





Moulage par injection de polycarbonate en Chine (lentilles optiques, couvercles de LED, PC à parois épaisses)
Table des matières
Spécifications clés des matériaux et des processus
| Propriété | Valeur |
|---|---|
| Résistance à la traction | 55-75 MPa - plus résistant que l'ABS |
| Résistance aux chocs | 600–900 J/m (essai Izod à entaille) |
| Transmission de la lumière | Jusqu'à 90% sur un verre de qualité optique, si vous le faites correctement |
| Taux de rétrécissement | 0,5–0,71 TP3T — serré et prévisible |
| Séchage nécessaire | 110–120 °C pendant 4 à 6 heures. Teneur en humidité inférieure à 0,021 TP3T |
| Température du moule | 80–120 °C. C'est à cette température que tout se joue : la clarté est au rendez-vous ou non. |
Classes de PC Moules Topworks
Défauts courants des PC Topworks contrôle
Le polycarbonate humide laisse des traces argentées sur chaque pièce moulée. C’est là que la plupart des projets impliquant des pièces transparentes échouent. Le moulage par injection du polycarbonate semble simple sur le papier — chauffage, compression, refroidissement — mais le polycarbonate ne pardonne aucun raccourci sur séchage, aération, injection ou refroidissement. Si vous respectez ces quatre critères, le PC vous offre une grande résistance, une bonne résistance à la chaleur et une véritable clarté optique.
Poignées Topworks DFM → outillage → échantillonnage → production pour les composants informatiques. Notre cœur de métier : lentilles optiques, Couvercles d'éclairage LEDet boîtiers PC à paroi épaisse alors que la plupart des magasins ne donnent pas de devis.










Vous souhaitez obtenir un devis plus rapidement ? Envoyez-nous le dessin, la nuance de PC et les exigences esthétiques. Nous vous proposerons une approche d'outillage et des remarques sur la faisabilité, généralement dans un délai d'une journée. Contacter Topworks
Nous réalisons des moules pour PC depuis plus de 10 ans. Le moulage à paroi épaisse est un travail que personne d’autre ne veut faire : les bulles et les affaissements gâchent les premiers échantillons de la plupart des ateliers. Notre procédé est décrit dans notre POS sur le traitement du polycarbonate. Lisez-le avant de faire le point avec un fournisseur.
Prêt à obtenir un devis précis ?
Topworks associe une expertise approfondie du moulage par injection à une gestion de projet structurée - pour que votre prochain projet soit réalisé dans les délais, selon les spécifications et dans le respect du budget.
Nos services couvrent la conception optique, la fabrication de moules optiques de précision, Moulage par injection optique, ainsi que la finition de surface adaptée à chaque projet.
Reconnu par les ingénieurs et les équipes produit du monde entier
“ Je suis heureux de vous annoncer que toutes les pièces en plastique sont parfaites !!! Nous en sommes ravis, et il y a donc de bonnes chances que nous poursuivions notre collaboration pour tout nouveau projet à venir. ”

"Steven est un chef de projet et un ingénieur très soucieux des détails, capable de résoudre les problèmes de manière créative et offrant également un excellent service. Ce fut un plaisir de travailler avec lui."

Ce que nous moulons dans le PC
Cinq catégories constituent l'essentiel de notre travail sur PC. Parmi celles-ci, les lentilles et les caches LED sont les plus difficiles à réaliser.
- Composants automobiles — éléments internes de feux arrière, supports intérieurs, boîtiers de connecteurs.
- Boîtiers pour dispositifs médicaux
- Pièces aérospatiales et industrielles qui doivent résister aux chocs tout en conservant leur forme
- Boîtiers électroniques
- Lentilles optiques et Couvercles d'éclairage LED
Note de capacité : notre épaisseur maximale de la paroi sur un composant d'ordinateur, la hauteur atteint 3 cm pour les travaux liés à des projets. C'est trois fois plus que ce que la plupart des ateliers acceptent de traiter. Nous maîtrisons les bulles de surface et internes en ajustant la position de la buse d'injection, la pression de maintien et le refroidissement — et non en espérant simplement que la pièce sorte sans défaut.
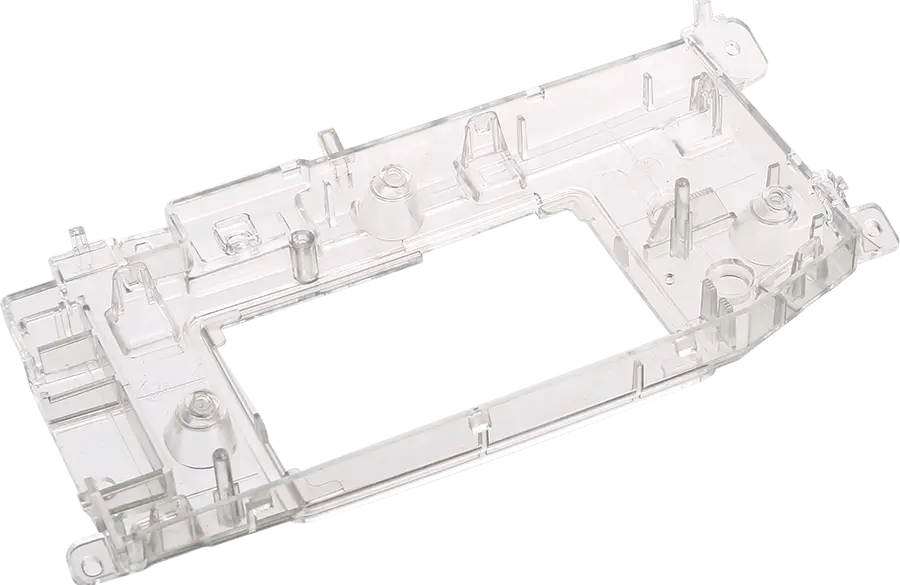
Boîtier en PC à parois épaisses (pas de bulles, pas d'enfoncement)
Voici une pièce de PC murale de 18 mm que nous avons réalisée. Le cahier des charges était simple. La mise en œuvre, en revanche, ne l’était pas. Trois objectifs : surface cosmétique lisse, pas de bulles internes, pas d'évier. Nous les avons tous les trois réussis lors de la T2.




Comment choisir un fournisseur fiable de moulage de PC en Chine ?
Un bon fournisseur chinois spécialisé dans le moulage par injection de plastique sait prédire le résultat avant même que l'acier ne soit découpé. Un mauvais fournisseur propose des devis bas et improvise. Demandez-lui quelles seront les caractéristiques en termes de transparence, de contrainte, de retrait et d'aspect esthétique lors du premier échantillon (T1). S'il ne peut pas vous répondre avec des chiffres, vous avez votre réponse.
Liste de contrôle pour l'évaluation des fournisseurs (spécifique aux PC)
Cinq questions. Posez-les toutes les cinq avant de passer une commande.
- Séchage et contrôle de l'humidité : Le PC « boit » l'eau contenue dans l'air. Renseignez-vous sur la température du séchoir, le temps de séjour et la manière dont sont conservés les sachets ouverts entre deux équipes. Une réponse vague à ce sujet se traduira par l'apparition de stries argentées par la suite.
- Évents et canaux d'injection : Où sera placée la vanne, et comment assurent-ils la ventilation de la zone de remplissage final ? Les gaz emprisonnés provoquent des traces de brûlure.
- Définition de cosmétique : Les surfaces A/B/C doivent être confirmées par écrit avant la découpe de l'acier.
- Échantillonnage : rapport dimensionnel du premier article, accompagné de photos ou d'une vidéo prises sous un éclairage contrôlé. Pas la moindre photo prise avec un téléphone portable sous les néons de l'atelier.
- Propriété et entretien des outils : Qui assure la maintenance du moule, qui prend en charge le coût des inserts d'usure, et à partir de quel nombre de moulages faut-il procéder à une remise à neuf ?
Si votre fournisseur n'est pas en mesure de répondre clairement à cette liste de questions, vous avez votre réponse.
Pourquoi ces éléments sont importants pour le coût du moulage par injection
- Taille de la pièce- Des pièces plus grandes impliquent un moule plus grand, ce qui signifie qu'un acier plus grand augmentera le coût de l'acier pour le moule d'injection.
- Conception de la pièce- Plus une pièce est complexe, plus le moule doit être détaillé. Certaines pièces complexes nécessiteront l'ajout de caractéristiques spéciales, telles que des leviers ou des curseurs. Par conséquent, vous devez être ouvert aux conseils de votre mouliste et voir s'il est possible de modifier la conception de la pièce pour économiser sur les coûts du moule à injection.
- Matériaux : En fonction du matériau de la pièce choisie, le moule d'injection devra être fabriqué dans un matériau particulier. Par exemple, si un plastique corrosif comme le PVC doit être utilisé, le moule devra être en acier inoxydable pour éviter tout dommage, ce qui fera finalement grimper le prix.
- Exigences de finition des pièces - Lorsque les pièces doivent présenter une surface très brillante, un acier plus coûteux et un polissage technique précis sont indispensables, ce qui augmente le prix.
- Volume de production- Les moules à volume plus élevé nécessitent plus de cavités, et le moule sera donc plus grand. Ils requièrent également une qualité d'acier plus élevée pour durer plus longtemps, ce qui a un impact sur le coût de la production. coût des moules à injection.
- Pays de fabrication- Les taux de rémunération varient selon les pays. Si votre moule est fabriqué dans un pays où le coût de la main-d'œuvre est faible, vous ferez naturellement des économies. En Chine, le coût moyen d'un moule à injection est inférieur d'environ 40% à celui des pays occidentaux.
Liste de contrôle de l'appel d'offres pour un devis précis
La plupart des devis que nous recevons ne mentionnent pas la moitié de ces éléments. Envoyez-nous les huit dès le départ et nous éviterons ainsi les allers-retours.
FAQ pour les acheteurs de moulage par injection de polycarbonate
1) Qu'est-ce que le moulage par injection de polycarbonate et en quoi diffère-t-il de l'ABS ou du PP ?
Moulage par injection de polycarbonate injecte de la résine PC fondue dans un moule en acier à une température comprise entre 280 et 320 °C et à une pression de 80 à 130 MPa. La pièce obtenue est résistante, supporte bien la chaleur et peut être transparente si vous le souhaitez. Ce qui distingue le PC de l’ABS ou du PP : il ne tolère pas la résine humide, une mauvaise ventilation ou les concentrations de contraintes. Si ces paramètres ne sont pas respectés, la pièce sera défectueuse.
2) Quels sont les véritables avantages du polycarbonate ?
Trois points forts du PC : il résiste aux chocs (600 à 900 J/m selon la méthode Izod avec entaille) et conserve sa forme jusqu’à une température de déformation thermique de 120 °C. Les grades optiques atteignent une transmittance lumineuse de 90%. Certains grades sont également conformes à la norme UL94 en matière de résistance au feu. Le compromis : le PC coûte plus cher que l’ABS et nécessite un contrôle plus rigoureux des processus de fabrication.
3) Quels sont les secteurs qui utilisent concrètement des pièces moulées par injection en PC ?
Éclairage automobile (feux arrière, caches de phares antibrouillard). Boîtiers médicaux destinés à être stérilisés. Électronique grand public. Boîtiers industriels soumis à des conditions difficiles. Si la pièce doit résister à un essai de chute ou conserver sa transparence, le PC figure parmi les matériaux privilégiés.
4) Quelle gamme de PC dois-je choisir ?
PC standard pour les boîtiers. Qualité optique pour les lentilles et les caches-lumière. PC renforcé de verre (10–30%) lorsque la rigidité prime sur la résistance aux chocs. Mélange PC/ABS lorsque vous recherchez une meilleure fluidité et un coût réduit. Décrivez-nous votre application et nous vous indiquerons la nuance adaptée.
5) Comment obtenir une véritable clarté optique sur une pièce en PC transparent ?
Quatre conditions doivent être réunies : polissage SPI A1 ou A2 de la cavité ; résine séchée jusqu’à un taux d’humidité inférieur à 0,021 TP3T ; évents découpés pour évacuer les gaz emprisonnés ; température du moule maintenue entre 80 et 120 °C pour éliminer les contraintes internes. Définir la surface A et la lumière d’inspection avant la découpe de l’acier. Sinon, le terme “ clair ” aura une signification différente pour vous et pour le mouleur.
6) Quels sont les contrôles qualité les plus importants dans le cadre d'un travail sur PC ?
Journaux de séchage. Plages de processus documentées. Spécifications esthétiques écrites — surfaces A/B/C convenues avant T1. Vérification des dimensions critiques lors de l'échantillonnage, puis à nouveau pendant la production. Pour les secteurs automobile ou médical, précisez clairement dans l'appel d'offres la documentation dont vous avez besoin. PPAP, IQ/OQ/PQ, selon le cas.
7) Quels sont les délais de livraison et la quantité minimale de commande ?
La durée de fabrication des moules varie entre 25 et 40 jours. Les moules optiques nécessitant un polissage intensif se situent dans la fourchette haute. La quantité minimale de commande (MOQ) dépend de la taille de la pièce, du nombre de cavités et de la configuration de la machine ; il n’y a pas de chiffre fixe. Indiquez-nous le volume et la date de livraison, et nous vous proposerons un plan de fabrication des moules et de production.
