






Was ist das Spritzgießen von Kunststoffen?
Beim Spritzgießen von Kunststoffen werden Formen verwendet, um Teile durch Einspritzen von Material herzustellen. Die kunststoffverarbeitende Industrie nutzt dieses Verfahren für die Herstellung von Bauteilen, weil es präzise Ergebnisse und hohe Effizienz liefert und die Möglichkeit bietet, komplizierte Formen herzustellen. Hersteller in der Automobil-, Konsumgüter- und Medizintechnikbranche bevorzugen diese Methode, weil sie Kosteneffizienz mit Skalierbarkeit verbindet.
Was ist „Häufig gestellte Fragen zum Spritzgießen“?
12 Expertenantworten zu den Themen Prozess, Materialien, Kosten, Durchlaufzeit, Fehler und Konstruktion
Das Spritzgießen ist ein Herstellungsverfahren, bei dem Kunststoffteile durch Einspritzen von geschmolzenem Thermoplast in eine Präzisionsform aus Stahl oder Aluminium unter hohem Druck hergestellt werden, in der Regel zwischen 500-2000 bar. Nachdem der Kunststoff abgekühlt und verfestigt ist - normalerweise innerhalb von 15-60 Sekunden - öffnet sich die Form und Auswerferstifte drücken das fertige Teil heraus.
Es handelt sich um das weltweit am häufigsten eingesetzte Verfahren zur Herstellung von Kunststoffen, mit dem Millionen identischer Teile mit so engen Toleranzen hergestellt werden können wie ±0,05 mm. Zu den Branchen, die in hohem Maße auf das Spritzgießen angewiesen sind, gehören die Automobilindustrie, medizinische Geräte, Unterhaltungselektronik, Verpackungen und Haushaltswaren.
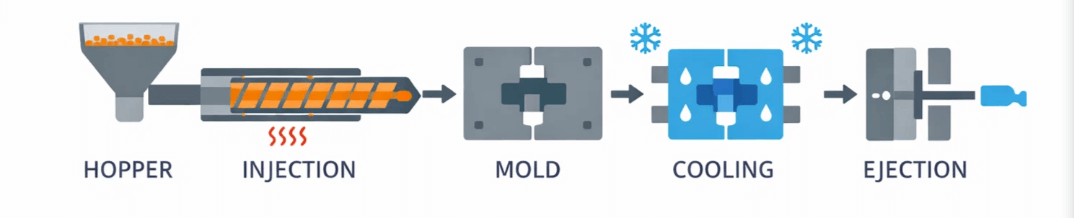
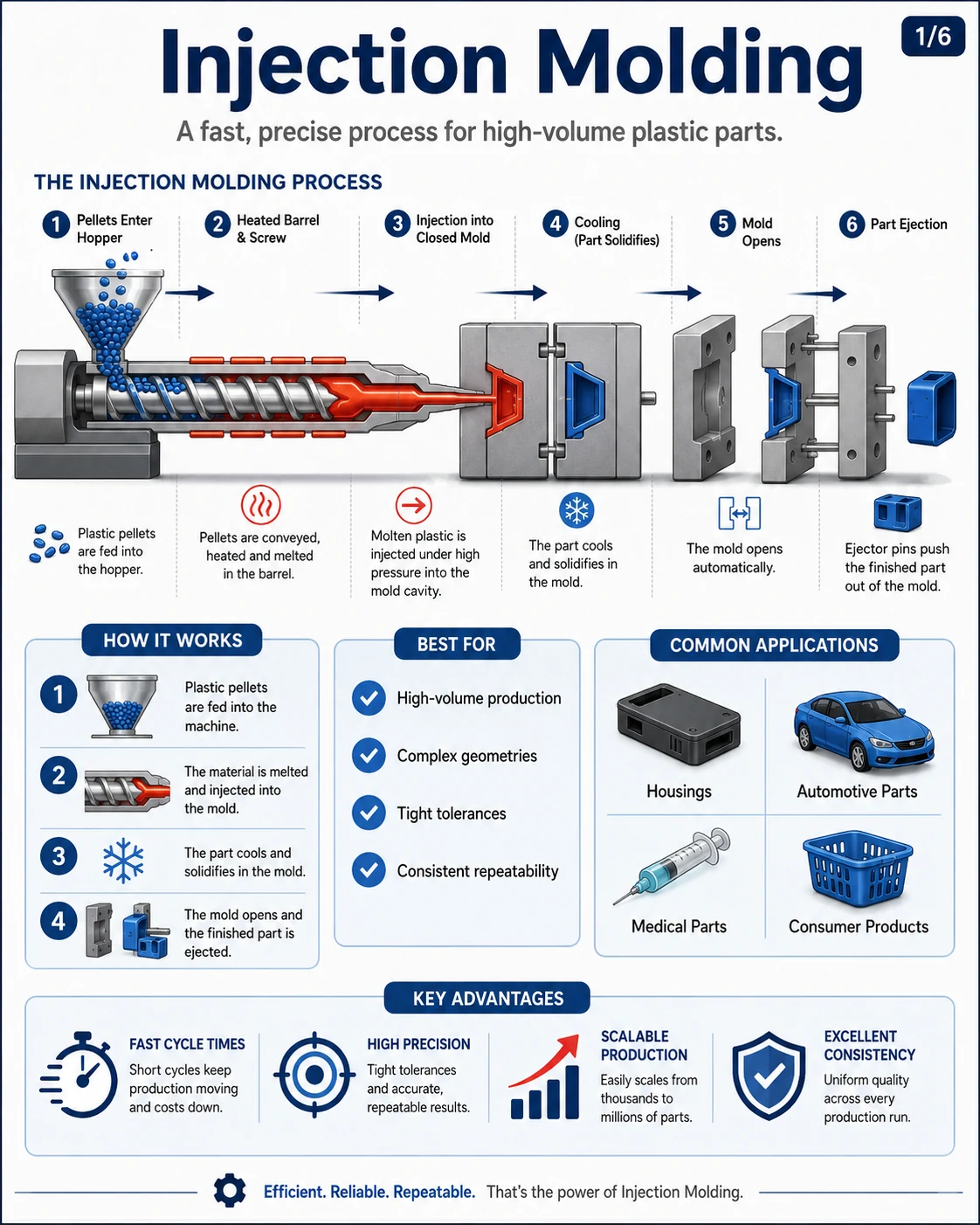
Das Spritzgießverfahren besteht aus sechs Phasen in einem kontinuierlichen Zyklus ausgeführt:
1. Einspannen: Die beiden Werkzeughälften schließen sich, und die Schließeinheit wendet eine Tonnage an (in der Regel 1,5-5 Tonnen pro Quadratzoll projizierter Teilefläche), um sie während des Einspritzens dicht zu halten.
2. Injektion: Eine sich hin- und herbewegende Schnecke drückt geschmolzenen Kunststoff mit einem Druck von 500-2000 bar durch ein Anguss- und Anschnittsystem in den Formhohlraum.
3. Verpacken (Halten): Der zusätzliche Druck (40-80% des Einspritzdrucks) kompensiert die Materialschrumpfung, wenn das Teil abzukühlen beginnt.
4. Kühlung: Der Kunststoff verfestigt sich in der Form. Diese Phase verbraucht 50-70% der Gesamtzykluszeit und hängt von der Wandstärke und dem Material ab.
5. Form offen: Die Schließeinheit zieht sich zurück und trennt die Formhälften.
6. Rauswurf: Auswerferstifte schieben das fertige Teil aus der Kavität und schließen den Zyklus ab.
Die Gesamtzykluszeit reicht von 10 bis 120 Sekunden je nach Komplexität des Teils, Wandstärke und Material.
Beim Spritzgießen werden hauptsächlich Thermoplaste verwendet, die geschmolzen und wiederholt verfestigt werden können. Die gängigsten Materialien und ihre wichtigsten Eigenschaften:
| Material | Schmelztemperatur | Wichtige Eigenschaften |
|---|---|---|
| ABS | 220-260°C | Schlagfest, gute Verarbeitung |
| Polypropylen (PP) | 200-280°C | Leichtes Gewicht, chemikalienbeständig |
| Polycarbonat (PC) | 280-320°C | Transparent, hohe Schlagzähigkeit |
| Nylon (PA6/PA66) | 250-290°C | Hohe Festigkeit und Verschleißfestigkeit |
| POM (Acetal) | 190-210°C | Formbeständigkeit, geringe Reibung |
| TPE / TPU | 180-230°C | Weiche, flexible Elastomere |
Die Materialauswahl bestimmt die erforderliche Wandstärke, den Entformungswinkel, die Schwindungszulage (0,4%-2,5%) und die Auslegung der Formkühlung.
Das Spritzgießen ist ideal für Teile, die diese Kriterien erfüllen:
- Produktionsvolumen: In der Regel kostengünstig über 10.000 Einheiten nach Entwurf
- Komplexe Geometrien: Hinterschneidungen, Gewinde, Schnappverbindungen und lebende Scharniere in einem einzigen Arbeitsgang
- Enge Toleranzen: Bis zu ±0,05 mm für Präzisionsbauteile
- Wandstärke: Typischerweise 1-4 mm, idealerweise einheitlich bei 2-3 mm
- Konsistente Oberflächenbeschaffenheit: Von Hochglanzpolitur bis zu strukturierten Oberflächen (SPI A-1 bis D-3)
Typische Anwendungen sind Innenverkleidungen von Kraftfahrzeugen, medizinische Spritzen, elektronische Gehäuse, Flaschenverschlüsse, Zahnräder und Gehäuse von Konsumgütern.
Zu den wichtigsten Vorteilen des Spritzgießens gehören:
- Schnelle Zykluszeiten: 15-30 Sekunden für kleine Teile, ermöglicht Millionen von Einheiten pro Jahr und Kavität
- Hohe Wiederholbarkeit: Weniger als 0,1% Maßabweichung bei Millionen von Teilen
- Geringer Materialabfall: Typischerweise unter 5%, mit nachschleifbaren Angüssen und Kufen
- Komplexe Geometrien: Mehrere Merkmale werden in einem einzigen Schuss geformt, wodurch die Montage entfällt
- Niedrige Kosten pro Teil in großem Umfang: Oft $0.01-$1.00 pro Teil je nach Größe und Material
- Automatisierungsfreundlich: Entnahme von Teilen durch Roboter und Integration in Montagelinien
Trotz seiner Stärken hat das Spritzgießen bemerkenswerte Einschränkungen:
- Hohe Formkosten: Die Werkzeuge reichen in der Regel von $3.000 für einfache Aluminiumformen bis zu $100.000+ für gehärtete Stahlformen mit mehreren Kavitäten.
- Lange Vorlaufzeit: Die Konstruktion und Herstellung von Formen dauert in der Regel 4-10 Wochen
- Teure Designänderungen: Formänderungen kosten je nach Komplexität $500-$10.000
- Nicht wirtschaftlich für kleine Mengen: Unter ~1.000 Teilen ist der 3D-Druck oder die CNC-Bearbeitung oft günstiger.
- Einschränkungen bei der Gestaltung: Erfordert Entformungsschrägen, einheitliche Wandstärke und möglichst Vermeidung von Hinterschneidungen
Spritzgießen ist die beste Wahl, wenn Ihr Projekt dies erfordert:
- Mittlere bis hohe Produktionsmengen (in der Regel 10.000+ Einheiten)
- Enge, wiederholbare Toleranzen über lange Produktionsläufe
- Langlebige Kunststoffteile mit guter Oberflächenqualität und struktureller Integrität
- Langfristige Skalierbarkeit - eine Form kann über 5-10 Jahre hinweg Millionen von Teilen produzieren
- Komplexe Formen die mehrere Operationen mit anderen Methoden erfordern würden
Für Prototypen oder Serien mit weniger als 1.000 Teilen empfiehlt sich 3D-Druck oder CNC-Bearbeitung stattdessen. Für sehr große Hohlkörper, Rotationsgießen oder Blasformen kann wirtschaftlicher sein.
Die Kosten des Spritzgießens bestehen aus zwei Hauptkomponenten: Werkzeugkosten (einmalig) und Einzelteilkosten (wiederkehrend).
Kosten für den Werkzeugbau:
- Einfache Prototypform (Aluminium, einfache Kavität): $1,000–$5,000
- Standard-Produktionsform (P20-Stahl, 1-2 Kavitäten): $5,000–$30,000
- Großvolumige Form (H13 gehärteter Stahl, Mehrkavität): $30,000–$100,000+
- Komplexe Form mit Heißkanälen, Schiebern, Hebern: $50,000–$200,000+
Kosten pro Teil reicht in der Regel von $0.01 bis $5.00 und ist abhängig von:
- Materialkosten (z. B. PP ~$1,50/kg, PC ~$4,00/kg)
- Zykluszeit (längerer Zyklus = höhere Kosten)
- Erforderliches Teilegewicht und Maschinentonnage
- Arbeits- und Gemeinkostensätze (China ist in der Regel 30-50% billiger als die USA/EU)
Die Gewinnschwelle für den 3D-Druck liegt normalerweise bei 500-1.000 Einheiten; versus CNC-Bearbeitung um 100-500 Einheiten.
Die Gesamtzykluszeit beim Spritzgießen liegt in der Regel zwischen 10 bis 120 Sekunden, mit den meisten Verbraucherteilen, die in 15-45 Sekunden.
Aufschlüsselung der Zykluszeit nach Phasen:
| Phase | % des Zyklus | Typische Dauer |
|---|---|---|
| Form schließen | 3-5% | 0,5-2 Sekunden |
| Injektionsfüllung | 5-15% | 1-5 Sekunden |
| Verpacken / Aufbewahren | 10-20% | 2-10 Sekunden |
| Kühlung | 50-70% | 5-60 Sekunden |
| Werkzeug öffnen + auswerfen | 5-10% | 1-5 Sekunden |
Formel für die Abkühlzeit: t ≈ s² ÷ (π² × α), wobei s ist die maximale Wandstärke in mm und α ist die Wärmedurchlässigkeit des Polymers. Praktische Faustformel: etwa 2-3 Sekunden Kühlzeit pro mm Wandstärke für teilkristalline Harze. Da die Abkühlzeit mit der Größe des Platz der Wandstärke benötigt eine 4 mm dicke Wand etwa viermal so lange zum Abkühlen wie eine 2 mm dicke Wand.
Die Zykluszeit kann durch die Verwendung von konformen Kühlkanälen, Berylliumkupfer-Einsätzen, dünnwandigeren Konstruktionen und einer optimierten Werkzeugtemperaturregelung reduziert werden.
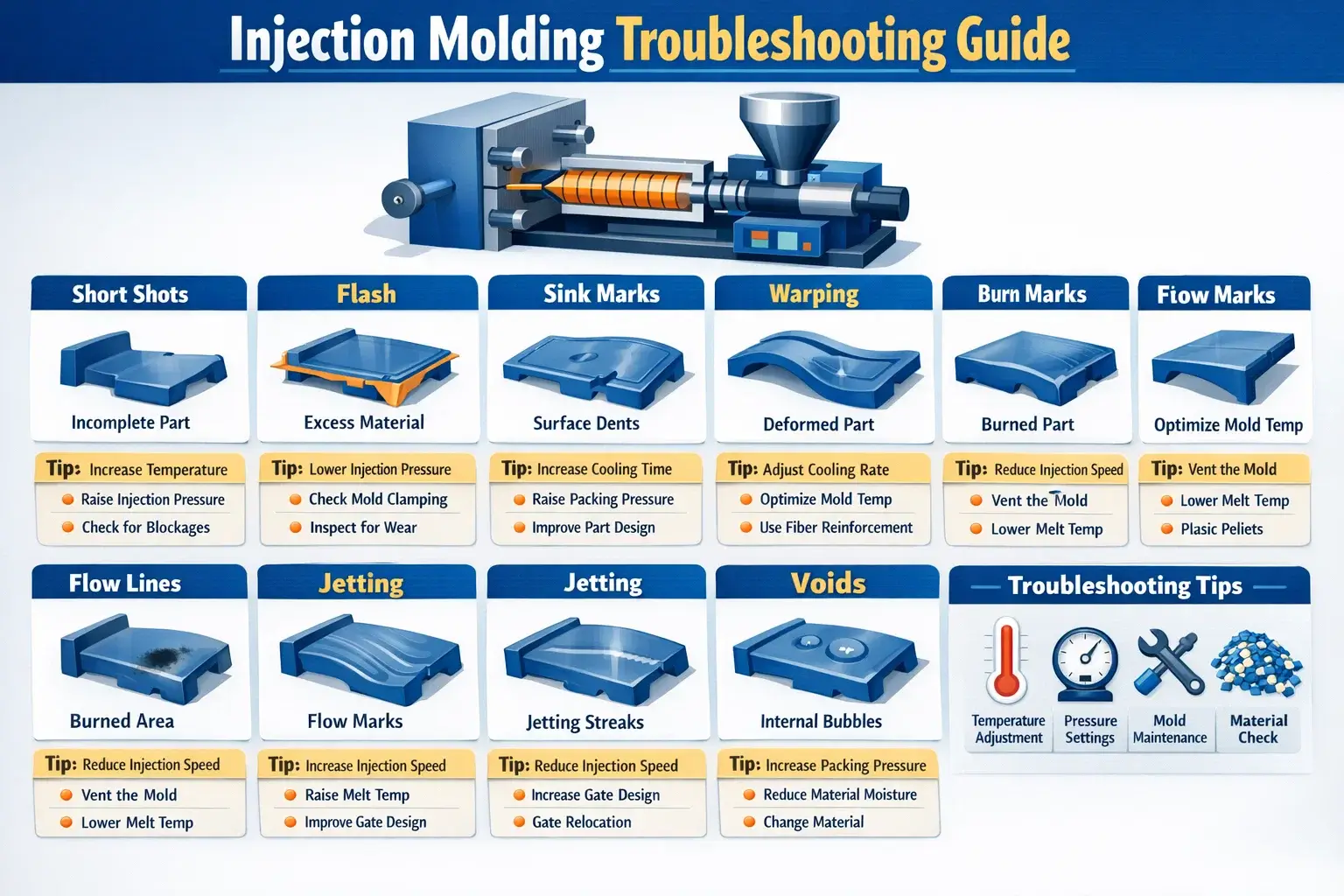
Die meisten Spritzgießfehler lassen sich in drei Schweregrade mit identifizierbaren Grundursachen einteilen:
Kritische Mängel:
- Kurze Schüsse (unvollständige Füllung) - verursacht durch unzureichenden Einspritzdruck, niedrige Schmelzetemperatur oder zu kleine Anschnitte
- Blitzlicht (Materialüberschuss an der Trennebene) - verursacht durch zu geringe Schließkraft oder zu hohen Einspritzdruck
- Brandflecken - eingeschlossene Luft verdichtet sich und entzündet sich (Dieseleffekt); durch bessere Entlüftung beheben
Wesentliche Mängel:
- Einfallstellen (Oberflächenvertiefungen) - unzureichender Packungsdruck über dicken Abschnitten wie Rippen oder Vorsprüngen
- Verzug (Teileverformung) - ungleichmäßige Kühlung oder unausgewogene Strömung
- Schweiß-/Stricklinien - schwache Bindungen, wo zwei Schmelzfronten zusammentreffen; Behebung durch Erhöhung der Schmelztemperatur oder Verlegung der Anschnitte
Geringfügige Mängel:
- Wasserstrahlen - schlangenartiges Oberflächenmuster durch zu schnelles Spritzen der Schmelze durch den Anschnitt
- Silberne Schlieren (Spreizung) - von Feuchtigkeit im Material; durch richtige Trocknung beheben
- Fließspuren - wellige Linien durch Schmelzverzögerung; mit höherer Einspritzgeschwindigkeit oder Werkzeugtemperatur beheben
Die meisten Defekte werden durch wissenschaftliches Formen gelöst: Entkopplung der Füll-, Pack- und Haltephasen und anschließende Optimierung jeder einzelnen Phase mit Hilfe einer Versuchsplanung (Design of Experiments, DOE).
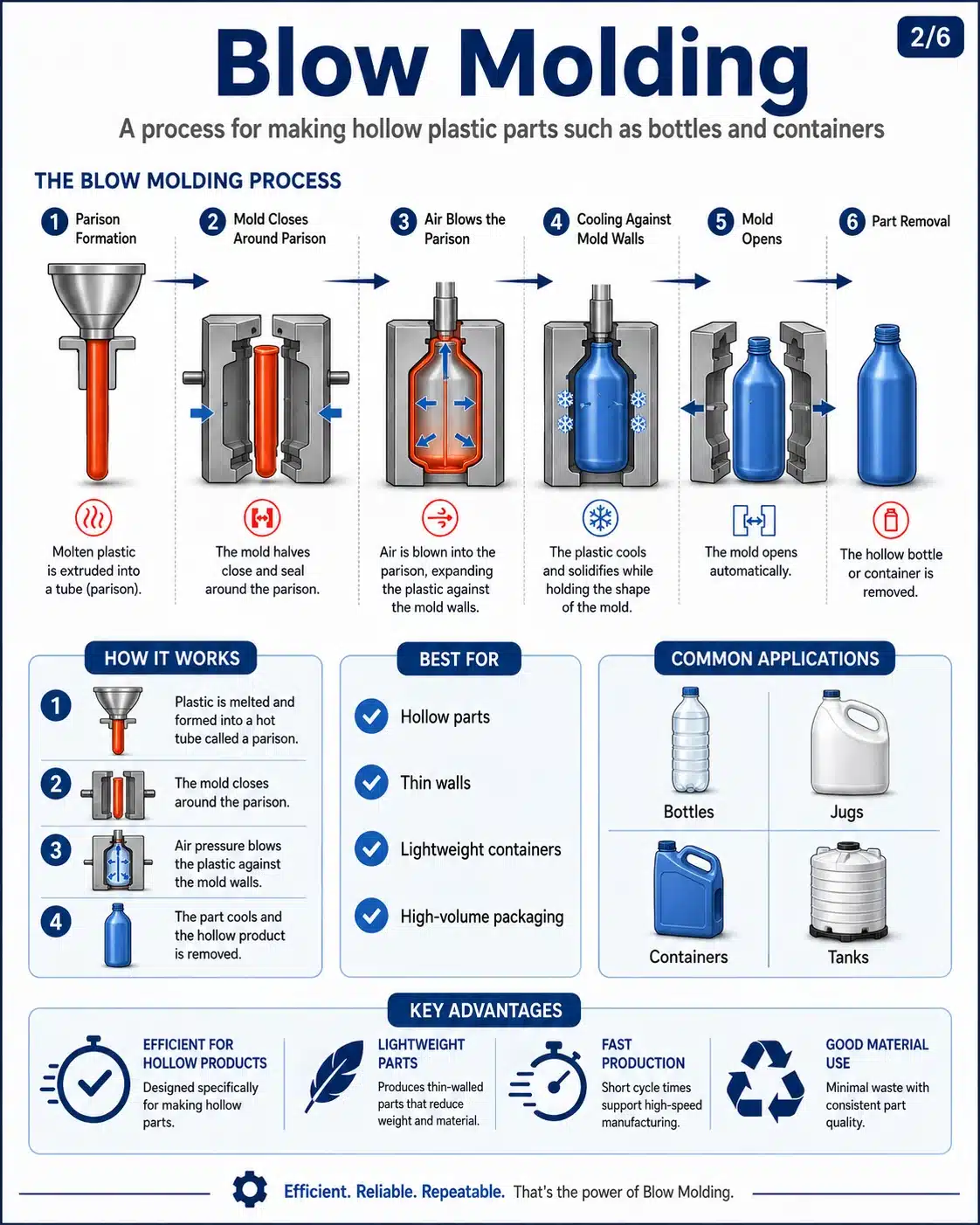
Bei beiden Verfahren werden geschmolzener Kunststoff und Formen verwendet, aber es werden grundlegend unterschiedliche Teiletypen hergestellt:
| Merkmal | Spritzgießen | Blasformen |
|---|---|---|
| Teil Typ | Solide Teile | Hohle Teile |
| Wie es funktioniert | Geschmolzener Kunststoff wird in eine geschlossene Form gespritzt | Erhitzter, mit Luft aufgeblasener Kunststoff in der Form |
| Wandstärke | 1-4 mm, einheitlich | Dünne, variable Wände |
| Am besten für | Zahnräder, Gehäuse, Halterungen, Anschlüsse | Flaschen, Behälter, Tanks, Kraftstofftanks |
| Werkzeugkosten | Höher ($5K-$100K+) | Niedriger ($3K-$50K) |
| Zykluszeit | 10-120 Sekunden | 10-30 Sekunden |
| Toleranz | ±0,05 mm | ±0,5 mm |
Faustformel: Wenn Ihr Teil hohl ist und mit Flüssigkeit gefüllt werden kann (Flasche, Kanister, Kraftstofftank), verwenden Sie das Blasformverfahren. Wenn Ihr Teil massiv ist oder funktionale Merkmale wie Rippen, Vorsprünge oder Schnappverbindungen aufweist, verwenden Sie das Spritzgießen.
Die ideale Wandstärke für Spritzgussteile ist 2-3 mm, mit einer strengen Regel von Einheitlichkeit im gesamten Teil. Der akzeptable Bereich ist 1 mm Minimum bis 4 mm Maximum.
Empfohlene Wandstärke nach Material:
| Material | Empfohlener Bereich |
|---|---|
| ABS | 1,2-3,5 mm |
| Polypropylen (PP) | 0,8-3,8 mm |
| Polycarbonat (PC) | 1,0-3,8 mm |
| Nylon (PA) | 0,8-3,0 mm |
| POM (Acetal) | 0,8-3,0 mm |
Kritische Gestaltungsregeln:
- Einheitlichkeit: Wanddickenschwankungen sollten unter 25% liegen, um Verzug und Einfallstellen zu vermeiden.
- Dicke der Rippen: 50-60% der Wand, an die er angeschlossen wird
- Rippenhöhe: Maximal 3× die Wandstärke
- Übergänge: Verwenden Sie allmähliche Verjüngungen - niemals abrupte Dickenänderungen
- Innenradius der Ecke: 0,5-0,75× der Wanddicke zur Verringerung der Spannungskonzentration
Dickere Wände verlängern die Zykluszeit exponentiell (die Abkühlzeit steigt mit dem Quadrat der Wanddicke), so dass dünnere, gleichmäßige Wände immer vorzuziehen sind, wenn es die Festigkeit erlaubt.
Das Spritzgießverfahren
Interaktive visuelle Referenz für alle Phasen, Maschinenkomponenten, Parameter, Fehler und Materialien
| Parameter | Typischer Bereich | Wirkung |
|---|---|---|
| Faßzone 1 (Einspeisung) | 160 - 220 C | Niedrigere Temperatur verhindert Brückenbildung im Einfüllstutzen |
| Fasszone 2 (Kompression) | 200 - 260 C | Fortschreitendes Schmelzen von Pellets |
| Fasszone 3 (Dosierung) | 220 - 300 C | Homogene Schmelztemperatur |
| Düse | 210 - 300 C | Verhindert kalte Schnecken, Sabber |
| Schimmel (Kühlmittel) | 20 - 120 C | Kontrolliert Abkühlgeschwindigkeit, Kristallinität, Oberflächengüte |
| Heiße Kufe | Düsenzone anpassen | Hält das Kanalsystem geschmolzen, eliminiert Kaltkanalabfälle |
| Parameter | Typischer Bereich | Wirkung |
|---|---|---|
| Einspritzdruck | 500 - 2000 bar | Füllt den Hohlraum aus; höher bei dünnen Wänden |
| Packungsdruck/Haltedruck | 40 - 80% der Injektion | Kompensiert die Schrumpfung beim Abkühlen |
| Gegendruck | 3 - 15 bar | Verbessert die Homogenität der Schmelze bei der Schneckenrückgewinnung |
| Spannkraft | 1,5 - 5 t/in2 projizierte Fläche | Verhindert das Öffnen der Form / Gratbildung |
| Werkzeuginnendruck | 300 - 800 bar | Wird über einen Sensor gemessen und zeigt die Füllqualität an. |
| Parameter | Typischer Bereich | Wirkung |
|---|---|---|
| Einspritzgeschwindigkeit | 20 - 150 mm/s | Schneller = bessere Füllung bei dünnen Wänden; zu schnell = Einspritzen |
| Schnecken-Drehzahl | 50 - 200 UMDREHUNGEN PRO MINUTE | Steuert Plastifiziergeschwindigkeit und Schmelzequalität |
| Abkühlungszeit | 5 - 60 Sekunden | Größter Teil des Zyklus; abhängig von der Wandstärke |
| Zykluszeit | 10 - 120 Sekunden | Insgesamt: Klammern + Einspritzen + Verpacken + Kühlen + Öffnen + Auswerfen |
| Geschwindigkeit des Öffnens/Schließens der Form | Variabel (schnell/langsam) | Schnell in der Mitte, langsam am Anfang/Ende zum Schutz |
| Parameter | Beschreibung | Warum das wichtig ist |
|---|---|---|
| Größe des Schusses | Volumen der Schmelze pro Zyklus | Muss Hohlraum + Läufer + Kissen füllen |
| Kissen | 2 - 6 mm Schmelze vor der Schraube | Gewährleistet die Übertragung des Packungsdrucks |
| V/P-Umschaltpunkt | Position oder Druck beim Übergang | Steuerung des Übergangs von der Geschwindigkeits- zur Druckphase |
| Dekompression der Schrauben | 1 - 5 mm Rückzug nach der Erholung | Verhindert Sabber aus der Düse |
| Auswerferhub | Teilabhängig | Muss das Teil ohne Beschädigung vom Kern entfernen |
- Hygroskopische Materialien (Nylon, PC, PET) vor der Verarbeitung trocknen
- Wissenschaftliche Formgebung: Entkopplung der Füll-, Pack- und Haltephasen
- Durchführung von Studien zum Gleichgewicht der Kavitäten bei Mehrkavitätenwerkzeugen
- Überwachen Sie die Konsistenz der Kissen von Schuss zu Schuss
- Dokumentieren Sie ein Prozessfenster mit DOE
- Verwendung von Werkzeuginnendrucksensoren zur Qualitätsrückmeldung
- Gründliche Reinigung bei Material- oder Farbwechsel
- Aufrechterhaltung einer konstanten Werkzeugtemperatur mit TCU
- Verlassen Sie sich bei der Qualitätskontrolle ausschließlich auf den Hydraulikdruck der Maschine
- Überspringen der Materialtrocknung - Feuchtigkeit verursacht Spreizung und Zersetzung
- Maximale Einspritzgeschwindigkeit ohne Profilierung verwenden
- Kissengröße ignorieren - kein Kissen bedeutet keine Packung
- Überpacken von Teilen zur Behebung von Fehlschüssen (Beseitigung der Grundursache)
- Ändern Sie bei der Fehlersuche mehrere Parameter auf einmal
- Betrieb ohne Schimmelschutz bei niedrigem Druck schließen
- Vernachlässigung der vorbeugenden Wartung von Schrauben und Rückschlagringen
| Phase | % des Zyklus | Haupttreiber | Wie man die |
|---|---|---|---|
| Form schließen | 3-5% | Klammergeschwindigkeit, Formschutz | Langsame/schnelle Positionen optimieren |
| Injektionsfüllung | 5-15% | Einspritzgeschwindigkeit, Wandstärke | Geschwindigkeit erhöhen (innerhalb der Grenzen) |
| Verpackung/Haltung | 10-20% | Gate-Sperrzeit | Optimierung der Gattergröße, Studie zur Haltezeit |
| Kühlung | 50-70% | Wandstärke, Formtemperatur | Konforme Kühlung, Berylliumkupfereinsätze, reduzierte Wandstärke |
| Werkzeug öffnen + auswerfen | 5-10% | Hublänge, Auswerfergeschwindigkeit | Minimierung des offenen Hubs, Verwendung von Luftdüsen |
[tw_im_defects]
Tipps zur Gestaltung von Spritzgussteilen

Dank der Skalierbarkeit und Einheitlichkeit des Verfahrens können einfache bis sehr komplizierte Kunststoffspritzgussteile sowie Millionen von identischen Teilen hergestellt werden. Werkzeugbau und Wartung sind teuer, und der Wechsel von Werkzeugen ist eine Herausforderung.
Spritzgegossene Teile: Maximieren Sie ihre Vorteile
- Wände einheitlich halten. Achten Sie darauf, dass Ihre Wände überall gleich dick sind. Die Wände sollten im Durchschnitt 2-3 mm dick sein. Standard-Spritzgussverfahren empfehlen eine Mindeststärke von 1 mm und eine Höchststärke von 4 mm.
- Runde über scharfe Kanten. Glätten Sie Wandübergänge, wann immer möglich.
- Entwurf. A Entformungsschräge kann bei der Konstruktion Ihres Teils zu Problemen führen. Das Hinzufügen eines Entformungswinkels zu Ihren Flächen ist hilfreich, um das Teil aus dem Werkzeug zu lösen, kann aber auch Probleme verursachen, insbesondere bei Gegenstücken. Bei unstrukturierten Kernflächen und mindestens drei Grad bei strukturierten Hohlraumflächen wird ein Mindestentformungswinkel von einem Grad empfohlen.
- Wenn möglich, halten Sie sich von Oberflächen mit Nullzug fern. Im Falle einer zugfreien Zone sollten Sie versuchen, diese auf einen Teil der Fläche zu beschränken, nicht auf die gesamte Oberfläche.
- Halten Sie es einfach. Versuchen Sie, Hinterschneidungen zu vermeiden (einen Bereich zu formen, der nicht einfach durch Öffnen und Schließen des Werkzeugs geformt werden kann). Wenn dies nicht möglich ist, können mit Hebern und Schiebern Merkmale geformt werden, die in der Hauptzugrichtung hinterschnitten sind. Wenn dies der Fall ist, lassen Sie mindestens die 2- bis 3-fache Breite des Merkmals frei, damit sich der Heber oder Schlitten bewegen kann.
- Fluss von dick nach dünn. Kunststoff fließt besser durch Merkmale, wenn er von der dickeren zur dünneren Wand fließt, beginnend am Anschnitt (wo der Kunststoff in das Teil fließt, um es zu füllen).
- Es ist schlecht, Waschbecken zu haben (Verdichtungen auf Oberflächen, die dadurch entstehen, dass sich dickere Kunststoffteile beim Abkühlen abschwächen). Es ist wichtig, diese Richtlinien zu befolgen, um das Auftreten von Unreinheiten auf kosmetischen Oberflächen zu minimieren oder zu beseitigen:
- Achten Sie darauf, dass wichtige kosmetische Oberflächen auf der Rückseite keine Anschnitte, Rippen, Schraubdome usw. aufweisen;
- Die Rippenhöhe sollte das Dreifache der Wanddicke nicht überschreiten;
- Die Dicke des Rippenbodens sollte 50-60% der Dicke der Verbindungswand betragen.
- Verankern Sie Ihren Entwurf mit Bezugspunkten. Um die Schnittstelle und die Interaktion zwischen den Teilen festzulegen, verwenden Sie Bezugspunkte (Merkmale, die als Referenzpunkte für die Teile dienen). Wenn eine Konstruktionsabsicht auf eine Bezugsstruktur abgestimmt ist, kann ein Produkt ordnungsgemäß funktionieren.
- Das Design in Frage stellen - das ist eine gute Sache. Unter DFM (Design for Manufacturing) teilt der Gießer sein Verständnis des Entwurfs mit, insbesondere in Bezug auf die Position von Stiften, Anschnitten und Trennlinien (die das Zusammenspiel der Teile beeinflussen können). Hinterfragen Sie das Design anhand von Prüfberichten.
- Erstellen Sie häufig und frühzeitig Prototypen. Heutige Prototyping-Techniken, einschließlich des 3D-Drucks, können die Materialkosten senken, indem sie es ermöglichen, Komponenten und/oder das gesamte Teil zu modellieren, bevor teure Werkzeuge gebaut werden müssen.
Konstruktionsrichtlinien für das Spritzgießen
Grundlegende Regeln für stabile, herstellbare Kunststoffteile. Alle Werte beziehen sich auf die Nennwanddicke T, Lochdurchmesser D, oder Lochbreite W.
Geometrie
Wanddicke
Eine ungleichmäßige Dicke führt zu Verzug und Einfallstellen.
Eckradien
Reduziert die Spannungskonzentration und verbessert den Kunststofffluss.
Entwurfswinkel
Rippen
Löcher
Fügen Sie Vorsprünge und Verbindungsrippen zur Verstärkung hinzu.
Prozess
Auswahl des Materials
Die Wahl treibt die erforderlichen Wandstärken und Entformungswinkel an.
Ausstoßen & Trennen
Vereinfacht den Formenbau und reduziert die Nachbearbeitung.
Die 6 verschiedenen Arten des Kunststoffspritzgießens
Das Kunststoffspritzgießen umfasst mehrere Herstellungsverfahren, mit denen Kunststoffmaterialien zu fertigen Produkten geformt werden. Jedes Formgebungsverfahren ist für unterschiedliche Produktstrukturen, Produktionsmengen, Materialien und Kostenanforderungen geeignet.
Vergleichstabelle: 6 gängige Kunststoffspritzgussverfahren
| Kunststoffspritzguss Typ | Wie es funktioniert | Am besten für | Die wichtigsten Vorteile |
|---|---|---|---|
| Spritzgießen | Beim Spritzgießen wird geschmolzener Kunststoff in eine Präzisionsform gepresst, kühlt ab und härtet in seine endgültige Form aus. | für großvolumige Kunststoffteile - von Gehäusen und Steckern bis hin zu Präzisionskomponenten | die schnelle Zykluszeiten, enge Toleranzen und felsenfeste Konsistenz bei jedem Teil gewährleisten. |
| Blasformen | Erhitzter Kunststoff wird in einer Form mit Luft aufgeblasen, um eine Hohlform zu bilden. | Flaschen, Behälter, Tanks, Hohlkörperverpackungen | Ideal für Hohlkörper, leichte Produkte, dünne Wände |
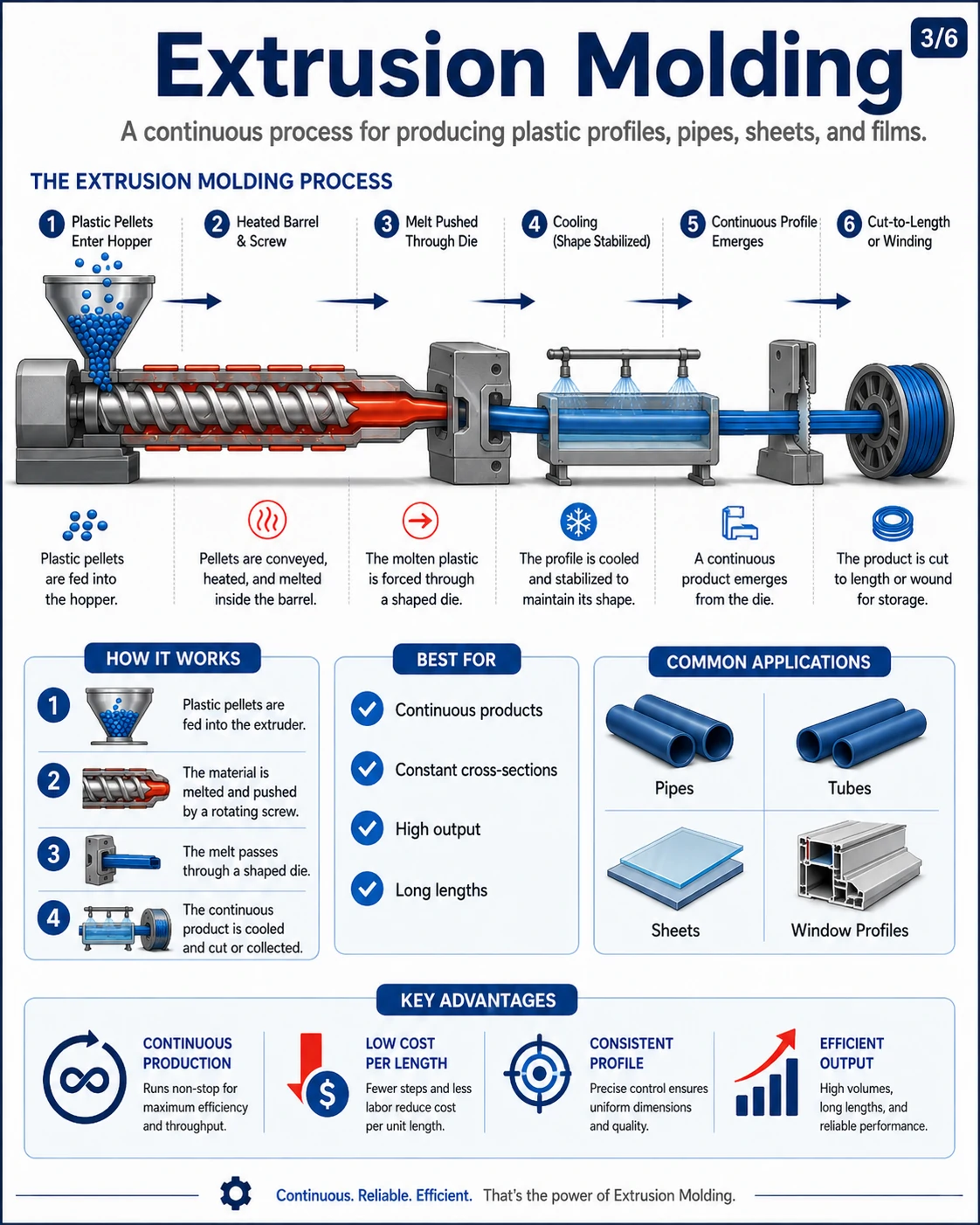
| Strangpressen | Geschmolzener Kunststoff wird durch eine Matrize gedrückt, um ein kontinuierliches Profil zu erzeugen. | Rohre, Schläuche, Platten, Profile, Folien | Kontinuierliche Produktion, niedrige Kosten pro Länge, stabiler Querschnitt |
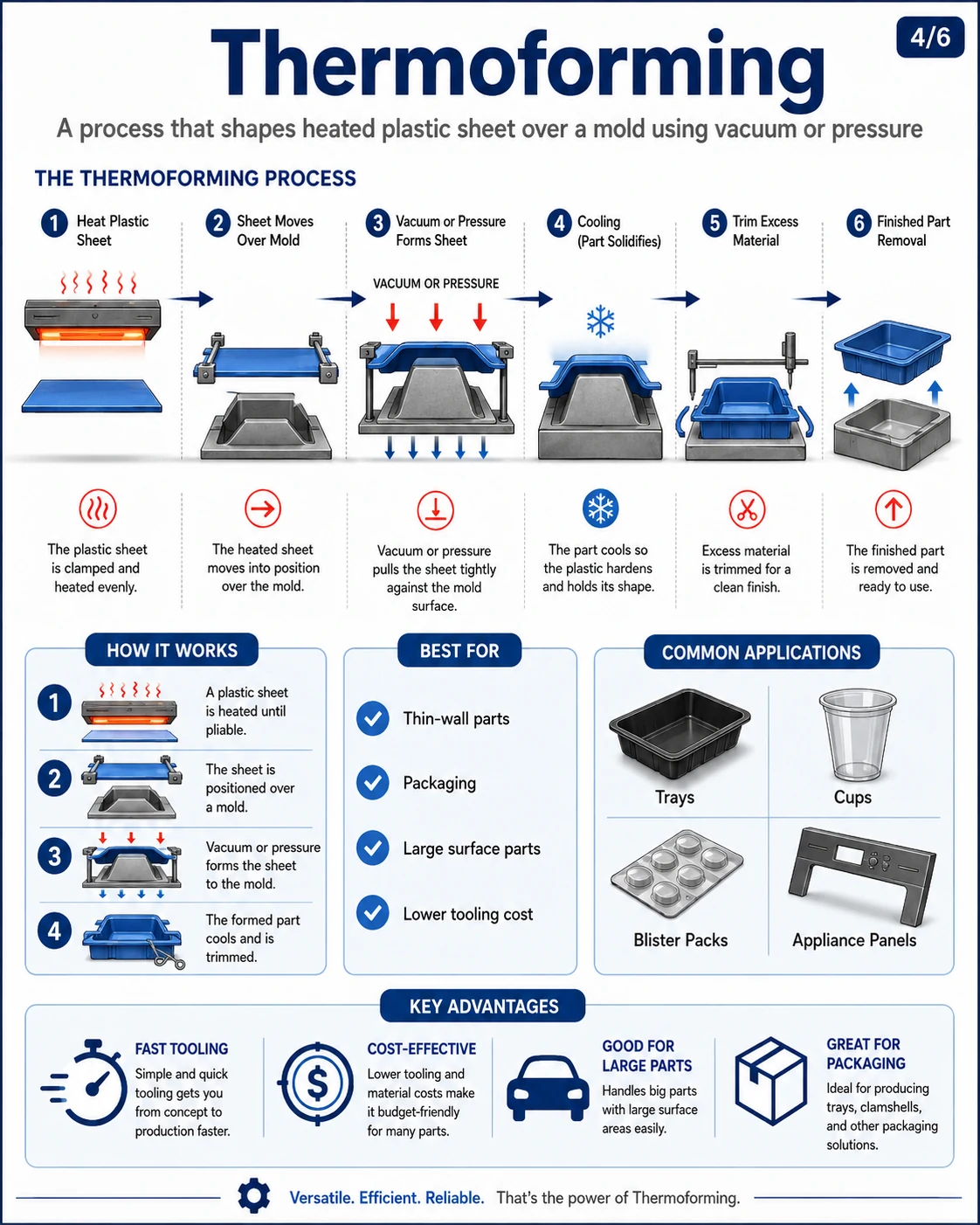
| Tiefziehen | Eine erhitzte Kunststoffplatte wird mit Hilfe von Vakuum oder Druck über einer Form geformt. | Schalen, Becher, Verpackungen, Platten, Abdeckungen | Geringe Werkzeugkosten, schnelles Prototyping, geeignet für große dünne Teile |
| Rotationsgießen | Das Kunststoffpulver wird in eine Form gegeben und unter Erwärmung gedreht, bis es das Innere der Form bedeckt. | Große Hohlkörper, Tanks, Behälter, Spielplatzgeräte | Gut für große Hohlkörper, geringe Werkzeugkosten, gleichmäßige Wandstärke |
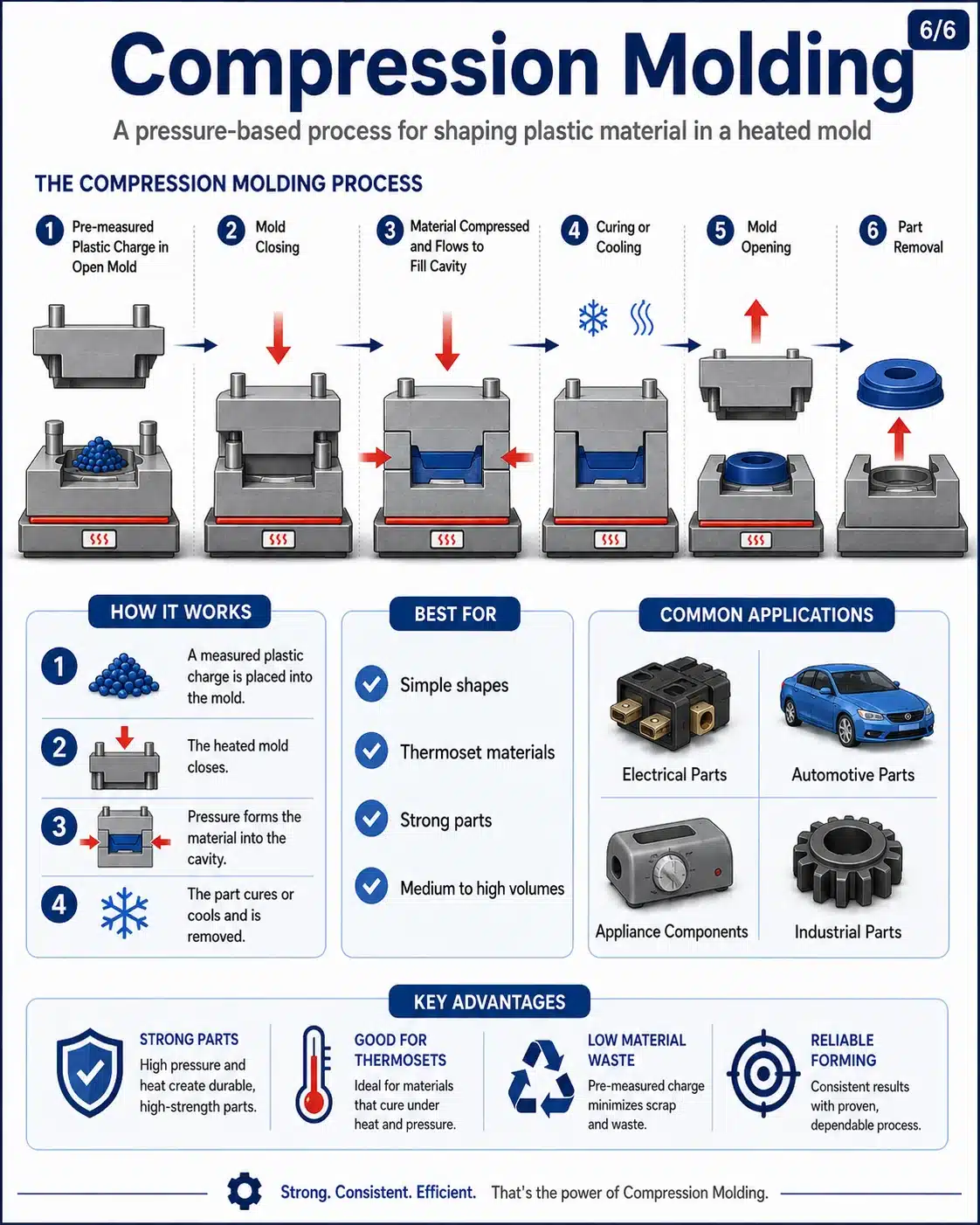
| Formpressen | Erhitztes Kunststoffmaterial wird in eine Form gegeben und unter hohem Druck gepresst. | Gummiähnliche Teile, duroplastische Teile, elektrische Bauteile, einfache Formen | Starke Teile, geeignet für Duroplaste, weniger Materialabfall |

Vor- und Nachteile des Kunststoffspritzgießens
| Kategorie | Pros (Vorteile) | Nachteile (Nachteile) |
|---|---|---|
| Genauigkeit | Hohe Präzision und Wiederholbarkeit. Geeignet für die Herstellung komplexer und detaillierter Geometrien. | Hohe Präzision bedeutet auch, dass Fehler in der Konstruktion zu kostspieligen Mängeln führen können. |
| Produktionsgeschwindigkeit | Sehr schnelle Zykluszeit (etwa 15-20 Sekunden). Ideal für die Massenproduktion von hohen Stückzahlen. | Die Ersteinrichtung und der Entwurf der Form können Wochen oder Monate dauern. |
| Kosteneffizienz | Niedrige Stückkosten in der Großserienproduktion. Die Automatisierung senkt die Arbeitskosten. | Hohe Vorlaufkosten für Formen, Maschinen und Werkzeuge. |
| Arbeitsanforderungen | Weitgehend automatisiert, weniger Bediener erforderlich, sobald die Produktion beginnt. | Erfordert qualifizierte Techniker für den Entwurf, die Einrichtung und die Qualitätskontrolle von Formen. |
| Vielseitigkeit | Geeignet für eine breite Palette von Produkten, von kleinen elektronischen Teilen bis hin zu großen Automobilkomponenten. | Begrenzt durch Maschinengröße und Materialbeschränkungen. |
| Nachhaltigkeit | Minimaler Materialabfall bei der Produktion. Einige Kunststoffe können recycelt und wiederverwendet werden. | Komplexe oder aus mehreren Materialien bestehende Formteile lassen sich nur schwer recyceln. |
| Qualität der Produkte | Gleichbleibende Qualität über große Produktionsmengen hinweg. | Mögliche Defekte wie Verzug, Einfallstellen oder Grate, wenn der Prozess nicht optimiert ist. |
| Skalierbarkeit | Hervorragend geeignet für Großserien und kontinuierliche Fertigung. | Nicht kosteneffizient für Kleinserien oder Kleinserienproduktion. |
Topworks kombiniert fundiertes Spritzguss-Know-how mit strukturiertem Projektmanagement - damit Ihr nächstes Projekt pünktlich, spezifikations- und budgetgerecht fertig wird.Sind Sie bereit, ein genaues Angebot zu erhalten?
