






Guide du moulage par injection 2026 : Processus, conception, matériaux, coûts et défauts
Le moulage par injection est un procédé de fabrication en grande série qui consiste à faire fondre une résine plastique et à l'injecter dans une cavité de moule de précision. Après refroidissement, le plastique se solidifie en une pièce finie reproductible. Ce guide explique le processus complet, la conception du moule, les règles de DFM, la sélection des matériaux, les facteurs de coût, les défauts courants et les décisions techniques pratiques à l'origine de la réussite des pièces en plastique.
Qu'est-ce que le moulage par injection ? Réponse rapide
Moulage par injection est un processus de fabrication qui consiste à injecter du plastique en fusion dans une cavité de moule de précision. Le plastique refroidit, se solidifie et est éjecté sous la forme d'une pièce finie. Ce procédé est largement utilisé pour les produits en plastique de grand volume, car il permet d'obtenir des dimensions répétables, des temps de cycle rapides, une géométrie complexe et un faible coût unitaire après la construction du moule.
Le procédé de moulage par injection : un aperçu complet
Le moulage par injection est un procédé de fabrication à grande échelle dans lequel de la résine thermoplastique fondue est injectée sous pression dans la cavité d'un moule de précision, puis refroidie et éjectée sous forme de pièce finie. Il est largement utilisé dans les secteurs de l'automobile, de l'électronique grand public, des dispositifs médicaux et de l'emballage.
Les six étapes du moulage par injection
- Serrage — Les deux moitiés du moule sont fermées et verrouillées par l'unité de serrage avant le début de l'injection.
- Injection — La résine fondue est injectée dans la cavité du moule à une vitesse et une pression contrôlées.
- Logement (propriété) — La pression de maintien est maintenue afin de compenser le retrait du matériau.
- Refroidissement — La pièce se solidifie à l'intérieur du moule ; le temps de refroidissement dépend de l'épaisseur des parois et de la résine.
- Ouverture du moule — L'unité de serrage se rétracte et les deux moitiés du moule se séparent.
- Ejection — Les goupilles d'éjection poussent la pièce finie hors de la cavité ; le cycle se répète.
Injection Molding Topic Hub
Cette page est conçue comme le guide principal du moulage par injection. Utilisez les liens ci-dessous pour approfondir des sujets spécifiques tout en gardant cette page comme référence centrale pour le processus, la conception, les matériaux, les coûts et les défauts.
Besoin de vérifier votre pièce avant la découpe du moule ?
Envoyez votre fichier 3D ou votre dessin 2D pour un examen DFM pratique axé sur l'épaisseur des parois, les contre-dépouilles, la position de la porte, le risque de refroidissement et le coût du moule.
Pourquoi cette page devrait-elle être votre principal guide sur le moulage par injection ?
Cette page n'est pas seulement une explication pour débutants de la Qu'est-ce que le moulage par injection de matières plastiques ?. Il est structuré comme une page pilier complète pour les ingénieurs, les concepteurs de produits, les startups et les équipes d'approvisionnement qui ont besoin de comprendre le processus avant de s'engager dans l'outillage.
Les décisions relatives au moulage par injection sont liées : le choix du matériau influe sur le retrait, l'épaisseur de la paroi sur les marques d'enfoncement, l'emplacement du point d'injection sur les lignes de soudure, le refroidissement sur le temps de cycle et la géométrie de la pièce sur le coût du moule. Traiter ces sujets séparément conduit souvent à des erreurs coûteuses après la découpe du moule.
Ce guide regroupe ces décisions en un flux de travail pratique : définition des exigences de la pièce, choix d'une matière plastique appropriée, conception du moule, examen des risques DFM, estimation des coûts, essais du moule et résolution des défauts avant la production en série.
Lisez d'abord la réponse rapide, puis utilisez la barre thématique pour passer au problème spécifique que vous êtes en train de résoudre : sélection des matériaux, conception des moules, DFM, coûts, défauts ou évaluation des fournisseurs.
Flux de travail recommandé : Commencez par les parties 1 et 2 si vous êtes novice en matière de moulage par injection ; passez aux parties 5, 6 et 7 si vous avez déjà conçu une pièce et avez besoin de décisions techniques pratiques.
Principes fondamentaux - Comprendre le moulage par injection
1.1 Qu'est-ce que le moulage par injection ?
Moulage par injection (IM) est un processus de production de masse dans lequel un matériau fondu est injecté sous haute pression dans une chambre à air pré-conçue. moule en plastique Le produit fini est obtenu en refroidissant et en solidifiant la cavité de l'appareil. Pour une présentation visuelle de comment fonctionne le moulage par injection, Pour plus d'informations, voir notre explication complémentaire.
Imaginez que vous fassiez une gaufre. Vous versez la pâte (plastique fondu) dans la grille du gaufrier (cavité du moule), vous fermez le couvercle (serrage), vous attendez la cuisson (refroidissement et solidification), puis vous ouvrez et retirez la gaufre finie (éjection).
Le principe de base du moulage par injection est exactement le même - sauf que la “pâte” est du plastique fondu à 200 - 400 °C, que la “coulée” est une injection à haute pression à 500 - 2 000 bars et que le “gaufrier” est un moule en acier de précision d'une valeur de plusieurs dizaines de milliers à plusieurs millions de dollars avec une précision de l'ordre du micron.
Caractéristiques principales du moulage par injection
| Caractéristique | Description |
|---|---|
| Haute efficacité | Un cycle de moulage dure généralement de 10 à 60 secondes ; la production quotidienne peut atteindre des dizaines de milliers de pièces. |
| Haute précision | Dimensionnel tolérances peut être maintenue à ±0,05 mm ou mieux |
| Grande cohérence | La partie #1 et la partie #100 000 sont pratiquement identiques. |
| Géométrie complexe | Des formes 3D extrêmement complexes peuvent être formées en un seul cycle. |
| Diversité des matériaux | Milliers d'euros matériaux thermoplastiques et thermodurcissables sont disponibles |
| Faible coût par unité | Plus le lot est important, plus le coût unitaire est bas (fortes économies d'échelle). |
Domaines d'application typiques
| L'industrie | Exemples de produits typiques |
|---|---|
| Électronique grand public | Etuis de téléphone, boîtiers de chargeur, coques d'écouteurs, télécommandes - voir moulage par injection dans l'électronique |
| Automobile | Tableaux de bord, pare-chocs, lentilles de phares, panneaux de garniture intérieure - en savoir plus sur IM dans l'industrie automobile |
| Dispositifs médicaux | Seringues, tubes de prélèvement sanguin, composants d'inhalateurs - explorer moulage par injection de produits médicaux 101 |
| Emballage | Bouchons de bouteilles, récipients alimentaires, flacons de produits cosmétiques |
| Produits ménagers | Bacs de rangement, cintres, brosses à dents, jouets |
| Agriculture | Jardinières, accessoires d'irrigation, matériel d'élevage - découvrir pourquoi les MI dominent l'agriculture |
| Équipement industriel | Engrenages, cages de roulement, raccords de tuyauterie, boîtiers électriques |
1.2 Une brève histoire du moulage par injection : Du celluloïd aux usines intelligentes
Comprendre la histoire de la conception des moules vous aide à comprendre la logique évolutive et l'orientation future de ce processus.
Chaque avancée majeure dans le domaine du moulage par injection s'est produite à l'intersection des éléments suivants innovation matérielle, technologie des machineset outils numériques. Cette tendance se poursuit encore aujourd'hui - voir le les tendances clés qui façonnent l'industrie.
1.3 Le moulage par injection par rapport à d'autres procédés de fabrication : Quand choisir le moulage par injection ?
Le moulage par injection n'est pas une solution miracle. Le choix du bon procédé de fabrication est la première étape de la réussite d'un projet. Pour une comparaison ciblée, lisez notre moulage par injection ou impression 3D ou l'étude plus large de la Impression 3D vs. CNC vs. moulage sous vide comparaison.
Comparaison des processus Matrice de décision
| Dimension | Moulage par injection | Impression 3D (FDM/SLA) | Usinage CNC | Moulage par soufflage | Moulage par compression |
|---|---|---|---|---|---|
| Volume idéal | 1 000 - millions | 1 - 500 | 1 - 5,000 | 1 000 - millions | 1,000 - 50,000 |
| Coût unitaire (volume élevé) | ⭐ Très faible | ✗ Haute | Moyen | ⭐ Très faible | Faible |
| Coût de l'outillage | ✗ Haut ($3K - $100K+) | Aucun | Aucun | Haut | Moyen |
| Complexité géométrique | ⭐ Très élevé | ⭐ Très élevé | Moyen | Faible (creux seulement) | Faible - Moyen |
| Précision dimensionnelle | ⭐ Très élevé | Moyen | ⭐ Très élevé | Moyen | Moyen |
| Qualité de la surface | ⭐ Excellent | Nécessite un post-traitement | ⭐ Excellent | Bon | Bon |
| Options de matériaux | Extrêmement large | Limitée | Extrêmement large | Limitée | Limited (thermodurcissables) |
| Vitesse de production | ⭐ Très rapide | ✗ Lent | Moyen | Rapide | Moyen |
| Délai d'exécution | 4 - 12 semaines (y compris l'outillage) | 1 - 5 jours | 1 - 10 jours | 6 - 16 semaines | 4 - 10 semaines |
Quand choisir le moulage par injection - Principes de décision
✅ Convient à l'IM lorsque :
- Volume total prévu > 1 000 pièces
- Une grande cohérence, des dimensions et une finition de surface de haute précision sont requises.
- La conception du produit est essentiellement figée (les modifications du moule sont coûteuses).
- Des propriétés spécifiques des matériaux sont nécessaires (résistance chimique, qualité alimentaire, retardateur de flammes).
- L'objectif est d'obtenir le coût unitaire le plus bas possible.
❌ Ne convient pas à l'IM lorsque :
- Le volume est extrêmement faible (< 500 pièces) et le budget est limité. moulage par injection de faibles volumes au lieu de
- La conception est encore en phase d'itération rapide
- Le produit est extrêmement grand (par exemple, > 1 m, dépassant la force de serrage standard).
- Des pièces entièrement métalliques sont nécessaires (CNC, moulage ou métallurgie des poudres).
Voir : Partie 6 - Analyse et optimisation des coûts pour apprendre à calculer si votre projet atteint le seuil de rentabilité du moulage par injection. Vous pouvez également essayer notre Calculateur de coûts pour les moules à injection intelligents.
Plongée dans le processus
2.1 Le processus complet de moulage par injection (six étapes)
Chaque cycle de moulage peut être décomposé en six étapes clés. Comprendre la physique et les paramètres contrôlables de chaque étape est la base de l'optimisation de la qualité du produit. Pour une présentation visuelle détaillée, voir le processus de moulage par injection, de la conception à la production.

Serrage
Les deux moitiés du moule (mobile et fixe) se ferment et se verrouillent sous le mécanisme de serrage. La force de serrage doit être supérieure à la force d'expansion de la matière fondue sur les parois de la cavité, ou flash se produit.
Injection
Le plastique fondu pré-plastifié est poussé dans la cavité du moule à une vitesse et une pression élevées par la vis (qui agit comme un piston). Pression d'injection typique : 500 - 1 500 bars.
Emballage / maintien
Une fois la cavité essentiellement remplie, la vis maintient une pression plus faible mais constante pour compenser la pression volumétrique. rétrécissement (1% - 3%) pendant le refroidissement.
Refroidissement
La fonte dissipe la chaleur par canaux de refroidissement dans le moule et se solidifie progressivement. Le refroidissement représente généralement 60% - 80% de la durée totale du cycle.
Ejection
Le moule s'ouvre et la pièce est poussée à l'extérieur par le moule. système d'éjection - les broches d'éjection, les plaques de décapage, les vannes d'air ou les bras robotisés.
Cycle Répétition
Après le retrait des pièces (souvent automatisé par un robot), le moule se referme et le cycle suivant commence. Estimez votre débit avec notre Calculateur de temps de cycle.
Le plastique fondu ne remplit pas la cavité comme on verse de l'eau dans un verre. Au lieu de cela, il s'écoule de la porte selon un modèle de “flux de fontaine”, comme un ballon en expansion. Il est essentiel de comprendre ce comportement d'écoulement pour résoudre les défauts. Voir : Partie 7 - 7.1 Dépannage des défauts
L'emballage revient à gonfler un ballon à la bonne taille, puis à pincer l'ouverture tout en ajoutant un tout petit peu d'air pour qu'il reste bien gonflé. Sans emballage, marques d'évier apparaissent sur les surfaces de vos pièces.
Temps de cycle typiques
| Type de produit | Épaisseur typique de la paroi | Typique Durée du cycle |
|---|---|---|
| Emballages à paroi mince (pots de yaourt) | 0,4 - 0,8 mm | 3 - 6 secondes |
| Boîtiers pour l'électronique grand public | 1,2 - 2,0 mm | 15 - 30 secondes |
| Pièces d'intérieur automobile | 2,0 - 3,5 mm | 30 - 60 secondes |
| Pièces industrielles à paroi épaisse | 4,0 - 6,0 mm | 60 - 120+ sec |
2.2 Composants essentiels d'une machine de moulage par injection
Une machine de moulage par injection se compose de deux unités principales. Pour en savoir plus structure du moule, Voir notre article dédié.

Unité d'injection - Composants clés
| Composant | Fonction | Paramètres clés |
|---|---|---|
| Trémie | Stockage et alimentation des granulés de matières premières | Capacité ; capacité de séchage intégrée |
| Tonneau | Cylindre métallique renfermant la vis, entouré de bandes chauffantes | Contrôle de la zone de température (généralement 3 à 5 zones) |
| Vis | Composant central - tourne pour transporter, comprimer, cisailler, chauffer et mélanger le plastique | Diamètre (D) ; rapport L/D (18:1 - 24:1) ; taux de compression |
| Anneau de retenue (clapet anti-retour) | Empêche le reflux de la matière fondue lors de l'injection | L'usure entraîne un dosage imprécis |
| Buse | Canal de raccordement entre le fût et le moule | Diamètre de l'orifice ; contrôle de la température |
Classification des machines
| Classification | Type | Caractéristiques |
|---|---|---|
| Par la conduite | Hydraulique | Faible coût, force de serrage élevée, mais précision et efficacité énergétique moindres |
| Tout électrique | Haute précision, haute efficacité énergétique, propre et silencieux ; idéal pour le secteur médical/électronique | |
| Hybride | Combine la puissance hydraulique et la précision électrique | |
| Par Clamp Force | Micro (< 30 tonnes) | Micro connecteurs, micro pièces médicales - voir moulage par micro-injection |
| Moyen (30 - 500 tonnes) | La plus courante ; couvre la majorité des produits de consommation | |
| Grands (500 - 6 000+ tonnes) | Pare-chocs automobiles, grands conteneurs |
2.3 Explication des principaux paramètres du processus
La maîtrise de la signification et de la logique de réglage de ces paramètres est la clé d'une production de masse stable. Pour une granularité encore plus conseils sur le processus, Voir notre article complémentaire.
| Paramètres | Définition | Gamme typique | Conséquence d'un réglage incorrect |
|---|---|---|---|
| Température du canon | Réglage de la température pour chaque zone de chauffage | 180 - 350 °C (en fonction du matériau) | Trop élevé : dégradation du matériau ; Trop faible : plastification incomplète |
| Température du moule | Température maintenue par un système de refroidissement/chauffage | 20 - 120 °C | Trop élevé : cycles longs ; Trop faible : mauvais résultats qualité de la surface |
| Vitesse d'injection | Vitesse d'avancement de la vis | 10 - 500 mm/s | Trop rapide : jetting, pièges à gaz ; Trop lent : coups courts, marques d'écoulement |
| Pression d'injection | Pression maximale pendant l'injection | 500 - 2 000 bar | Trop élevé : flash, stress interne ; Trop faible : tirs courts |
| Pression d'emballage | Pression exercée lors de l'emballage | 40% - 80% de pression d'injection | Trop élevé : suremballage, flash ; trop bas : marques d'enfoncement |
| Temps d'emballage | Durée de l'emballage | 2 - 15 sec | Trop court : marques d'affaissement ; trop long : perte de temps de cycle |
| Temps de refroidissement | Temps de solidification de la pièce dans la cavité | 5 - 60+ sec | Trop court : gauchissement ; trop long : perte d'efficacité |
| Contre-pression | Résistance à la rétraction de la vis pendant la plastification | 3 - 15 bar | Trop faible : mélange inégal ; trop élevé : surchauffe du cisaillement |
Lors de l'ajustement des paramètres du processus de moulage par injection, il convient de toujours respecter les règles suivantes “ne modifier qu'une seule variable à la fois” principe. L'ajustement simultané de plusieurs paramètres rend impossible l'isolement de la cause première - exactement comme la méthode de l“”expérience contrôlée" en science.
Science des matériaux - Choisir le bon matériau, c'est gagner la moitié de la bataille
3.1 Thermoplastiques et thermodurcissables
Les matériaux utilisés dans le moulage par injection se répartissent en deux catégories principales. Si vous êtes novice en matière de l'identification des matières plastiques, Pour la première fois, nous commençons par l'apprêt.
| Propriété | Thermoplastiques | Thermodurcissables |
|---|---|---|
| Comportement en matière de chauffage | Peut être chauffé à plusieurs reprises pour être ramolli et refroidi pour être solidifié | subit une réticulation chimique irréversible lorsqu'il est chauffé |
| Analogie | Comme chocolat - peut être fondu et remodelé | Comme un œuf dur - une fois cuits, ils ne peuvent pas redevenir crus |
| Recyclabilité | ✅ Recyclable pour une nouvelle granulation | ❌ Ne peut être refondu |
| Part de marché de l'IM | ~90% | ~10% |
| Exemples typiques | PP, ABS, PA, PC, POM | Résine phénolique, époxy, silicone |
| Applications typiques | Biens de consommation, automobile, électronique | Isolation électrique, plaquettes de frein, composants à haute température |
Sauf si votre application a des exigences explicites en matière de haute température ou d'isolation électrique, donner la priorité aux thermoplastiques - une sélection plus large, des chaînes d'approvisionnement plus matures et une pression environnementale moindre. Pour en savoir plus les avantages et les inconvénients des matières plastiques.
3.2 Les 10 premiers matériaux de moulage par injection - Guide détaillé
Matières premières plastiques Faible coût et volume élevé
Plastiques techniques Meilleure performance, coût modéré
Plastiques haute performance Besoins particuliers, coût plus élevé
3.3 Cadre décisionnel pour la sélection des matériaux
Face à des milliers de qualités de matériaux, comment faire un choix systématique ? Utilisez cette méthode de filtrage en cinq étapes :
La sélection des matériaux ne consiste pas à “utiliser tout ce que le fournisseur recommande”. Grâce à ce cadre, vous pouvez mener des discussions sur les matériaux comme un expert.
Voir : Partie 5 - Conception pour la fabrication (DFM) - La sélection des matériaux et la conception des produits sont étroitement liées ; certains matériaux ont des exigences spécifiques en matière d'épaisseur de paroi et d'angles de dépouille.
Conception et ingénierie des moules
Le moule est l'atout principal du moulage par injection - et le composant qui représente l'investissement le plus important et le délai d'exécution le plus long. Un moule bien fait peut produire des millions de pièces qualifiées ; un moule défectueux vous enfermera dans un cycle sans fin de modifications, de temps d'arrêt et de litiges sur la qualité. Pour en savoir plus principes fondamentaux de la conception des moules, Voir notre guide dédié.
4.1 Anatomie de la structure des moules
Une norme moule à deux plaques se compose des éléments essentiels suivants :
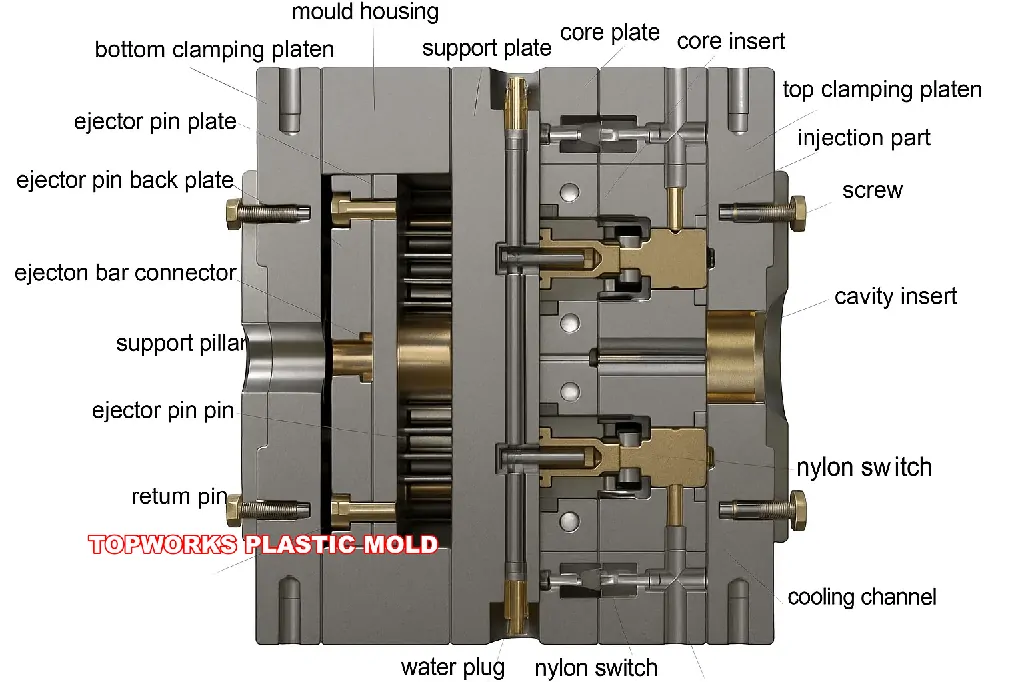
Cavité ou noyau
| Concept | Description |
|---|---|
| Cavité | La partie du moule qui forme le surface extérieure du produit (généralement sur la moitié fixe) |
| Cœur de métier | La partie du moule qui forme le surface intérieure du produit (généralement sur la moitié mobile) |
| Principe de conception | En se refroidissant, la pièce se rétracte et “s'accroche” au noyau, de sorte que la pièce reste généralement sur la moitié mobile pour être facilement éjectée par les broches d'éjection. |
Moules à cavités multiples
Un seul moule peut contenir plusieurs cavités identiques (moule à cavités multiples), ce qui permet de produire plusieurs pièces par cycle. Vous pouvez également utiliser un moisissure familiale si vous avez besoin de différentes pièces dans le même cycle.
| Cavités | Scénario approprié | Impact sur les coûts |
|---|---|---|
| 1 cavité | Prototypage, faible volume, grandes pièces | Coût du moule le plus bas |
| 2 - 4 cavités | Volume moyen | Augmentation du coût des moules 50% - 200% |
| 8 - 16 cavités | Produits de consommation à fort volume | Coût élevé des moules, mais amortissement très faible par unité de moule |
| 32 - 128 cavités | Bouchons de bouteilles, consommables médicaux jetables - ultra-haut volume | Coût des moules : $100K - $1M+, mais le coût par unité est minime. |
Le nombre de cavités est déterminé par : Volume annuel requis ÷ jours de production disponibles ÷ objectif de production journalière. Doubler les cavités ≠ doubler le coût, mais la précision du moule et la complexité de la maintenance augmentent de façon exponentielle. Comprendre l'évolution des coûts en fonction du volume de production.
4.2 Conception du système de couloirs et de portes
Le site système de coureurs est le réseau de canaux de distribution entre la buse de la machine et la cavité.

Coureur à froid et coureur à chaud
| Comparaison | Coureur à froid | Le coureur chaud |
|---|---|---|
| Principe | La fonte dans le coureur se solidifie à chaque cycle | La matière fondue dans le canal de coulée est maintenue à l'état fondu par chauffages électriques |
| Déchets | Déchets de coureurs à chaque cycle (doivent être rebroyés ou mis au rebut) | Zéro déchet pour les coureurs |
| Coût des moisissures | ⭐ Faible | Élevé (le système de canaux chauds coûte à lui seul $5K - $50K+) |
| Durée du cycle | Plus long (le coureur a besoin d'être refroidi) | ⭐ Plus court |
| Meilleur pour | Faible volume, pièces simples, budget limité | Grand volume, cavités multiples, matériaux coûteux |
| Maintenance | ⭐ Simple | Plus complexe (réchauffeurs, régulateurs, équilibrage des flux) |
Types de portails
La porte est le passage le plus étroit reliant le couloir à la cavité. Son localisation et type affectent directement la forme, l'aspect et la résistance du remplissage.
| Type de porte | Caractéristiques | Application typique |
|---|---|---|
| Porte de bordure | Le plus courant ; situé sur le plan de joint ; nécessite l'enlèvement manuel ou automatique de la porte. | Pièces à usage général |
| Sous-marin / Porte de tunnel | Porte au-dessous du plan de joint ; cisaille automatiquement à l'ouverture du moule - pas de post-traitement | Pièces cosmétiques |
| Porte à broches | Porte extrêmement petite ; vestige minime ; utilisée avec des moules à trois plaques ou des canaux chauds | Pièces cosmétiques, multi-empreintes |
| Porte de ventilateur | Large et mince ; fournit un front de fusion uniforme | Pièces en forme de panneau plat |
| Porte de vanne | Canal chaud uniquement ; la vanne à pointeau mécanique contrôle le débit - le vestige de l'obturateur est presque invisible | Pièces cosmétiques haut de gamme (automobile, électronique) |
Le portail doit être situé au niveau de la section de paroi la plus épaisse, La température de l'eau est ainsi plus élevée, ce qui permet à la matière fondue de s'écouler de l'épais vers le fin. Cela garantit une efficacité optimale de l'emballage et minimise les marques d'enfoncement. Voir : 5.1 Conception de l'épaisseur des parois. Explorez également comment l'épaisseur de la paroi et le choix de la porte affectent le coût du moule.
4.3 Système de refroidissement et mécanismes d'éjection
Système de refroidissement
Le site système de refroidissement‘L'objectif de la Commission est de uniformément et rapidement retirer la chaleur de la cavité.
Conventionnel Refroidissement : Canaux d'eau en ligne droite percés dans le moule (trous percés au pistolet) avec circulation du liquide de refroidissement.
Limitation : Les canaux droits ne peuvent pas épouser parfaitement les surfaces complexes des cavités, ce qui entraîne un refroidissement plus rapide de certaines zones que d'autres, et donc un gauchissement.
Technologie avancée - Refroidissement conforme
- Utilisations Impression 3D de métaux (DMLS/SLM) fabriquer des inserts de moule avec des canaux de refroidissement qui suivent les contours de la cavité
- Amélioration de l'uniformité du refroidissement 40% - 70%; réduction du temps de cycle de 20% - 40%
- Coût plus élevé, mais excellent retour sur investissement pour les moules à grand volume
Mécanismes d'éjection
| Type de mécanisme | Objectif | Considérations |
|---|---|---|
| Goupilles d'éjection | Le plus courant : des broches métalliques cylindriques poussent la pièce vers l'extérieur. | Laisse des marques circulaires sur la surface de la pièce - à placer sur des surfaces non cosmétiques |
| Plaque de décapage | Une plaque annulaire pousse l'ensemble de la pièce de manière uniforme | Convient aux pièces à parois minces et à emboutissage profond ; force d'éjection régulière |
| Diapositives | Blocs de moule qui se déplacent perpendiculairement à la direction d'ouverture du moule - pour les blocs de moule externes. sous-coupes | Augmente la complexité et le coût des moules |
| Lève-personnes | Déplacement en angle lors de l'ouverture du moule - pour les contre-dépouilles internes | Plus compact que les toboggans, mais avec une course limitée |
| Valves à clapet pneumatique | L'air comprimé pousse la pièce vers l'extérieur | Convient aux pièces à parois minces et aux pièces profondes en forme de coupelle |
4.4 Sélection et durée de vie des aciers pour moules
Choisir le bon acier pour moules est essentielle pour équilibrer le coût de l'outillage et la durée de vie de la production.
| Classe de moule (SPI/SPE) | Durée de vie prévue | Acier typique | Niveau de coût | Scénario approprié |
|---|---|---|---|---|
| Classe 101 | > 1 000 000 cycles | S136 (inoxydable), H13 | $$$$$ | Production à très haut volume, 24 heures sur 24, 7 jours sur 7 |
| Classe 102 | < 1 000 000 cycles | P20 trempé, H13 | $$$$ | Exigences élevées en termes de volume et de qualité |
| Classe 103 | < 500 000 cycles | P20 (acier pré-durci) | $$$ | Volume moyen - classe la plus utilisée |
| Classe 104 | < 100 000 cycles | P20, alliage d'aluminium | $$ | Production en faible volume |
| Classe 105 | < 500 cycles | Aluminium, époxy, impression 3D | $ | Prototypage et essais fonctionnels |
Ne cherchez pas aveuglément à obtenir la plus haute qualité d'acier de moulage. Premièrement, définir clairement vos attentes en matière de volume total, et adapter la classe de moule en conséquence - cela peut permettre d'économiser de l'argent et de l'argent. 30% - 60% de votre investissement dans les moules. Prévoyez également des entretien des moisissures et stockage approprié pour protéger votre investissement.
Conception pour la fabrication (DFM)
Avant de finaliser la conception 3D, vérifiez ces risques de DFM.
De petites modifications de l'épaisseur des parois, des nervures, des bossages, des trous latéraux et de la dépouille peuvent éviter les marques d'enfoncement, le gauchissement, les glissements, les coûts de moule supplémentaires et les retards de production.
“Un bon produit n'est pas d'abord conçu puis adapté au processus - il évolue avec le processus dès le début de la conception. Lisez notre guide approfondi sur DFM dans le moulage par injection.
La philosophie de base de la DFM : prendre systématiquement en compte les contraintes et les capacités du processus de moulage par injection au cours de la phase de conception du produit, En outre, la conception d'un produit est un élément essentiel de son succès, car elle permet d'éliminer à la source les caractéristiques de conception susceptibles d'entraîner des défauts, des coûts élevés ou une impossibilité de fabrication. En ce qui concerne les principes de conception des pièces en plastique, Voir notre article complémentaire.
5.1 Conception de l'épaisseur des parois - La règle #1 de l'IM DFM
L'épaisseur de la paroi est de le paramètre de conception le plus critique affectant la qualité, le coût et le temps de cycle des produits moulés par injection - sans exception. Utilisez nos Calculateur d'épaisseur de paroi pour valider rapidement votre conception.
Principes fondamentaux
| Principe | Description |
|---|---|
| ⭐⭐⭐⭐⭐ Épaisseur uniforme de la paroi | Le principe le plus important. Les murs irréguliers provoquent des rétrécissement → marques d'enfoncement, gauchissement, contraintes internes |
| Transitions graduelles entre les murs | Si des changements d'épaisseur sont inévitables, utiliser des transitions graduelles (longueur de transition ≥ 3× la différence d'épaisseur), jamais de changements brusques. |
| Éviter les surépaisseurs | Parois plus épaisses → refroidissement plus long → cycles plus longs → coût plus élevé → risque plus important de marques d'affaissement. Voir aussi les défis du moulage à paroi épaisse |
| Éviter l'excès de minceur | Parois plus minces → pression/vitesse d'injection plus élevée → usure plus rapide du moule → risque de tirs courts |
Épaisseur de paroi recommandée par matériau
| Matériau | Fourchette recommandée | Optimal (équilibre entre les performances et les coûts) |
|---|---|---|
| PP | 0,8 - 3,8 mm | 1,5 - 2,5 mm |
| PE | 0,8 - 3,0 mm | 1,5 - 2,5 mm |
| ABS | 1,0 - 3,5 mm | 1,5 - 2,5 mm |
| PC | 1,0 - 4,0 mm | 1,8 - 3,0 mm |
| PA (nylon) | 0,8 - 3,0 mm | 1,2 - 2,0 mm |
| POM | 0,8 - 3,0 mm | 1,5 - 2,5 mm |
L'uniformité de l'épaisseur des parois est comparable à la cuisson d'un gâteau : si l'épaisseur du gâteau est inégale, les parties fines sont déjà brûlées alors que les parties épaisses sont encore crues à l'intérieur. Il en va de même pour le moulage par injection : des parois inégales signifient que les parties fines se sont solidifiées alors que les parties épaisses sont encore en fusion, ce qui entraîne un retrait différentiel qui provoque des marques d'enfoncement et un gauchissement.
5.2 Angles d'étirage, filets et côtes
Angle de tirant d'eau
A angle de dépouille est une légère conicité appliquée aux surfaces du produit par rapport à la direction d'ouverture du moule, ce qui permet d'éjecter la pièce en douceur du moule. Pour les pièces avec sous-coupes, des mécanismes spéciaux de glissement ou de levage sont nécessaires.
| Type de surface | Angle d'étirement recommandé |
|---|---|
| Surface lisse et non texturée | ≥ 0,5° (recommandé 1° - 2°) |
| Texture légère (par exemple, SPI B-2) | ≥ 1.5° |
| Texture profonde / grain de cuir (par exemple, MT-11010) | ≥ 3° - 5° |
| Cavité profonde / côtes hautes | Ajouter 1° par 25 mm de profondeur |
Plus la texture est profonde, plus l'angle de dépouille est important. Règle générale : 1° de tirage supplémentaire pour chaque 0,025 mm de profondeur de texture. La compréhension de cette relation a également une incidence sur finition de la surface du moule choix.
Filets (rayons)
Tous les angles internes et externes doivent avoir des rayons d'angle - éviter les angles droits aigus.
| Localisation | Valeur recommandée |
|---|---|
| Rayon du congé interne | ≥ 50% d'épaisseur de paroi (idéal : 75%) |
| Rayon du congé externe | Rayon interne + épaisseur de la paroi |
Pourquoi ?
- Les angles vifs sont points de concentration des contraintes - c'est ici que les pièces sont le plus susceptibles de se fissurer
- Angles vifs entravent l'écoulement de la matière fondue - sujettes à des tirs courts et à des lignes de soudure
- Angles vifs augmenter la difficulté de fabrication des moules - L'usinage par électroérosion des angles vifs est coûteux et susceptible d'être endommagé.
Ribs
Lorsque l'épaisseur de la paroi ne suffit pas à assurer une rigidité suffisante, ne pas augmenter l'épaisseur de la paroi (coûteux, plus de traces d'enfoncement) - ajouter des côtes à la place.
| Règle de conception des côtes | Valeur recommandée | Raison |
|---|---|---|
| Epaisseur de la nervure | ≤ 50% - 70% d'épaisseur de paroi | Des nervures trop épaisses créent des sections épaisses à la base → traces d'enfoncement |
| Hauteur des côtes | ≤ 3× l'épaisseur de la paroi | Les nervures trop hautes sont difficiles à remplir et à éjecter. |
| Filet de base | 0,25 - 0,5 × l'épaisseur de la paroi | Élimine la concentration de contraintes |
| Angle de dépouille des nervures | ≥ 0,5° par côté | Assure une éjection en douceur |
| Espacement des nervures | ≥ 2× l'épaisseur de la paroi | Espacement trop serré → difficultés de refroidissement côté moule, points chauds |
5.3 Snap Fits, Threads et Insert Molding
Snap Fits
Les boutons-pression sont les éléments sans fixation les plus couramment utilisés. méthode d'assemblage pour les pièces moulées par injection - ce qui permet de réduire les coûts de vissage et de simplifier l'assemblage.
- La déformation maximale admissible d'une rupture en porte-à-faux dépend du matériau (ABS ≈ 2 - 5%, PP ≈ 5 - 8%, PC ≈ 1 - 2%).
- La racine du porte-à-faux nécessite des congés de raccordement généreux (R ≥ 0,5 × l'épaisseur de la paroi).
- Pour les opérations répétées de montage/démontage, prévoir un angle de rampe d'entrée de 30° à 45°.
Fils
- Filets externes peuvent être directement moulés par injection (ils doivent être fendus au niveau du plan de joint, ou bien ils peuvent être moulés par injection). mécanismes de dévissage)
- Filets internes utilisent généralement des noyaux dévissables ou des inserts filetés en métal
- Pour les applications à serrage fréquent (> 10 cycles), utilisez inserts filetés en métal (thermofixés ou installés par ultrasons) au lieu de filets en plastique moulé
Moulage par insertion
Les composants métalliques (écrous, goupilles, roulements) sont placés dans le moule avant que le plastique ne soit injecté autour d'eux. Notre guide moulage par insertion couvre l'ensemble du processus, et vous pouvez le comparer à d'autres approches dans le cadre de la surmoulage et moulage par insertion.
- Avantage : Pièce composite métal-plastique en une seule étape ; grande force d'adhérence
- Attention : La différence de coefficient de dilatation thermique entre le métal et le plastique est importante. La paroi en plastique entourant l'insert doit être suffisamment épaisse (typiquement ≥ 50% du diamètre de l'insert), sinon des fissures radiales se forment pendant le refroidissement.
5.4 Liste de contrôle DFM
Avant d'envoyer les fichiers de conception à votre fournisseur de moules, passez en revue cette liste de contrôle point par point. Pour plus de détails, consultez la page 7 questions cruciales sur la DFM et Réduction des risques DFM et FMEA.
- Contrôle de l'uniformité de l'épaisseur de la paroi - variation ≤ ±15% (idéal ≤ ±10%)
- L'épaisseur minimale des parois répond aux exigences des matériaux
- Toutes les transitions d'épaisseur de paroi sont graduelles (longueur de transition ≥ 3× la différence d'épaisseur).
- Tous les coins internes ont des filets R ≥ 0,5× l'épaisseur de la paroi
- Toutes les surfaces extérieures présentent un angle de dépouille adéquat (≥ 1° lisse ; augmentation en fonction de la profondeur de la texture).
- Épaisseur de la nervure ≤ 60% de l'épaisseur de la paroi ; hauteur ≤ 3× l'épaisseur de la paroi
- Patron Diamètre extérieur ≤ 2,5× l'épaisseur de la paroi ; paroi du bossage ≤ 60% de la paroi nominale
- Les contre-dépouilles sont identifiées et évaluées (glissières/élévateurs nécessaires ? peuvent-elles être éliminées ?).
- Les recommandations relatives à l'emplacement des portes sont annotées (zones non esthétiques et non fonctionnelles).
- Emplacement du plan de joint confirmé (pas d'impact sur l'apparence ou l'assemblage)
- Confirmation de l'emplacement des goupilles d'éjection (surfaces non cosmétiques uniquement)
- Finalisation du matériel ; obtention de la fiche technique du matériel (TDS)
- Taux de rétrécissement incorporé dans les calculs de tolérance dimensionnelle
- Analyse de l'écoulement du moule pour vérifier le remplissage, l'emballage et le refroidissement
Voir : Ressources téléchargeables - Liste de contrôle DFM PDF (R2)
Analyse et optimisation des coûts
6.1 Les quatre composantes du coût du moulage par injection
Calculateur de coûts pour le moulage par injection
Cette calculatrice estime le coût du moulage par injection de plastique en fonction du matériau, du volume et du temps de cycle...
Pour en savoir plus, consultez notre guide d'accompagnement sur les maîtriser les coûts du moulage par injection.

Ventilation des coûts typiques (produit de consommation à volume moyen)
| Élément de coût | Part approximative |
|---|---|
| Amortissement des moules | 15% - 30% (diminue avec l'augmentation du volume) |
| Matières premières | 30% - 50% |
| Transformation (temps machine + main d'œuvre) | 20% - 35% |
| Post-traitement | 5% - 15% |
6.2 Estimation du coût des moules
Utilisez notre calculateur interactif du coût des moisissures pour obtenir une estimation rapide, ou lisez le guide détaillé sur les Combien coûte un moule en plastique ?.
| Facteur | Impact sur les coûts |
|---|---|
| Taille du produit | Pièce plus grande → moule plus grand → plus de coûts d'acier et d'usinage |
| Complexité géométrique | Contre-dépouilles, cavités profondes, textures de précision → glissières, releveurs, EDM → augmentation des coûts. Lire pourquoi les prix des moules à injection varient considérablement |
| Nombre de cavités | Plus de cavités → moule plus grand et plus complexe → mais amortissement du moule plus faible par unité |
| Acier pour moules | P20 prétrempé << S136 inoxydable < H13 acier pour travail à chaud |
| Exigences de précision | ±0,1 mm (standard) << ±0,02 mm (qualité optique de haute précision) |
| Système de canaux chauds | Coureur à froid : pas de coût supplémentaire ; Coureur à chaud : ajoute $5K - $50K |
| Région de production | Chine ≈ $3K - $50K ; États-Unis/Europe ≈ $10K - $200K (moule identique) |
Estimation approximative Référence
| Complexité des produits | Prix des moules à cavité unique (Chine) | Prix des moules à cavité unique (US/EU) |
|---|---|---|
| Simple (pas de contre-dépouille, lisse) | $2,000 - $8,000 | $8,000 - $30,000 |
| Moyen (1 - 2 diapositives, texture simple) | $8,000 - $25,000 | $25,000 - $75,000 |
| Complexe (multi-lames, canaux chauds, texture fine) | $25,000 - $80,000 | $75.000 - $250.000 |
Si vous envisagez de vous approvisionner en Chine, apprenez à comparer les devis de moulage par injection et de surveiller coûts cachés du moulage par injection en Chine.
6.3 Sept stratégies pour réduire le coût à l'unité
Pour une liste de contrôle supplémentaire, voir notre article sur les 7 conseils pour réduire les coûts du moulage par injection et le Un cadre en 5 étapes pour réduire les coûts d'approvisionnement en Chine d'ici 20%.
| Stratégie | Principe | Économies attendues |
|---|---|---|
| ① Optimiser l'épaisseur de la paroi (plus mince) | Moins de matériau + refroidissement plus court = double économie de matériau et de temps machine | 10% - 25% |
| ② Utiliser des nervures plutôt que des murs épais | La rigidité est assurée par les nervures et non par l'épaisseur de la paroi. | 5% - 15% |
| ③ Augmentation du nombre de cavités | Plus de pièces par cycle → étalement du coût du temps machine | 20% - 50% (haut volume) |
| ④ Utiliser le Hot Runner | Éliminer les déchets des coureurs - particulièrement important pour les matériaux coûteux | 5% - 20% |
| ⑤ Substitution de matériaux | Passer à un matériau moins coûteux qui répond toujours aux exigences de performance | 10% - 40% |
| ⑥ Automatiser le post-traitement | Dépose robotisée des pièces, autodégradation, auto-inspection → réduction de la main-d'œuvre. Voir automatisation et robotique pour la gestion de l'information | 15% - 30% (post-proc.) |
| ⑦ Intégration de la conception (consolidation partielle) | Fusionner plusieurs pièces en une seule pièce moulée → éliminer les étapes d'assemblage et les fixations | 20% - 50% (niveau système) |
La stratégie ⑦ (intégration de la conception) est illustrée par la stratégie de Tesla en matière d'intégration de la conception. dessous de caisse arrière moulé d'une seule pièce - consolider plus de 70 pièces estampées et soudées en une seule coulée géante d'aluminium, éliminer 300 robots de soudage et réduire les coûts de production de 40%. Bien qu'il s'agisse de moulage sous pression plutôt que de moulage par injection, la logique de réduction des coûts de l'entreprise est la même. “consolider les pièces” est identique. Explorer l'allègement de l'automobile grâce à des techniques avancées de gestion de l'information pour des stratégies similaires.
Voir : 5.1 Conception de l'épaisseur des parois pour apprendre comment réduire en toute sécurité l'épaisseur des parois sans sacrifier les performances.
Recherche de défauts et contrôle de la qualité
7.1 Les douze défauts de moulage par injection les plus courants
La maîtrise de l'identification des défauts et du dépannage est la ligne de démarcation entre un “opérateur ordinaire” et un “ingénieur en moulage par injection”. Pour un aperçu complémentaire, lisez notre l'analyse des défauts de moulage par injection et leur résolution.
Les douze défauts suivants sont classés par ordre de fréquence :
Apparence : Dépressions localisées sur la surface du produit, généralement sur la face arrière des nervures, des bossages ou des zones à parois épaisses.
Cause première : Les zones à parois épaisses se refroidissent lentement ; la matière interne continue de se contracter et tire la surface externe déjà consolidée vers l'intérieur. Voir notre site dédié à la solutions pour les marques d'évier guide.
| Niveau de dépannage | Action corrective |
|---|---|
| Design | Réduire l'épaisseur des nervures (≤ 60% de la paroi) ; éviter les changements brusques d'épaisseur ; prendre en considération IM à assistance gazeuse |
| Processus | Augmentation de la pression d'emballage ; allongement de la durée d'emballage ; abaissement de la température du moule |
| Moule | Optimiser l'emplacement de la porte (plus près des sections épaisses) ; augmenter la taille de la porte |
Apparence : Fins lambeaux de matériau excédentaire au niveau des plans de joint ou des trous de broches d'éjection. Voir un exemple concret étude de cas sur les défauts de flash.
Cause première : Une force de serrage insuffisante ou des surfaces de séparation endommagées permettent à la matière fondue de s'infiltrer dans les interstices.
| Niveau de dépannage | Action corrective |
|---|---|
| Machine | Augmenter la force de serrage |
| Moule | Réparer les surfaces de séparation (réaffûtage, polissage) ; vérifier l'absence de déformation du moule. |
| Processus | Réduire la pression/vitesse d'injection ; abaisser la température de fusion |
Apparence : La partie n'est pas complètement remplie ; il manque du matériel à l'extrémité du flux.
Cause première : Le front de fonte gèle avant d'atteindre l'extrémité de la cavité.
| Niveau de dépannage | Action corrective |
|---|---|
| Processus | Augmentation de la vitesse/pression d'injection ; augmentation des températures de fusion/moulage |
| Moule | Ajouter/nettoyer évents (critique !); augmenter la taille du portail/du couloir |
| Design | Augmenter l'épaisseur de la paroi dans les zones minces ; optimiser la position de la porte |
Apparence : Marques en forme de lignes fines à l'endroit où deux fronts de fusion se rencontrent.
Cause première : Deux fronts de fusion se sont trop refroidis au moment où ils convergent, empêchant une fusion complète.
| Niveau de dépannage | Action corrective |
|---|---|
| Processus | Augmentation des températures de la matière fondue et du moule ; augmentation de la vitesse d'injection |
| Moule | Déplacer les vannes (déplacer les lignes de soudure vers des zones non critiques) ; améliorer la ventilation |
| Design | S'il existe des trous de passage, envisagez de les remplacer par des trous borgnes (pour éviter que la fonte ne se fende autour d'eux). |
Lignes de soudure ne peuvent pas être complètement éliminées (ils se forment à chaque fois que la fonte se divise et se reconvertit) - ils ne peuvent être que déplacé ou minimisé.
Apparence : La pièce se plie, se tord ou s'incline après l'éjection ; elle ne répond pas aux exigences de planéité et de rectitude. Voir notre études de cas de déformation pour des exemples concrets.
Cause première : Différentes zones de la pièce se refroidissent à des vitesses différentes → retrait inégal → la libération de contraintes internes entraîne une déformation.
| Niveau de dépannage | Action corrective |
|---|---|
| Design | Épaisseur uniforme des parois (la solution la plus fondamentale) ; ajouter des nervures pour la rigidité |
| Moule | Optimiser les canaux de refroidissement pour assurer l'uniformité ; envisager le refroidissement par conformation |
| Processus | Prolonger le temps de refroidissement ; minimiser la différence de température entre les côtés du noyau et de la cavité (≤ 10 °C). |
| Matériau | Passer à un matériau dont le retrait est plus faible ou plus isotrope |
Apparence : Taches de roussissement noires ou brunes à l'extrémité de l'écoulement ou dans les angles morts de la cavité.
Cause première : L'air emprisonné est comprimé de manière adiabatique par l'avancée de la matière fondue (comme l'allumage d'un moteur diesel), atteignant des températures de plusieurs centaines de degrés et carbonisant le plastique.
| Niveau de dépannage | Action corrective |
|---|---|
| Moule | Ajouter ou nettoyer les évents (le plus important !) - la profondeur des évents est généralement de 0,02 à 0,05 mm. Voir pourquoi la ventilation est si importante |
| Processus | Réduire la vitesse d'injection (en particulier dans la phase finale) ; réduire légèrement la force de serrage (permettre une micro-fuite d'air à travers le plan de joint). |
Apparence : Motifs en forme d'anneaux ou de vagues sur la surface, rayonnant généralement vers l'extérieur à partir de la porte.
Cause première : Une température insuffisante du front de fusion ou une vitesse d'écoulement irrégulière empêchent la couche de surface de s'étaler facilement.
| Niveau de dépannage | Action corrective |
|---|---|
| Processus | Augmentation de la vitesse d'injection ; augmentation des températures de fusion/moulage |
| Moule | Agrandir la taille de la porte ; optimiser la position de la porte |
Apparence : Traces blanches argentées à la surface le long de la direction de l'écoulement.
Cause première : L'humidité dans le matériau (teneur en eau excessive), les gaz volatils ou l'air piégé s'étirent en fines couches pendant l'écoulement de la matière fondue.
| Niveau de dépannage | Action corrective |
|---|---|
| Matériau | En profondeur sécher la résine - PC : 120 °C/4 h ; PA : 80 °C/8 - 12 h |
| Processus | Diminution de la contre-pression (réduction du piégeage de l'air) ; réduction de la vitesse de rotation de la vis |
Apparence : Un motif plié en forme de serpent s'étendant à partir de la porte.
Cause première : La matière fondue jaillit d'une porte étroite à une vitesse excessive dans une cavité ouverte - comme un mince jet d'eau pulvérisé dans une grande piscine, sans jamais former un front stable d'écoulement de la fontaine.
| Niveau de dépannage | Action corrective |
|---|---|
| Processus | Réduire la vitesse d'injection initiale (vitesse en plusieurs étapes : début lent → milieu rapide) |
| Moule | Agrandir la taille de la porte ; orienter la porte vers un mur (laisser la fonte s'impacter et se répandre) |
Apparence : Espaces creux à l'intérieur de la pièce (visibles sur la coupe transversale). Voir notre guide de dépannage des bulles pour plus de détails.
Cause première : Dans les sections épaisses, la couche extérieure se solidifie en premier tandis que la masse fondue interne continue de se contracter sans être remplie → formation de vides sous vide ou création de bulles dues à l'humidité ou aux gaz présents dans le matériau.
| Niveau de dépannage | Action corrective |
|---|---|
| Design | Réduire l'épaisseur des parois ; éliminer les sections épaisses |
| Processus | Augmenter l'emballage (pour les vides) ; sécher complètement le matériau (pour les bulles). |
Apparence : Marques blanches à l'emplacement de la goupille d'éjection ou dans les zones d'encliquetage. Voir notre solutions pour les marques de stress.
Cause première : La pièce n'est pas suffisamment refroidie et solidifiée au moment de l'éjection ; la force d'éjection provoque une déformation localisée du matériau.
| Niveau de dépannage | Action corrective |
|---|---|
| Processus | Prolonger le temps de refroidissement ; réduire la vitesse d'éjection |
| Moule | Ajouter des goupilles d'éjection (pour répartir la force) ; augmenter les angles de dépouille |
Apparence : Coloration inégale sur le produit ou différences de couleur d'un lot à l'autre.
Cause première : Mélange inégal du mélange-maître de couleur, capacité de mélange insuffisante de la vis, ou variation de pigment d'un lot à l'autre chez le fournisseur du mélange-maître de couleur.
| Niveau de dépannage | Action corrective |
|---|---|
| Matériau | Utiliser des pastilles pré-colorées au lieu de mélanger des mélanges maîtres ; vérifier la cohérence des lots du fournisseur. |
| Processus | Augmentation de la contre-pression et de la vitesse de rotation de la vis (amélioration du mélange) ; augmentation de la course de dosage |
7.2 Méthodologie de dépannage systématique
Lorsque des défauts apparaissent, ne pas ajuster les paramètres au hasard, par intuition. Utilisez cette approche à quatre niveaux. Pour obtenir des conseils supplémentaires, consultez notre le dépannage des défauts de produits référence.
Lors de l'essai initial du moule (T1), une fois que vous avez produit des pièces qui répondent à tous les critères de qualité, geler et enregistrer immédiatement tous les paramètres du processus (températures du tonneau, vitesse d'injection/profil de pression, paramètres d'emballage, temps de refroidissement, etc.) et conserver des “échantillons d'or” physiques pour des comparaisons ultérieures. Lorsque des défauts apparaissent ultérieurement, la comparaison des pièces actuelles avec les échantillons d'or et des paramètres actuels avec les paramètres enregistrés permet d'identifier rapidement la cause première.
7.3 Cadre de contrôle de la qualité
Un cadre de contrôle de qualité robuste garantit des résultats cohérents sur des millions de cycles. Associez-le à notre le contrôle de la qualité dans le moulage par injection plongée profonde.
Contrôle de la qualité à l'arrivée (IQC)
- Vérifier le numéro de lot de la résine, la teneur en humidité (analyseur d'humidité) et l'indice de fluidité (MFI).
- Renvoi du certificat d'analyse (CoA) aux spécifications TDS du matériau
- Contrôler la consistance des colorants et des mélanges maîtres (comparaison de la puce de couleur sous une lumière D65).
Contrôle de la qualité en cours de fabrication (IPQC)
- Inspection du premier article (FAI) : Mesurer les 3 à 5 premiers tirs par rapport au dessin après chaque démarrage, changement de moule ou modification de paramètre.
- Suivi SPC : Suivi des dimensions critiques à l'aide de diagrammes de contrôle statistique des processus (X̄-R ou X̄-S) ; réaction lorsque le Cpk tombe en dessous de 1,33
- Inspection visuelle : Les opérateurs vérifient chaque N-ième pièce (ou 100% pour les pièces médicales/critiques pour la sécurité) par rapport à un ensemble d'échantillons limites (bon / marginal / rejeté).
- Surveillance des processus : Les machines modernes enregistrent la pression de la cavité, la position du coussin et la durée du cycle - elles signalent automatiquement toute prise de vue hors de la fenêtre.
Contrôle de qualité sortant (CQO)
- Inspection d'échantillonnage NQA selon ISO 2859-1 (niveaux NQA typiques : critique = 0, majeur = 1,0, mineur = 2,5)
- Essais fonctionnels (par exemple, force d'engagement de l'encliquetage, essai d'étanchéité du joint, essai de chute)
- Rapport dimensionnel complet (CMM ou scanner à lumière structurée) sur une fréquence définie
| Outil QC | Ce qu'il mesure | Quand utiliser |
|---|---|---|
| Pieds à coulisse / Micromètres | Dimensions linéaires ± 0,01 mm | Chaque FAI ; contrôles ponctuels en cours de route |
| Jauges Go/No-Go | Réussite/échec sur les caractéristiques critiques (trous, filets) | 100% ou échantillonnage à haute fréquence |
| CMM (machine à mesurer les coordonnées) | Rapport 3D complet | FAI, PPAP, audit périodique |
| Comparateur optique / Système de vision | Contours de profil, vestige de portail, flash | Pièces cosmétiques et pièces à profil critique |
| Analyseur d'humidité | % Humidité dans les granulés de résine | Chaque nouveau lot / chaque équipe |
| Testeur MFI | Indice de fluidité de la matière fondue - consistance du matériau | Inspection de la résine entrante |
| Spectrophotomètre couleur | ΔE écart de couleur | Produits à couleur critique, chaque lot |
Lors de l'évaluation des fournisseurs de moules ou des fabricants sous contrat, demander à voir leur plan de contrôle qualité, leurs données SPC et leurs limites de contrôle - et pas seulement son offre de prix. Un fournisseur qui peut vous montrer des données Cpk en direct et des planches d'échantillons limites est bien plus digne de confiance que celui qui propose le prix le plus bas. Apprendre comment trouver des fournisseurs de moulage par injection fiables.
Procédés avancés et frontières de l'industrie
Au-delà du moulage par injection standard d'un seul matériau, plusieurs variantes avancées offrent des possibilités que le moulage par injection conventionnel ne peut pas atteindre. Gardez une longueur d'avance en suivant les les tendances clés qui façonnent l'industrie.
8.1 Variantes de moulage avancées
| Variante du processus | Principe de base | Principaux avantages | Applications typiques |
|---|---|---|---|
| Moulage en deux temps / 2K | Injection séquentielle de deux matériaux différents dans le même moule (nécessite une machine à deux barils ou un plateau rotatif). | Élimine l'assemblage secondaire ; crée des poignées douces au toucher, des pièces multicolores | Poignées de brosses à dents, poignées d'outils électriques, boutons automobiles |
| Surmoulage | Un substrat pré-moulé est placé dans un second moule et surmoulé avec un autre matériau. | Semblable à la méthode à deux coups, mais avec deux moules distincts ; investissement moindre en équipement | Poignées souples sur les poignées rigides, connecteurs étanches |
| Moulage par insertion | Le métal ou d'autres composants préformés sont placés dans le moule ; le plastique est injecté autour d'eux. | Composite métal-plastique en une seule étape ; grande force d'adhérence | Inserts filetés, bornes électriques, boîtiers de capteurs |
| Moulage par injection assistée au gaz (GAIM) | Injection d'azote dans les sections épaisses après le remplissage partiel, ce qui a pour effet de creuser le noyau. | Élimine les marques d'enfoncement dans les pièces épaisses ; réduit le poids et le coût des matériaux de 20% - 40% | Poignées de meubles, cadres de téléviseurs, garnitures automobiles épaisses - voir poignée moule assistance gaz |
| Moulage par micro-injection | Pièces pesant quelques fractions de gramme, avec des microcaractéristiques < 100 µm | Permet la miniaturisation des composants médicaux, optiques et électroniques | Coquilles d'appareils auditifs, puces microfluidiques, embouts de fibres optiques |
| Marquage dans le moule (IML) | Etiquette pré-imprimée placée dans la cavité ; fusionne avec la surface de la pièce pendant le moulage | Décoration de haute qualité sans impression secondaire ; l'étiquette devient intégrale | Récipients alimentaires, emballages cosmétiques - voir décoration dans le moule |
| Moulage de la mousse structurelle | Un agent gonflant chimique ou physique crée un noyau de mousse avec une peau solide. | Léger (10% - 30% plus léger) ; rapport rigidité/poids élevé | Grandes palettes, éléments de meubles, boîtiers d'équipement |
| Moulage de caoutchouc silicone liquide (LSR) | Silicone liquide à deux composants mélangé et injecté dans un moule chauffé ; durcit par réaction d'addition | Biocompatible, plage de températures extrêmes (-55 °C à +200 °C), flexible | Tétines de biberons, joints médicaux, bandes de dispositifs portables |
8.2 Industrie 4.0 et avenir du moulage par injection
L'industrie du moulage par injection connaît actuellement sa phase de transformation la plus importante depuis l'invention de la vis à mouvement alternatif. Apprenez comment L'IA redéfinit le moulage par injection et ce que automatisation et robotique pour les ateliers de production.
Principales tendances technologiques (2026 et au-delà)
| Tendance | Description | Impact |
|---|---|---|
| Smart Molding / Capteurs IoT | Des capteurs de pression et de température dans la cavité transmettent des données en temps réel ; les machines ajustent automatiquement les paramètres. | Réduction du taux de défauts de 30% - 70% ; la maintenance prédictive réduit les temps d'arrêt |
| Optimisation de l'IA / de l'apprentissage automatique | Des modèles d'intelligence artificielle formés sur la base de données historiques permettent de prédire les ensembles de paramètres optimaux pour les nouveaux moules/matériaux. | Le temps d'installation est passé de quelques jours à quelques heures ; la fenêtre de traitement est trouvée plus rapidement. |
| Jumeau numérique | La réplique virtuelle de la cellule de moulage permet de simuler des scénarios de production avant la mise en œuvre physique. | Réduire les essais de moulage (T0 - T3) de 1 à 2 cycles ; accélération de la mise sur le marché |
| Matériaux durables / biosourcés | Les résines PLA, PHA, bio-PE et à contenu recyclé gagnent des parts de marché sous l'effet de la législation et de la pression ESG | Des ajustements de processus sont nécessaires (températures de fusion plus basses, rétrécissement différent) ; de nouvelles lignes directrices DFM apparaissent. Consultez notre la durabilité dans le moulage par injection vue d'ensemble |
| Refroidissement conforme par impression 3D de métal | Inserts de moulage avec canaux de refroidissement imprimés en 3D conformes à la géométrie de la cavité | Réduction du temps de cycle de 20% - 40% ; amélioration de la qualité des pièces (moins de déformation) |
| Micro et nanomoulage | Production de caractéristiques à l'échelle du micron et du sous-micron | Permet les diagnostics médicaux de nouvelle génération (laboratoire sur puce), l'optique et les systèmes électromécaniques (MEMS) |
| Robots collaboratifs (Cobots) | Robots légers travaillant aux côtés des opérateurs pour le retrait, l'inspection et l'emballage des pièces | Automatisation flexible pour les petits lots ; investissement moins important que pour les cellules d'automatisation complète |
La convergence des IA + IoT + matériaux durables + outillage fabriqué par fabrication additive est en train de créer un changement de paradigme. Les fabricants qui investissent aujourd'hui dans ces technologies auront une longueur d'avance sur leurs concurrents. un fossé concurrentiel important d'ici la fin de la décennie. Les compétences interpréter Les compétences en matière de gestion des données deviennent aussi importantes que les compétences en matière de gestion des données. opérer des machines.
Prochaines étapes et ressources
9.1 Votre feuille de route pour l'apprentissage
Maintenant que vous avez assimilé ce guide, voici comment approfondir votre expertise de manière systématique :
Principes fondamentaux de Solidify
Relecture Parties 1 - 3 et interrogez-vous sur les concepts clés. Assurez-vous de pouvoir expliquer le cycle en six étapes, de différencier les thermoplastiques des thermodurcissables et de nommer les 10 principaux matériaux.
Appliquer la DFM à un projet réel
Prenez un produit existant (ou un modèle simple que vous avez conçu) et passez en revue les étapes du processus d'évaluation de la qualité de l'eau. Liste de contrôle DFM. Identifiez au moins 3 améliorations. Utilisez le Calculateur d'épaisseur de paroi et Calculateur de coûts.
Visite d'une installation de moulage
Rien ne remplace le fait de voir le processus en personne. Observez le cycle, écoutez la machine, sentez la chaleur de la pièce éjectée. Posez des questions sur le processus de contrôle de la qualité.
Lancer une simulation de l'écoulement des fluides de moulage
Téléchargez une version d'essai de Moldflow, Moldex3D ou Solidworks Plastics. Simulez une simple boîte et étudiez le temps de remplissage, ligne de soudure les lieux, et rétrécissement des modèles. Voir aussi pourquoi la simulation est essentielle.
Construisez votre réseau
Rejoignez les groupes LinkedIn, participez aux salons professionnels du plastique (NPE, Fakuma, Chinaplas) et entrez en contact avec les fournisseurs de matériaux et les fabricants de moules. En savoir plus comment trouver des fournisseurs fiables et comparer les devis effectivement.
Rester à jour
Marquez ce guide d'un signet et consultez-le à nouveau. Procédés avancés et frontières de l'industrie section trimestrielle. Suivre les tendances clés de l'industrie au fur et à mesure de leur évolution.
9.2 Ressources recommandées
Tableau de référence rapide pour la sélection des matériaux
Comparaison sur une page des 20 principaux matériaux de moulage par injection avec leurs propriétés clés, leurs niveaux de prix et leurs notes d'application. Commencez par notre bibliothèque des matières plastiques.
Liste de contrôle DFM (PDF imprimable)
L'ensemble Liste de contrôle DFM de la partie 5, formaté pour l'impression. Apportez-le à chaque réunion d'examen de la conception.
Organigramme de dépannage des défauts
Version visuelle de l'organigramme de la méthodologie de dépannage à quatre niveaux - le stratifier pour l'atelier. Voir aussi notre outil de dépannage des défauts.
Feuille de calcul pour l'estimation du coût des moules
Modèle Excel avec des formules pour estimer le coût des moules en fonction de la taille, de la complexité, des cavités, de la qualité de l'acier et de la région. Essayez l'outil en ligne Calculateur de coût de la moisissure intelligente.
Lectures recommandées
“Manuel du moulage par injection” - Osswald, Turng, Gramann (la bible de l'industrie) ; “Conception de pièces en plastique pour l'assemblage” - Tres ; “Guide de conception de l'écoulement des fluides de moulage” - Kennedy. Plus notre glossaire pour débutants.
9.3 Glossaire des termes clés
| Durée | Définition |
|---|---|
| Cavité | L'espace creux dans le moule qui définit la forme extérieure de la pièce. |
| Cœur de métier | Le composant du moule qui définit la forme intérieure de la pièce |
| Coureur | Système de canaux permettant d'acheminer la matière fondue de la carotte à la porte |
| Portail | Passage étroit où la matière fondue pénètre dans la cavité |
| Ligne de séparation | L'interface où les deux moitiés du moule se rencontrent |
| Angle de tirant d'eau | La conicité appliquée aux parois de la pièce pour faciliter l'éjection |
| Rétrécissement | Réduction volumétrique lors du refroidissement du plastique de l'état fondu à l'état solide |
| Goupille d'éjection | Goupille mécanique qui pousse la pièce solidifiée hors du moule |
| Force de serrage (Tonnage) | Force maintenant les moitiés du moule fermées pendant l'injection |
| Durée du cycle | Durée totale d'un cycle de moulage complet |
| MFI (Melt Flow Index) | Mesure du débit d'un polymère dans des conditions standard (g/10 min) |
| Cpk | Indice de capacité du processus - mesure la capacité d'un processus à rester dans les limites des spécifications. |
| T1 / T2 / T3 | Premier / deuxième / troisième essai de moule - cycles itératifs de mise au point du moule |
| PPAP | Processus d'approbation des pièces de production - approbation formelle de la qualité pour la production en série |
| DFM | Conception pour la fabrication - optimisation de la conception du produit pour le processus de fabrication |
Questions fréquemment posées
Les questions les plus courantes que les acheteurs, les concepteurs et les ingénieurs se posent sur le moulage par injection - avec des réponses directes.
🏆 Conclusion : De la connaissance à la maîtrise
Vous venez de parcourir l'ensemble du paysage du moulage par injection - du concept le plus fondamental “qu'est-ce que le moulage par injection” jusqu'aux processus avancés, à l'optimisation des coûts et au contrôle de la qualité. Voici ce que vous pouvez désormais faire en toute confiance :
- Expliquer comment fonctionne le moulage par injection à toutes les parties prenantes, à tous les niveaux
- Sélectionnez le matériau adapté à votre application à l'aide d'un cadre de décision systématique
- Concevoir des pièces qui sont optimisé pour la fabrication depuis le début
- Évaluer la conception des moules et estimer les coûts en toute confiance
- Identifier et dépanner les 12 principaux défauts l'utilisation d'une méthodologie systématique
- Avoir des conversations informées sur processus avancés et tendances futures
- S'engager avec les fournisseurs en tant que un partenaire informé et non un acheteur passif
Rappelez-vous : Le moulage par injection est à la fois une science et un art. La science est contenue dans ce guide ; l'art vient de la pratique. Commencez à appliquer ce que vous avez appris aujourd'hui - et vous serez surpris de constater à quel point votre expertise s'accroît rapidement.
Ce guide est un document évolutif, mis à jour pour 2026. Mettez-le en signet et revenez-y chaque fois que vous avez besoin d'une remise à niveau, d'une plongée plus approfondie ou d'un point de référence pour votre prochain projet.
Steven Cheng
Fondateur et ingénieur en chef des moules - Topworks Plastic Mold - Huangyan, Chine
Steven Cheng a fondé Moule en plastique Topworks à Huangyan - la capitale chinoise de la fabrication de moules - après avoir travaillé pendant plus d'une décennie dans le domaine de l'outillage de précision pour des fournisseurs automobiles et médicaux de premier rang. En 20 ans, il a dirigé la conception et la fabrication de plus de 500 moules : de l'outillage d'emballage à forte cavitation aux moules d'intérieur d'automobile de classe 101 et aux composants d'appareils médicaux conformes à la FDA.
Son expertise pratique couvre l'ensemble du cycle de vie des moules : Analyse DFM, simulation Moldflow, optimisation des portes et des canaux, conception du refroidissement conforme, sélection de l'acier et qualification du premier article (PPAP). Steven écrit pour combler le fossé de connaissances entre les acheteurs et les ingénieurs en moules - donnant aux équipes de produits la confiance technique nécessaire pour évaluer les fournisseurs de manière critique et prendre de meilleures décisions en matière d'outillage.

