






Was ist eine Kunststoffform?
Eine Kunststoffform ist ein Präzisionswerkzeug, das geschmolzenen Kunststoff durch Verfahren wie Spritzgießen, Blasen, Pressen, Transfer- und Rotationsgießen zu fertigen Teilen formt. Ihr Kernstück sind die Hohlraum (das Negativ der äußeren Form) und die Kernstück (der die inneren Merkmale bildet). Flüssiger Kunststoff wird in einem wiederholbaren Zyklus eingespritzt, abgekühlt, verfestigt und ausgestoßen. Zu den Standardformenstählen gehören P20, H13, und S136 rostfrei, Die Prototypen werden in der Regel durch CNC-Bearbeitung, 3D-Druck oder Vakuumguss hergestellt.
📌 Was gibt es Neues im Jahr 2026: Aktualisierte Kostenspannen für aktuelle Stahlpreise, ergänzte Abschnitte über konforme Kühlung und IoT-Werkzeugsensoren und überarbeitete Vorlaufzeitschätzungen auf der Grundlage von Branchendaten für 2025-2026.
Inhaltsübersicht
Struktur der Spritzgussform
Interaktiver technischer Leitfaden - Klicken Sie auf die Markierungen, um die Komponenten zu erkunden
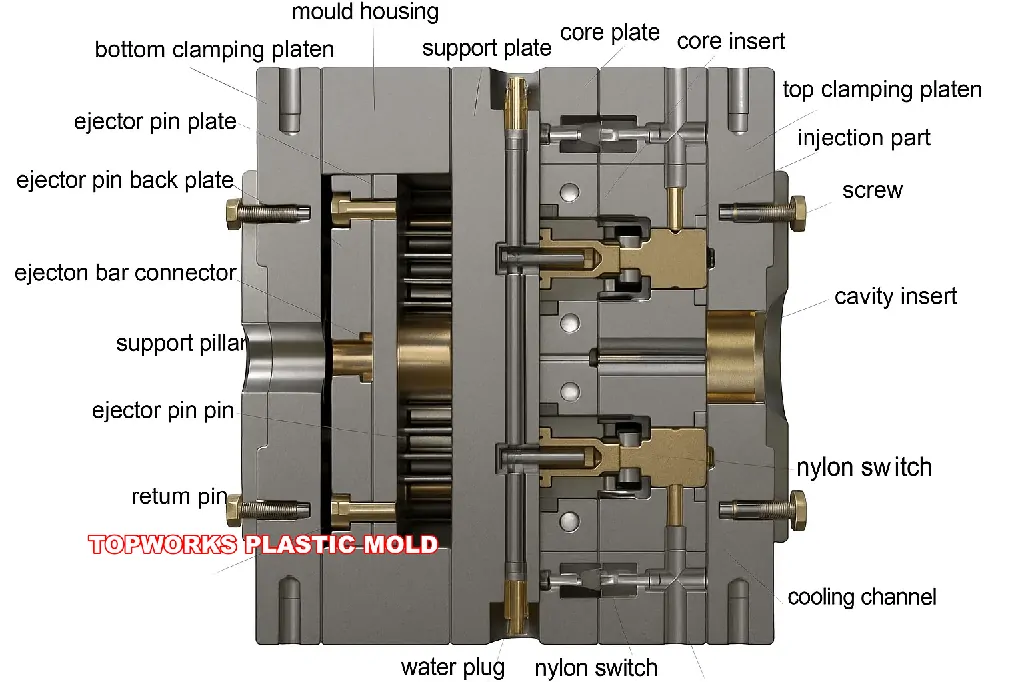
Wählen Sie eine Komponente aus dem Diagramm oder der Liste aus, um technische Details anzuzeigen.
| Komponente | Primäre Funktion | Wichtige Hinweise |
|---|---|---|
| Hohlraum | Definiert die äußere Geometrie und kosmetische Oberflächen. | Kontrolliert Aussehen, Oberflächenbeschaffenheit und Textur. |
| Kern | Formt die innere Geometrie (Vorsprünge, Rippen, Löcher). | Entscheidend für die strukturellen Merkmale und die Maßhaltigkeit. |
| Kühlsystem | Verwaltet Zykluszeit und Maßhaltigkeit. | Wasserleitungen, Ablenkplatten oder konforme Kanäle optimieren die Wärmeabfuhr. |
| Auswurfsystem | Entnimmt das Teil sicher und ohne Beschädigung aus der Form. | Auswerferstifte, Hülsen, Stößel und Luftventile; Zeitpunkt und Platzierung sind wichtig. |
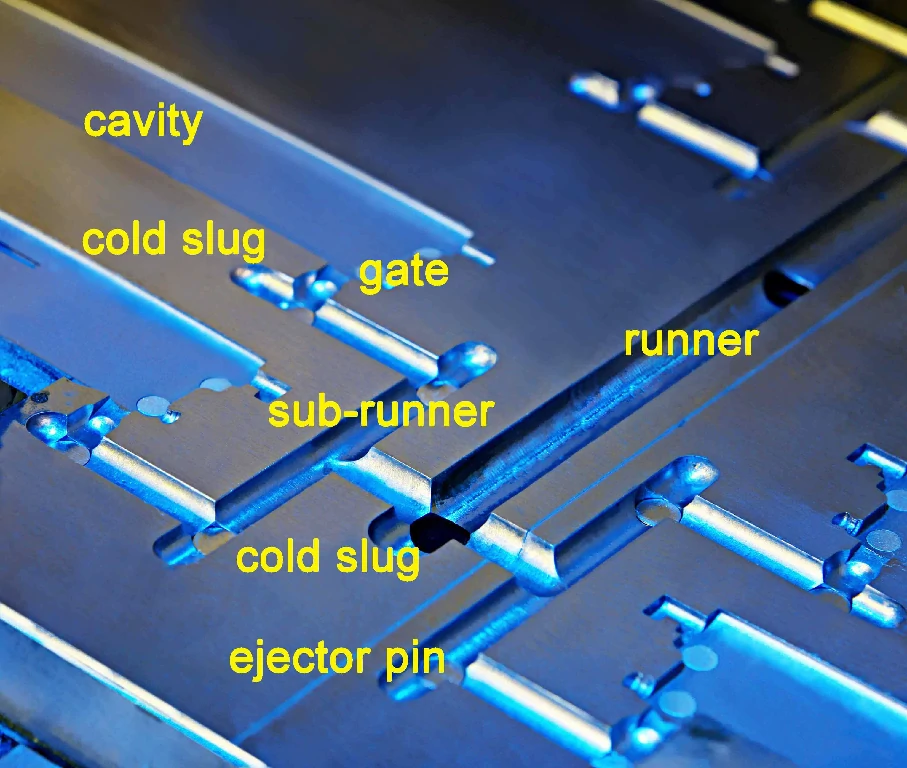
| Läufersystem | Bringt die Schmelze gleichmäßig in jede Kavität (Heiß- oder Kaltkanal). | Beinhaltet Anguss, Angusskanäle und Anschnitte; gleichmäßiger Fluss zur Vermeidung von Defekten. 2-Platten- oder 3-Platten-Konfiguration. |
Erlernen der Grundlagen von Kunststoff-Formen
Vor der Auswahl eines Werkzeugs ist es hilfreich, sich über Definitionen und Struktur klar zu werden. Im Folgenden finden Sie einen kurzen Überblick darüber, wie eine Form gebaut wird und wie der Formgebungszyklus funktioniert.
Definition und Hauptbestandteile
Eine Kunststoffform besteht aus zwei Hauptformteilen: dem Hohlraumseite, der die äußere Oberfläche des Teils formt, und der Kernseite, die innere Merkmale wie Rippen, Vorsprünge, Löcher und Hinterschneidungen bilden. Um diese Formbereiche herum umfasst die Form auch das Anguss- und Anschnittsystem, die Kühlkanäle, das Auswerfersystem, die Führungselemente und die Stützplatten. Zusammen steuern diese Komponenten, wie der geschmolzene Kunststoff fließt, abkühlt, schrumpft und schließlich aus der Form entlassen wird.
Beim Spritzgießen wird der Kunststoff geschmolzen und unter hohem Druck von der Presse in den Formhohlraum gespritzt, wo er beim Abkühlen aushärtet. Nach dem Abkühlen öffnet sich die Form und das Teil wird ausgestoßen - dann wiederholt sich der Zyklus. Die Qualität der Teile hängt von Kunststoff, Formstahl, Geometrie, Anschnitt, Kühlung und Ausstoßmethode ab.
Weiterführende Lektüre: Unsere Dienstleistungen im Formenbau
Was sind die wichtigsten Arten von Kunststoffformen?
Es gibt sechs Haupttypen von Kunststoffformen, die jeweils für unterschiedliche Teileformen, Volumen und Budgets geeignet sind. Spritzgießen ist die vielseitigste Lösung für komplexe, hochvolumige Teile. Blasformen erzeugt Hohlkörper. Formpressen eignet sich am besten für große flache Duroplastteile. Extrusion produziert kontinuierliche Profile wie Rohre. Rotationsgießen macht große hohle Gegenstände. Tiefziehen formt erhitzte Platten über einer Form für Verpackungen und Platten.
| Typ | Am besten für | Typische Produkte |
|---|---|---|
| Spritzgussform | Komplexe, großvolumige Teile | Autoteile, Elektronik, medizinische Geräte |
| Blasform | Hohle Behälter | Flaschen, Kraftstofftanks, Fässer |
| Kompressionsform | Große flache/gekrümmte Duroplastteile | Elektrische Schalttafeln, Karosserieteile |
| Extrusionsform | Kontinuierliche Querschnittsprofile | Rohre, Schläuche, Fensterrahmen |
| Rotationsform | Große hohle Teile | Tanks, Kajaks, Spielgeräte |
| Tiefziehen | Flache Teile aus beheizten Blechen | Lebensmittelschalen, Verpackungen, Armaturenbretter |
Wie funktioniert das Kunststoffspritzgießen?
Im Folgenden wird der gesamte Arbeitsablauf am Beispiel des Spritzgießens dargestellt. Die gleiche Logik gilt im Großen und Ganzen auch für andere Gussverfahren.
Schritt 1: Entwurfsphase (Zeitrahmen: ~1 Woche)
- CAD-Konstruktion: Teil und Form 3D/2D, GD&T, Entwurf und Toleranzen.
- DFM-Analyse: Wandstärke, Rippen, Radien - zur Reduzierung von Verzug und Einfallstellen.
- Moldflow-Analyse: Füllbalance, Schweißlinien, Luftfallen, Kühlung und Ablenkungsvorhersage.
Schritt 2: Herstellung der Form (Zeitrahmen: 2-6 Wochen)
- Auswahl der Materialien: P20, H13, S136 oder Aluminium - je nach Lebenserwartung, Harz und Korrosionsrisiko.
- CNC-Bearbeitung: Schrupp- und Schlichtdurchgänge für die geometrische Genauigkeit; Elektroden für das Erodieren vorbereitet.
- EDM-Bearbeitung: Tiefe Taschen, scharfe Ecken, komplexe Details.
- Polieren und Strukturieren: Optischer Schliff (SPI A1/A2) oder Texturen (VDI/MT).
- Montage: Führungen, Ejektoren, Wasserleitungen, Heißkanäle (falls zutreffend).
Schritt 3: Prüfung und Validierung (Zeitrahmen: 1-2 Wochen)
- T0/T1-Versuche: Festlegung des Prozessfensters; Bewertung der Abmessungen und der Kosmetik.
- Inspektion: CMM, optische Messung; Definition einer goldenen Probe.
- Optimierung: Optimierung der Schieber, Entlüftung, Kühlungsausgleich, stahlsichere Einstellungen.
Schritt 4: Massenproduktion
- Stabile Läufe: Reproduzierbare Temperaturen, Drücke und Zeiten.
- Qualitätskontrolle: FAI, prozessbegleitende SPC und Endkontrollen.
- Wartung: Reinigung, Schmierung, Entkalkung der Wasserleitung und Ersatzteilmanagement.
In Kunststoffformen verwendete Materialien
Die Auswahl der richtigen Kombination aus Formstahl und Harz beeinflusst die Lebensdauer, die Zykluszeit und den Stückpreis - insbesondere bei glasgefüllten oder korrosiven Materialien.
Gängige Formmaterialien
| Material | Eigenschaften | Anwendungen | Kosten |
|---|---|---|---|
| P20-Stahl | Vorgehärtet, vielseitig, wirtschaftlich | Mittelgroße Formen | $ |
| H13 Stahl | Hohe Härte, verschleiß- und hitzebeständig | Hochvolumige, glasgefüllte Harze | $$ |
| S136 Rostfrei | Korrosionsbeständig, hochglanzpoliert | Medizin, Lebensmittel, transparente Teile | $$$ |
| Aluminium | Hohe Leitfähigkeit, schnelle Bearbeitung | Prototypen, Kleinserien | $ |
Kunststoffmaterialien für die Formgebung
- ABS: Robust und stabil; ausgezeichnet für kosmetische Gehäuse.
- Polypropylen (PP): Leicht und chemikalienbeständig; Verpackungen und Geräte.
- Polyethylen (PE): Zäh; häufig in blasgeformten Flaschen und Behältern.
- Polycarbonat (PC): Klar und stark; optische und schützende Teile.
- Nylon (PA): Verschleiß- und hitzebeständig; Zahnräder und Strukturteile.
Warum sind Kunststoffformen so teuer?
Kunststoffformen erfordern hochwertigen Stahl, CNC/EDM-Präzisionsbearbeitung (Toleranzen ±0,02-0,05 mm), qualifizierte technische Planung und stundenlanges Polieren und Montieren. Allein die CNC-Bearbeitung macht 25-40% der Gesamtkosten aus. Komplexe Merkmale wie Schlitten, Heber und Heißkanäle erhöhen den Zeitaufwand für Konstruktion und Bearbeitung erheblich.
Faktoren, die die Kosten für Schimmelpilze beeinflussen
Teil Komplexität - Basis: $2.000-$5.000 - Mittelstufe: $5.000-$20.000 - Fortgeschrittene: $20.000-$100.000+ (z. B. Spiegelglanz, Heber/Gleiter, Mikromerkmale).
Form Größe - Klein (1.000 mm). Größere Werkzeuge erfordern einen höheren Aufwand an Stahl, Bearbeitung und Kühlung.
Anforderungen an das Volumen - Prototyp: 200-1.000 Schüsse - Kleinserie: 1.000-10.000 - Hohe Produktion: 10.000-100.000+ (Heißkanäle und Automatisierung typisch).
Auswahl des Materials - Werkzeugstahlsorte; Oberflächenbehandlungen (Nitrieren, PVD, Hartchrom); besondere Anforderungen (SPI optisches Polieren, VDI/MT-Texturen, Korrosionsschutz).
Hohlraum Nummer - Einzelkavität - Mehrfachkavität (2-64) - Familienform. Mehrkavität erfordert präzisen Fluss und Schrumpfungsausgleich.
Toleranzanforderungen - Standard ±0,1 mm - Präzision ±0,02 mm - Ultrapräzision ±0,01 mm (erfordert Umgebungskontrolle).
| Kostenkategorie | Anteil an Gesamt |
|---|---|
| Konstruktion und Entwicklung (CAD, DFM, Moldflow) | 15-30% |
| Stahl/Rohstoff | 15-30% |
| CNC-Bearbeitung & EDM | 25-40% |
| Polieren, Texturierung und Montage | 10-20% |
| Form Typ | Preisspanne (USD) |
|---|---|
| Einfacher Prototyp (Aluminium, einfache Kavität) | $2.000 - $5.000 |
| Standardproduktion (P20, 1-2 Folien) | $5.000 - $15.000 |
| Mittlere Komplexität (2-4 Kavitäten, Heißkanal) | $15.000 - $50.000 |
| Hohe Komplexität (Multikavität, Vollheißkanal) | $50.000 - $150.000 |
| Ultrapräzision (16-64 Kavitäten) | $150.000 - $500.000+ |
Tipps zum Kostensparen
- Optimieren Sie die Teilekonstruktion frühzeitig mit DFM um Rutschen, Hotspots und Einfallstellen zu beseitigen.
- Passen Sie die Anzahl der Kavitäten und die Maschinentonnage an den tatsächlichen Bedarf an - nicht an den maximalen theoretischen Bedarf.
- Verwenden Sie nach Möglichkeit Standardkomponenten und modulare Einsätze.
- Bestellen Sie größere Chargen, um die Werkzeugkosten auf mehr Teile zu verteilen.
- Gehen Sie eine Partnerschaft mit erfahrenen Herstellern ein, um die Anzahl der Iterationen von Formversuchen zu reduzieren.
[Formkosten]
Wie lange hält eine Kunststoffform?
Die Lebensdauer der Formen wird in Einspritzzyklen gemessen. Formen aus gehärtetem Stahl (H13, S136) halten 500.000 bis 1.000.000+ Zyklen. Griffe aus vorgehärtetem Stahl (P20) 200.000-500.000 Zyklen. Aluminiumformen eignen sich für das Prototyping bei 10.000-100.000 Zyklen. Abrasive Harze wie glasgefülltes Nylon verschleißen die Formen 3-5x schneller. Eine regelmäßige Wartung - Reinigung, Schmierung und Inspektion alle 50.000 Zyklen - kann die Lebensdauer der Form um 30-50% verlängern.
| Material der Form | Erwartete Lebenserwartung | Beste Anwendung |
|---|---|---|
| Gehärteter Stahl (H13 / S136) | 500.000 - 1.000.000+ Zyklen | Hochvolumige Produktion |
| Vorgehärteter Stahl (P20 / 2738) | 200.000 - 500.000 Zyklen | Mittelgroße Produktion |
| Aluminium (7075 / 6061) | 10.000 - 100.000 Zyklen | Prototyping & Kleinserien |
| Weiches Metall / Epoxid | 500 - 5.000 Zyklen | Nur Prototyping |
Qualitätskontrolle bei Kunststoffformen
Die Qualität wird durch präzise Messungen, Dokumentation und die Einhaltung von Industriestandards sichergestellt.
Inspektionsmethoden
- CMM (Koordinatenmessmaschine)
- Optische Messung und Profilometrie
- Prüfung der Oberflächenbeschaffenheit (Ra, Glanz)
- First Article Inspection (FAI), PPAP für die Automobilindustrie
Industrie-Normen
- ANSI/ASME-, DIN- und JIS-Normen für Abmessungen und Toleranzen
- PPAP- und APQP-Verfahren für die Automobilindustrie
- Device History Records für medizinische Anwendungen
Gemeinsame Herausforderungen und Lösungen
Die meisten Probleme beim Gießen lassen sich durch proaktive Gestaltung und Prozessoptimierung vermeiden. Nachfolgend sind häufige Probleme und deren Behebung aufgeführt.
1. Select the defect you need to troubleshoot

Trends in der Kunststofftechnik der Zukunft
Die neuen Möglichkeiten schlagen sich unmittelbar in kürzeren Zyklen, besserer Qualität und schnelleren Markteinführungen nieder.
- 3D-Druck Integration - Die additive Fertigung ermöglicht schnelle Einsätze und konforme Kühlkanäle, die der Bauteilgeometrie folgen, was zu einer schnelleren und gleichmäßigeren Kühlung und einer erheblichen Reduzierung der Zykluszeit führt.
- Intelligente Formen (IoT-Sensoren) - Eingebettete Temperatur- und Drucksensoren ermöglichen eine datengesteuerte Prozesskontrolle, weniger Defekte, schnelleres Einrichten und Prozessfenster in Echtzeit.
- Nachhaltige Materialien - Recycelbare und biobasierte Harze, kombiniert mit modularen Kernen und austauschbaren Einsätzen, verlängern die Lebensdauer der Werkzeuge und reduzieren den Abfall.
- AI-gestützte Entwurfsoptimierung - KI-gestützte Parametereinstellungen, Fehlerprognosen und automatisierte Anschnitt-/Kühlungslayouts reduzieren die Anzahl der Versuchsiterationen und verkürzen die Markteinführungszeit.
Häufig gestellte Fragen
Zehn wichtige Fragen zu Kunststoff-Formen, beantwortet.
1. Was ist eine Kunststoffform?
Eine Kunststoffform ist ein Präzisionswerkzeug, das beim Spritzgießen verwendet wird, um mit einer Spritzgießmaschine Kunststoffteile herzustellen. Sie besteht aus zwei Hauptteilen: dem Hohlraum (die die Außenseite bildet) und die Kernstück (die das Innere bildet). Wenn geschmolzener Kunststoff unter hohem Druck eingespritzt wird, füllt er den Raum zwischen diesen Komponenten, kühlt ab, erstarrt und wird als fertiges Teil aus der Form entnommen.
Die Formen werden in der Regel aus gehärtetem Stahl oder Aluminium hergestellt und reichen von einfachen Werkzeugen mit einer Kavität bis hin zu hochkomplexen Systemen mit mehreren Kavitäten, die mehr als 10 Teile pro Zyklus produzieren.
2. Wie funktioniert das Kunststoffspritzgießen?
Der Spritzgießprozess erfolgt in vier wesentlichen Schritten:
- Klemmen: Die Form schließt sich und wird von der Spritzgießmaschine zusammengehalten.
- Injektion: Durch hohen Druck wird geschmolzener Kunststoff durch den Angusskanal und den Anschnitt in den Formhohlraum gepresst.
- Kühlung: Der erhitzte Kunststoff kühlt ab und verfestigt sich in der Form.
- Rauswurf: Die Form öffnet sich und das fertige Teil wird ausgeworfen.
Dieser Zyklus dauert in der Regel zwischen 15 Sekunden und 2 Minuten, je nach Größe und Komplexität des Teils.
3. Welche Materialien werden für die Herstellung von Kunststoffformen verwendet?
- P20-Stahl: Vorgehärteter Stahl, ideal für die Produktion mittlerer Stückzahlen (200.000-500.000 Zyklen). Gutes Verhältnis von Kosten und Haltbarkeit.
- H13 Stahl: Werkzeugstahl für die Großserienfertigung (500.000-1.000.000+ Zyklen). Ausgezeichnete Verschleißfestigkeit und kann wärmebehandelt werden.
- S136 Stahl: Rostfreier Stahl mit guter Korrosionsbeständigkeit für medizinische Teile, transparente Komponenten oder korrosive Harze.
- Aluminium (7075, 6061): Wird für Prototypformen oder Kleinserienproduktion verwendet. Schnell zu bearbeiten und kostengünstiger, aber mit kürzerer Lebensdauer.
4. Wie lange dauert es, eine Kunststoffform herzustellen?
Der typische Zeitrahmen beträgt 6-10 Wochen:
- Wochen 1-2: Entwurfsphase - CAD-Modellierung, DFM-Analyse, Moldflow-Simulation.
- Wochen 3-8: CNC-Bearbeitung, EDM, Polieren und Montage.
- Wochen 9-10: Versuche, Tests und Optimierung von Formen.
Komplexe Formen mit Mehrfachschiebern, Hebern oder Heißkanalsystemen können 6-12 Wochen erfordern. Paralleles Engineering (Vorbestellung von Standardkomponenten) kann die Vorlaufzeit um 10-20% reduzieren.
5. Wie viel kostet eine Kunststoffform?
Die Kosten für Formen variieren je nach Komplexität erheblich:
- Einfache Einfachformen mit einem Hohlraum: $2.000 - $10.000
- Mittlere Komplexität (2-4 Kavitäten): $10.000 - $30.000
- Komplexe Mehrkavitätenformen: $30.000 - $100.000+
- Hochpräzise Formen oder Familienformen: $100.000 - $300.000+
Zu den Kostentreibern gehören die Anzahl der Kavitäten, die Teilegröße und -komplexität, die Toleranz, die Oberflächengüte, das Formmaterial, der Heiß- oder Kaltkanal und die Anforderungen an das Produktionsvolumen.
6. Wie lange ist die Lebensdauer einer Kunststoffform?
Die Lebensdauer der Form liegt zwischen 50.000 und 1.000.000+ Zyklen, je nachdem:
- Material der Form: Aluminium (50.000-100.000), P20 Stahl (200.000-500.000), H13 Stahl (500.000-1.000.000+).
- Art des Harzes: Abrasive Materialien wie glasgefülltes Nylon verschleißen die Formen schneller als herkömmliche Kunststoffe.
- Wartung: Regelmäßige Reinigung, Schmierung und vorbeugende Pflege verlängern die Lebensdauer erheblich.
- Betriebsbedingungen: Die richtige Temperaturregelung, der richtige Einspritzdruck und das richtige Kühlmanagement verringern den Verschleiß.
7. Welche Arten von Kunststoff-Formen gibt es?
- Ein-Kavitäten-Formen: Produziert ein Teil pro Zyklus. Am besten für große Teile oder Kleinserienproduktion.
- Mehrkavitäten-Formen: Produzieren Sie mehrere identische Teile pro Zyklus. Ideal für die Produktion hoher Stückzahlen und niedriger Kosten pro Teil.
- Schimmelpilze in der Familie: Herstellung verschiedener Teile in einem Zyklus. Nützlich, wenn mehrere Komponenten zusammen benötigt werden.
- Heißkanal-Formen: Beheizte Kanäle sorgen dafür, dass der Kunststoff geschmolzen bleibt, so dass kein Ausschuss entsteht und die Zykluszeit verkürzt wird.
- Kaltkanal-Formen: Unbeheizte Kanäle, in denen sich der Kunststoff verfestigt und entfernt werden muss. Geringere Anschaffungskosten, mehr Materialabfall.
8. Welche Kunststoffe können beim Spritzgießen verwendet werden?
- ABS: Stark, stoßfest, gute Oberflächengüte. Verwendung in der Automobilindustrie, Elektronik, Spielzeug.
- Polypropylen (PP): Chemikalienbeständig, flexibel, kostengünstig. Verwendung in Behältern, Verpackungen, medizinischen Geräten.
- Polycarbonat (PC): Transparent, hohe Schlagfestigkeit. Wird für Linsen, Sicherheitsausrüstung und Elektronik verwendet.
- Nylon (PA): Hohe Festigkeit, verschleißfest. Wird in Getrieben, Lagern und mechanischen Teilen verwendet.
- Polyethylen (PE): Flexibel, chemikalienbeständig. Wird für Flaschen, Folien und Behälter verwendet.
9. Was ist eine Moldflow-Analyse und warum ist sie wichtig?
Bei der Moldflow-Analyse handelt es sich um eine Computersimulation, die vor dem Schneiden des Stahls vorhersagt, wie sich der geschmolzene Kunststoff in der Form füllen, verpacken, abkühlen und verziehen wird. Sie identifiziert potenzielle Probleme, wie zum Beispiel:
- Kurze Schüsse: Unvollständige Füllung der Kavität.
- Schweißnähte: Schwachstellen, wo Strömungsfronten aufeinandertreffen.
- Luftschleusen: Eingeschlossene Gase verursachen Defekte.
- Verzug: Verformung der Teile beim Abkühlen.
Diese Analyse minimiert kostspielige Werkzeugrevisionen, reduziert Versuch und Irrtum, optimiert die Anschnittplatzierung und Kühlung und beschleunigt die Markteinführung um 20-40%.
10. Können Kunststoffformen repariert oder verändert werden?
Ja. Zu den üblichen Reparaturen und Änderungen gehören:
- Reparatur der Trennungslinie: Nachbearbeitung von abgenutzten oder beschädigten Trennflächen.
- Schweißen und Polieren von Hohlräumen: Füllen von Kratzern, Dellen oder abgenutzten Stellen.
- Austausch des Auswerferstifts: Auswechseln verschlissener oder defekter Auswurfkomponenten.
- Hinzufügen von Material: Schweißen von Stahl, um Abmessungen zu verringern oder Fehler zu beheben.
- Entfernen von Material: Bearbeitungen zur Vergrößerung der Teile oder zum Hinzufügen von Merkmalen.
Kleinere Änderungen kosten $500-$3.000. Größere Änderungen wie das Hinzufügen von Hohlräumen oder die Umgestaltung von Merkmalen können $5.000-$25.000 kosten und 2-6 Wochen dauern.
Sind Sie bereit, Ihr Schimmelprojekt zu starten?
- ✓ Kostenlose DFM-Analyse
- ✓ Wettbewerbsfähige Preisgestaltung
- ✓ Schneller Durchlauf
- ✓ ISO-zertifizierte Qualität
Herunterladbare Ressourcen
- Leitfaden zur Auswahl von Kunststoffformenstahl (PDF)
- Arbeitsblatt zur Kostenabschätzung
- Handbuch für Kunststoffformen (PDF)
- Handbuch für die Wartung von Kunststoffformen (PDF)
Weitere Lektüre: Leitfaden für Kosten und Preise von Spritzgussformen
Möchten Sie mehr über die Kosten und Preise von Spritzgießwerkzeugen erfahren? Informieren Sie sich über unsere umfassenden Ressourcen, darunter Kostenrechner, Expertentipps und praktische Ratschläge, die Ihnen helfen, Ihre Werkzeuginvestition klug zu verwalten.
- Smart Calculator für die Kosten von Spritzgussformen - Erhalten Sie einen sofortigen Kostenvoranschlag für Ihren Schimmelpilz mit einfacher Eingabe.
- Kostenmanagement beim Kauf von Gussformen aus China - Praktische Tipps für internationale Käufer.
- Das wahre Preisschild: Die Aufdeckung versteckter Kosten beim chinesischen Spritzguss - Erfahren Sie, wie Sie unerwartete Ausgaben vermeiden können.
- Die Kosten des Spritzgießens beherrschen: Ein umfassender Leitfaden - Eingehende Strategien und Fallstudien aus der Praxis.
Weitere Einblicke in die Branche und hilfreiche Tools finden Sie in unserem Blog.
Veröffentlicht: Jul 2018. Zuletzt aktualisiert: Januar 2026

