l'uniformità di raffreddamento 40% - 70%; riduzione del tempo di ciclo di 20% - 40%
- Costo più elevato, ma ROI eccellente per stampi ad alto volume
Meccanismi di espulsione
| Tipo di meccanismo | Scopo | Considerazioni |
|---|---|---|
| Perni di espulsione | Il più comune: perni metallici cilindrici che spingono il pezzo verso l'esterno. | Lascia segni circolari di spillo sulla superficie del pezzo - si applica su superfici non cosmetiche |
| Piastra spogliatrice | Una piastra anulare spinge l'intero pezzo in fuori in modo uniforme | Adatto per pezzi a parete sottile e con imbutitura profonda; forza di espulsione uniforme |
| Diapositive | Blocchi stampo che si muovono perpendicolarmente alla direzione di apertura dello stampo - per esterno sottosquadri | Aumenta la complessità e il costo dello stampo |
| Sollevatori | Spostamento angolare durante l'apertura dello stampo - per sottosquadri interni | Più compatto delle slitte, ma con una corsa limitata |
| Valvole ad otturatore d'aria | L'aria compressa spinge il pezzo fuori | Adatto per pezzi a parete sottile e a forma di coppa profonda |
4.4 Selezione e durata dell'acciaio per stampi
Scegliere il giusto acciaio per stampi è fondamentale per bilanciare il costo degli utensili con la durata della produzione.
| Classe stampo (SPI/SPE) | Durata di vita prevista | Acciaio tipico | Livello di costo | Scenario adatto |
|---|---|---|---|---|
| Classe 101 | > 1.000.000 di cicli | S136 (inossidabile), H13 | $$$$$ | Produzione ad altissimo volume, 24 ore su 24, 7 giorni su 7 |
| Classe 102 | < 1.000.000 di cicli | P20 temprato, H13 | $$$$ | Richieste di alti volumi e alta qualità |
| Classe 103 | < 500.000 cicli | P20 (acciaio precompresso) | $$$ | Volume medio - classe più comunemente utilizzata |
| Classe 104 | < 100.000 cicli | P20, lega di alluminio | $$ | Produzione a basso volume |
| Classe 105 | < 500 cicli | Alluminio, epossidico, stampato in 3D | $ | Prototipazione e test funzionali |
Non inseguire ciecamente il grado più alto di acciaio per stampi. Primo, definire chiaramente la vostra aspettativa di volume totale, e quindi abbinare la classe dello stampo di conseguenza, risparmiando così 30% - 60% dell'investimento nello stampo. Pianificate anche un piano a lungo termine manutenzione delle muffe e conservazione corretta per proteggere il vostro investimento.
Progettazione per la produzione (DFM)
Prima di finalizzare la progettazione 3D, controllate questi rischi DFM.
Piccole modifiche allo spessore delle pareti, alle nervature, alle bugne, ai fori laterali e alla bozza possono evitare segni di affossamento, deformazioni, slittamenti, costi aggiuntivi dello stampo e ritardi nella produzione.
“Un buon prodotto non viene prima progettato e poi adattato al processo: è co-evoluto con il processo fin dall'inizio della progettazione”. Leggete la nostra guida approfondita su DFM nello stampaggio a iniezione.
La filosofia di base del DFM: considerare sistematicamente i vincoli e le capacità del processo di stampaggio a iniezione durante la fase di progettazione del prodotto, eliminando alla fonte le caratteristiche di progettazione che potrebbero portare a difetti, costi elevati o non producibilità. Per la parte fondamentale principi di progettazione per parti in plastica, si veda il nostro articolo di accompagnamento.
5.1 Progettazione dello spessore della parete - La regola #1 di IM DFM
Lo spessore della parete è il parametro di progettazione più critico che incidono sulla qualità, sui costi e sui tempi di ciclo dei prodotti stampati a iniezione - senza alcun dubbio. Utilizzate il nostro Calcolatore dello spessore della parete per convalidare rapidamente il progetto.
Principi fondamentali
| Principio | Descrizione |
|---|---|
| ⭐⭐⭐⭐⭐ Spessore uniforme della parete | Il principio più importante. Le pareti irregolari causano un differenziale restringimento → segni di affondamento, deformazioni, sollecitazioni interne |
| Transizioni graduali della parete | Se le variazioni di spessore sono inevitabili, utilizzare transizioni graduali (lunghezza della transizione ≥ 3× la differenza di spessore), mai brusche. |
| Evitare l'eccesso di spessore | Pareti più spesse → raffreddamento più lungo → cicli più lunghi → costi più elevati → rischio maggiore di segno di sprofondamento. Vedere sfide di stampaggio a parete spessa |
| Evitare l'eccessiva magrezza | Pareti più sottili → è necessaria una maggiore pressione/velocità di iniezione → usura più rapida dello stampo → rischio di colpi corti |
Spessore della parete consigliato in base al materiale
| Materiale | Intervallo consigliato | Ottimale (equilibrio di prestazioni e costi) |
|---|---|---|
| PP | 0,8 - 3,8 mm | 1,5 - 2,5 mm |
| PE | 0,8 - 3,0 mm | 1,5 - 2,5 mm |
| ABS | 1,0 - 3,5 mm | 1,5 - 2,5 mm |
| PC | 1,0 - 4,0 mm | 1,8 - 3,0 mm |
| PA (nylon) | 0,8 - 3,0 mm | 1,2 - 2,0 mm |
| POM | 0,8 - 3,0 mm | 1,5 - 2,5 mm |
L'uniformità dello spessore delle pareti è come la cottura di una torta: se lo spessore della torta non è uniforme, le parti sottili sono già bruciate mentre quelle spesse sono ancora crude. Lo stesso vale per lo stampaggio a iniezione: pareti non uniformi significano che le sezioni sottili si sono solidificate mentre quelle spesse sono ancora fuse, causando un ritiro differenziale che porta a segni di affossamento e deformazioni.
5.2 Angoli di bozza, filetti e costine
Angolo di sformo
A angolo di sformo è una leggera rastrematura applicata alle superfici del prodotto rispetto alla direzione di apertura dello stampo, per garantire un'espulsione agevole del pezzo dallo stampo. Per i pezzi con sottosquadri, Sono necessari meccanismi di scorrimento o di sollevamento speciali.
| Tipo di superficie | Angolo di sformo consigliato |
|---|---|
| Superficie liscia e non strutturata | ≥ 0,5° (consigliato 1° - 2°) |
| Struttura leggera (ad esempio, SPI B-2) | ≥ 1.5° |
| Struttura profonda / grana della pelle (ad es., MT-11010) | ≥ 3° - 5° |
| Cavità profonda / costole alte | Aggiungere 1° per ogni 25 mm di profondità |
Quanto più profonda è la struttura, tanto più grande è l'angolo di sformo. Regola generale: 1° di tiraggio aggiuntivo per ogni 0,025 mm di profondità della struttura. La comprensione di questa relazione influisce anche finitura superficiale dello stampo scelte.
Filetti (raggi)
Tutti gli angoli interni ed esterni devono avere raggi di raccordo, evitando angoli retti acuti.
| Posizione | Valore consigliato |
|---|---|
| Raggio di raccordo interno | ≥ 50% di spessore della parete (ideale: 75%) |
| Raggio di raccordo esterno | Raggio interno + spessore della parete |
Perché?
- Gli angoli vivi sono punti di concentrazione delle sollecitazioni - Le parti che hanno maggiori probabilità di rompersi sono qui
- Spigoli vivi ostacolare il flusso di fusione - incline ai tiri corti e linee di saldatura
- Spigoli vivi aumentare le difficoltà di produzione degli stampi - La lavorazione in elettroerosione degli angoli taglienti è costosa e soggetta a danni
Costole
Quando il solo spessore delle pareti non fornisce una rigidità sufficiente, non aumentare lo spessore della parete (costoso, più segni di affondamento) - aggiungere invece le costine.
| Regola di progettazione della nervatura | Valore consigliato | Motivo |
|---|---|---|
| Spessore della nervatura | ≤ 50% - 70% di spessore della parete | Le nervature troppo spesse creano sezioni spesse alla base → segni di affondamento |
| Altezza della nervatura | ≤ 3× spessore della parete | Le costole troppo alte sono difficili da riempire ed espellere |
| Filetto di base | 0,25 - 0,5 × spessore della parete | Elimina la concentrazione delle sollecitazioni |
| Angolo di sformo della nervatura | ≥ 0,5° per lato | Garantisce un'espulsione regolare |
| Spaziatura tra le nervature | ≥ 2× spessore della parete | Distanza troppo ravvicinata → difficoltà di raffreddamento lato stampo, punti caldi |
5.3 Inserti a scatto, filettature e stampaggio a inserti
Si adatta a scatto
Gli innesti a scatto sono i più utilizzati tra quelli privi di elementi di fissaggio. metodo di assemblaggio per i pezzi stampati a iniezione - risparmiando sui costi delle viti e semplificando l'assemblaggio.
- La deformazione massima ammissibile di uno scatto a sbalzo dipende dal materiale (ABS ≈ 2 - 5%, PP ≈ 5 - 8%, PC ≈ 1 - 2%).
- La radice a sbalzo necessita di generosi passaggi di filetto (R ≥ 0,5 × spessore della parete).
- Per il montaggio/smontaggio ripetuto, progettare un angolo di rampa di ingresso di 30° - 45°.
Fili
- Filettature esterne possono essere stampati direttamente a iniezione (richiedono la divisione sulla linea di giunzione, o meccanismi di svitamento)
- Filettature interne in genere utilizzano nuclei di svitol o inserti filettati in metallo
- Per le applicazioni con serraggio frequente (> 10 cicli), utilizzare inserti filettati in metallo (fissati a caldo o installati a ultrasuoni) anziché filettature in plastica stampata
Stampaggio a inserti
I componenti metallici (dadi, perni, cuscinetti) vengono pre-posizionati nello stampo prima che la plastica venga iniettata intorno ad essi. La nostra guida a stampaggio di inserti copre l'intero processo ed è possibile confrontarlo con altri approcci in sovrastampaggio vs. stampaggio a inserto.
- Vantaggio: Parte in composito metallo-plastico in una sola fase; elevata resistenza all'adesione
- Attenzione: La differenza del coefficiente di espansione termica tra metallo e plastica è elevata. La parete di plastica che circonda l'inserto deve essere sufficientemente spessa (in genere ≥ 50% del diametro dell'inserto), altrimenti si formano cricche radiali durante il raffreddamento.
5.4 Lista di controllo DFM
Prima di inviare i file di progetto al fornitore di stampi, verificate questo elenco di controllo voce per voce. Per ulteriori sfumature, esplorate la sezione 7 domande cruciali sul DFM e Riduzione del rischio DFM e FMEA.
- Controllo dell'uniformità dello spessore della parete - variazione ≤ ±15% (ideale ≤ ±10%)
- Lo spessore minimo della parete soddisfa i requisiti del materiale
- Tutte le transizioni di spessore della parete sono graduali (lunghezza della transizione ≥ 3× differenza di spessore)
- Tutti gli angoli interni sono dotati di filetti R ≥ 0,5× spessore della parete
- Tutte le superfici esterne hanno un angolo di sformo adeguato (≥ 1° liscio; aumentare per profondità di tessitura)
- Spessore della nervatura ≤ 60% dello spessore della parete; altezza ≤ 3× spessore della parete
- Capo OD ≤ 2,5× spessore della parete; parete dell'attacco ≤ 60% della parete nominale
- I sottosquadri vengono identificati e valutati (sono necessari scivoli/sollevatori? Possono essere eliminati?).
- Le raccomandazioni sulla posizione dei cancelli sono annotate (aree non cosmetiche e non funzionali).
- Confermata la posizione della linea di separazione (nessun impatto sull'aspetto o sull'assemblaggio)
- Conferma delle posizioni dei perni di espulsione (solo per le superfici non cosmetiche)
- Materiale finalizzato; scheda tecnica del materiale (TDS) ottenuta
- Tasso di ritiro incorporato nei calcoli della tolleranza dimensionale
- Analisi del flusso dello stampo completata per verificare riempimento, imballaggio e raffreddamento
Vedere: Risorse scaricabili - Lista di controllo DFM PDF (R2)
Analisi e ottimizzazione dei costi
6.1 Le quattro componenti del costo dello stampaggio a iniezione
Calcolatore dei costi di stampaggio a iniezione
Questo calcolatore stima il costo dello stampaggio a iniezione di plastica in base al materiale, al volume e al tempo di ciclo...
Per un'introduzione completa, consultate la nostra guida di accompagnamento a padroneggiare i costi dello stampaggio a iniezione.

Ripartizione tipica dei costi (prodotto di consumo di medio volume)
| Componente di costo | Quota approssimativa |
|---|---|
| Ammortamento dello stampo | 15% - 30% (diminuisce con un volume maggiore) |
| Materia prima | 30% - 50% |
| Lavorazione (tempo macchina + manodopera) | 20% - 35% |
| Post-elaborazione | 5% - 15% |
6.2 Stima del costo dello stampo
Utilizzate il nostro calcolatore interattivo dei costi della muffa per una rapida stima, oppure leggete la guida dettagliata su Quanto costa uno stampo in plastica.
| Fattore | Impatto sui costi |
|---|---|
| Dimensione del prodotto | Pezzo più grande → stampo più grande → più acciaio e costi di lavorazione |
| Complessità geometrica | Sottotagli, cavità profonde, texture di precisione → slitte, sollevatori, elettroerosione → i costi aumentano. Leggere Perché i prezzi degli stampi a iniezione variano notevolmente |
| Numero di cavità | Più cavità → stampo più grande e più complesso → ma ammortamento dello stampo inferiore per unità |
| Acciaio per stampi | P20 pre-temprato << S136 inossidabile < H13 acciaio per lavorazione a caldo |
| Requisiti di precisione | ±0,1 mm (standard) << ±0,02 mm (grado ottico di alta precisione) |
| Sistema a canale caldo | Corridore a freddo: nessun costo aggiuntivo; Corridore a caldo: aggiunge $5K - $50K |
| Regione di produzione | Cina ≈ $3K - $50K; Stati Uniti/Europa ≈ $10K - $200K (stampo dello stesso tipo) |
Riferimento di stima approssimativo
| Complessità del prodotto | Prezzo dello stampo a cavità singola (Cina) | Prezzo dello stampo a cavità singola (USA/EU) |
|---|---|---|
| Semplice (senza sottosquadri, liscio) | $2.000 - $8.000 | $8.000 - $30.000 |
| Medio (1 - 2 diapositive, struttura semplice) | $8.000 - $25.000 | $25.000 - $75.000 |
| Complesso (multi-scivolo, canale caldo, tessitura fine) | $25.000 - $80.000 | $75.000 - $250.000+ |
Se state pensando di rifornirvi dalla Cina, scoprite come confrontare i preventivi per lo stampaggio a iniezione e guardare per costi nascosti nello stampaggio a iniezione cinese.
6.3 Sette strategie per ridurre i costi unitari
Per una lista di controllo aggiuntiva, consultare il nostro articolo su 7 consigli per ridurre i costi dello stampaggio a iniezione e il Un quadro in 5 fasi per ridurre i costi di approvvigionamento in Cina entro il 20%.
| Strategia | Principio | Risparmi previsti |
|---|---|---|
| Ottimizzare lo spessore della parete (più sottile) | Meno materiale + raffreddamento più breve = doppio risparmio di materiale e tempo macchina | 10% - 25% |
| ② Usate le nervature al posto delle pareti spesse | La rigidità è ottenuta grazie alle nervature, non allo spessore delle pareti. | 5% - 15% |
| ③ Aumento del numero di cavità | Più pezzi per ciclo → costi di tempo macchina più bassi | 20% - 50% (alto volume) |
| ④ Usare il canale caldo | Eliminare gli scarti dei corridori, soprattutto per i materiali costosi. | 5% - 20% |
| ⑤ Sostituzione del materiale | Passare a un materiale più economico che soddisfi comunque i requisiti di prestazione | 10% - 40% |
| Automatizzare la post-elaborazione | Rimozione robotica dei pezzi, auto-degatura, auto-ispezione → riducono la manodopera. Vedere automazione e robotica per la GI | 15% - 30% (post-proc.) |
| ⑦ Integrazione della progettazione (consolidamento di parti) | Unire più parti in un unico pezzo stampato → eliminare le fasi di assemblaggio e gli elementi di fissaggio | 20% - 50% (a livello di sistema) |
La strategia ⑦ (integrazione del design) è esemplificata dal progetto Tesla. Sottoscocca posteriore in un unico pezzo pressofuso - consolidando oltre 70 parti stampate e saldate in un'unica gigantesca fusione di alluminio, eliminando 300 robot di saldatura e riducendo i costi di produzione di 40%. Anche se si tratta di una pressofusione e non di uno stampaggio a iniezione, la logica di riduzione dei costi di “consolidare le parti” è identico. Esplorare alleggerimento del settore automobilistico attraverso tecniche avanzate di IM per strategie simili.
Vedere: 5.1 Progettazione dello spessore della parete per imparare a ridurre in modo sicuro lo spessore delle pareti senza sacrificare le prestazioni.
Risoluzione dei difetti e controllo qualità
7.1 I dodici difetti più comuni dello stampaggio a iniezione
La padronanza dell'identificazione dei difetti e della risoluzione dei problemi è la linea di demarcazione tra un “operatore ordinario” e un “ingegnere dello stampaggio a iniezione”. Per una panoramica complementare, leggete il nostro analisi dei difetti di stampaggio a iniezione e loro risoluzione.
I seguenti dodici difetti sono classificati in base alla frequenza di occorrenza:
Aspetto: Depressioni localizzate sulla superficie del prodotto, in genere sul lato posteriore di nervature, bocche o aree a parete spessa.
Causa principale: Le aree a parete spessa si raffreddano lentamente; il materiale interno continua a ritirarsi e tira verso l'interno la superficie esterna già consolidata. Vedere il nostro sito dedicato soluzioni per la marcatura dei lavandini guida.
| Livello di risoluzione dei problemi | Azione correttiva |
|---|---|
| disegno | Ridurre lo spessore della costola (≤ 60% della parete); evitare brusche variazioni di spessore; considerare gas assistito IM |
| Processo | Aumentare la pressione di confezionamento; prolungare il tempo di confezionamento; abbassare la temperatura dello stampo |
| Stampo | Ottimizzare la posizione della paratoia (più vicina alle sezioni spesse); ampliare le dimensioni della paratoia |
Aspetto: Sottili lembi di materiale in eccesso in corrispondenza delle linee di divisione o dei fori dei perni di espulsione. Vedere un esempio reale Studio del caso del difetto flash.
Causa principale: Una forza di serraggio insufficiente o superfici di separazione danneggiate consentono alla fusione di infiltrarsi negli spazi vuoti.
| Livello di risoluzione dei problemi | Azione correttiva |
|---|---|
| Macchina | Aumentare la forza di serraggio |
| Stampo | Riparare le superfici di separazione (riaffilare, lucidare); controllare la deformazione dello stampo. |
| Processo | Riduzione della pressione/velocità di iniezione; riduzione della temperatura di fusione |
Aspetto: Parte non completamente riempita; materiale mancante all'estremità del flusso.
Causa principale: Il fronte di fusione si congela prima di raggiungere la fine della cavità.
| Livello di risoluzione dei problemi | Azione correttiva |
|---|---|
| Processo | Aumento della velocità/pressione di iniezione; aumento delle temperature di fusione/stampo |
| Stampo | Aggiungere/pulire bocchette (critico!); ampliare le dimensioni di gate/runner |
| disegno | Aumentare lo spessore della parete nelle aree sottili; ottimizzare la posizione del cancello |
Aspetto: Segni sottili a forma di linea dove si incontrano due fronti di fusione.
Causa principale: Due fronti di fusione si sono raffreddati troppo nel momento in cui convergono, impedendo la fusione completa.
| Livello di risoluzione dei problemi | Azione correttiva |
|---|---|
| Processo | Aumento delle temperature di fusione e stampo; aumento della velocità di iniezione |
| Stampo | Trasferire i cancelli (spostare le linee di saldatura in aree non critiche); migliorare lo sfiato |
| disegno | Se esistono dei fori passanti, considerare la possibilità di sostituirli con fori ciechi (per evitare che la fusione si divida intorno ad essi). |
Linee di saldatura non può essere completamente eliminato (si formano ogni volta che la fusione si divide e si riconverte) - possono essere solo trasferito o ridotto al minimo.
Aspetto: Il pezzo si piega, si torce o si incurva dopo l'espulsione; non soddisfa i requisiti di planarità/rettilineità. Vedere il nostro casi di studio sulla deformazione per esempi reali.
Causa principale: Le diverse aree del pezzo si raffreddano a velocità diverse → ritiro non uniforme → il rilascio di tensioni interne provoca deformazioni.
| Livello di risoluzione dei problemi | Azione correttiva |
|---|---|
| disegno | Spessore uniforme della parete (la soluzione fondamentale); aggiungere nervature per la rigidità |
| Stampo | Ottimizzare i canali di raffreddamento per garantire l'uniformità; considerare il raffreddamento conformazionale. |
| Processo | Prolungare il tempo di raffreddamento; ridurre al minimo la differenza di temperatura tra i lati del nucleo e della cavità (≤ 10 °C). |
| Materiale | Passare a un materiale con un ritiro inferiore o più isotropo |
Aspetto: Macchie di bruciature nere o marroni alle estremità del flusso o negli angoli morti della cavità.
Causa principale: L'aria intrappolata viene compressa adiabaticamente dalla fusione che avanza (come l'accensione di un motore diesel), raggiungendo temperature di centinaia di gradi e carbonizzando la plastica.
| Livello di risoluzione dei problemi | Azione correttiva |
|---|---|
| Stampo | Aggiungere o pulire gli sfiati (la cosa più importante!) - la profondità dello sfiato è in genere di 0,02 - 0,05 mm. Vedere Perché lo sfogo è così importante |
| Processo | Ridurre la velocità di iniezione (soprattutto nella fase finale); ridurre leggermente la forza di chiusura (per consentire una microperdita d'aria attraverso la linea di separazione). |
Aspetto: Modelli a forma di anello o di onda sulla superficie, tipicamente irradiati verso l'esterno dal gate.
Causa principale: Una temperatura insufficiente del fronte di fusione o una velocità di scorrimento non uniforme impediscono allo strato superficiale di diffondersi senza problemi.
| Livello di risoluzione dei problemi | Azione correttiva |
|---|---|
| Processo | Aumento della velocità di iniezione; aumento delle temperature di fusione/stampo |
| Stampo | Ingrandire le dimensioni del cancello; ottimizzare la posizione del cancello |
Aspetto: Striature bianco-argentee sulla superficie lungo la direzione del flusso.
Causa principale: Umidità nel materiale (contenuto eccessivo di acqua), gas volatili o aria intrappolata che si allunga in strati sottili durante il flusso della fusione.
| Livello di risoluzione dei problemi | Azione correttiva |
|---|---|
| Materiale | accuratamente asciugare la resina - PC: 120 °C/4 h; PA: 80 °C/8 - 12 h |
| Processo | Abbassare la contropressione (ridurre l'intrappolamento dell'aria); ridurre il numero di giri della vite |
Aspetto: Un motivo serpentiforme e ripiegato che si estende dal cancello.
Causa principale: La colata fuoriesce da una porta stretta a velocità eccessiva in una cavità aperta, come un sottile getto d'acqua che spruzza in una grande vasca, senza mai formare un fronte di flusso stabile.
| Livello di risoluzione dei problemi | Azione correttiva |
|---|---|
| Processo | Ridurre la velocità di iniezione iniziale (velocità multistadio: inizio lento → metà veloce) |
| Stampo | Allargare le dimensioni del cancello; puntare il cancello verso una parete (lasciare che la colata si impatti e si diffonda). |
Aspetto: Spazi vuoti all'interno del pezzo (visibili in sezione). Vedere il nostro Guida alla risoluzione dei problemi delle bolle per maggiori dettagli.
Causa principale: Nelle sezioni spesse, lo strato esterno si solidifica per primo mentre la massa fusa interna continua a ritirarsi senza riempimento → si formano vuoti nel vuoto o l'umidità/gas nel materiale crea bolle.
| Livello di risoluzione dei problemi | Azione correttiva |
|---|---|
| disegno | Ridurre lo spessore delle pareti; eliminare le sezioni spesse |
| Processo | Aumentare l'imballaggio (per i vuoti); asciugare accuratamente il materiale (per le bolle). |
Aspetto: Segni bianchi in corrispondenza delle sedi dei perni di espulsione o delle aree di montaggio a scatto. Vedere il nostro soluzioni per i segni dello stress.
Causa principale: Il pezzo non si è sufficientemente raffreddato e solidificato al momento dell'espulsione; la forza di espulsione provoca un cedimento localizzato del materiale.
| Livello di risoluzione dei problemi | Azione correttiva |
|---|---|
| Processo | Prolungare il tempo di raffreddamento; ridurre la velocità di espulsione |
| Stampo | Aggiungere altri perni di espulsione (distribuire la forza); aumentare gli angoli di sformo |
Aspetto: Colorazione non uniforme del prodotto o differenze di colore da lotto a lotto.
Causa principale: Miscelazione non uniforme del masterbatch di colore, capacità di miscelazione insufficiente della vite o variazione del pigmento da lotto a lotto da parte del fornitore del masterbatch di colore.
| Livello di risoluzione dei problemi | Azione correttiva |
|---|---|
| Materiale | Utilizzare pellet precolorati invece di miscelare masterbatch; verificare la coerenza dei lotti del fornitore. |
| Processo | Aumentare la contropressione e il numero di giri della vite (migliorare la miscelazione); aumentare la corsa di dosaggio |
7.2 Metodologia di risoluzione sistematica dei problemi
Quando compaiono i difetti, non regolare a caso i parametri per intuizione. Utilizzate questo approccio a quattro livelli. Per ulteriori informazioni, consultate il nostro Risoluzione dei problemi legati ai difetti del prodotto riferimento.
Durante la prova iniziale dello stampo (T1), una volta prodotti pezzi che soddisfano tutti i criteri di qualità, congelare e registrare immediatamente tutti i parametri di processo (temperature del cilindro, velocità di iniezione/profilo di pressione, parametri di confezionamento, tempo di raffreddamento, ecc. Quando in seguito emergono dei difetti, il confronto tra i pezzi attuali e i campioni d'oro e tra i parametri attuali e le impostazioni registrate consente di individuare rapidamente la causa principale.
7.3 Quadro di controllo della qualità
Un robusto sistema di controllo qualità assicura una produzione costante per milioni di cicli. Abbinato al nostro controllo di qualità nello stampaggio a iniezione immersione profonda.
Controllo qualità in entrata (CQI)
- Verificare il numero di lotto della resina, il contenuto di umidità (analizzatore di umidità) e l'indice di flusso di fusione (MFI).
- Incrociare il certificato di analisi (CoA) con le specifiche TDS del materiale.
- Controllare la consistenza del colorante e del masterbatch (confronto tra i chip di colore sotto la luce D65).
Controllo qualità in corso d'opera (IPQC)
- Ispezione del primo articolo (FAI): Misurare i primi 3 - 5 scatti rispetto al disegno dopo ogni avvio, cambio stampo o modifica dei parametri
- Monitoraggio SPC: Tracciate le dimensioni critiche con i grafici di controllo statistico del processo (X̄-R o X̄-S); reagite quando il Cpk scende sotto l'1,33
- Ispezione visiva: Gli operatori controllano ogni N-esimo pezzo (o 100% per le parti mediche/critiche per la sicurezza) rispetto a un set di campioni limite (buono / marginale / di scarto)
- Monitoraggio del processo: Le macchine moderne registrano la pressione della cavità, la posizione del cuscino e il tempo di ciclo - segnalano automaticamente i colpi fuori finestra
Controllo qualità in uscita (OQC)
- Ispezione di campionamento AQL secondo ISO 2859-1 (livelli AQL tipici: Critico = 0, Maggiore = 1.0, Minore = 2.5)
- Test funzionali (ad esempio, forza di innesto a scatto, test di tenuta della guarnizione, test di caduta).
- Rapporto dimensionale completo (CMM o scanner a luce strutturata) su una frequenza definita
| Strumento QC | Cosa misura | Quando usare |
|---|---|---|
| Calibri / Micrometri | Dimensioni lineari ± 0,01 mm | Ogni FAI; controlli a campione durante la corsa |
| Manometri Go/No-Go | Pass/fail sulle caratteristiche critiche (fori, filettature) | 100% o campionamento ad alta frequenza |
| CMM (macchina di misura a coordinate) | Rapporto dimensionale completo in 3D | FAI, PPAP, revisione periodica |
| Comparatore ottico / Sistema di visione | Contorni del profilo, vestigia del cancello, flash | Parti cosmetiche e critiche per il profilo |
| Analizzatore di umidità | % umidità nei pellet di resina | Ogni nuovo lotto / ogni turno |
| Tester MFI | Indice di fluidità - consistenza del materiale | Ispezione della resina in entrata |
| Spettrofotometro a colori | Deviazione del colore ΔE | Prodotti critici per il colore, ogni lotto |
Quando si valutano i fornitori di stampi o i produttori a contratto, chiedere di vedere il loro piano di controllo qualità, i dati SPC e i limiti di controllo - non solo il loro prezzo. Un fornitore che può mostrarvi i dati Cpk in tempo reale e le schede campione limite è molto più affidabile di uno che offre il prezzo più basso. Imparare come trovare fornitori affidabili di stampaggio a iniezione.
Processi avanzati e frontiere dell'industria
Oltre allo stampaggio a iniezione monomateriale standard, diverse varianti avanzate offrono capacità che la IM tradizionale non può raggiungere. Per essere sempre all'avanguardia, seguite il le principali tendenze del settore.
8.1 Varianti di stampaggio avanzate
| Variante di processo | Principio fondamentale | Vantaggi principali | Applicazioni tipiche |
|---|---|---|---|
| Stampaggio a due colpi / 2K | Due materiali diversi iniettati in sequenza nello stesso stampo (richiede una macchina a due canne o una piastra rotante) | Elimina l'assemblaggio secondario; crea impugnature morbide al tatto e parti multicolore | Manici di spazzolini da denti, impugnature di elettroutensili, pulsanti automobilistici |
| Sovrastampaggio | Un substrato prestampato viene inserito in un secondo stampo e sovrastampato con un altro materiale. | Simile a quello a due colpi, ma utilizza due stampi separati; investimento in attrezzature inferiore | Impugnature morbide su manici rigidi, connettori sigillati |
| Stampaggio a inserti | Metallo o altri componenti preformati inseriti nello stampo; la plastica viene iniettata intorno ad essi. | Composito metallo-plastica in un unico passaggio; elevata forza di adesione | Inserti filettati, terminali elettrici, alloggiamenti dei sensori |
| Stampaggio a iniezione assistito da gas (GAIM) | L'azoto gassoso viene iniettato nelle sezioni spesse dopo il riempimento parziale, scavando l'anima. | Elimina i segni di affondamento nei pezzi spessi; riduce il peso e il costo del materiale di 20% - 40% | Maniglie di mobili, cornici di televisori, finiture spesse per autoveicoli - vedi maniglia stampo a gas |
| Microstampaggio | Pezzi del peso di frazioni di grammo, con microcaratteristiche < 100 µm | Consente la miniaturizzazione di componenti medici, ottici ed elettronici | Gusci per apparecchi acustici, chip microfluidici, ghiere per fibre ottiche |
| Etichettatura in stampo (IML) | Etichetta prestampata posizionata nella cavità; si fonde con la superficie del pezzo durante lo stampaggio | Decorazione di alta qualità senza stampa secondaria; l'etichetta diventa integrale | Contenitori per alimenti, imballaggi per cosmetici - vedere decorazione in-mold |
| Stampaggio di schiuma strutturale | L'agente di soffiaggio chimico o fisico crea un'anima di schiuma con una pelle solida. | Leggero (10% - 30% più leggero); elevato rapporto rigidità/peso | Pallet di grandi dimensioni, componenti di mobili, alloggiamenti di apparecchiature |
| Stampaggio della gomma siliconica liquida (LSR) | Silicone liquido bicomponente miscelato e iniettato in uno stampo riscaldato; polimerizza per reazione di addizione. | Biocompatibile, range di temperature estreme (da -55 °C a +200 °C), flessibile | Tettarelle per biberon, guarnizioni mediche, fasce per dispositivi indossabili |
8.2 Industria 4.0 e il futuro dello stampaggio a iniezione
L'industria dello stampaggio a iniezione sta attraversando la fase di maggiore trasformazione dall'invenzione della vite alternata. Scoprite come L'intelligenza artificiale sta ridefinendo lo stampaggio a iniezione e cosa automazione e robotica significa per i piani di produzione.
Tendenze tecnologiche chiave (2026 e oltre)
| Tendenza | Descrizione | Impatto |
|---|---|---|
| Stampaggio intelligente / Sensori IoT | I sensori di pressione e temperatura in cavità trasmettono dati in tempo reale; le macchine autoregolano i parametri | Riduzione del tasso di difettosità di 30% - 70%; la manutenzione predittiva riduce i tempi di inattività |
| Ottimizzazione dell'intelligenza artificiale / apprendimento automatico | I modelli di intelligenza artificiale addestrati sui dati storici di processo predicono i set di parametri ottimali per nuovi stampi/materiali | Il tempo di configurazione si è ridotto da giorni a ore; la finestra di processo è stata trovata più velocemente |
| Gemello digitale | La replica virtuale della cella di stampaggio simula gli scenari di produzione prima dell'implementazione fisica | Riduzione delle prove di stampo (T0 - T3) di 1 - 2 round; time-to-market più rapido |
| Materiali sostenibili / a base biologica | PLA, PHA, bio-PE, resine a contenuto riciclato guadagnano quote di mercato grazie alla legislazione e alla pressione ESG | Sono necessari aggiustamenti del processo (temperature di fusione più basse, diversi ritiri); stanno emergendo nuove linee guida DFM. Controllate il nostro sostenibilità nello stampaggio a iniezione panoramica |
| Raffreddamento conforme tramite stampa 3D del metallo | Inserti per stampi con canali di raffreddamento stampati in 3D conformi alla geometria della cavità | Riduzione del tempo di ciclo di 20% - 40%; miglioramento della qualità del pezzo (minore deformazione) |
| Micro e nano stampaggio | Produzione di elementi su scala micronica e submicronica | Consente la diagnostica medica di nuova generazione (lab-on-a-chip), l'ottica e i MEMS. |
| Robot collaborativi (Cobot) | Robot leggeri che lavorano a fianco degli operatori per la rimozione, l'ispezione e l'imballaggio dei pezzi | Automazione flessibile per piccoli lotti; investimento inferiore rispetto alle celle ad automazione completa |
La convergenza di AI + IoT + materiali sostenibili + utensili prodotti in modo additivo sta creando un cambiamento di paradigma. I produttori che investono ora in queste tecnologie avranno una un significativo fossato competitivo entro la fine del decennio. Le competenze per interpretare dati stanno diventando importanti quanto le capacità di operare macchine.
Prossimi passi e risorse
9.1 La vostra tabella di marcia per l'apprendimento
Ora che avete assimilato questa guida, ecco come approfondire le vostre competenze in modo sistematico:
Fondamenti di Solidify
Rileggere Parti 1 - 3 e interrogatevi sui concetti chiave. Assicuratevi di essere in grado di spiegare il ciclo a sei fasi, di distinguere i termoplastici dai termoindurenti e di nominare i 10 materiali principali.
Applicare il DFM a un progetto reale
Prendete un prodotto esistente (o un vostro semplice progetto) e passate attraverso il programma Lista di controllo DFM. Identificare almeno 3 miglioramenti. Utilizzare il Calcolatore dello spessore della parete e calcolatore dei costi.
Visitare un impianto di stampaggio
Nulla sostituisce la visione del processo di lavorazione in prima persona. Osservate il ciclo, ascoltate la macchina, sentite il pezzo caldo espulso. Fate domande sul loro flusso di lavoro del CQ.
Eseguire una simulazione Moldflow
Scaricate una prova di Moldflow, Moldex3D o Solidworks Plastics. Simulate una semplice forma di scatola e studiate il tempo di riempimento, linea di saldatura e restringimento modelli. Vedere Perché la simulazione è essenziale.
Costruire la rete
Unitevi ai gruppi di LinkedIn, partecipate alle fiere della plastica (NPE, Fakuma, Chinaplas) e mettetevi in contatto con i fornitori di materiali e i produttori di stampi. Scoprire come trovare fornitori affidabili e confronta i preventivi efficacemente.
Rimanere aggiornati
Inserite questa guida tra i preferiti e consultate la Processi avanzati e frontiere dell'industria sezione trimestrale. Seguire il tendenze chiave del settore mentre si evolvono.
9.2 Risorse consigliate
Tabella di selezione rapida dei materiali
Un confronto di una pagina dei 20 principali materiali per lo stampaggio a iniezione con proprietà chiave, livelli di prezzo e note applicative. Inizia con il nostro biblioteca delle materie plastiche.
Lista di controllo DFM (PDF stampabile)
L'opera completa Lista di controllo DFM della Parte 5, formattato per la stampa. Portatelo a ogni riunione di revisione del progetto.
Diagramma di flusso per la risoluzione dei difetti
Versione visiva del diagramma di flusso del metodologia di risoluzione dei problemi a quattro livelli - laminato per l'officina. Consultate anche il nostro sito online strumento per la risoluzione dei problemi di difettosità.
Foglio di calcolo per la stima dei costi dello stampo
Modello Excel con formule per stimare il costo dello stampo in base a dimensioni, complessità, cavità, qualità dell'acciaio e regione. Provate il modulo online Calcolatore intelligente dei costi dello stampo.
Letture consigliate
“Manuale dello stampaggio a iniezione” - Osswald, Turng, Gramann (la bibbia del settore); “Progettazione di parti in plastica per l'assemblaggio” - Tres; “Guida alla progettazione Moldflow” - Kennedy. Inoltre, il nostro glossario per principianti.
9.3 Glossario dei termini chiave
| Termine | Definizione |
|---|---|
| Cavità | Lo spazio vuoto nello stampo che definisce la forma esterna del pezzo. |
| Nucleo | Il componente dello stampo che definisce la forma interna del pezzo |
| Corridore | Sistema di canali che trasportano il materiale fuso dalla materozza al gate |
| Cancello | Passaggio stretto in cui la fusione entra nella cavità |
| Linea di separazione | L'interfaccia dove si incontrano le due metà dello stampo |
| Angolo di sformo | Conicità applicata alle pareti del pezzo per facilitarne l'espulsione |
| Restringimento | Riduzione volumetrica quando la plastica si raffredda dallo stato fuso a quello solido |
| Perno di espulsione | Perno meccanico che spinge il pezzo solidificato fuori dallo stampo |
| Forza di serraggio (tonnellata) | Forza che mantiene chiuse le metà dello stampo durante l'iniezione |
| Tempo di ciclo | Tempo totale per un ciclo completo di stampaggio |
| MFI (Indice di flusso di fusione) | Misura della velocità di flusso di un polimero in condizioni standard (g/10 min) |
| Cpk | Indice di capacità di processo: misura la capacità di un processo di rimanere entro i limiti delle specifiche. |
| T1 / T2 / T3 | Prima / seconda / terza prova dello stampo - cicli iterativi di debugging dello stampo |
| PPAP | Processo di approvazione dei pezzi di produzione - firma formale della qualità per la produzione in serie |
| DFM | Design for Manufacturing - ottimizzare la progettazione del prodotto per il processo di produzione |
Domande frequenti
Le domande più comuni che acquirenti, progettisti e ingegneri pongono sullo stampaggio a iniezione - con risposte dirette.
🏆 Conclusione: Dalla conoscenza alla padronanza
Avete appena completato un viaggio attraverso il panorama completo dello stampaggio a iniezione, dal concetto fondamentale di “cos'è lo stampaggio a iniezione” fino ai processi avanzati, all'ottimizzazione dei costi e al controllo qualità. Ecco cosa potete fare ora con fiducia:
- Spiegare Come funziona lo stampaggio a iniezione a qualsiasi stakeholder, a qualsiasi livello
- Selezionate il materiale giusto per la vostra applicazione utilizzando un quadro decisionale sistematico
- Progettare parti che siano ottimizzato per la producibilità dall'inizio
- Valutare i progetti degli stampi e stima dei costi con fiducia
- Identificare e risolvere i problemi i 12 principali difetti utilizzando una metodologia sistematica
- Conversare con cognizione di causa su processi avanzati e tendenze future
- Impegnarsi con i fornitori come partner informato, non acquirente passivo
Ricorda: Lo stampaggio a iniezione è sia una scienza che un'arte. La scienza è contenuta in questa guida; l'arte deriva dalla pratica. Iniziate a mettere in pratica ciò che avete imparato oggi e sarete sorpresi dalla rapidità con cui la vostra esperienza aumenterà.
Questa guida è un documento vivo, aggiornato per il 2026. Mettetela tra i preferiti e tornateci ogni volta che avete bisogno di un ripasso, di un approfondimento o di un punto di riferimento per il vostro prossimo progetto.
Steven Cheng
Fondatore e ingegnere capo dello stampo - Topworks Plastic Mold - Huangyan, Cina
Steven Cheng ha fondato Stampo in plastica Topworks a Huangyan, la capitale cinese degli stampi, dopo aver lavorato per oltre un decennio nel settore degli stampi di precisione per fornitori di primo livello del settore automobilistico e medicale. In 20 anni ha guidato la progettazione e la produzione di oltre 500 stampi: dagli stampi per imballaggi ad alta cavitazione agli stampi per interni automobilistici di classe 101 e ai componenti per dispositivi medici conformi alla FDA.
La sua esperienza pratica copre l'intero ciclo di vita dello stampo: Analisi DFM, simulazione Moldflow, ottimizzazione di gate e canali, progettazione del raffreddamento conforme, selezione dell'acciaio e qualificazione del primo pezzo (PPAP). Steven scrive per colmare il divario di conoscenze tra acquirenti e ingegneri di stampi, fornendo ai team di prodotto la fiducia tecnica necessaria per valutare i fornitori in modo critico e prendere decisioni migliori in materia di stampi.

