






Leitfaden Spritzgießen 2026: Prozess, Design, Materialien, Kosten und Defekte
Das Spritzgießen ist ein großvolumiges Fertigungsverfahren, bei dem Kunststoff geschmolzen und in eine Präzisionsform gespritzt wird. Nach dem Abkühlen verfestigt sich der Kunststoff zu einem wiederholbaren Fertigteil. Dieser Leitfaden erläutert den gesamten Prozess, die Werkzeugkonstruktion, DFM-Regeln, die Materialauswahl, Kostentreiber, häufige Fehler und praktische technische Entscheidungen, die hinter erfolgreichen Kunststoffteilen stehen.
Zyklus des Spritzgießens
Interaktiver SimulatorWas ist Spritzgießen? Schnelle Antwort
Spritzgießen ist ein Fertigungsverfahren, bei dem geschmolzener Kunststoff in einen Präzisionsformhohlraum gespritzt wird. Der Kunststoff kühlt ab, verfestigt sich und wird als fertiges Teil ausgestoßen. Es wird häufig für großvolumige Kunststoffprodukte verwendet, da es wiederholbare Abmessungen, schnelle Zykluszeiten, komplexe Geometrien und niedrige Stückkosten nach dem Bau der Form ermöglicht.
Spritzgießen Thema Hub
Diese Seite ist als Hauptleitfaden für das Spritzgießen gedacht. Verwenden Sie die unten stehenden Links, um sich eingehender mit speziellen Themen zu befassen, während diese Seite als zentrale Referenz für Verfahren, Design, Materialien, Kosten und Fehler dient.
Müssen Sie Ihr Teil vor dem Formschneiden überprüfen?
Senden Sie uns Ihre 3D-Datei oder 2D-Zeichnung für eine praktische DFM-Prüfung mit Schwerpunkt auf Wandstärke, Hinterschneidungen, Anschnittposition, Kühlungsrisiko und Werkzeugkosten.
Warum diese Seite Ihr wichtigstes Handbuch für das Spritzgießen sein sollte
Diese Seite ist nicht nur eine Erklärung für Einsteiger was Kunststoffspritzguss ist. Sie ist als vollständige Seite für Ingenieure, Produktdesigner, Start-ups und Beschaffungsteams strukturiert, die den Prozess verstehen müssen, bevor sie sich für die Werkzeugherstellung entscheiden.
Spritzgießentscheidungen hängen zusammen: Die Wahl des Materials beeinflusst die Schwindung, die Wandstärke die Einfallstellen, die Anschnittposition die Bindenähte, die Kühlung die Zykluszeit und die Teilegeometrie die Werkzeugkosten. Die getrennte Behandlung dieser Themen führt oft zu teuren Fehlern nach dem Formschnitt.
Dieser Leitfaden fasst diese Entscheidungen in einem praktischen Arbeitsablauf zusammen: Definition der Bauteilanforderungen, Auswahl eines geeigneten Kunststoffs, Entwurf des Formkonzepts, Prüfung der DFM-Risiken, Kostenschätzung, Durchführung von Formversuchen und Behebung von Fehlern vor der Massenproduktion.
Lesen Sie zunächst die Kurzantwort und nutzen Sie dann die Themenhubs, um zu dem spezifischen Problem zu gelangen, das Sie lösen möchten: Materialauswahl, Werkzeugkonstruktion, DFM, Kosten, Fehler oder Lieferantenbewertung.
Empfohlener Arbeitsablauf: Beginnen Sie mit Teil 1 und Teil 2, wenn Sie mit dem Spritzgießen noch nicht vertraut sind; springen Sie zu Teil 5, Teil 6 und Teil 7, wenn Sie bereits einen Entwurf für ein Teil haben und praktische technische Entscheidungen treffen müssen.
Grundlagen - Verstehen des Spritzgießens
1.1 Was ist Spritzgießen?
Spritzgießen (IM) ist ein Massenproduktionsverfahren, bei dem geschmolzenes Material unter hohem Druck in eine vorgefertigte Form gespritzt wird. Plastikform Hohlraum, abgekühlt und verfestigt, um ein fertiges Produkt zu erhalten. Für eine visuelle Begehung von wie das Spritzgießen funktioniert, siehe unsere ergänzende Erläuterung.
Stellen Sie sich vor, Sie machen eine Waffel. Sie gießen den Teig (geschmolzener Kunststoff) in das Gittermuster des Waffeleisens (Formhohlraum), schließen den Deckel (Einspannen), warten, bis er gar ist (Abkühlung und Erstarrung), und öffnen dann die fertige Waffel und nehmen sie heraus (Auswerfen).
Das Kernprinzip des Spritzgießens ist genau dasselbe - nur dass der “Teig” geschmolzener Kunststoff mit einer Temperatur von 200 bis 400 °C ist, das “Gießen” eine Hochdruckeinspritzung mit 500 bis 2.000 bar, und das “Waffeleisen” eine Präzisionsstahlform im Wert von Zehntausenden bis Millionen von Dollar mit einer Genauigkeit im Mikrometerbereich ist.
Kernmerkmale des Spritzgießens
| Charakteristisch | Beschreibung |
|---|---|
| Hoher Wirkungsgrad | Ein einzelner Gießzyklus dauert in der Regel 10 bis 60 Sekunden; die Tagesproduktion kann Zehntausende von Teilen erreichen. |
| Hohe Präzision | Abmessungen Toleranzen kann auf ±0,05 mm oder besser gehalten werden |
| Hohe Konsistenz | Teil #1 und Teil #100.000 sind praktisch identisch |
| Komplexe Geometrie | Extrem komplexe 3D-Formen können in einem einzigen Zyklus geformt werden |
| Materialvielfalt | Tausende von thermoplastische und duroplastische Werkstoffe verfügbar sind |
| Niedrige Kosten pro Einheit | Je größer die Charge, desto niedriger die Stückkosten (starke Größenvorteile) |
Typische Anwendungsbereiche
| Industrie | Typische Produktbeispiele |
|---|---|
| Unterhaltungselektronik | Handytaschen, Gehäuse für Ladegeräte, Kopfhörerschalen, Fernbedienungen - siehe Spritzgießen in der Elektronik |
| Automobilindustrie | Armaturenbretter, Stoßstangen, Scheinwerfergläser, Innenverkleidungen - erfahren Sie mehr über IM in der Automobilbranche |
| Medizinische Geräte | Spritzen, Blutentnahmeröhrchen, Bestandteile von Inhalatoren - untersuchen Medizinisches Spritzgießen 101 |
| Verpackung | Flaschendeckel, Lebensmittelbehälter, Kosmetikflaschen |
| Produkte für den Haushalt | Aufbewahrungskästen, Kleiderbügel, Zahnbürsten, Spielzeug |
| Landwirtschaft | Pflanzgefäße, Bewässerungszubehör, Viehzuchtausrüstung - entdecken warum IM die Landwirtschaft dominiert |
| Industrielle Ausrüstung | Zahnräder, Lagerkäfige, Rohrverbindungen, elektrische Gehäuse |
1.2 Eine kurze Geschichte des Spritzgießens: Von Zelluloid zu intelligenten Fabriken
Das Verständnis der Geschichte des Formenbaus hilft Ihnen, die evolutionäre Logik und die zukünftige Richtung dieses Prozesses zu verstehen.
Jeder große Sprung in der Spritzgießtechnik hat sich an der Kreuzung von Materialinnovation, Maschinentechnologieund digitale Werkzeuge. Dieses Muster setzt sich bis zum heutigen Tag fort - siehe die die wichtigsten Trends, die die Branche umgestalten.
1.3 Spritzgießen im Vergleich zu anderen Fertigungsverfahren: Wann sollte man sich für IM entscheiden?
Spritzgießen ist kein Patentrezept. Die Auswahl des richtigen Herstellungsverfahrens ist der erste Schritt zum Projekterfolg. Für einen gezielten Vergleich lesen Sie bitte unseren Spritzgießen vs. 3D-Druck tiefes Eintauchen, oder die breitere 3D-Druck vs. CNC vs. Vakuumguss Vergleich.
Prozessvergleich Entscheidungsmatrix
| Dimension | Spritzgießen | 3D-Druck (FDM/SLA) | CNC-Bearbeitung | Blasformen | Formpressen |
|---|---|---|---|---|---|
| Ideales Volumen | 1.000 - Millionen | 1 - 500 | 1 - 5,000 | 1.000 - Millionen | 1,000 - 50,000 |
| Stückkosten (hohe Vol.) | ⭐ Sehr niedrig | ✗ Hoch | Mittel | ⭐ Sehr niedrig | Niedrig |
| Werkzeugkosten | ✗ Hoch ($3K - $100K+) | ⭐ Keine | ⭐ Keine | Hoch | Mittel |
| Geometrische Komplexität | ⭐ Sehr hoch | ⭐ Sehr hoch | Mittel | Niedrig (nur hohl) | Niedrig - Mittel |
| Maßgenauigkeit | ⭐ Sehr hoch | Mittel | ⭐ Sehr hoch | Mittel | Mittel |
| Qualität der Oberfläche | ⭐ Ausgezeichnet | Erfordert Nachbearbeitung | ⭐ Ausgezeichnet | Gut | Gut |
| Material-Optionen | ⭐ Extrem breit | Begrenzt | ⭐ Extrem breit | Begrenzt | Begrenzt (Duroplaste) |
| Produktionsgeschwindigkeit | ⭐ Sehr schnell | ✗ Langsam | Mittel | Schnell | Mittel |
| Vorlaufzeit | 4 - 12 Wochen (inkl. Werkzeugbau) | 1 - 5 Tage | 1 - 10 Tage | 6 - 16 Wochen | 4 - 10 Wochen |
Wann man sich für das Spritzgießen entscheidet - Entscheidungsgrundlagen
✅ Geeignet für IM, wenn:
- Erwartetes Gesamtvolumen > 1.000 Teile
- Hohe Konsistenz, hochpräzise Abmessungen und Oberflächengüte sind erforderlich
- Das Produktdesign ist im Wesentlichen eingefroren (Änderungen der Form sind kostspielig)
- Es werden spezifische Materialeigenschaften benötigt (chemische Beständigkeit, Lebensmittelechtheit, Flammschutz)
- Möglichst niedrige Kosten pro Einheit sind das Ziel
❌ Nicht geeignet für IM, wenn:
- Das Volumen ist extrem gering (< 500 Teile) und das Budget ist begrenzt - erwägen Sie Kleinserien-Spritzgießen stattdessen
- Der Entwurf befindet sich noch in der schnellen Iteration
- Das Produkt ist extrem groß (z. B. > 1 m, übersteigt die Standardklemmkraft)
- Ganzmetallteile sind erforderlich (CNC, Guss oder Pulvermetallurgie)
Siehe: Teil 6 - Kostenanalyse und -optimierung um zu erfahren, wie Sie berechnen können, ob Ihr Projekt den Break-even-Punkt für das Spritzgießen erreicht. Sie können auch unser Kostenrechner für intelligente Spritzgussformen.
Prozess-Tiefenbohrung
2.1 Der komplette Spritzgießprozess (sechs Schritte)
Jeder Formgebungszyklus kann in sechs Schlüsselphasen unterteilt werden. Das Verständnis der physikalischen und kontrollierbaren Parameter jeder Phase ist die Grundlage für die Optimierung der Produktqualität. Für einen detaillierten visuellen Durchgang siehe der Spritzgießprozess vom Konzept bis zur Produktion.

Klemmen
Die beiden Formhälften (beweglich und fest) schließen und verriegeln sich unter dem Schließmechanismus. Die Schließkraft muss größer sein als die Ausdehnungskraft der Schmelze an den Kavitätenwänden, oder Blitzlicht auftritt.
Einspritzung
Vorplastifizierter, geschmolzener Kunststoff wird mit hoher Geschwindigkeit und hohem Druck durch die Schnecke (die wie ein Kolben wirkt) in den Formhohlraum gedrückt. Typischer Einspritzdruck: 500 - 1.500 bar.
Verpacken / Halten
Nachdem der Hohlraum im Wesentlichen gefüllt ist, hält die Schnecke einen niedrigeren, aber anhaltenden Druck aufrecht, um den volumetrischen Druck auszugleichen. Schrumpfung (1% - 3%) während der Abkühlung.
Kühlung
Die Schmelze leitet die Wärme ab durch Kühlkanäle in der Form und erstarrt allmählich. Auf die Kühlung entfallen in der Regel 60% - 80% der gesamten Zykluszeit.
Auswurf
Die Form öffnet sich und das Teil wird durch die Entleerungssystem - Auswerferstifte, Abstreifplatten, Luftventile oder Roboterarme.
Zyklus-Wiederholung
Nach der Entnahme der Teile (oft automatisch durch einen Roboter) schließt sich die Form wieder und der nächste Zyklus beginnt. Schätzen Sie Ihren Durchsatz mit unserem Zykluszeit-Rechner.
Der geschmolzene Kunststoff füllt den Hohlraum nicht, wie wenn man Wasser in ein Glas gießt. Stattdessen fließt er mit einem “Fontänenfluss” aus dem Anschnitt - wie ein sich ausdehnender Luftballon. Das Verständnis dieses Fließverhaltens ist für die Behebung von Defekten von grundlegender Bedeutung. Siehe: Teil 7 - 7.1 Defekt-Fehlerbehebung
Das Verpacken ist so, als würde man einen Luftballon auf die richtige Größe aufblasen und dann die Öffnung zudrücken, während man ein wenig mehr Luft hinzufügt, um ihn prall zu halten. Ohne Verpackung, Einfallstellen auf den Oberflächen Ihrer Teile erscheinen.
Typische Zykluszeiten
| Produkttyp | Typische Wanddicke | Typisch Zykluszeit |
|---|---|---|
| Dünnwandige Verpackungen (Joghurtbecher) | 0,4 - 0,8 mm | 3 - 6 Sekunden |
| Gehäuse für Unterhaltungselektronik | 1,2 - 2,0 mm | 15 - 30 Sekunden |
| Kfz-Innenteile | 2,0 - 3,5 mm | 30 - 60 Sekunden |
| Dickwandige Industrieteile | 4,0 - 6,0 mm | 60 - 120+ sec |
2.2 Kernkomponenten einer Spritzgießmaschine
Eine Spritzgießmaschine besteht aus zwei Haupteinheiten. Für einen genaueren Blick auf Schimmelstruktur, finden Sie in unserem entsprechenden Artikel.

Einspritzeinheit - Schlüsselkomponenten
| Komponente | Funktion | Wichtige Parameter |
|---|---|---|
| Trichter | Lagern und Zuführen von Rohmaterialpellets | Kapazität; integrierte Trocknungsmöglichkeit |
| Trommel | Metallzylinder, der die Schnecke umschließt und mit Heizbändern umwickelt ist | Temperaturzonensteuerung (in der Regel 3 - 5 Zonen) |
| Schraube | Kernkomponente - rotiert, um Kunststoff zu fördern, zu komprimieren, zu scheren, zu erhitzen und zu mischen | Durchmesser (D); L/D-Verhältnis (18:1 - 24:1); Verdichtungsverhältnis |
| Rückschlagring (Rückschlagventil) | Verhindert den Rückfluss von Schmelze beim Einspritzen | Abnutzung führt zu ungenauer Dosierung |
| Düse | Verbindungskanal zwischen Fass und Form | Blendendurchmesser; Temperaturregelung |
Klassifizierung von Maschinen
| Klassifizierung | Typ | Merkmale |
|---|---|---|
| Durch Drive | Hydraulisch | Geringe Kosten, hohe Klemmkraft, aber geringere Präzision und Energieeffizienz |
| Vollelektrisch | Hohe Präzision, hohe Energieeffizienz, sauber und leise; ideal für Medizin/Elektronik | |
| Hybride | Kombiniert hydraulische Kraft mit elektrischer Präzision | |
| Von Clamp Force | Mikro (< 30 Tonnen) | Mikrostecker, medizinische Mikroteile - siehe Mikrospritzgießen |
| Mittel (30 - 500 Tonnen) | Am weitesten verbreitet; deckt die Mehrheit der Verbraucherprodukte ab | |
| Groß (500 - 6.000+ Tonnen) | Stoßstangen für Kraftfahrzeuge, Großbehälter |
2.3 Erläuterung der wichtigsten Prozessparameter
Die Beherrschung der Bedeutung und Einstelllogik dieser Parameter ist der Schlüssel zu einer stabilen Massenproduktion. Für noch mehr Granularität Prozess-Tipps, siehe unseren ergänzenden Artikel.
| Parameter | Definition | Typischer Bereich | Konsequenz einer falschen Einstellung |
|---|---|---|---|
| Temperatur des Fasses | Temperatureinstellungen für jede Heizzone | 180 - 350 °C (materialabhängig) | Zu hoch: Materialabbau; Zu niedrig: unvollständige Plastifizierung |
| Temperatur der Form | Temperaturerhaltung durch Kühl-/Heizsystem | 20 - 120 °C | Zu hoch: lange Zyklen; zu niedrig: schlecht Oberflächenqualität |
| Einspritzgeschwindigkeit | Geschwindigkeit der Schnecke | 10 - 500 mm/s | Zu schnell: Düsen, Gasabscheider; Zu langsam: Kurze Schüsse, Fließspuren |
| Einspritzdruck | Maximaler Druck während der Einspritzung | 500 - 2.000 bar | Zu hoch: Blitzlicht, innerer Stress; Zu niedrig: kurze Schüsse |
| Packungsdruck | Druck, der beim Packen ausgeübt wird | 40% - 80% des Einspritzdrucks | Zu hoch: Überpacken, Gratbildung; Zu niedrig: Einfallstellen |
| Zeit zum Packen | Dauer der Verpackung | 2 - 15 Sekunden | Zu kurz: Einfallstellen; zu lang: verschwendete Zykluszeit |
| Abkühlungszeit | Zeit für die Erstarrung des Teils in der Kavität | 5 - 60+ sec | Zu kurz: Verzug; zu lang: Verschwendung von Effizienz |
| Gegendruck | Widerstand gegen das Zurückziehen der Schnecke während der Plastifizierung | 3 - 15 bar | Zu niedrig: ungleichmäßige Durchmischung; Zu hoch: Überhitzung durch Scherung |
Beachten Sie bei der Einstellung der Prozessparameter für das Spritzgießen stets die “immer nur eine Variable auf einmal ändern” Prinzip. Die gleichzeitige Anpassung mehrerer Parameter macht es unmöglich, die Grundursache zu isolieren - genau wie die Methode des “kontrollierten Experiments” in der Wissenschaft.
Materialwissenschaft - Wer das richtige Material wählt, gewinnt die halbe Schlacht
3.1 Thermoplaste vs. Duroplaste
Die beim Spritzgießen verwendeten Materialien lassen sich in zwei große Gruppen einteilen. Wenn Sie neu sind in Identifizierung von Kunststoffmaterialien, beginnen Sie mit unserer Grundierung.
| Eigentum | Thermoplastische Kunststoffe | Duroplaste |
|---|---|---|
| Heizverhalten | Kann zum Erweichen wiederholt erhitzt und zum Verfestigen abgekühlt werden | Bei Erhitzung erfolgt eine irreversible chemische Quervernetzung |
| Analogie | Wie Schokolade - kann geschmolzen und umgeformt werden | Wie ein gekochtes Ei - einmal gekocht, kann nicht wieder roh werden |
| Wiederverwertbarkeit | ✅ Recycelbar für die Wiedergranulierung | ❌ Kann nicht wieder eingeschmolzen werden |
| IM-Marktanteil | ~90% | ~10% |
| Typische Beispiele | PP, ABS, PA, PC, POM | Phenolharz, Epoxid, Silikon |
| Typische Anwendungen | Konsumgüter, Automobil, Elektronik | Elektrische Isolierung, Bremsbeläge, Hochtemperaturkomponenten |
Es sei denn, Ihre Anwendung stellt ausdrückliche Anforderungen an die Hochtemperatur- oder elektrische Isolierung, Thermoplasten den Vorrang geben - größere Auswahl, ausgereiftere Lieferketten und weniger Umweltbelastung. Erfahren Sie mehr über die Vor- und Nachteile von Kunststoffen.
3.2 Die 10 wichtigsten Spritzgießmaterialien - detaillierter Leitfaden
Handelsübliche Kunststoffe Niedrige Kosten & höchstes Volumen
Technische Kunststoffe Bessere Leistung, mäßige Kosten
Hochleistungskunststoffe Besondere Bedürfnisse, höhere Kosten
3.3 Entscheidungsrahmen für die Materialauswahl
Wie wählt man bei Tausenden von Materialsorten systematisch aus? Verwenden Sie diese fünfstufige Filtermethode:
Bei der Materialauswahl geht es nicht darum, “einfach das zu verwenden, was der Lieferant empfiehlt”. Mit diesem Rahmen können Sie Materialdiskussionen wie ein Experte führen.
Siehe: Teil 5 - Entwurf für die Fertigung (DFM) - Materialauswahl und Produktdesign sind eng miteinander verknüpft; bestimmte Materialien haben spezifische Anforderungen an Wandstärke und Verzugswinkel.
Formenbau & Konstruktion
Die Form ist das Herzstück des Spritzgießens - und die Komponente mit der größten Investition und der längsten Vorlaufzeit. Eine gut gemachte Form kann Millionen qualifizierter Teile produzieren; eine fehlerhafte Form wird Sie in einen endlosen Kreislauf von Änderungen, Ausfallzeiten und Qualitätsstreitigkeiten führen. Für einen umfassenderen Blick auf Grundlagen der Werkzeugkonstruktion, finden Sie in unserem speziellen Leitfaden.
4.1 Anatomie der Schimmelpilzstruktur
Eine Norm Zweiplattenform besteht aus den folgenden Kernkomponenten:
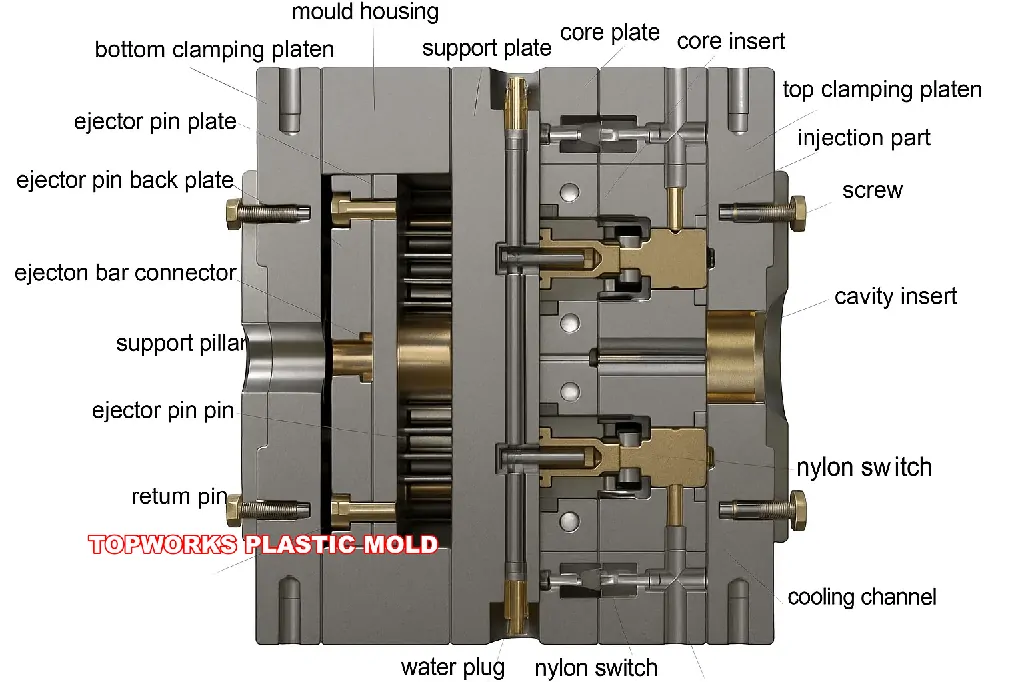
Hohlraum vs. Kern
| Konzept | Beschreibung |
|---|---|
| Hohlraum | Der Formteil, der die Außenfläche des Produkts (in der Regel auf der festen Hälfte) |
| Kern | Der Formteil, der die innere Oberfläche des Produkts (in der Regel auf der beweglichen Hälfte) |
| Prinzip der Gestaltung | Wenn das Teil abkühlt, schrumpft es und “klemmt” den Kern ein, so dass das Teil in der Regel auf der beweglichen Hälfte verbleibt und durch Auswerferstifte leicht ausgeworfen werden kann. |
Mehrkavitäten-Werkzeuge
Ein einzelnes Werkzeug kann mehrere identische Kavitäten enthalten (Mehrkavitätenwerkzeug), wodurch mehrere Teile pro Zyklus hergestellt werden. Sie können auch ein Familienschimmel wenn Sie verschiedene Teile im gleichen Zyklus benötigen.
| Hohlräume | Geeignetes Szenario | Auswirkungen auf die Kosten |
|---|---|---|
| 1 Hohlraum | Prototyping, geringe Stückzahlen, große Teile | Niedrigste Formkosten |
| 2 - 4 Kavitäten | Mittleres Volumen | Erhöhung der Werkzeugkosten 50% - 200% |
| 8 - 16 Kavitäten | Großvolumige Konsumgüter | Hohe Werkzeugkosten, aber sehr geringe Amortisation pro Stück |
| 32 - 128 Kavitäten | Flaschenverschlüsse, medizinische Einweg-Verbrauchsartikel - Ultra-High-Volume | Formkosten $100K - $1M+, aber die Kosten pro Einheit sind minimal |
Die Anzahl der Hohlräume wird bestimmt durch: Jährlicher Mengenbedarf ÷ Verfügbare Produktionstage ÷ Tägliches Produktionsziel. Verdoppelung der Kavitäten ≠ Verdoppelung der Kosten, aber die Präzision der Form und die Komplexität der Wartung steigen exponentiell. Verstehen Sie wie die Kosten mit dem Produktionsvolumen skalieren.
4.2 Konstruktion von Laufschienen und Gattersystemen
Die Kufensystem ist das Förderkanalnetz von der Maschinendüse zur Kavität.

Kaltkanal vs. Heißkanal
| Vergleich | Cold Runner | Heißer Läufer |
|---|---|---|
| Grundsatz | Schmelze in der Kufe verfestigt sich bei jedem Zyklus | Die Schmelze in der Kufe wird geschmolzen gehalten durch elektrische Heizungen |
| Abfall | Läuferabfall bei jedem Zyklus (muss nachgeschliffen oder entsorgt werden) | ⭐ Null-Läufer-Abfall |
| Form Kosten | ⭐ Niedrig | Hoch (Heißkanalsystem allein kostet $5K - $50K+) |
| Zykluszeit | Länger (Läufer braucht Kühlung) | ⭐ Kürzer |
| Am besten für | Geringes Volumen, einfache Teile, begrenztes Budget | Großes Volumen, mehrere Kavitäten, teure Materialien |
| Wartung | ⭐ Einfach | Komplexer (Heizungen, Regler, Strömungsausgleich) |
Gattertypen
Der Anschnitt ist der engste Durchgang, der die Kufe mit dem Hohlraum verbindet. Sein Standort und Art wirken sich direkt auf Füllmuster, Aussehen und Festigkeit aus.
| Tor-Typ | Merkmale | Typische Anwendung |
|---|---|---|
| Randtor | Am häufigsten; befindet sich auf der Trennlinie; erfordert manuelle oder automatische Torentfernung | Teile für allgemeine Zwecke |
| U-Boot/Tunneltor | Anschnitt unterhalb der Trennebene; automatische Scherung bei der Formöffnung - keine Nachbearbeitung | Kosmetische Teile |
| Pin Tor | Extrem kleiner Anschnitt; minimaler Anschnitt; Verwendung mit Drei-Platten-Werkzeugen oder Heißkanälen | Kosmetische Teile, Mehrkavitäten |
| Lüftertor | Breit und dünn; sorgt für eine gleichmäßige Schmelzfront | Flache plattenförmige Teile |
| Absperrschieber | Nur Heißkanal; mechanisches Nadelventil steuert den Durchfluss - Anschnitt fast unsichtbar | Hochwertige kosmetische Teile (Auto, Elektronik) |
Das Tor sollte sich an der dickster Wandabschnitt, Dadurch kann die Schmelze von dick nach dünn fließen. Dies gewährleistet eine optimale Packungseffizienz und minimiert Einfallstellen. Siehe: 5.1 Wandstärkengestaltung. Auch erkunden Wie sich Wandstärke und Anschnittauswahl auf die Formkosten auswirken.
4.3 Kühlsystem und Auswurfmechanismen
Kühlsystem
Die Kühlsystem‘Das Ziel des Programms ist es gleichmäßig und schnell Wärme aus dem Hohlraum entfernen.
Konventionelle Kühlung: In die Form gebohrte geradlinige Wasserkanäle (Pistolenbohrungen) mit zirkulierender Kühlflüssigkeit.
Einschränkung: Gerade Kanäle können sich nicht perfekt an komplexe Hohlraumoberflächen anpassen, so dass einige Bereiche schneller abkühlen als andere - was zu Verzug führt.
Fortschrittliche Technologie - Konforme Kühlung
- Verwendet 3D-Metalldruck (DMLS/SLM) zur Herstellung von Formeinsätzen mit Kühlkanälen, die den Konturen der Kavität folgen
- Die Gleichmäßigkeit der Kühlung verbessert sich 40% - 70%; Reduzierung der Zykluszeit um 20% - 40%
- Höhere Kosten, aber hervorragende Investitionsrentabilität für hochvolumige Formen
Auswurfmechanismen
| Typ des Mechanismus | Zweck | Überlegungen |
|---|---|---|
| Auswerferstifte | Am häufigsten; zylindrische Metallstifte drücken das Teil heraus | Hinterlässt kreisförmige Stiftspuren auf der Oberfläche des Teils - auf nicht-kosmetischen Oberflächen anbringen |
| Abstreifplatte | Eine ringförmige Platte drückt das gesamte Teil gleichmäßig nach außen | Geeignet für dünnwandige, tiefgezogene Teile; gleichmäßige Auswurfkraft |
| Folien | Formblöcke, die sich senkrecht zur Öffnungsrichtung der Form bewegen - für externe unterläuft | Erhöht die Komplexität und die Kosten der Form |
| Heber | Schräge Bewegung beim Öffnen der Form - für innere Hinterschneidungen | Kompakter als Schlitten, aber begrenzter Hub |
| Lufttellerventile | Druckluft drückt das Teil heraus | Geeignet für dünnwandige, tiefe becherförmige Teile |
4.4 Auswahl des Formstahls und Lebensdauer
Die Wahl des richtigen Formenstahl ist entscheidend für das Gleichgewicht zwischen den Werkzeugkosten und der Produktionsdauer.
| Formklasse (SPI/SPE) | Erwartete Lebenserwartung | Typischer Stahl | Kostenniveau | Geeignetes Szenario |
|---|---|---|---|---|
| Klasse 101 | > 1.000.000 Zyklen | S136 (rostfrei), H13 | $$$$$ | Ultrahochvolumige Produktion, 24/7 |
| Klasse 102 | < 1.000.000 Zyklen | P20 gehärtet, H13 | $$$$ | Hohes Volumen, hohe Qualitätsanforderungen |
| Klasse 103 | < 500.000 Zyklen | P20 (vorgehärteter Stahl) | $$$ | Mittlere Lautstärke - am häufigsten verwendete Klasse |
| Klasse 104 | < 100.000 Zyklen | P20, Aluminiumlegierung | $$ | Produktion von Kleinserien |
| Klasse 105 | < 500 Zyklen | Aluminium, Epoxid, 3D-gedruckt | $ | Prototyping und Funktionstests |
Streben Sie nicht blindlings nach der höchsten Formstahlsorte. Erstens, Ihre Erwartungen an das Gesamtvolumen klar definieren, und passen dann die Formklasse entsprechend an - das kann sparen 30% - 60% Ihrer Investition in Schimmelpilze. Planen Sie auch für langfristige Formenwartung und ordnungsgemäße Lagerung um Ihre Investition zu schützen.
Entwurf für die Fertigung (DFM)
Bevor Sie den 3D-Entwurf fertigstellen, sollten Sie diese DFM-Risiken prüfen.
Kleine Änderungen an Wandstärke, Rippen, Vorsprüngen, Seitenlöchern und Verzug können Einfallstellen, Verzug, Schieber, zusätzliche Werkzeugkosten und Produktionsverzögerungen verhindern.
“Ein gutes Produkt wird nicht erst entworfen und dann an den Prozess angepasst - es wird von Anfang an mit dem Prozess mitentwickelt.” Lesen Sie unseren ausführlichen Leitfaden über DFM beim Spritzgießen.
Die Kernphilosophie von DFM: systematische Berücksichtigung der Einschränkungen und Möglichkeiten des Spritzgießverfahrens in der Phase des Produktdesigns, Dadurch werden Konstruktionsmerkmale, die zu Defekten, hohen Kosten oder Unfertigkeit führen könnten, bereits an der Quelle eliminiert. Für die grundlegenden Konstruktionsprinzipien für Kunststoffteile, finden Sie in unserem Begleitartikel.
5.1 Wanddickenauslegung - Die #1-Regel der IM DFM
Die Wandstärke beträgt der wichtigste Entwurfsparameter die Qualität, die Kosten und die Zykluszeit von Spritzgussprodukten beeinflussen - ohne Ausnahme. Nutzen Sie unser Wandstärken-Rechner um Ihren Entwurf schnell zu validieren.
Grundlegende Prinzipien
| Grundsatz | Beschreibung |
|---|---|
| ⭐⭐⭐⭐⭐ Gleichmäßige Wanddicke | Das wichtigste Prinzip. Unebene Wände verursachen unterschiedliche Schrumpfung → Einfallstellen, Verzug, innere Spannungen |
| Fließende Wandübergänge | Wenn Dickenänderungen unvermeidlich sind, verwenden Sie allmähliche Übergänge (Übergangslänge ≥ 3× der Dickendifferenz), niemals abrupte Änderungen |
| Vermeiden Sie übermäßige Dicken | Dickere Wände → längere Kühlung → längere Zyklen → höhere Kosten → größeres Einfallstellenrisiko. Siehe Herausforderungen beim dickwandigen Gießen |
| Vermeiden Sie übermäßige Dünnheit | Dünnere Wände → höherer Einspritzdruck/Geschwindigkeit erforderlich → schnellerer Werkzeugverschleiß → Risiko von Kurzschüssen |
Empfohlene Wandstärken nach Material
| Material | Empfohlener Bereich | Optimal (Gleichgewicht von Leistung und Kosten) |
|---|---|---|
| PP | 0,8 - 3,8 mm | 1,5 - 2,5 mm |
| PE | 0,8 - 3,0 mm | 1,5 - 2,5 mm |
| ABS | 1,0 - 3,5 mm | 1,5 - 2,5 mm |
| PC | 1,0 - 4,0 mm | 1,8 - 3,0 mm |
| PA (Nylon) | 0,8 - 3,0 mm | 1,2 - 2,0 mm |
| POM | 0,8 - 3,0 mm | 1,5 - 2,5 mm |
Die Gleichmäßigkeit der Wanddicke ist wie beim Backen eines Kuchens - wenn die Dicke des Kuchens ungleichmäßig ist, sind die dünnen Teile bereits verbrannt, während die dicken Teile innen noch roh sind. Das Gleiche gilt für das Spritzgießen: Ungleiche Wandstärken bedeuten, dass dünne Abschnitte erstarrt sind, während dicke Abschnitte noch geschmolzen sind, was eine unterschiedliche Schrumpfung verursacht, die zu Einfallstellen und Verzug führt.
5.2 Filets, Rippchen und Rippen vom Fass
Tiefgangswinkel
A Entformungsschräge ist eine leichte Verjüngung der Produktoberflächen in Bezug auf die Öffnungsrichtung der Form, um sicherzustellen, dass das Teil reibungslos aus der Form ausgeworfen werden kann. Für Teile mit unterläuft, sind spezielle Schieber- oder Hebermechanismen erforderlich.
| Oberfläche Typ | Empfohlener Tiefgangswinkel |
|---|---|
| Glatte, nicht strukturierte Oberfläche | ≥ 0,5° (empfohlen 1° - 2°) |
| Leichte Textur (z. B. SPI B-2) | ≥ 1.5° |
| Tiefe Textur / Ledernarbung (z. B. MT-11010) | ≥ 3° - 5° |
| Tiefer Hohlraum / hohe Rippen | 1° je 25 mm Tiefe hinzufügen |
Je tiefer die Textur, desto größer der Entformungswinkel. Allgemeine Regel: 1° zusätzlicher Tiefgang für jeweils 0,025 mm Texturtiefe. Das Verständnis dieser Beziehung hat auch Auswirkungen auf Oberflächenbeschaffenheit der Form Auswahlmöglichkeiten.
Filets (Radien)
Alle Innen- und Außenecken sollten verrundete Radien haben - vermeiden Sie scharfe rechte Winkel.
| Standort | Empfohlener Wert |
|---|---|
| Innenverrundungsradius | ≥ 50% der Wandstärke (ideal: 75%) |
| Äußerer Verrundungsradius | Innenradius + Wandstärke |
Warum?
- Scharfe Ecken sind Spannungskonzentrationspunkte - Hier ist die Wahrscheinlichkeit am größten, dass Teile brechen.
- Scharfe Ecken den Schmelzfluss behindern - anfällig für kurze Schüsse und Bindenähte
- Scharfe Ecken die Schwierigkeiten bei der Herstellung von Formen erhöhen - Die EDM-Bearbeitung von scharfen Ecken ist teuer und anfällig für Schäden
Rippen
Wenn die Wandstärke allein keine ausreichende Steifigkeit bietet, die Wandstärke nicht erhöhen (kostspielig, mehr Einfallstellen) - stattdessen Rippchen hinzufügen.
| Rippen-Design-Regel | Empfohlener Wert | Grund |
|---|---|---|
| Dicke der Rippen | ≤ 50% - 70% der Wanddicke | Zu dicke Rippen erzeugen dicke Stellen am Boden → Einfallstellen |
| Höhe der Rippe | ≤ 3× Wandstärke | Übermäßig hohe Rippen sind schwer zu füllen und auszustoßen |
| Basis Filet | 0,25 - 0,5 × Wandstärke | Eliminiert die Spannungskonzentration |
| Rippenöffnungswinkel | ≥ 0,5° pro Seite | Sorgt für reibungslosen Auswurf |
| Rippenabstände | ≥ 2× Wandstärke | Zu enge Abstände → Schwierige Kühlung auf der Werkzeugseite, heiße Stellen |
5.3 Schnappverschlüsse, Gewinde und Einlegeteile
Einrastende Passungen
Schnappverschlüsse sind die am häufigsten verwendeten befestigungsfreien Montageverfahren für Spritzgussteile - spart Schraubenkosten und vereinfacht die Montage.
- Die maximal zulässige Biegedehnung eines freitragenden Schnappers hängt vom Material ab (ABS ≈ 2 - 5%, PP ≈ 5 - 8%, PC ≈ 1 - 2%)
- Die freitragende Wurzel benötigt großzügige Verrundungsübergänge (R ≥ 0,5 × Wandstärke)
- Bei wiederholter Montage/Demontage ist ein Anfahrwinkel von 30° - 45° vorzusehen.
Fäden
- Außengewinde können direkt spritzgegossen werden (Spaltung an der Trennfuge erforderlich, oder Abschraubmechanismen)
- Innengewinde verwenden typischerweise Ausdrehkerne oder Metallgewindeeinsätze
- Für häufig angezogene Anwendungen (> 10 Zyklen), verwenden Sie Metallgewindeeinsätze (durch Hitze oder Ultraschall angebracht) anstelle von geformten Kunststoffgewinden
Einsatzformteil
Metallteile (Muttern, Stifte, Lager) werden in die Form eingelegt, bevor der Kunststoff um sie herum gespritzt wird. Unser Leitfaden für Einsatzspritzguss deckt den gesamten Prozess ab, und Sie können ihn mit anderen Ansätzen vergleichen in Umspritzen vs. Umspritzen mit Einlegeteilen.
- Vorteil: Metall-Kunststoff-Verbundteil in einem Schritt; hohe Haftfestigkeit
- Vorsicht! Der Unterschied im Wärmeausdehnungskoeffizienten zwischen Metall und Kunststoff ist groß. Die Kunststoffwand, die den Einsatz umgibt, muss dick genug sein (typischerweise ≥ 50% des Einsatzdurchmessers), sonst bilden sich beim Abkühlen radiale Risse.
5.4 DFM-Checkliste
Bevor Sie die Entwurfsdateien an Ihren Werkzeuglieferanten senden, sollten Sie diese Checkliste Punkt für Punkt durchgehen. Für noch mehr Feinheiten, erkunden Sie die 7 entscheidende DFM-Fragen und DFM & FMEA Risikominderung.
- Prüfung der Wanddickengleichmäßigkeit - Abweichung ≤ ±15% (ideal ≤ ±10%)
- Die Mindestwandstärke entspricht den Materialanforderungen
- Alle Wanddickenübergänge sind graduell (Übergangslänge ≥ 3× Dickenunterschied)
- Alle Innenecken haben Verrundungen R ≥ 0,5× Wanddicke
- Alle Außenflächen haben einen ausreichenden Entformungswinkel (≥ 1° glatt; Zunahme je nach Texturtiefe)
- Rippenstärke ≤ 60% der Wandstärke; Höhe ≤ 3× Wandstärke
- Chef OD ≤ 2,5× Wandstärke; Nabenwand ≤ 60% der Nennwand
- Hinterschneidungen werden identifiziert und bewertet (Schieber/Heber erforderlich? Können sie vermieden werden?)
- Empfehlungen für den Standort von Toren sind mit Anmerkungen versehen (nicht-kosmetische, nicht-funktionale Bereiche)
- Lage der Trennlinie bestätigt (keine Auswirkungen auf Aussehen oder Montage)
- Lage der Auswerferstifte bestätigt (nur nicht-kosmetische Oberflächen)
- Material fertiggestellt; Technisches Datenblatt (TDS) für das Material erhalten
- Schrumpfungsrate bei der Berechnung der Maßtoleranz
- Moldflow-Analyse zur Überprüfung von Füllung, Packung und Kühlung abgeschlossen
Kostenanalyse und -optimierung
6.1 Die vier Komponenten der Kosten des Spritzgießens
Kostenrechner für Spritzgießen
Dieser Rechner schätzt die Kosten für das Kunststoffspritzgießen auf der Grundlage von Material, Volumen und Zykluszeit...
Einen umfassenden Leitfaden finden Sie in unserem Begleitbuch zu Beherrschung der Spritzgießkosten.

Typische Kostenaufschlüsselung (mittelgroßes Verbraucherprodukt)
| Kostenkomponente | Ungefährer Anteil |
|---|---|
| Schimmel Amortisation | 15% - 30% (sinkt bei höherem Volumen) |
| Rohmaterial | 30% - 50% |
| Verarbeitung (Maschinenzeit + Arbeit) | 20% - 35% |
| Nachbearbeitung | 5% - 15% |
6.2 Kostenabschätzung für die Form
Nutzen Sie unseren interaktiven Schimmelkostenrechner für eine schnelle Schätzung, oder lesen Sie den ausführlichen Leitfaden auf wie viel eine Kunststoffform kostet.
| Faktor | Auswirkungen auf die Kosten |
|---|---|
| Größe des Produkts | Größeres Teil → größere Form → mehr Stahl- und Bearbeitungskosten |
| Geometrische Komplexität | Hinterschneidungen, tiefe Kavitäten, Präzisionsstrukturen → Schlitten, Heber, EDM → Kosten steigen. Lesen Sie warum die Preise für Spritzgussformen stark variieren |
| Anzahl der Hohlräume | Mehr Kavitäten → größeres und komplexeres Werkzeug → aber geringere Amortisation pro Stück Werkzeug |
| Formstahl | P20 vorgehärtet << S136 rostfrei < H13 Warmarbeitsstahl |
| Anforderungen an die Präzision | ±0,1 mm (Standard) << ±0,02 mm (hochpräzise optische Qualität) |
| Heißkanalsystem | Kaltkanal: keine zusätzlichen Kosten; Heißkanal: zusätzlich $5K - $50K |
| Verarbeitendes Gewerbe Region | China ≈ $3K - $50K; USA/Europa ≈ $10K - $200K (gleiche Spezifikation der Form) |
Grobe Schätzung Referenz
| Produktkomplexität | Einzelkavitätenform Preis (China) | Einzelkavitätenform Preis (US/EU) |
|---|---|---|
| Einfach (keine Hinterschneidungen, glatt) | $2.000 - $8.000 | $8.000 - $30.000 |
| Mittel (1 - 2 Folien, einfache Textur) | $8.000 - $25.000 | $25.000 - $75.000 |
| Komplex (Mehrfachschlitten, Heißkanal, feine Textur) | $25.000 - $80.000 | $75.000 - $250.000+ |
Wenn Sie eine Beschaffung aus China in Erwägung ziehen, erfahren Sie, wie Sie Angebote für Spritzguss vergleichen und achten Sie auf Versteckte Kosten beim chinesischen Spritzguss.
6.3 Sieben Strategien zur Senkung der Kosten pro Einheit
Eine zusätzliche Checkliste finden Sie in unserem Artikel über 7 Tipps zur Kostensenkung beim Spritzgießen und die 5-Schritte-Rahmen zur Senkung der Beschaffungskosten in China bis 20%.
| Strategie | Grundsatz | Erwartete Einsparungen |
|---|---|---|
| ① Wanddicke optimieren (dünner) | Weniger Material + kürzere Kühlzeit = doppelte Einsparung von Material und Maschinenzeit | 10% - 25% |
| ② Rippen statt dicker Wände verwenden | Erzielung von Steifigkeit durch Rippen, nicht durch zusätzliche Wandstärke | 5% - 15% |
| ③ Anzahl der Hohlräume erhöhen | Mehr Teile pro Zyklus → Verteilung der Maschinenzeitkosten | 20% - 50% (hohes Volumen) |
| ④ Heißkanäle verwenden | Eliminierung von Kufenabfällen - besonders wichtig bei teuren Materialien | 5% - 20% |
| ⑤ Substitution von Materialien | Wechsel zu einem kostengünstigeren Material, das dennoch die Leistungsanforderungen erfüllt | 10% - 40% |
| ⑥ Nachbearbeitung automatisieren | Robotische Teileentnahme, automatisches Ablängen, automatische Inspektion → Reduzierung des Arbeitsaufwands. Siehe Automatisierung & Robotik für IM | 15% - 30% (post-proc.) |
| ⑦ Design-Integration (Teilekonsolidierung) | Zusammenfügen mehrerer Teile zu einem Formteil → Wegfall von Montageschritten und Befestigungselementen | 20% - 50% (Systemebene) |
Die Strategie ⑦ (Designintegration) wird durch Tesla's einteiliger Druckguss-Heckunterboden - Konsolidierung von mehr als 70 gestanzten und geschweißten Teilen in einem einzigen riesigen Aluminiumgussstück, wodurch 300 Schweißroboter überflüssig werden und die Produktionskosten um 40% gesenkt werden. Obwohl es sich dabei um Druckguss und nicht um Spritzguss handelt, ist die Logik der Kostenreduzierung “Teile konsolidieren” ist identisch. Erkunden Sie Automobilleichtbau durch fortschrittliche IM-Techniken für ähnliche Strategien.
Siehe: 5.1 Wandstärkengestaltung um zu erfahren, wie man die Wanddicke sicher und ohne Leistungseinbußen reduzieren kann.
Fehlerbehebung und Qualitätskontrolle
7.1 Die zwölf häufigsten Fehler beim Spritzgießen
Die Beherrschung der Fehlererkennung und -behebung ist die Trennlinie zwischen einem “normalen Bediener” und einem “Spritzgießer”. Für einen ergänzenden Überblick lesen Sie bitte unseren Analyse von Spritzgießfehlern und deren Behebung.
Die folgenden zwölf Mängel sind nach der Häufigkeit ihres Auftretens geordnet:
Erscheinungsbild: Örtliche Vertiefungen auf der Produktoberfläche, typischerweise auf der Rückseite von Rippen, Vorsprüngen oder dickwandigen Bereichen.
Hauptursache: Dickwandige Bereiche kühlen langsam ab; das innere Material schrumpft weiter und zieht die bereits verfestigte Außenfläche nach innen. Siehe unser spezielles Lösungen für Spülenmarken Leitfaden.
| Fehlersuche Level | Abhilfemaßnahmen |
|---|---|
| Gestaltung | Verringern Sie die Rippendicke (≤ 60% der Wand); vermeiden Sie abrupte Dickenänderungen; erwägen Sie gasunterstützte IM |
| Prozess | Packdruck erhöhen; Packzeit verlängern; Werkzeugtemperatur senken |
| Schimmelpilz | Optimierung der Position des Anschnitts (näher an dicken Abschnitten); Vergrößerung des Anschnitts |
Erscheinungsbild: Dünne Lappen aus überschüssigem Material an Trennfugen oder Auswerferstiftlöchern. Siehe ein Beispiel aus der Praxis Fallstudie über Blitzdefekte.
Hauptursache: Unzureichende Klemmkraft oder beschädigte Trennflächen lassen Schmelze in die Zwischenräume sickern.
| Fehlersuche Level | Abhilfemaßnahmen |
|---|---|
| Maschine | Klemmkraft erhöhen |
| Schimmelpilz | Trennflächen ausbessern (nachschleifen, polieren); auf Formverformung prüfen |
| Prozess | Einspritzdruck/Geschwindigkeit reduzieren; Schmelzetemperatur senken |
Erscheinungsbild: Teil nicht vollständig gefüllt; fehlendes Material am Fließende.
Hauptursache: Die Schmelzfront gefriert, bevor sie das Ende des Hohlraums erreicht.
| Fehlersuche Level | Abhilfemaßnahmen |
|---|---|
| Prozess | Erhöhung der Einspritzgeschwindigkeit/des Drucks; Erhöhung der Schmelz-/Gießtemperaturen |
| Schimmelpilz | Hinzufügen/Reinigen Entlüftungen (kritisch!); Vergrößerung von Tor/Laufwerk |
| Gestaltung | Erhöhung der Wandstärke in dünnen Bereichen; Optimierung der Anschnittposition |
Erscheinungsbild: Feine linienförmige Markierungen, wo zwei Schmelzfronten aufeinandertreffen.
Hauptursache: Zwei Schmelzfronten haben sich zu stark abgekühlt, wenn sie zusammenkommen, und verhindern so eine vollständige Verschmelzung.
| Fehlersuche Level | Abhilfemaßnahmen |
|---|---|
| Prozess | Erhöhung der Schmelze- und Werkzeugtemperaturen; Erhöhung der Einspritzgeschwindigkeit |
| Schimmelpilz | Verlegung von Toren (Verlegung von Schweißleitungen in unkritische Bereiche); Verbesserung der Entlüftung |
| Gestaltung | Falls Durchgangslöcher vorhanden sind, sollten sie in Sacklöcher umgewandelt werden (Vermeidung von Schmelzspaltung um sie herum). |
Schweißlinien nicht vollständig beseitigt werden können (sie entstehen immer dann, wenn sich die Schmelze spaltet und wieder zusammenfindet) - sie können nur umgesiedelt oder minimiert.
Erscheinungsbild: Das Teil verbiegt, verdreht oder wölbt sich nach dem Auswerfen; erfüllt nicht die Anforderungen an Ebenheit/Geradheit. Siehe unser Fallstudien zur Verformung für Beispiele aus der Praxis.
Hauptursache: Unterschiedliche Bereiche des Teils kühlen unterschiedlich schnell ab → ungleichmäßige Schrumpfung → interne Spannungsfreisetzung verursacht Verformung.
| Fehlersuche Level | Abhilfemaßnahmen |
|---|---|
| Gestaltung | Gleichmäßige Wandstärke (die grundlegendste Lösung); Rippen für mehr Steifigkeit hinzufügen |
| Schimmelpilz | Optimieren Sie die Kühlkanäle für Gleichmäßigkeit; ziehen Sie eine konforme Kühlung in Betracht |
| Prozess | Verlängerung der Kühlzeit; Minimierung des Temperaturunterschieds zwischen Kern- und Hohlraumseite (≤ 10 °C) |
| Material | Wechsel zu Material mit geringerer oder isotroper Schrumpfung |
Erscheinungsbild: Schwarze oder braune Brandflecken an den Fließenden oder toten Ecken des Hohlraums.
Hauptursache: Eingeschlossene Luft wird durch die fortschreitende Schmelze adiabatisch komprimiert (wie bei der Zündung eines Dieselmotors), wodurch Temperaturen von Hunderten von Grad erreicht werden und der Kunststoff verkohlt.
| Fehlersuche Level | Abhilfemaßnahmen |
|---|---|
| Schimmelpilz | Entlüftungsöffnungen hinzufügen oder reinigen (sehr wichtig!) - Entlüftungstiefe normalerweise 0,02 - 0,05 mm. Siehe warum Entlüftung so wichtig ist |
| Prozess | Einspritzgeschwindigkeit reduzieren (vor allem in der letzten Phase); Schließkraft leicht reduzieren (Mikroleckage von Luft durch die Trennebene zulassen) |
Erscheinungsbild: Ringförmige oder wellenförmige Muster auf der Oberfläche, die typischerweise vom Gate ausstrahlen.
Hauptursache: Eine unzureichende Schmelzfronttemperatur oder eine ungleichmäßige Fließgeschwindigkeit verhindert eine gleichmäßige Ausbreitung der Deckschicht.
| Fehlersuche Level | Abhilfemaßnahmen |
|---|---|
| Prozess | Erhöhung der Einspritzgeschwindigkeit; Erhöhung der Schmelz-/Gießtemperaturen |
| Schimmelpilz | Torgröße vergrößern; Torposition optimieren |
Erscheinungsbild: Silbrig-weiße Schlieren auf der Oberfläche entlang der Fließrichtung.
Hauptursache: Feuchtigkeit im Material (übermäßiger Wassergehalt), flüchtige Gase oder eingeschlossene Luft, die beim Fließen der Schmelze in dünne Schichten gedehnt wird.
| Fehlersuche Level | Abhilfemaßnahmen |
|---|---|
| Material | Gründlich das Harz trocknen - PC: 120 °C/4 h; PA: 80 °C/8 - 12 h |
| Prozess | Gegendruck senken (Lufteinschlüsse reduzieren); Schneckendrehzahl reduzieren |
Erscheinungsbild: Ein schlangenförmiges, gefaltetes Muster, das vom Tor ausgeht.
Hauptursache: Die Schmelze schießt mit übermäßiger Geschwindigkeit aus einem engen Anschnitt in einen offenen Hohlraum - wie ein dünner Wasserstrahl, der in ein großes Becken spritzt, wobei sich nie eine stabile Fontänenfront bildet.
| Fehlersuche Level | Abhilfemaßnahmen |
|---|---|
| Prozess | Reduzieren Sie die anfängliche Einspritzgeschwindigkeit (mehrstufige Geschwindigkeit: langsamer Anfang → schnelle Mitte) |
| Schimmelpilz | Anschnitt vergrößern; den Anschnitt auf eine Wand richten (Schmelze auftreffen und sich ausbreiten lassen) |
Erscheinungsbild: Hohlräume im Inneren des Teils (im Querschnitt sichtbar). Siehe unser Anleitung zur Fehlersuche bei Blasen für weitere Einzelheiten.
Hauptursache: Bei dicken Abschnitten erstarrt die äußere Schicht zuerst, während die innere Schmelze ohne Hinterfüllung weiter schrumpft → es bilden sich Vakuumhohlräume; oder Feuchtigkeit/Gas im Material erzeugt Blasen.
| Fehlersuche Level | Abhilfemaßnahmen |
|---|---|
| Gestaltung | Reduzieren Sie die Wandstärke; eliminieren Sie dicke Abschnitte |
| Prozess | Packung vergrößern (bei Vakuumhohlräumen); Material gründlich trocknen (bei Blasen) |
Erscheinungsbild: Weiße Markierungen an den Stellen, an denen der Auswerferstift sitzt oder einrastet. Siehe unser stress mark solutions.
Hauptursache: Das Teil ist zum Zeitpunkt des Auswerfens noch nicht ausreichend abgekühlt und verfestigt; die Auswerfkraft verursacht ein örtliches Nachgeben des Materials.
| Fehlersuche Level | Abhilfemaßnahmen |
|---|---|
| Prozess | Kühlzeit verlängern; Auswurfgeschwindigkeit reduzieren |
| Schimmelpilz | Mehr Auswerferstifte hinzufügen (Kraft verteilen); Entlastungswinkel vergrößern |
Erscheinungsbild: Ungleichmäßige Färbung des Produkts oder Farbunterschiede von Charge zu Charge.
Hauptursache: Ungleichmäßiges Mischen des Farbmasterbatches, unzureichende Schneckenmischung oder Pigmentschwankungen von Charge zu Charge durch den Lieferanten des Farbmasterbatches.
| Fehlersuche Level | Abhilfemaßnahmen |
|---|---|
| Material | Verwendung von vorgefärbten Pellets anstelle von Masterbatch-Mischungen; Überprüfung der Chargenkonsistenz des Lieferanten |
| Prozess | Gegendruck und Schneckendrehzahl erhöhen (bessere Durchmischung); Dosierhub erhöhen |
7.2 Systematische Methodik der Fehlersuche
Wenn Mängel auftreten, passen Sie die Parameter nicht willkürlich nach Gefühl an. Verwenden Sie diesen Vier-Schichten-Ansatz. Weitere Anleitungen finden Sie in unserem Fehlerbehebung bei Produktfehlern Hinweis.
Während der ersten Formprüfung (T1), sobald Sie Teile produzieren, die alle Qualitätskriterien erfüllen, sofortiges Einfrieren und Aufzeichnen aller Prozessparameter (Zylindertemperaturen, Einspritzgeschwindigkeit/Druckprofil, Verpackungsparameter, Kühlzeit usw.) und bewahren Sie physische “goldene Proben” für zukünftige Vergleiche auf. Wenn später Defekte auftreten, lässt sich durch den Vergleich der aktuellen Teile mit den goldenen Proben und der aktuellen Parameter mit den aufgezeichneten Einstellungen die Ursache schnell eingrenzen.
7.3 Rahmen für die Qualitätskontrolle
Ein robustes QC-System sorgt für konsistente Ergebnisse über Millionen von Zyklen hinweg. Kombinieren Sie dies mit unserem Qualitätskontrolle beim Spritzgießen tiefes Eintauchen.
Eingehende Qualitätskontrolle (IQC)
- Überprüfen Sie die Chargennummer des Harzes, den Feuchtigkeitsgehalt (Feuchtigkeitsmessgerät) und den Schmelzindex (MFI).
- Querverweis des Analysezertifikats (CoA) mit den TDS-Spezifikationen des Materials
- Überprüfung der Farbstoff-/Masterbatch-Konsistenz (Farbchipvergleich unter D65-Licht)
Prozessbegleitende Qualitätskontrolle (IPQC)
- Inspektion des ersten Artikels (FAI): Messen Sie die ersten 3 - 5 Schüsse nach jeder Inbetriebnahme, jedem Werkzeugwechsel oder jeder Parameteränderung anhand der Zeichnung
- SPC-Überwachung: Verfolgen Sie kritische Abmessungen mit statistischen Prozesskontrollkarten (X̄-R oder X̄-S); reagieren Sie, wenn Cpk unter 1,33 fällt.
- Visuelle Inspektion: Die Bediener prüfen jedes N-te Teil (oder 100% für medizinische/sicherheitskritische Teile) anhand eines Grenzmustersatzes (gut / geringfügig / Ausschuss)
- Prozessüberwachung: Moderne Maschinen protokollieren den Werkzeuginnendruck, die Kissenposition und die Zykluszeit - markieren automatisch alle Aufnahmen außerhalb des Fensters
Ausgehende Qualitätskontrolle (OQC)
- AQL-Stichprobenprüfung nach ISO 2859-1 (typische AQL-Stufen: kritisch = 0, hoch = 1,0, niedrig = 2,5)
- Funktionsprüfung (z. B. Einrastkraft, Dichtheitsprüfung, Falltest)
- Vollständiger Dimensionsbericht (CMM oder Lichtstruktur-Scanner) auf einer bestimmten Frequenz
| QC-Werkzeug | Was es misst | Wann zu verwenden |
|---|---|---|
| Messschieber / Bügelmessgeräte | Lineare Abmessungen ± 0,01 mm | Jede FAI; Stichprobenkontrollen während der Fahrt |
| Go/No-Go-Anzeigen | Bestanden/nicht bestanden bei kritischen Merkmalen (Löcher, Gewinde) | 100% oder Hochfrequenz-Abtastung |
| CMM (Koordinatenmessmaschine) | Vollständiger Bericht in 3D-Dimensionen | FAI, PPAP, periodisches Audit |
| Optischer Komparator / Vision System | Profilkonturen, Anschnitt, Blitzlicht | Kosmetische und profilkritische Teile |
| Feuchte-Analysator | % Feuchtigkeit in Harzgranulat | Jede neue Charge / jede Schicht |
| MFI-Tester | Schmelzflussindex - Materialkonsistenz | Inspektion des eingehenden Harzes |
| Farb-Spektralphotometer | ΔE Farbabweichung | Farbkritische Produkte, jede Charge |
Bei der Bewertung von Werkzeuglieferanten oder Auftragsherstellern, um Einsicht in den QC-Plan, die SPC-Daten und die Kontrollgrenzen bitten - nicht nur ihr Preisangebot. Ein Anbieter, der Ihnen Live-Cpk-Daten und Grenzwert-Musterplatten vorlegen kann, ist weitaus vertrauenswürdiger als ein Anbieter mit dem niedrigsten Preis. Lernen Sie wie man zuverlässige Spritzgießer findet.
Fortgeschrittene Prozesse und Grenzbereiche der Industrie
Neben dem Standard-Spritzgießen mit nur einem Material gibt es mehrere fortschrittliche Varianten, die Möglichkeiten eröffnen, die das herkömmliche IM nicht bieten kann. Bleiben Sie vorne, indem Sie die die wichtigsten Trends, die die Branche umgestalten.
8.1 Fortgeschrittene Molding-Varianten
| Prozess-Variante | Grundprinzip | Die wichtigsten Vorteile | Typische Anwendungen |
|---|---|---|---|
| Two-Shot / 2K-Formenbau | Zwei verschiedene Materialien werden nacheinander in dieselbe Form gespritzt (erfordert eine Maschine mit zwei Zylindern oder eine Drehplatte) | Eliminiert sekundäre Montage; erzeugt Soft-Touch-Griffe, mehrfarbige Teile | Zahnbürstengriffe, Griffe von Elektrowerkzeugen, Autoknöpfe |
| Umspritzen | Ein vorgeformtes Substrat wird in eine zweite Form gelegt und mit einem anderen Material überspritzt | Ähnlich wie beim Two-Shot-Verfahren, aber mit zwei separaten Formen; geringere Investitionen in die Ausrüstung | Weiche Griffe an starren Griffen, versiegelte Anschlüsse |
| Einsatzformteil | Einlegen von Metall oder anderen vorgeformten Komponenten in die Form; Kunststoff wird um sie herum gespritzt | Metall-Kunststoff-Verbund in einem Schritt; hohe Haftfestigkeit | Gewindeinsätze, elektrische Anschlüsse, Sensorgehäuse |
| Gasunterstütztes Spritzgießen (GAIM) | Einblasen von Stickstoffgas in dicke Abschnitte nach der Teilfüllung, wodurch der Kern ausgehöhlt wird | Eliminiert Einfallstellen in dicken Teilen; reduziert Gewicht und Materialkosten um 20% - 40% | Möbelgriffe, TV-Rahmen, dicke Autoverkleidungen - siehe Griff Form Gas-assist |
| Mikro-Spritzgießen | Teile mit einem Gewicht von Bruchteilen eines Gramms, mit Mikromerkmalen < 100 µm | Ermöglicht die Miniaturisierung von medizinischen, optischen und elektronischen Komponenten | Hörgeräteschalen, mikrofluidische Chips, faseroptische Ferrule |
| In-Mold-Labeling (IML) | Vorgedrucktes Etikett, das in der Kavität platziert wird und während des Spritzgießens mit der Oberfläche des Teils verschmilzt | Hochwertige Dekoration ohne Sekundärdruck; das Etikett wird integral | Lebensmittelbehälter, Kosmetikverpackungen - siehe In-Mold-Dekoration |
| Strukturelle Schaumstoff-Formteile | Chemisches oder physikalisches Treibmittel erzeugt einen Schaumstoffkern mit fester Haut | Geringes Gewicht (10% - 30% leichter); hohes Verhältnis von Steifigkeit zu Gewicht | Große Paletten, Möbelteile, Gerätegehäuse |
| Flüssigsilikonkautschuk (LSR) Formgebung | Zweikomponenten-Flüssigsilikon, das gemischt und in eine beheizte Form gespritzt wird; härtet durch Additionsreaktion aus | Biokompatibel, extremer Temperaturbereich (-55 °C bis +200 °C), flexibel | Babyflaschensauger, medizinische Dichtungen, Bänder für tragbare Geräte |
8.2 Industrie 4.0 und die Zukunft des Spritzgießens
Die Spritzgießindustrie befindet sich in der größten Umbruchphase seit der Erfindung der Kolbenschnecke. Erfahren Sie, wie AI definiert das Spritzgießen neu und was Automatisierung & Robotik Mittel für Produktionsböden.
Wichtige Technologietrends (2026 und darüber hinaus)
| Trend | Beschreibung | Auswirkungen |
|---|---|---|
| Smart Molding / IoT-Sensoren | Druck- und Temperatursensoren im Hohlraum übertragen Echtzeitdaten; die Maschinen passen die Parameter automatisch an | Reduzierung der Fehlerquote um 30% - 70%; vorausschauende Wartung reduziert Ausfallzeiten |
| AI / Maschinelles Lernen Optimierung | Anhand historischer Prozessdaten trainierte AI-Modelle sagen optimale Parametersätze für neue Formen/Materialien voraus | Verkürzung der Einrichtungszeit von Tagen auf Stunden; schnelleres Auffinden des Prozessfensters |
| Digitaler Zwilling | Virtuelle Nachbildung der Formzelle simuliert Produktionsszenarien vor der physischen Umsetzung | Verkürzung der Formversuche (T0 - T3) um 1 - 2 Runden; schnellere Markteinführung |
| Nachhaltige / biobasierte Materialien | PLA, PHA, Bio-PE, recycelte Harze gewinnen Marktanteile aufgrund von Gesetzgebung und ESG-Druck | Prozessanpassungen erforderlich (niedrigere Schmelztemperaturen, andere Schrumpfung); neue DFM-Richtlinien in Vorbereitung. Prüfen Sie unser Nachhaltigkeit beim Spritzgießen Übersicht |
| Konforme Kühlung durch Metall-3D-Druck | Formeinsätze mit 3D-gedruckten Kühlkanälen, die sich der Geometrie der Kavität anpassen | Reduzierung der Zykluszeit von 20% - 40%; verbesserte Teilequalität (weniger Verzug) |
| Mikro- und Nanospritzguss | Herstellung von Merkmalen im Mikron- und Submikronbereich | Ermöglicht medizinische Diagnostik der nächsten Generation (Lab-on-a-Chip), Optik und MEMS |
| Kollaborative Roboter (Cobots) | Leichtbauroboter an der Seite von Bedienern zur Entnahme, Prüfung und Verpackung von Teilen | Flexible Automatisierung für kleine Chargen; geringere Investitionen als bei voll automatisierten Zellen |
Die Konvergenz von AI + IoT + nachhaltige Materialien + additiv gefertigte Werkzeuge schafft einen Paradigmenwechsel. Hersteller, die jetzt in diese Technologien investieren, haben einen erhebliche Wettbewerbsverzerrung bis zum Ende des Jahrzehnts. Die Fähigkeiten zum dolmetschen Daten werden ebenso wichtig wie die Fähigkeiten, die betreiben. Maschinen.
Nächste Schritte und Ressourcen
9.1 Ihr Lernfahrplan
Nachdem Sie nun diesen Leitfaden verinnerlicht haben, erfahren Sie hier, wie Sie Ihr Fachwissen systematisch vertiefen können:
Grundlagen festigen
Lesen Sie erneut Teile 1 - 3 und machen Sie ein Quiz zu den wichtigsten Konzepten. Stellen Sie sicher, dass Sie den Sechs-Stufen-Zyklus erklären können, Thermoplaste von Duroplasten unterscheiden und die 10 wichtigsten Materialien nennen können.
DFM auf ein reales Projekt anwenden
Nehmen Sie ein bestehendes Produkt (oder einen einfachen eigenen Entwurf) und durchlaufen Sie die DFM-Checkliste. Nennen Sie mindestens 3 Verbesserungen. Verwenden Sie die Wandstärken-Rechner und Kostenkalkulator.
Besuch einer Gießerei
Nichts kann den Prozess ersetzen, wenn man ihn selbst erlebt. Beobachten Sie den Zyklus, hören Sie der Maschine zu, fühlen Sie das warme, ausgeworfene Teil. Stellen Sie Fragen zum Arbeitsablauf der Qualitätskontrolle.
Ausführen einer Moldflow-Simulation
Laden Sie eine Testversion von Moldflow, Moldex3D oder Solidworks Plastics herunter. Simulieren Sie eine einfache Kastenform und untersuchen Sie die Füllzeit, Bindenaht Standorte, und Schrumpfung Muster. Siehe warum Simulation unerlässlich ist.
Bauen Sie Ihr Netzwerk auf
Treten Sie LinkedIn-Gruppen bei, besuchen Sie Kunststoffmessen (NPE, Fakuma, Chinaplas), und knüpfen Sie Kontakte zu Materiallieferanten und Formenbauern. Finden Sie heraus wie man zuverlässige Lieferanten findet und Kostenvoranschläge vergleichen effektiv.
Auf dem Laufenden bleiben
Setzen Sie ein Lesezeichen für diesen Leitfaden und besuchen Sie die Fortgeschrittene Prozesse und Grenzbereiche der Industrie Abschnitt vierteljährlich. Befolgen Sie die wichtige Branchentrends wenn sie sich weiterentwickeln.
9.2 Empfohlene Ressourcen
Schnellreferenztabelle zur Materialauswahl
Ein einseitiger Vergleich der 20 wichtigsten Spritzgießmaterialien mit den wichtigsten Eigenschaften, Preisklassen und Anwendungshinweisen. Beginnen Sie mit unserem Bibliothek für Kunststoffmaterialien.
DFM-Checkliste (Druckbares PDF)
Die vollständige DFM-Checkliste aus Teil 5, für den Druck formatiert. Bringen Sie es zu jeder Entwurfsbesprechung mit.
Flussdiagramm zur Fehlerbehebung bei Defekten
Visuelle Flussdiagramm-Version des vierschichtige Methodik der Fehlersuche - laminieren Sie es für den Werkstattbereich. Siehe auch unser Online Werkzeug zur Fehlersuche.
Kalkulationstabelle für Formkosten
Excel-Vorlage mit Formeln zur Schätzung der Werkzeugkosten auf der Grundlage von Größe, Komplexität, Kavitäten, Stahlqualität und Region. Probieren Sie die Online intelligenter Kostenrechner für Schimmelpilze.
Empfohlene Lektüre
“Handbuch Spritzgießen” - Osswald, Turng, Gramann (die Branchenbibel); “Konstruktion von Kunststoffteilen für die Montage” - Tres; “Moldflow Design Guide” - Kennedy. Und unser vollständiges Einsteiger-Glossar.
9.3 Glossar der wichtigsten Begriffe
| Begriff | Definition |
|---|---|
| Hohlraum | Der Hohlraum in der Form, der die äußere Form des Teils bestimmt |
| Kern | Die Formkomponente, die die innere Form des Teils definiert |
| Läufer | Kanalsystem zur Förderung der Schmelze vom Anguss bis zum Anschnitt |
| Tor | Enger Durchgang für den Eintritt der Schmelze in die Kavität |
| Trennungslinie | Die Schnittstelle, an der die beiden Formhälften aufeinandertreffen |
| Tiefgangswinkel | Verjüngung der Teilewände zur Erleichterung des Auswurfs |
| Schrumpfung | Verringerung des Volumens beim Abkühlen des Kunststoffs von der Schmelze zum festen Zustand |
| Auswerferstift | Mechanischer Stift, der das erstarrte Teil aus der Form drückt |
| Klemmkraft (Tonnage) | Kraft, die die Formhälften während des Einspritzens geschlossen hält |
| Zykluszeit | Gesamtzeit für einen vollständigen Gießzyklus |
| MFI (Schmelzflussindex) | Messung der Durchflussrate eines Polymers unter Standardbedingungen (g/10 min) |
| Cpk | Prozessfähigkeitsindex - misst, wie gut ein Prozess innerhalb der vorgegebenen Grenzen bleibt |
| T1 / T2 / T3 | Erster / zweiter / dritter Formversuch - iterative Formdebugging-Runden |
| PPAP | Genehmigungsverfahren für Produktionsteile - formale Qualitätsfreigabe für die Massenproduktion |
| DFM | Design for Manufacturing - Optimierung des Produktdesigns für den Herstellungsprozess |
Häufig gestellte Fragen
Die häufigsten Fragen von Einkäufern, Designern und Ingenieuren zum Thema Spritzgießen - direkt beantwortet.
🏆 Schlussfolgerung: Vom Wissen zur Beherrschung
Sie haben gerade eine Reise durch die gesamte Landschaft des Spritzgießens hinter sich - vom grundlegenden Konzept “Was ist Spritzgießen” bis hin zu fortschrittlichen Verfahren, Kostenoptimierung und Qualitätskontrolle. Das können Sie jetzt getrost tun:
- Erklären Sie wie das Spritzgießen funktioniert für jeden Interessenvertreter, auf jeder Ebene
- Wählen Sie das richtige Material für Ihre Anwendung mithilfe eines systematischer Entscheidungsrahmen
- Teile konstruieren, die optimiert für Herstellbarkeit von Anfang an
- Bewertung von Werkzeugkonstruktionen und Kostenvoranschlag mit Zuversicht
- Identifizieren und Beheben von Problemen die 12 wichtigsten Mängel Anwendung einer systematischen Methodik
- Führen Sie informierte Gespräche über fortschrittliche Verfahren und zukünftige Trends
- Engagieren Sie sich bei Lieferanten als informierter Partner, kein passiver Käufer
Erinnern Sie sich: Spritzgießen ist sowohl eine Wissenschaft als auch eine Kunst. Die Wissenschaft finden Sie in diesem Leitfaden, die Kunst kommt aus der Praxis. Beginnen Sie noch heute damit, das Gelernte anzuwenden - und Sie werden überrascht sein, wie schnell sich Ihre Kenntnisse erweitern.
Dieser Leitfaden ist ein lebendiges Dokument, das für das Jahr 2026 aktualisiert wird. Setzen Sie ein Lesezeichen und kehren Sie zurück, wenn Sie eine Auffrischung, eine Vertiefung oder einen Bezugspunkt für Ihr nächstes Projekt benötigen.
Steven Cheng
Gründer und Chef-Formenbauer - Topworks Plastic Mold - Huangyan, China
Steven Cheng gründete Topworks Kunststoffform in Huangyan, der Hauptstadt des chinesischen Formenbaus, nachdem er mehr als ein Jahrzehnt im Präzisionswerkzeugbau für Tier-1-Zulieferer der Automobil- und Medizintechnik tätig war. Im Laufe von 20 Jahren leitete er die Entwicklung und Herstellung von mehr als 500 Werkzeugen: von Werkzeugen für Verpackungen mit hoher Kavität bis hin zu Innenraumwerkzeugen für Kraftfahrzeuge der Klasse 101 und FDA-konformen Komponenten für medizinische Geräte.
Sein praktisches Fachwissen deckt den gesamten Lebenszyklus von Formen ab: DFM-Analyse, Moldflow-Simulation, Anschnitt- und Angussoptimierung, konformes Kühlungsdesign, Stahlauswahl und Erstmusterprüfung (PPAP). Steven schreibt, um die Wissenslücke zwischen Einkäufern und Werkzeugingenieuren zu schließen und Produktteams die technische Sicherheit zu geben, Lieferanten kritisch zu bewerten und bessere Werkzeugentscheidungen zu treffen.

