






Guía de moldeo por inyección 2026: Proceso, diseño, materiales, costes y defectos
El moldeo por inyección es un proceso de fabricación de gran volumen que funde resina plástica y la inyecta en una cavidad de molde de precisión. Tras enfriarse, el plástico se solidifica en una pieza acabada repetible. Esta guía explica el proceso completo, el diseño de moldes, las normas de DFM, la selección de materiales, los factores que influyen en los costes, los defectos más comunes y las decisiones prácticas de ingeniería que hay detrás del éxito de las piezas de plástico.
Ciclo de moldeo por inyección
Simulador interactivo¿Qué es el moldeo por inyección? Respuesta rápida
Moldeo por inyección es un proceso de fabricación que inyecta plástico fundido en la cavidad de un molde de precisión. El plástico se enfría, se solidifica y se expulsa como pieza acabada. Se utiliza mucho para productos de plástico de gran volumen porque ofrece dimensiones repetibles, tiempos de ciclo rápidos, geometría compleja y bajo coste unitario una vez construido el molde.
Moldeo por inyección Topic Hub
Esta página está diseñada como la guía principal de moldeo por inyección. Utilice los enlaces de abajo para profundizar en temas específicos de cola larga, manteniendo esta página como referencia central para el proceso, el diseño, los materiales, el coste y los defectos.
¿Necesita verificar su pieza antes de cortar el molde?
Envíe su archivo 3D o dibujo 2D para una revisión práctica de DFM centrada en el grosor de la pared, los rebajes, la posición de la compuerta, el riesgo de refrigeración y el coste del molde.
Por qué esta página debe ser su principal guía de moldeo por inyección
Esta página no es sólo una explicación para principiantes de qué es el moldeo por inyección de plásticos. Está estructurado como una página de pilares completa para ingenieros, diseñadores de productos, startups y equipos de aprovisionamiento que necesitan comprender el proceso antes de comprometerse con el utillaje.
Las decisiones de moldeo por inyección están conectadas: la elección del material afecta a la contracción, el grosor de la pared afecta a las marcas de hundimiento, la ubicación de la compuerta afecta a las líneas de soldadura, la refrigeración afecta al tiempo de ciclo y la geometría de la pieza afecta al coste del molde. Tratar estos temas por separado suele conducir a errores costosos tras el corte del molde.
Esta guía conecta esas decisiones en un flujo de trabajo práctico: definir los requisitos de la pieza, elegir un material plástico adecuado, diseñar el concepto del molde, revisar los riesgos de DFM, estimar el coste, realizar pruebas del molde y solucionar los defectos antes de la producción en serie.
Lea primero la respuesta rápida y, a continuación, utilice el centro temático para pasar al problema específico que esté resolviendo: selección de materiales, diseño de moldes, DFM, costes, defectos o evaluación de proveedores.
Flujo de trabajo recomendado: comience con la Parte 1 y la Parte 2 si es nuevo en el moldeo por inyección; pase a la Parte 5, la Parte 6 y la Parte 7 si ya tiene un diseño de pieza y necesita decisiones prácticas de ingeniería.
Fundamentos - Comprender el moldeo por inyección
1.1 ¿Qué es el moldeo por inyección?
Moldeo por inyección (IM) es un proceso de producción en serie en el que se inyecta material fundido a alta presión en un molde de plástico cavidad, se enfría y se solidifica para obtener un producto acabado. Para un recorrido visual de cómo funciona el moldeo por inyección, consulte nuestra explicación complementaria.
Imagine que prepara un gofre. Vierta la masa (plástico fundido) en la rejilla de la gofrera (cavidad del molde), cierre la tapa (sujeción), espere a que se cocine (enfriamiento y solidificación) y, a continuación, abra y retire el gofre terminado (expulsión).
El principio básico del moldeo por inyección es exactamente el mismo, salvo que la “masa” es plástico fundido a 200 - 400 °C, el “vertido” es inyección a alta presión a 500 - 2.000 bares, y la “gofrera” es un molde de acero de precisión de decenas de miles a millones de dólares con precisión micrométrica.
Características principales del moldeo por inyección
| Característica | Descripción |
|---|---|
| Alta eficacia | Un solo ciclo de moldeo suele durar entre 10 y 60 segundos; la producción diaria puede alcanzar decenas de miles de piezas |
| Alta precisión | Dimensión tolerancias puede mantenerse a ±0,05 mm o mejor |
| Alta coherencia | La pieza #1 y la pieza #100.000 son prácticamente idénticas. |
| Geometría compleja | Pueden formarse formas 3D extremadamente complejas en un solo ciclo |
| Diversidad material | Miles de materiales termoplásticos y termoestables están disponibles |
| Bajo coste por unidad | Cuanto mayor sea el lote, menor será el coste unitario (fuertes economías de escala) |
Áreas de aplicación típicas
| Industria | Ejemplos de productos típicos |
|---|---|
| Electrónica de consumo | Fundas de teléfono, carcasas de cargadores, carcasas de auriculares, mandos a distancia: ver moldeo por inyección en electrónica |
| Automoción | Salpicaderos, parachoques, lentes de faros, paneles de revestimiento interior: más información sobre MI en la industria del automóvil |
| Productos sanitarios | Jeringuillas, tubos de recogida de sangre, componentes de inhaladores - explore moldeo por inyección médica 101 |
| Embalaje | Tapones de botellas, envases de alimentos, frascos de cosméticos |
| Productos para el hogar | Papeleras, perchas, cepillos de dientes, juguetes |
| Agricultura | Jardineras, accesorios de riego, equipamiento ganadero - descubrir por qué la MI domina la agricultura |
| Equipamiento industrial | Engranajes, jaulas de cojinetes, accesorios de tuberías, cajas eléctricas |
1.2 Breve historia del moldeo por inyección: Del celuloide a las fábricas inteligentes
Comprender la historia del diseño de moldes le ayuda a comprender la lógica evolutiva y la dirección futura de este proceso.
Cada gran salto en el moldeo por inyección se ha producido en la intersección de innovación de materiales, tecnología de máquinasy herramientas digitales. Esta pauta se mantiene hasta nuestros días. principales tendencias del sector.
1.3 Moldeo por inyección frente a otros procesos de fabricación: ¿Cuándo elegir el MI?
El moldeo por inyección no es una bala de plata. Seleccionar el proceso de fabricación adecuado es el primer paso para el éxito del proyecto. Para una comparación detallada, lea nuestra moldeo por inyección frente a impresión 3D inmersión profunda, o la más amplia Impresión 3D vs. CNC vs. fundición en vacío comparación.
Comparación de procesos Matriz de decisión
| Dimensión | Moldeo por inyección | Impresión 3D (FDM/SLA) | Mecanizado CNC | Moldeo por soplado | Moldeo por compresión |
|---|---|---|---|---|---|
| Volumen ideal | 1.000 - millones | 1 - 500 | 1 - 5,000 | 1.000 - millones | 1,000 - 50,000 |
| Coste unitario (vol. alto) | Muy bajo | ✗ Alta | Medio | Muy bajo | Bajo |
| Coste de utillaje | ✗ Alta ($3K - $100K+) | ⭐ Ninguno | ⭐ Ninguno | Alta | Medio |
| Complejidad geométrica | Muy alto | Muy alto | Medio | Bajo (sólo hueco) | Bajo - Medio |
| Precisión dimensional | Muy alto | Medio | Muy alto | Medio | Medio |
| Calidad de la superficie | Excelente | Requiere tratamiento posterior | Excelente | Bien | Bien |
| Opciones de material | ⭐ Extremadamente amplio | Limitado | ⭐ Extremadamente amplio | Limitado | Limitado (termoestables) |
| Velocidad de producción | ⭐ Muy rápido | ✗ Lento | Medio | Rápido | Medio |
| Plazos de entrega | 4 - 12 semanas (incl. utillaje) | 1 - 5 días | 1 - 10 días | 6 - 16 semanas | 4 - 10 semanas |
Cuándo elegir el moldeo por inyección - Principios de decisión
✅ Adecuado para IM cuando:
- Volumen total previsto > 1.000 piezas
- Se requiere alta consistencia, dimensiones de alta precisión y acabado superficial
- El diseño del producto está esencialmente congelado (las modificaciones del molde son costosas)
- Se necesitan propiedades específicas del material (resistencia química, grado alimentario, ignífugo).
- El objetivo es el menor coste por unidad posible
❌ No apto para MI cuando:
- El volumen es extremadamente bajo (< 500 piezas) y el presupuesto limitado. moldeo por inyección de bajo volumen en su lugar
- El diseño sigue en rápida iteración
- El producto es extremadamente grande (por ejemplo, > 1 m, superando la fuerza de sujeción estándar)
- Se requieren piezas totalmente metálicas (mediante CNC, fundición o pulvimetalurgia)
Véase: Parte 6 - Análisis y optimización de costes para saber cómo calcular si su proyecto alcanza el umbral de rentabilidad para el moldeo por inyección. También puede probar nuestro calculadora de costes de moldes de inyección inteligentes.
Profundización en los procesos
2.1 El proceso completo de moldeo por inyección (seis pasos)
Cada ciclo de moldeo puede dividirse en seis etapas clave. Comprender la física y los parámetros controlables de cada etapa es la base para optimizar la calidad del producto. Si desea un recorrido visual detallado, consulte el proceso de moldeo por inyección desde el concepto hasta la producción.

Sujeción
Las dos mitades del molde (móvil y fija) se cierran y bloquean bajo el mecanismo de sujeción. La fuerza de cierre debe superar la fuerza de expansión de la masa fundida en las paredes de la cavidad, o bien flash ocurre.
Inyección
El plástico fundido preplastificado se introduce en la cavidad del molde a alta velocidad y presión mediante el tornillo (que actúa como un émbolo). Presión de inyección típica: 500 - 1.500 bar.
Embalaje / Almacenamiento
Después de que la cavidad esté esencialmente llena, el tornillo mantiene una presión inferior pero sostenida para compensar la volumetría contracción (1% - 3%) durante el enfriamiento.
Refrigeración
La masa fundida disipa el calor a través de canales de refrigeración en el molde y se solidifica gradualmente. El enfriamiento suele representar entre 60% y 80% del tiempo total del ciclo.
Expulsión
El molde se abre y la pieza es empujada hacia fuera por el sistema de eyección - pasadores eyectores, placas separadoras, válvulas de aire o brazos robóticos.
Repetición de ciclo
Tras la retirada de la pieza (a menudo automatizada mediante robot), el molde se cierra de nuevo y comienza el siguiente ciclo. Calcule su rendimiento con nuestro calculadora de tiempo de ciclo.
El plástico fundido no llena la cavidad como si se vertiera agua en un vaso. En su lugar, avanza desde la compuerta con un patrón de “flujo de fuente”, como un globo que se expande. Comprender este comportamiento de flujo es fundamental para resolver los defectos. Véase: Parte 7 - 7.1 Solución de problemas por defectos
El envasado es como inflar un globo hasta que adquiera el tamaño adecuado y, a continuación, cerrar la abertura añadiendo un poco más de aire para mantenerlo hinchado. Sin relleno, marcas de hundimiento aparecen en las superficies de sus piezas.
Tiempos de ciclo típicos
| Tipo de producto | Espesor de pared típico | Típico Duración del ciclo |
|---|---|---|
| Envases de pared delgada (vasos de yogur) | 0,4 - 0,8 mm | 3 - 6 segundos |
| Carcasas de electrónica de consumo | 1,2 - 2,0 mm | 15 - 30 segundos |
| Piezas interiores de automóviles | 2,0 - 3,5 mm | 30 - 60 segundos |
| Piezas industriales de pared gruesa | 4,0 - 6,0 mm | 60 - 120+ seg |
2.2 Componentes básicos de una máquina de moldeo por inyección
Una máquina de moldeo por inyección consta de dos unidades principales. Para profundizar en estructura del molde, consulte nuestro artículo dedicado.

Unidad de inyección - Componentes clave
| Componente | Función | Parámetros clave |
|---|---|---|
| Tolva | Almacena y alimenta pellets de materia prima | Capacidad; capacidad de secado integrada |
| Barril | Cilindro metálico que encierra el tornillo, envuelto con bandas calefactoras | Control de zonas de temperatura (normalmente de 3 a 5 zonas) |
| Tornillo | Componente central - gira para transportar, comprimir, cizallar, calentar y mezclar plástico | Diámetro (D); relación L/D (18:1 - 24:1); relación de compresión |
| Anillo de retención (válvula antirretorno) | Evita el reflujo de la masa fundida durante la inyección | El desgaste provoca una medición imprecisa |
| Boquilla | Canal de conexión entre el cilindro y el molde | Diámetro del orificio; control de la temperatura |
Clasificación de máquinas
| Clasificación | Tipo | Características |
|---|---|---|
| Por Drive | Hidráulico | Bajo coste, gran fuerza de sujeción, pero menor precisión y eficiencia energética |
| Todo eléctrico | Alta precisión, gran eficiencia energética, limpio y silencioso; ideal para medicina/electrónica | |
| Híbrido | Combina la potencia hidráulica con la precisión eléctrica | |
| Por Clamp Force | Micro (< 30 toneladas) | Microconectores, micropiezas médicas - ver micromoldeo por inyección |
| Medianas (30 - 500 toneladas) | El más común; cubre la mayoría de los productos de consumo | |
| Grandes (500 - 6.000+ toneladas) | Parachoques de automóviles, grandes contenedores |
2.3 Explicación de los parámetros clave del proceso
Dominar el significado y la lógica de ajuste de estos parámetros es la clave para una producción en serie estable. Para una mayor granularidad consejos sobre el proceso, consulte nuestro artículo complementario.
| Parámetro | Definición | Alcance típico | Consecuencia de un ajuste incorrecto |
|---|---|---|---|
| Temperatura del barril | Ajustes de temperatura para cada zona de calefacción | 180 - 350 °C (en función del material) | Demasiado alto: degradación del material; Demasiado bajo: plastificación incompleta |
| Temperatura del molde | Temperatura mantenida mediante sistema de refrigeración/calefacción | 20 - 120 °C | Demasiado alto: ciclos largos; Demasiado bajo: deficiente calidad de la superficie |
| Velocidad de inyección | Velocidad de avance del husillo | 10 - 500 mm/s | Demasiado rápido: surtidores, purgadores de gas; Demasiado lento: disparos cortos, marcas de flujo |
| Presión de inyección | Presión máxima durante la inyección | 500 - 2.000 bar | Demasiado alto: flash, tensión interna; Demasiado bajo: disparos cortos |
| Presión de embalado | Presión aplicada durante el envasado | 40% - 80% de presión de inyección | Demasiado alto: sobreembalaje, flash; Demasiado bajo: marcas de hundimiento. |
| Tiempo de embalaje | Duración del embalaje | 2 - 15 segundos | Demasiado corto: marcas de hundimiento; Demasiado largo: tiempo de ciclo perdido |
| Tiempo de enfriamiento | Tiempo de solidificación de la pieza en la cavidad | 5 - 60+ seg | Demasiado corto: alabeo; Demasiado largo: pérdida de eficacia |
| Contrapresión | Resistencia a la retracción del tornillo durante la plastificación | 3 - 15 bar | Demasiado bajo: mezcla desigual; Demasiado alto: sobrecalentamiento por cizallamiento |
Al ajustar los parámetros del proceso de moldeo por inyección, siga siempre el “cambiar sólo una variable a la vez” principio. Ajustar múltiples parámetros simultáneamente hace imposible aislar la causa raíz, exactamente igual que el método del “experimento controlado” en ciencia.
Ciencia de los materiales: elija el material adecuado y ganará la mitad de la batalla
3.1 Termoplásticos frente a termoestables
Los materiales utilizados en el moldeo por inyección se dividen en dos grandes grupos. Si es nuevo en identificación de materiales plásticos, ...empieza con nuestra cartilla.
| Propiedad | Termoplásticos | Termoestables |
|---|---|---|
| Comportamiento de la calefacción | Puede calentarse repetidamente para ablandarse y enfriarse para solidificarse | Sufre una reticulación química irreversible al calentarse |
| Analogía | Como chocolate - puede fundirse y remodelarse | Como un huevo cocido - una vez cocido, no puede volver a crudo |
| Reciclabilidad | ✅ Reciclable para volver a granular | ❌ No se puede volver a fundir |
| Cuota de mercado de IM | ~90% | ~10% |
| Ejemplos típicos | PP, ABS, PA, PC, POM | Resina fenólica, Epoxi, Silicona |
| Aplicaciones típicas | Bienes de consumo, automoción, electrónica | Aislamiento eléctrico, pastillas de freno, componentes de alta temperatura |
A menos que su aplicación tenga requisitos explícitos de alta temperatura o aislamiento eléctrico, dar prioridad a los termoplásticos - mayor selección, cadenas de suministro más maduras y menor presión medioambiental. Más información ventajas e inconvenientes de los plásticos.
3.2 Los 10 mejores materiales de moldeo por inyección - Guía detallada
Materias primas plásticas Bajo coste y gran volumen
Plásticos técnicos Mejor rendimiento, coste moderado
Plásticos de alto rendimiento Necesidades especiales, mayor coste
3.3 Marco de decisión para la selección de materiales
Ante miles de calidades de material, ¿cómo elegir sistemáticamente? Utilice este método de filtrado en cinco pasos:
La selección de materiales no consiste en “usar lo que recomiende el proveedor”. Con este marco, podrá dirigir las discusiones sobre materiales como un experto.
Ver: Parte 5 - Diseño para la fabricación (DFM) - La selección del material y el diseño del producto están estrechamente relacionados; algunos materiales tienen requisitos específicos en cuanto a grosor de pared y ángulos de inclinación.
Diseño e ingeniería de moldes
El molde es el activo principal del moldeo por inyección, y el componente con la mayor inversión y el plazo de entrega más largo. Un molde bien hecho puede producir millones de piezas cualificadas; un molde defectuoso le atrapará en un ciclo interminable de modificaciones, tiempos de inactividad y disputas por la calidad. Para una visión más amplia de fundamentos del diseño de moldes, consulte nuestra guía específica.
4.1 Anatomía de la estructura del molde
Un estándar molde de dos placas consta de los siguientes componentes básicos:
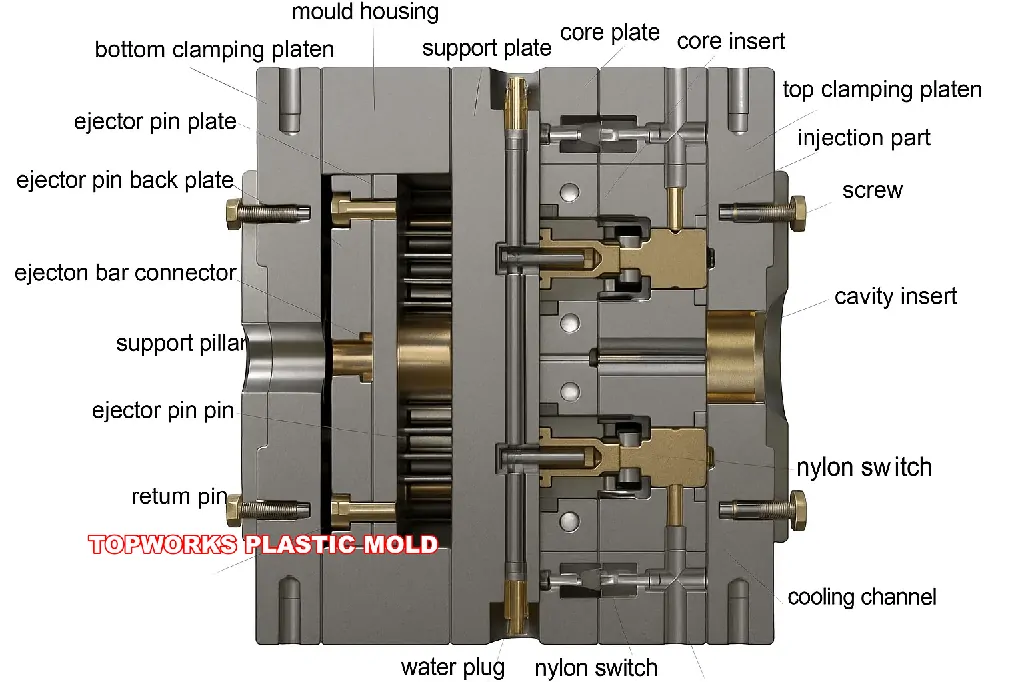
Cavidad frente a núcleo
| Concepto | Descripción |
|---|---|
| Cavidad | La parte del molde que forma el superficie exterior del producto (normalmente en la mitad fija) |
| Núcleo | La parte del molde que forma el superficie interior del producto (normalmente en la mitad móvil) |
| Principio de diseño | A medida que la pieza se enfría, se contrae y “agarra” el núcleo, por lo que la pieza suele permanecer en la mitad móvil para facilitar su expulsión mediante pasadores eyectores. |
Moldes multicavidad
Un solo molde puede contener múltiples cavidades idénticas (molde multicavidad), produciendo múltiples piezas por ciclo. También se puede utilizar un moho familiar si necesita diferentes piezas en el mismo ciclo.
| Cavidades | Escenario adecuado | Impacto en los costes |
|---|---|---|
| 1 cavidad | Prototipos, bajo volumen, piezas grandes | Menor coste del molde |
| 2 - 4 cavidades | Volumen medio | Aumento del coste del molde 50% - 200% |
| 8 - 16 cavidades | Productos de consumo de gran volumen | Coste del molde elevado, pero amortización del molde por unidad muy baja |
| 32 - 128 cavidades | Tapones de botellas, consumibles médicos desechables - volumen ultraalto | Coste del molde $100K - $1M+, pero el coste por unidad es mínimo. |
El número de cavidades se determina por: Volumen anual necesario ÷ Días de producción disponibles ÷ Objetivo de producción diaria. Duplicar las cavidades ≠ duplicar el coste, pero la precisión del molde y la complejidad del mantenimiento aumentan exponencialmente. Comprender cómo varían los costes con el volumen de producción.
4.2 Diseño del sistema de corredores y compuertas
En sistema de corredores es la red de canales de suministro desde la boquilla de la máquina hasta la cavidad.

Corredor en frío frente a corredor en caliente
| Comparación | Corredor del frío | Corredor caliente |
|---|---|---|
| Principio | La fusión en el corredor se solidifica en cada ciclo | La masa fundida en el canal se mantiene fundida mediante calentadores eléctricos |
| Residuos | Desperdicio de corredor en cada ciclo (debe volver a triturarse o desecharse) | ⭐ Cero residuos de corredores |
| Coste del moho | ⭐ Bajo | Alta (sólo el sistema de canal caliente cuesta $5K - $50K+) |
| Duración del ciclo | Más largo (el corredor necesita refrigeración) | ⭐ Más corto |
| Lo mejor para | Bajo volumen, piezas sencillas, presupuesto limitado | Gran volumen, múltiples cavidades, materiales caros |
| Mantenimiento | ⭐ Simple | Más complejas (calentadores, reguladores, equilibrado del caudal) |
Tipos de puertas
La compuerta es el paso más estrecho que conecta el corredor con la cavidad. Su ubicación y tipo afectan directamente al patrón de relleno, el aspecto y la resistencia.
| Tipo de puerta | Características | Aplicación típica |
|---|---|---|
| Puerta de borde | El más común; situado en la línea de separación; requiere la retirada manual o automática de la compuerta. | Piezas de uso general |
| Submarino / Puerta de túnel | Puerta por debajo de la línea de apertura; cizalla automática en la apertura del molde - sin procesamiento posterior | Piezas cosméticas |
| Pasador Puerta | Puerta extremadamente pequeña; vestigio mínimo; se utiliza con moldes de tres placas o canales calientes | Piezas cosméticas, multi-cavidad |
| Puerta del ventilador | Ancho y fino; proporciona un frente de fusión uniforme | Piezas planas en forma de panel |
| Compuerta de válvula | Sólo canal caliente; la válvula de aguja mecánica controla el caudal - vestigio de compuerta casi invisible | Piezas cosméticas de gama alta (automóvil, electrónica) |
La puerta debe estar situada en el sección de pared más gruesa, La masa fundida fluye de grueso a fino. Esto garantiza una eficacia óptima del envasado y minimiza las marcas de hundimiento. Véase 5.1 Diseño del espesor de pared. Explora también cómo afectan el grosor de la pared y la elección de la compuerta al coste del molde.
4.3 Sistema de refrigeración y mecanismos de eyección
Sistema de refrigeración
En sistema de refrigeración‘Su objetivo es de manera uniforme y rápida retirar el calor de la cavidad.
Refrigeración convencional: Canales de agua en línea recta perforados en el molde (orificios perforados con pistola) con refrigerante circulante.
Limitación: Los canales rectos no pueden ajustarse perfectamente a las complejas superficies de las cavidades, lo que provoca que algunas zonas se enfríen más rápido que otras, con el consiguiente alabeo.
Tecnología avanzada - Refrigeración conforme
- Utiliza Impresión 3D de metales (DMLS/SLM) fabricar insertos de molde con canales de refrigeración que siguen los contornos de la cavidad
- Mejora la uniformidad del enfriamiento 40% - 70%; reducción del tiempo de ciclo de 20% - 40%
- Mayor coste, pero el retorno de la inversión es excelente para moldes de gran volumen
Mecanismos de expulsión
| Tipo de mecanismo | Propósito | Consideraciones |
|---|---|---|
| Pasadores eyectores | Lo más común; los pasadores cilíndricos de metal empujan la pieza hacia fuera | Deja marcas circulares de alfiler en la superficie de la pieza - se coloca en superficies no cosméticas |
| Placa separadora | Una placa anular empuja toda la pieza hacia fuera de manera uniforme | Adecuada para piezas de pared fina y embutición profunda; fuerza de expulsión uniforme |
| Diapositivas | Moldes que se mueven perpendicularmente a la dirección de apertura del molde - para exteriores socava | Aumenta la complejidad y el coste del molde |
| Elevadores | Desplazamiento en ángulo durante la apertura del molde - para socavados internos | Más compacto que los toboganes, pero con carrera limitada |
| Válvulas de asiento neumáticas | El aire comprimido empuja la pieza hacia fuera | Adecuado para piezas de paredes finas y profundas en forma de copa |
4.4 Selección y vida útil del acero para moldes
Elegir bien acero para moldes es fundamental para equilibrar el coste de las herramientas con la vida útil de la producción.
| Clase de molde (SPI/SPE) | Vida útil prevista | Acero típico | Nivel de costes | Escenario adecuado |
|---|---|---|---|---|
| Clase 101 | > 1.000.000 de ciclos | S136 (inoxidable), H13 | $$$$$ | Producción 24/7 de gran volumen |
| Clase 102 | < 1.000.000 de ciclos | P20 endurecido, H13 | $$$$ | Exigencias de gran volumen y alta calidad |
| Clase 103 | < 500.000 ciclos | P20 (acero preendurecido) | $$$ | Volumen medio - clase más utilizada |
| Clase 104 | < 100.000 ciclos | P20, aleación de aluminio | $$ | Producción de bajo volumen |
| Clase 105 | < 500 ciclos | Aluminio, epoxi, impresión 3D | $ | Prototipos y pruebas funcionales |
No busque ciegamente el grado más alto de acero para moldes. Primero, defina claramente su expectativa de volumen total, a continuación, haga coincidir la clase de molde en consecuencia - esto puede ahorrar 30% - 60% de su inversión en moldes. Planifique también a largo plazo mantenimiento de moho y almacenamiento adecuado para proteger su inversión.
Diseño para la fabricación (DFM)
Antes de finalizar el diseño 3D, compruebe estos riesgos de DFM.
Los pequeños cambios en el grosor de las paredes, las nervaduras, los resaltes, los orificios laterales y el ángulo de desmoldeo pueden evitar marcas de hundimiento, alabeos, deslizamientos, costes adicionales del molde y retrasos en la producción.
“Un buen producto no se diseña primero y luego se adapta al proceso: coevoluciona con el proceso desde el principio del diseño”. Lea nuestra guía en profundidad sobre DFM en el moldeo por inyección.
La filosofía central de DFM: considerar sistemáticamente las limitaciones y capacidades del proceso de moldeo por inyección durante la fase de diseño del producto, eliminar de raíz las características de diseño que podrían provocar defectos, costes elevados o imposibilidad de fabricación. Para los fundamentos principios de diseño de piezas de plástico, consulte nuestro artículo complementario.
5.1 Diseño del espesor de pared - La regla #1 de la DFM de IM
El grosor de la pared es el parámetro de diseño más crítico que afectan a la calidad, el coste y el tiempo de ciclo de los productos moldeados por inyección, sin excepción. Utilice nuestro calculadora de espesor de pared para validar rápidamente su diseño.
Principios fundamentales
| Principio | Descripción |
|---|---|
| ⭐⭐⭐⭐⭐ Espesor de pared uniforme | El principio más importante. Las paredes irregulares causan diferencias contracción → marcas de hundimiento, alabeo, tensión interna. |
| Transiciones murales graduales | Si los cambios de espesor son inevitables, utilice transiciones graduales (longitud de transición ≥ 3× la diferencia de espesor), nunca cambios bruscos |
| Evitar el exceso de grosor | Paredes más gruesas → refrigeración más prolongada → ciclos más largos → mayor coste → mayor riesgo de marca de hundimiento. Véase retos del moldeo de paredes gruesas |
| Evitar el exceso de delgadez | Paredes más finas → mayor presión/velocidad de inyección necesarias → desgaste más rápido del molde → riesgo de disparos cortos. |
Espesor de pared recomendado por material
| Material | Gama recomendada | Óptimo (equilibrio entre rendimiento y costes) |
|---|---|---|
| PP | 0,8 - 3,8 mm | 1,5 - 2,5 mm |
| PE | 0,8 - 3,0 mm | 1,5 - 2,5 mm |
| ABS | 1,0 - 3,5 mm | 1,5 - 2,5 mm |
| PC | 1,0 - 4,0 mm | 1,8 - 3,0 mm |
| PA (nailon) | 0,8 - 3,0 mm | 1,2 - 2,0 mm |
| POM | 0,8 - 3,0 mm | 1,5 - 2,5 mm |
La uniformidad del grosor de las paredes es como hornear un pastel: si el grosor del pastel es desigual, las partes finas ya están quemadas mientras que las gruesas aún están crudas por dentro. Lo mismo ocurre con el moldeo por inyección: unas paredes desiguales significan que las secciones finas se han solidificado mientras que las gruesas aún están fundidas, lo que provoca una contracción diferencial que da lugar a marcas de hundimiento y alabeo.
5.2 Ángulos de tiro, filetes y costillas
Ángulo de calado
A ángulo de calado es una ligera conicidad aplicada a las superficies del producto en relación con la dirección de apertura del molde, lo que garantiza que la pieza pueda expulsarse suavemente del molde. Para piezas con socava, se necesitan mecanismos especiales de deslizamiento o elevación.
| Tipo de superficie | Ángulo de calado recomendado |
|---|---|
| Superficie lisa, sin textura | ≥ 0,5° (recomendado 1° - 2°) |
| Textura ligera (por ejemplo, SPI B-2) | ≥ 1.5° |
| Textura profunda / grano de cuero (por ejemplo, MT-11010) | ≥ 3° - 5° |
| Cavidad profunda / costillas altas | Añadir 1° por cada 25 mm de profundidad |
Cuanto más profunda sea la textura, mayor será el ángulo de calado. Regla general: 1° de calado adicional por cada 0,025 mm de profundidad de textura. Comprender esta relación también afecta acabado de la superficie del molde opciones.
Filetes (radios)
Todas las esquinas internas y externas deben tener radios de redondeo; evite los ángulos rectos agudos.
| Ubicación | Valor recomendado |
|---|---|
| Radio del filete interior | ≥ 50% de espesor de pared (ideal: 75%) |
| Radio del filete exterior | Radio interior + espesor de pared |
¿Por qué?
- Las esquinas afiladas son puntos de concentración de tensiones - las piezas más propensas a agrietarse aquí
- Esquinas afiladas impedir el flujo de fusión - propenso a los tiros cortos y líneas de soldadura
- Esquinas afiladas aumentar la dificultad de fabricación de moldes - El mecanizado por electroerosión de esquinas afiladas es caro y propenso a daños
Costillas
Cuando el grosor de la pared por sí solo no proporciona suficiente rigidez, no aumente el grosor de la pared (costoso, más marcas de hundimiento) - añadir costillas en su lugar.
| Regla de diseño de las costillas | Valor recomendado | Razón |
|---|---|---|
| Grosor de la costilla | ≤ 50% - 70% de espesor de pared | Costillas demasiado gruesas crean secciones gruesas en la base → marcas de hundimiento |
| Altura de la costilla | ≤ 3× espesor de pared | Las costillas excesivamente altas son difíciles de rellenar y expulsar |
| Filete base | 0,25 - 0,5 × espesor de pared | Elimina la concentración de tensiones |
| Ángulo de inclinación de las costillas | ≥ 0,5° por lado | Garantiza una expulsión suave |
| Separación entre costillas | ≥ 2× espesor de pared | Espaciado demasiado estrecho → dificultad de enfriamiento del lado del molde, puntos calientes. |
5.3 Encajes a presión, roscas y moldeado por inserción
Encaje a presión
Los cierres a presión son los más utilizados. método de montaje para piezas moldeadas por inyección, ahorrando costes de atornillado y simplificando el montaje.
- La deformación máxima admisible de un mosquetón en voladizo depende del material (ABS ≈ 2 - 5%, PP ≈ 5 - 8%, PC ≈ 1 - 2%).
- La raíz en voladizo necesita transiciones de filete generosas (R ≥ 0,5 × espesor de pared)
- Para montajes/desmontajes repetidos, diseñar un ángulo de rampa de entrada de 30° - 45°.
Hilos
- Roscas exteriores pueden moldearse directamente por inyección (requieren división en la línea de separación, o mecanismos de desenroscado)
- Roscas interiores suelen utilizar núcleos desenroscables o insertos roscados metálicos
- Para aplicaciones de apriete frecuente (> 10 ciclos), utilice insertos roscados metálicos (termofijadas o instaladas por ultrasonidos) en lugar de roscas de plástico moldeado.
Moldeo por inserción
Los componentes metálicos (tuercas, pasadores, cojinetes) se colocan previamente en el molde antes de inyectar plástico a su alrededor. Nuestra guía de moldeo por inserción abarca todo el proceso, y puede compararlo con otros enfoques en sobremoldeo vs. moldeo por inserción.
- Ventaja: Pieza compuesta de metal y plástico de un solo paso; alta resistencia de adhesión
- Precaución: La diferencia de coeficiente de dilatación térmica entre el metal y el plástico es grande. La pared de plástico que rodea el inserto debe ser lo suficientemente gruesa (normalmente ≥ 50% del diámetro del inserto), de lo contrario se forman grietas radiales durante el enfriamiento.
5.4 Lista de comprobación DFM
Antes de enviar los archivos de diseño a su proveedor de moldes, revise punto por punto esta lista de comprobación. Para más información, consulte la 7 preguntas cruciales sobre DFM y Reducción de riesgos DFM y FMEA.
- Comprobación de la uniformidad del espesor de la pared - variación ≤ ±15% (ideal ≤ ±10%)
- El grosor mínimo de la pared satisface los requisitos del material
- Todas las transiciones de espesor de pared son graduales (longitud de transición ≥ 3× diferencia de espesor)
- Todas las esquinas interiores tienen filetes R ≥ 0,5× espesor de pared
- Todas las superficies externas tienen un ángulo de calado adecuado (≥ 1° liso; aumento por profundidad de textura).
- Grosor de la nervadura ≤ 60% del grosor de la pared; altura ≤ 3× grosor de la pared.
- Jefe DE ≤ 2,5× espesor de pared; pared del saliente ≤ 60% de la pared nominal.
- Se identifican y evalúan los socavones (¿se necesitan toboganes/elevadores? ¿Se pueden eliminar?).
- Se anotan las recomendaciones de ubicación de las puertas (zonas no cosméticas, no funcionales)
- Ubicación de la línea de separación confirmada (sin impacto en la apariencia o el montaje).
- Ubicación de los pasadores de expulsión confirmada (sólo superficies no cosméticas)
- Material finalizado; ficha técnica del material (TDS) obtenida
- Índice de contracción incorporado a los cálculos de tolerancia dimensional
- Análisis del flujo de moldeo para verificar el llenado, el empaquetado y el enfriamiento
Análisis y optimización de costes
6.1 Los cuatro componentes del coste del moldeo por inyección
Calculadora de costes de moldeo por inyección
Esta calculadora estima el coste del moldeo por inyección de plástico en función del material, el volumen y el tiempo de ciclo...
Para más información, consulte nuestra guía complementaria de dominar los costes del moldeo por inyección.

Desglose de costes típico (producto de consumo de volumen medio)
| Componente de coste | Cuota aproximada |
|---|---|
| Amortización de moldes | 15% - 30% (disminuye a mayor volumen) |
| Materia prima | 30% - 50% |
| Procesamiento (tiempo de máquina + mano de obra) | 20% - 35% |
| Tratamiento posterior | 5% - 15% |
6.2 Estimación del coste del molde
Utilice nuestra calculadora interactiva de costes del moho para obtener una estimación rápida, o lea la guía detallada en cuánto cuesta un molde de plástico.
| Factor | Impacto en el coste |
|---|---|
| Tamaño del producto | Pieza más grande → molde más grande → más acero y coste de mecanizado. |
| Complejidad geométrica | Socavados, cavidades profundas, texturas de precisión → correderas, elevadores, EDM → aumento de costes. Lea por qué los precios de los moldes de inyección varían tanto |
| Número de cavidades | Más cavidades → molde más grande y complejo → pero menor amortización del molde por unidad. |
| Molde de acero | P20 preendurecido << S136 inoxidable < H13 acero para trabajo en caliente |
| Requisitos de precisión | ±0,1 mm (estándar) << ±0,02 mm (grado óptico de alta precisión) |
| Sistema de canal caliente | Canal frío: sin coste adicional; Canal caliente: añade $5K - $50K |
| Región productora | China ≈ $3K - $50K; EE.UU./Europa ≈ $10K - $200K (molde con las mismas especificaciones) |
Estimación aproximada Referencia
| Complejidad del producto | Precio del molde de una cavidad (China) | Precio del molde de una cavidad (US/EU) |
|---|---|---|
| Sencillo (sin socavones, liso) | $2.000 - $8.000 | $8.000 - $30.000 |
| Medio (1 - 2 diapositivas, textura simple) | $8.000 - $25.000 | $25.000 - $75.000 |
| Complejo (multideslizante, canal caliente, textura fina) | $25.000 - $80.000 | $75,000 - $250,000+ |
Si está pensando en abastecerse en China, aprenda a comparar presupuestos de moldeo por inyección y vigilar costes ocultos en el moldeo por inyección chino.
6.3 Siete estrategias para reducir el coste por unidad
Si desea una lista de control adicional, consulte nuestro artículo sobre 7 consejos para reducir los costes de moldeo por inyección y el Marco de 5 pasos para reducir los costes de aprovisionamiento en China en 20%.
| Estrategia | Principio | Ahorro previsto |
|---|---|---|
| ① Optimizar el grosor de la pared (más fino) | Menos material + enfriamiento más corto = doble ahorro de material y tiempo de máquina | 10% - 25% |
| ② Utiliza costillas en lugar de paredes gruesas | Consigue la rigidez gracias a las nervaduras, no al grosor añadido de las paredes | 5% - 15% |
| ③ Aumentar el número de cavidades | Más piezas por ciclo → coste de tiempo de máquina repartido | 20% - 50% (alto vol.) |
| ④ Utilizar canal caliente | Elimine los residuos de los corredores, especialmente en el caso de materiales caros. | 5% - 20% |
| ⑤ Sustitución de materiales | Cambiar a un material más barato que siga cumpliendo los requisitos de rendimiento | 10% - 40% |
| ⑥ Automatizar el posprocesamiento | Extracción robotizada de piezas, autodegradación, autoinspección → reduce la mano de obra. Consulte automatización y robótica para IM | 15% - 30% (post-proc.) |
| ⑦ Integración de diseños (consolidación de piezas) | Fusione varias piezas en una sola pieza moldeada → elimine los pasos de montaje y las fijaciones. | 20% - 50% (a nivel de sistema) |
La estrategia ⑦ (integración del diseño) se personifica en el caso de Tesla bajos traseros de fundición inyectada de una sola pieza - consolidar más de 70 piezas estampadas y soldadas en una sola pieza gigante de fundición de aluminio, eliminando 300 robots de soldadura y reduciendo los costes de producción en 40%. Aunque se trata de fundición a presión y no de moldeo por inyección, la lógica de reducción de costes de “consolidar partes” es idéntico. Explore aligeramiento del automóvil mediante técnicas avanzadas de IM para estrategias similares.
Véase 5.1 Diseño del espesor de pared para aprender a reducir con seguridad el grosor de las paredes sin sacrificar el rendimiento.
Solución de problemas de defectos y control de calidad
7.1 Los doce defectos más comunes del moldeo por inyección
Dominar la identificación de defectos y la resolución de problemas es la línea divisoria entre un “operario normal” y un “ingeniero de moldeo por inyección.” Para obtener una visión general complementaria, lea nuestra análisis de los defectos de moldeo por inyección y su resolución.
Los doce defectos siguientes se clasifican por frecuencia de aparición:
Apariencia: Depresiones localizadas en la superficie del producto, normalmente en la cara posterior de costillas, resaltes o zonas de paredes gruesas.
Causa raíz: Las zonas de paredes gruesas se enfrían lentamente; el material interno sigue encogiéndose y tira de la superficie exterior ya solidificada hacia el interior. Consulte nuestro soluciones para marcas de fregadero guía.
| Nivel de resolución de problemas | Medidas correctoras |
|---|---|
| Diseño | Reducir el grosor de las costillas (≤ 60% de la pared); evitar cambios bruscos de grosor; tener en cuenta gas-assist IM |
| Proceso | Aumentar la presión de envasado; prolongar el tiempo de envasado; reducir la temperatura del molde |
| Moho | Optimizar la ubicación de la compuerta (más cerca de las secciones gruesas); ampliar el tamaño de la compuerta |
Apariencia: Finas solapas de material sobrante en las líneas de separación o en los orificios de los expulsores. Ver un ejemplo real estudio de un caso de flash defect.
Causa raíz: Una fuerza de apriete insuficiente o unas superficies de separación dañadas permiten que la masa fundida se filtre en los huecos.
| Nivel de resolución de problemas | Medidas correctoras |
|---|---|
| Máquina | Aumentar la fuerza de sujeción |
| Moho | Reparación de las superficies de separación (reafilado, pulido); comprobación de la deformación del molde. |
| Proceso | Reducir la presión/velocidad de inyección; bajar la temperatura de fusión |
Apariencia: Pieza no completamente rellena; falta material en el extremo caudal.
Causa raíz: El frente de fusión se congela antes de llegar al final de la cavidad.
| Nivel de resolución de problemas | Medidas correctoras |
|---|---|
| Proceso | Aumentar la velocidad/presión de inyección; aumentar las temperaturas de fusión/moldeo |
| Moho | Añadir/limpiar respiraderos (¡crítico!); aumentar el tamaño de la puerta/corredor |
| Diseño | Aumentar el grosor de la pared en zonas delgadas; optimizar la posición de la compuerta |
Apariencia: Marcas finas en forma de línea donde se juntan dos frentes de fusión.
Causa raíz: Dos frentes de fusión se han enfriado demasiado en el momento en que convergen, impidiendo la fusión completa.
| Nivel de resolución de problemas | Medidas correctoras |
|---|---|
| Proceso | Aumentar la temperatura de la masa fundida y del molde; aumentar la velocidad de inyección |
| Moho | Reubicar las compuertas (trasladar las líneas de soldadura a zonas no críticas); mejorar la ventilación. |
| Diseño | Si existen orificios pasantes, considere la posibilidad de cambiarlos por orificios ciegos (evite que la masa fundida se parta a su alrededor). |
Líneas de soldadura no puede eliminarse por completo (se forman cada vez que la fusión se divide y reconvierte) - sólo pueden ser reubicado o minimizado.
Apariencia: La pieza se dobla, tuerce o arquea después de la expulsión; no cumple los requisitos de planitud/rectitud. Consulte nuestro estudios de casos de deformación para ver ejemplos reales.
Causa raíz: Diferentes zonas de la pieza se enfrían a diferentes velocidades → contracción desigual → la liberación de tensiones internas provoca deformaciones.
| Nivel de resolución de problemas | Medidas correctoras |
|---|---|
| Diseño | Espesor uniforme de las paredes (la solución más básica); añadir nervios para aumentar la rigidez. |
| Moho | Optimizar la uniformidad de los canales de refrigeración; considerar la refrigeración conformada |
| Proceso | Prolongar el tiempo de enfriamiento; minimizar la diferencia de temperatura entre los lados del núcleo y la cavidad (≤ 10 °C). |
| Material | Cambiar a un material con una contracción menor o más isotrópica |
Apariencia: Manchas de quemaduras negras o marrones en los extremos del flujo o en las esquinas muertas de la cavidad.
Causa raíz: El aire atrapado se comprime adiabáticamente por el avance de la masa fundida (como el encendido de un motor diésel), alcanzando temperaturas de cientos de grados y carbonizando el plástico.
| Nivel de resolución de problemas | Medidas correctoras |
|---|---|
| Moho | Añada o limpie los orificios de ventilación (¡lo más importante!) - la profundidad de ventilación suele ser de 0,02 - 0,05 mm. Véase por qué es tan importante ventilar |
| Proceso | Reducir la velocidad de inyección (especialmente en la fase final); reducir ligeramente la fuerza de cierre (permitir microfugas de aire a través del conducto de separación). |
Apariencia: Patrones en forma de anillo u ondas en la superficie, que suelen irradiar hacia el exterior desde la puerta.
Causa raíz: Una temperatura insuficiente del frente de fusión o una velocidad de flujo desigual impiden que la capa superficial se extienda sin problemas.
| Nivel de resolución de problemas | Medidas correctoras |
|---|---|
| Proceso | Aumentar la velocidad de inyección; aumentar las temperaturas de fusión/moldeo |
| Moho | Ampliar el tamaño de la puerta; optimizar la posición de la puerta |
Apariencia: Rayas blancas plateadas en la superficie a lo largo de la dirección del flujo.
Causa raíz: Humedad en el material (contenido excesivo de agua), gases volátiles o aire atrapado estirado en capas finas durante el flujo de la masa fundida.
| Nivel de resolución de problemas | Medidas correctoras |
|---|---|
| Material | A fondo secar la resina - PC: 120 °C/4 h; PA: 80 °C/8 - 12 h |
| Proceso | Disminuir la contrapresión (reducir el atrapamiento de aire); reducir las RPM del tornillo. |
Apariencia: Un dibujo plegado en forma de serpiente que se extiende desde la puerta.
Causa raíz: La masa fundida sale disparada por una compuerta estrecha a una velocidad excesiva hacia una cavidad abierta, como un fino chorro de agua que rocía un gran estanque, sin llegar a formar nunca un frente de flujo de fuente estable.
| Nivel de resolución de problemas | Medidas correctoras |
|---|---|
| Proceso | Reduzca la velocidad de inyección inicial (velocidad multietapa: inicio lento → medio rápido). |
| Moho | Ampliar el tamaño de la compuerta; apuntar la compuerta a una pared (dejar que la masa fundida incida y se extienda) |
Apariencia: Espacios huecos en el interior de la pieza (visibles en la sección transversal). Consulte nuestro guía de solución de problemas de burbujas para más detalles.
Causa raíz: En secciones gruesas, la capa exterior se solidifica primero mientras que la masa fundida interna sigue contrayéndose sin relleno → se forman vacíos de vacío; o la humedad/gas en el material crea burbujas.
| Nivel de resolución de problemas | Medidas correctoras |
|---|---|
| Diseño | Reducir el grosor de las paredes; eliminar las secciones gruesas |
| Proceso | Aumentar el embalaje (para vacíos de vacío); secar bien el material (para burbujas). |
Apariencia: Marcas blancas en las ubicaciones de los pasadores eyectores o en las zonas de encaje a presión. Consulte nuestro soluciones para marcas de estrés.
Causa raíz: La pieza no se ha enfriado y solidificado lo suficiente en el momento de la expulsión; la fuerza de expulsión provoca una deformación localizada del material.
| Nivel de resolución de problemas | Medidas correctoras |
|---|---|
| Proceso | Prolongar el tiempo de enfriamiento; reducir la velocidad de expulsión |
| Moho | Añadir más pasadores eyectores (distribuir la fuerza); aumentar los ángulos de tiro. |
Apariencia: Coloración desigual en el producto o diferencias de color entre lotes.
Causa raíz: Mezclado desigual del masterbatch de color, insuficiente capacidad de mezclado de los tornillos o variación del pigmento de lote a lote por parte del proveedor del masterbatch de color.
| Nivel de resolución de problemas | Medidas correctoras |
|---|---|
| Material | Utilizar pellets precoloreados en lugar de mezclas magistrales; verificar la consistencia de los lotes del proveedor. |
| Proceso | Aumentar la contrapresión y las revoluciones del tornillo (mejorar la mezcla); aumentar la carrera de dosificación |
7.2 Metodología sistemática de resolución de problemas
Cuando aparecen defectos, no ajuste los parámetros al azar por intuición. Utilice este enfoque de cuatro capas. Para más información, consulte nuestra resolución de problemas relacionados con defectos del producto referencia.
Durante la prueba inicial del molde (T1), una vez que produzca piezas que cumplan todos los criterios de calidad, congelar y registrar inmediatamente todos los parámetros del proceso (temperatura del barril, velocidad de inyección/perfil de presión, parámetros de empaquetado, tiempo de enfriamiento, etc.) y conserve “muestras doradas” físicas para futuras comparaciones. Cuando surgen defectos más adelante, la comparación de las piezas actuales con las muestras de oro y de los parámetros actuales con los ajustes registrados reduce rápidamente la causa raíz.
7.3 Marco de control de calidad
Un sólido marco de control de calidad garantiza un resultado uniforme en millones de ciclos. Combínelo con nuestro control de calidad en el moldeo por inyección inmersión profunda.
Control de calidad entrante (IQC)
- Verificar el número de lote de resina, el contenido de humedad (analizador de humedad) y el índice de fluidez (MFI).
- Referencia cruzada del Certificado de Análisis (CoA) con las especificaciones TDS del material
- Inspeccionar la consistencia del colorante / masterbatch (comparación del chip de color bajo luz D65).
Control de calidad durante el proceso (IPQC)
- Inspección del primer artículo (FAI): Mida los primeros 3 - 5 disparos con respecto al dibujo después de cada puesta en marcha, cambio de molde o cambio de parámetros.
- Control SPC: Realice un seguimiento de las dimensiones críticas con gráficos de control estadístico de procesos (X̄-R o X̄-S); reaccione cuando Cpk descienda por debajo de 1,33.
- Inspección visual: Los operarios comprueban cada N-ésima pieza (o 100% para piezas médicas/de seguridad crítica) con un conjunto de muestras límite (buena / marginal / rechazada).
- Supervisión de procesos: Las máquinas modernas registran la presión de la cavidad, la posición del cojín y la duración del ciclo: marcan automáticamente los disparos fuera de la ventana.
Control de calidad saliente (OQC)
- Inspección por muestreo AQL según ISO 2859-1 (niveles AQL típicos: Crítico = 0, Mayor = 1,0, Menor = 2,5)
- Pruebas funcionales (por ejemplo, fuerza de encaje a presión, prueba de estanqueidad, prueba de caída)
- Informe dimensional completo (MMC o escáner de luz estructurada) en una frecuencia definida
| Herramienta de control de calidad | Qué mide | Cuándo utilizar |
|---|---|---|
| Calibres / Micrómetros | Dimensiones lineales ± 0,01 mm | Cada FAI; controles aleatorios durante la carrera |
| Indicadores Go/No-Go | Pasa/no pasa en características críticas (orificios, roscas) | 100% o muestreo de alta frecuencia |
| MMC (máquina de medición por coordenadas) | Informe dimensional completo en 3D | FAI, PPAP, auditoría periódica |
| Comparador óptico / Sistema de visión | Contornos de perfil, vestigio de puerta, flash | Piezas cosméticas y de perfil crítico |
| Analizador de humedad | % humedad en pellets de resina | Cada nuevo lote / cada turno |
| Comprobador de IMF | Índice de fluidez - consistencia del material | Inspección de la resina entrante |
| Espectrofotómetro de color | ΔE desviación del color | Productos de color crítico, cada lote |
Al evaluar proveedores de moldes o fabricantes por contrato, pida ver su plan de control de calidad, datos de control estadístico de procesos y límites de control - no sólo el precio. Un proveedor que pueda mostrarle datos Cpk en tiempo real y tablas de muestra de límites es mucho más fiable que otro que ofrezca el precio más bajo. Más información en cómo encontrar proveedores fiables de moldeo por inyección.
Procesos avanzados y fronteras industriales
Más allá del moldeo por inyección monomaterial estándar, varias variantes avanzadas desbloquean capacidades que el MI convencional no puede alcanzar. Manténgase a la vanguardia siguiendo las principales tendencias del sector.
8.1 Variantes avanzadas de moldeo
| Variante de proceso | Principio básico | Principales ventajas | Aplicaciones típicas |
|---|---|---|---|
| Moldeo de dos disparos / 2K | Dos materiales diferentes inyectados secuencialmente en el mismo molde (requiere una máquina de dos barriles o una platina giratoria) | Elimina el montaje secundario; crea empuñaduras suaves al tacto, piezas multicolor | Mangos de cepillos de dientes, empuñaduras de herramientas eléctricas, botones de automóviles |
| Sobremoldeado | Un sustrato premoldeado se coloca en un segundo molde y se sobremoldea con otro material | Similar al de dos disparos pero utiliza dos moldes separados; menor inversión en equipamiento | Empuñaduras blandas en mangos rígidos, conectores sellados |
| Moldeo por inserción | Metal u otros componentes preformados colocados en el molde; plástico inyectado a su alrededor | Compuesto de metal y plástico en un solo paso; alta resistencia de adhesión | Insertos roscados, terminales eléctricos, carcasas de sensores |
| Moldeo por inyección asistida por gas (GAIM) | Inyección de gas nitrógeno en secciones gruesas tras el llenado parcial, ahuecando el núcleo. | Elimina las marcas de hundimiento en piezas gruesas; reduce el peso y el coste de material en 20% - 40% | Tiradores de muebles, marcos de TV, molduras gruesas de automóviles - ver mango molde gas-assist |
| Micromoldeo por inyección | Piezas que pesen fracciones de gramo, con microrrestos < 100 µm | Permite la miniaturización de componentes médicos, ópticos y electrónicos | Carcasas de audífonos, chips microfluídicos, casquillos de fibra óptica |
| Etiquetado en molde (IML) | Etiqueta preimpresa colocada en la cavidad; se fusiona con la superficie de la pieza durante el moldeo. | Decoración de alta calidad sin impresión secundaria; la etiqueta se convierte en integral | Envases para alimentos, envases para cosméticos - véase decoración en molde |
| Moldeo de espuma estructural | El agente de soplado químico o físico crea un núcleo de espuma con piel sólida | Ligero (10% - 30% más ligero); alta relación rigidez-peso | Palés grandes, componentes de muebles, carcasas de equipos |
| Moldeo de caucho de silicona líquida (LSR) | Silicona líquida de dos componentes mezclada e inyectada en un molde calentado; cura por reacción de adición. | Biocompatible, rango de temperaturas extremas (-55 °C a +200 °C), flexible | Tetinas para biberones, precintos médicos, bandas para dispositivos portátiles |
8.2 Industria 4.0 y el futuro del moldeo por inyección
La industria del moldeo por inyección está experimentando su fase de mayor transformación desde la invención del tornillo alternativo. Descubra cómo La IA redefine el moldeo por inyección y qué automatización y robótica significa para los suelos de producción.
Principales tendencias tecnológicas (a partir de 2026)
| Tendencia | Descripción | Impacto |
|---|---|---|
| Moldeo inteligente / Sensores IoT | Los sensores de presión y temperatura en cavidad transmiten datos en tiempo real; las máquinas autoajustan los parámetros | Reducción de la tasa de defectos en 30% - 70%; el mantenimiento predictivo reduce el tiempo de inactividad |
| IA / Optimización del aprendizaje automático | Los modelos de IA entrenados con datos históricos de procesos predicen los conjuntos de parámetros óptimos para nuevos moldes/materiales. | El tiempo de preparación se reduce de días a horas; la ventana de proceso se encuentra más rápido |
| Gemelo digital | La réplica virtual de la célula de moldeo simula los escenarios de producción antes de la implantación física | Reducción de las pruebas de molde (T0 - T3) en 1 ó 2 rondas; tiempo de comercialización más rápido |
| Materiales sostenibles y de base biológica | PLA, PHA, bio-PE, resinas de contenido reciclado ganan cuota de mercado impulsados por la legislación y la presión ESG | Se necesitan ajustes en el proceso (temperaturas de fusión más bajas, contracción diferente); surgen nuevas directrices DFM. Consulte nuestro sostenibilidad en el moldeo por inyección visión general |
| Refrigeración conformada mediante impresión metálica en 3D | Insertos de molde con canales de refrigeración impresos en 3D que se ajustan a la geometría de la cavidad | Reducción del tiempo de ciclo de 20% - 40%; mejora de la calidad de la pieza (menos alabeo). |
| Micro y nanomoldeo | Producción de elementos a escala micrométrica y submicrométrica | Permite diagnósticos médicos de última generación (lab-on-a-chip), óptica y MEMS |
| Robots colaborativos (Cobots) | Robots ligeros que trabajan junto a los operarios para retirar, inspeccionar y embalar piezas | Automatización flexible para lotes pequeños; menor inversión que las células de automatización completa |
La convergencia de IA + IoT + materiales sostenibles + herramientas de fabricación aditiva está creando un cambio de paradigma. Los fabricantes que inviertan ahora en estas tecnologías tendrán una importante foso competitivo a finales de la década. Las competencias para interpretar de datos se están volviendo tan importantes como operar máquinas.
Próximos pasos y recursos
9.1 Su itinerario de aprendizaje
Ahora que ya has asimilado esta guía, te explicamos cómo profundizar en tus conocimientos de forma sistemática:
Fundamentos de Solidify
Vuelva a leer Partes 1 - 3 y examínate sobre los conceptos clave. Asegúrate de que puedes explicar el ciclo de seis pasos, diferenciar los termoplásticos de los termoestables y nombrar los 10 materiales principales.
Aplicar DFM a un proyecto real
Tome un producto existente (o un diseño sencillo propio) y ejecútelo a través de la función Lista de comprobación DFM. Identifique al menos 3 mejoras. Utilice el calculadora de espesor de pared y calculadora de costes.
Visite una planta de moldeo
Nada sustituye a ver el proceso en persona. Observe el ciclo, escuche la máquina, sienta la pieza expulsada caliente. Haga preguntas sobre su flujo de trabajo de control de calidad.
Ejecutar una simulación Moldflow
Descargue una versión de prueba de Moldflow, Moldex3D o Solidworks Plastics. Simule una forma de caja sencilla y estudie el tiempo de llenado, línea de soldadura lugares, y contracción patrones. Véase por qué es esencial la simulación.
Construya su red
Únase a grupos de LinkedIn, asista a ferias de plásticos (NPE, Fakuma, Chinaplas) y conecte con proveedores de materiales y fabricantes de moldes. Descubra cómo encontrar proveedores fiables y comparar presupuestos efectivamente.
Manténgase al día
Marque esta guía y vuelva a consultar la Procesos avanzados y fronteras industriales sección trimestral. Siga las tendencias clave del sector a medida que evolucionan.
9.2 Recursos recomendados
Tabla de referencia rápida para la selección de materiales
Comparación en una página de los 20 principales materiales de moldeo por inyección con propiedades clave, niveles de precios y notas de aplicación. Comience con nuestro biblioteca de materiales plásticos.
Lista de comprobación DFM (PDF imprimible)
El completo Lista de comprobación DFM de la Parte 5, con formato para imprimir. Llévelo a todas las reuniones de revisión del diseño.
Diagrama de flujo de la resolución de problemas
Versión visual del diagrama de flujo del metodología de resolución de problemas en cuatro niveles - laminado para el taller. Consulte también nuestra herramienta de solución de problemas.
Hoja de cálculo de costes de moldes
Plantilla de Excel con fórmulas para calcular el coste del molde en función del tamaño, la complejidad, las cavidades, la calidad del acero y la región. Pruebe el calculadora inteligente del coste del moho.
Lecturas recomendadas
“Manual de moldeo por inyección” - Osswald, Turng, Gramann (la biblia del sector); “Diseño de piezas de plástico para montaje” - Tres; “Guía de diseño Moldflow” - Kennedy. Además de nuestro glosario para principiantes.
9.3 Glosario de términos clave
| Plazo | Definición |
|---|---|
| Cavidad | El espacio hueco del molde que define la forma exterior de la pieza. |
| Núcleo | El componente del molde que define la forma interior de la pieza |
| Corredor | Sistema de canales que transporta la masa fundida desde el bebedero hasta la entrada |
| Puerta | Paso estrecho por donde la masa fundida entra en la cavidad |
| Línea de separación | La interfaz donde se unen las dos mitades del molde |
| Ángulo de calado | Conicidad aplicada a las paredes de la pieza para facilitar la expulsión |
| Contracción | Reducción volumétrica al enfriarse el plástico de fundido a sólido |
| Pasador eyector | Pasador mecánico que empuja la pieza solidificada fuera del molde |
| Fuerza de sujeción (tonelaje) | Fuerza que mantiene cerradas las mitades del molde durante la inyección |
| Duración del ciclo | Tiempo total para un ciclo de moldeo completo |
| MFI (Índice de fluidez) | Medida del caudal de un polímero en condiciones estándar (g/10 min) |
| Cpk | Índice de capacidad del proceso: mide el grado en que un proceso se mantiene dentro de los límites de las especificaciones. |
| T1 / T2 / T3 | Primera / segunda / tercera prueba del molde - rondas iterativas de depuración del molde |
| PPAP | Proceso de aprobación de piezas de producción: aprobación formal de la calidad para la producción en serie |
| DFM | Diseño para la fabricación: optimizar el diseño del producto para el proceso de fabricación |
Preguntas frecuentes
Las preguntas más frecuentes de compradores, diseñadores e ingenieros sobre el moldeo por inyección, con respuesta directa.
🏆 Conclusión: Del conocimiento a la maestría
Acaba de completar un viaje a través del panorama completo del moldeo por inyección, desde el concepto más fundamental de “qué es el moldeo por inyección” hasta los procesos avanzados, la optimización de costes y el control de calidad. Esto es lo que ahora puede hacer con confianza:
- Explique cómo funciona el moldeo por inyección a cualquier parte interesada, a cualquier nivel
- Seleccione el material adecuado para su aplicación utilizando un marco de decisión sistemática
- Diseñar piezas que sean optimizado para la fabricación desde el principio
- Evaluar diseños de moldes y estimación de costes con confianza
- Identificar y solucionar problemas los 12 defectos principales utilizando una metodología sistemática
- Mantener conversaciones informadas sobre procesos avanzados y tendencias futuras
- Comprometerse con los proveedores como socio informado, no comprador pasivo
Acuérdate: El moldeo por inyección es tanto una ciencia como un arte. La ciencia está en esta guía; el arte viene de la práctica. Empiece a aplicar lo que ha aprendido hoy y se sorprenderá de lo rápido que aumenta su experiencia.
Esta guía es un documento vivo, actualizado para 2026. Guárdala en tus favoritos y vuelve a ella siempre que necesites un repaso, una profundización o un punto de referencia para tu próximo proyecto.
Steven Cheng
Fundador e Ingeniero Jefe de Moldes - Topworks Plastic Mold - Huangyan, China
Steven Cheng fundó Topworks Moldes de plástico en Huangyan -la capital china de la fabricación de moldes- tras más de una década trabajando en utillaje de precisión para proveedores médicos y de automoción de primer nivel. A lo largo de 20 años ha dirigido el diseño y la fabricación de más de 500 moldes: desde utillaje para envasado de alta cavitación hasta moldes para interiores de automóviles de clase 101 y componentes de dispositivos médicos conformes con la FDA.
Su experiencia práctica abarca todo el ciclo de vida del molde: Análisis DFM, simulación Moldflow, optimización de compuertas y canales, diseño de refrigeración conforme, selección de acero y cualificación de la primera pieza (PPAP). Steven escribe para cerrar la brecha de conocimiento entre compradores e ingenieros de moldes, dando a los equipos de producto la confianza técnica para evaluar a los proveedores de forma crítica y tomar mejores decisiones sobre herramientas.

