






Moldeo por inyección y fabricación de moldes: Preguntas frecuentes
Este FAQ es para ayudarle a entender la información y el proceso para obtener una cotización y comenzar un proyecto de moldeo por inyección.
Información sobre piezas y proyectos
1. ¿Qué información técnica se necesita sobre las piezas de plástico para obtener un presupuesto?
Para ofrecerle el presupuesto más preciso y puntual, necesitamos toda la información sobre su pieza de plástico. Los datos clave son:
- Archivos CAD en 3D: Son imprescindibles. Consulte los formatos preferidos en la pregunta 4.
- Especificaciones del material:
- Tipo de resina: Algunos ejemplos son los siguientes: ABS, polipropileno (PP), policarbonato (PC), nailon (PA66), polietileno de alta densidad (HDPE), etc.
- Grado específico: Si se conoce (por ejemplo, PC Lexan 141R).
- Aditivos: Opciones de colorantes (Pantone, números RAL o muestra), inhibidores UV, retardantes de llama, rellenos ( fibra de vidrio), etc.<<
- Dimensiones y tolerancias detalladas:
- Dimensiones totales de la pieza.
- Dimensiones críticas y sus tolerancias. Si dispone de planos en 2D (incluidos GD&T), por favor, cárguelos.
- Volumen de producción:
- Uso anual estimado (EAU): ¿Cuál es la demanda anual de estas piezas?
- Cantidad inicial de pedido (EOQ): ¿Cuántas piezas hay que producir en la primera tirada?
- Volumen proyectado de por vida: Cantidad total de piezas necesarias durante la vida útil del producto. Con estos datos podemos determinar la disposición del molde, el uso de materiales adecuados y hacerlo viable en todo el caso del proyecto.
- Aplicación/uso final de la pieza:
- ¿Cuál es el uso final de la pieza? (¿Es para electrónica-vivienda, piezas de automóvil o para equipos médicos).
- ¿Qué criterios de rendimiento debe soportar el elemento? (por ejemplo, debe ser capaz de soportar cargas, ser flexible o resistir impactos).
- ¿Cuáles son las condiciones ambientales en las que funcionará la pieza? (Por ejemplo, altas temperaturas, exposición a productos químicos, condiciones al aire libre).
- Requisitos cosméticos:
- ¿Existen requisitos estéticos?
- ¿Qué superficies son cosméticas?
- ¿Existen requisitos específicos para las marcas de la compuerta, las marcas del pasador eyector o las líneas de separación?
- Piezas de muestra (si están disponibles): No es necesario descuidar las muestras existentes, aunque sean perfectas, porque pueden ser referencias útiles para nuestro análisis.
2. Como su socio de moldeo, evaluamos sus necesidades para ofrecerle la mejor máquina de moldeo por inyección para su pieza.
Sin embargo, si usted:
- Tiene un molde que quiere que ejecutemos, o
- Piensa utilizar el molde en sus propias instalaciones o en las de un tercero, entonces son importantes las siguientes especificaciones de la máquina:
- Fuerza de sujeción (tonelaje): La fuerza que ejerce la máquina de moldeo por inyección para garantizar que el molde se mantenga unido mientras esto sucede.
- Tamaño del disparo / Volumen de inyección: La capacidad de la máquina para insertar plástico en un ciclo de moldeo. Asegúrese de que esta capacidad se ajusta a su volumen de piezas y al del sistema de guías.
- Espacio del molde / Dimensiones de la platina:
- Distancia del tirante.
- Altura máxima y mínima del molde.
- Máxima luz diurna (apertura).
- Carrera y patrón del eyector: Detalles de la disposición y el alcance de las varillas eyectoras en la máquina.
- Compatibilidad con el radio de la boquilla y el casquillo del bebedero.
Sin estos datos, normalmente podemos deducir el tamaño de máquina adecuado estudiando los requisitos de su pieza.
Estructura del molde de inyección
Guía interactiva de ingeniería - Haga clic en los marcadores para explorar los componentes
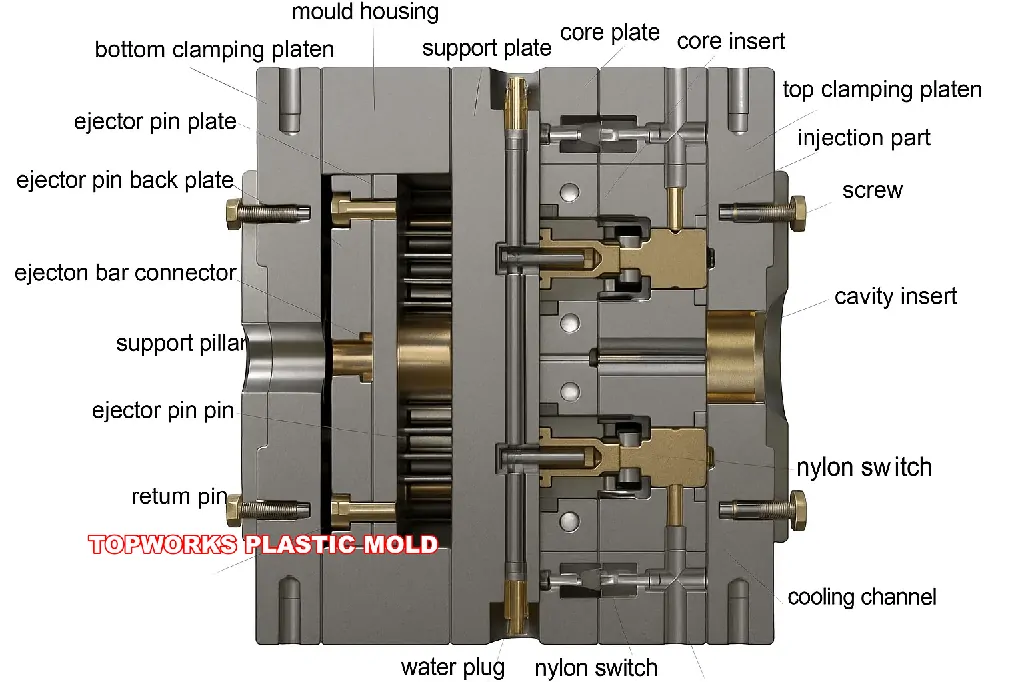
Seleccione un componente del diagrama o de la lista para ver los detalles técnicos.
3. ¿Qué más necesitamos para un presupuesto?
Al incluir los datos específicos, el presupuesto es más preciso, por lo que el resultado final se personaliza para responder a sus expectativas::
- Tolerancias: Especifique cualquier tolerancia dimensional crítica. Se utilizarán las tolerancias industriales estándar a menos que se indique lo contrario.
- Acabado superficial:
- Anote el acabado exacto de la superficie utilizando la referencia de las normas SPI (Society of the Plastics Industry) como: (por ejemplo, SPI A-2 para pulido alto, SPI B-1 para semibrillante, SPI C-2 para mate, SPI D-3 para texturizado).
- Si se necesita una textura específica, indique la designación de la textura Mold-Tech (o equivalente) (por ejemplo, MT-11010).
- Preferencia de sistema de corredor (si existe):
- Corredor caliente: Uno de los más recomendados para la producción de grandes cantidades es el que se caracteriza, entre otras cosas, por un tiempo de ciclo más corto y la ausencia de desechos de colada. Los moldes suelen ser más caros.
- Cold Runner: Los moldes que utilizan un sistema de canal frío son más cómodos y baratos de fabricar en general, aunque con ellos hay un desperdicio de canales y ciclos de tiempo de trabajo más largos. Nuestros expertos pueden recomendarle un sistema de canal ideal si no tiene ninguna preferencia, en función de los requisitos de su proyecto.
- Tipo de puerta y ubicación:
- ¿Tiene alguna preferencia o restricción sobre el tipo de compuerta (por ejemplo, compuerta de pestaña, compuerta secundaria, compuerta de pasador, compuerta de anacardo) o su ubicación en la pieza? Los requisitos estéticos o funcionales suelen dictarlo.
- Requisitos de color:
4. formatos de los archivos de diseño
Como resultado de un diseño de molde óptimo, la precisión de fabricación óptima requerirá el uso de los siguientes formatos de archivo CAD en 3D:
- La más preferida:
- STEP (.stp, .step): Esta forma es muy fiable y no compromete la fidelidad de la geometría sólida en los modelos sólidos.
- También aceptable:
- Parasólido (.x_t, .x_b): Otro formato de núcleo de modelado de sólidos.
- IGES (.igs, .iges): Un formato heredado neutro: debe guardarse como modelo sólido si es posible hacerlo así.
- Archivos CAD nativos: Los formatos de archivo aceptables son los siguientes: SolidWorks (.sldprt), Creo/ProE (.prt) y CATIA (.CATPart), pero confírmelos con nosotros antes de enviarlos.Útil sólo como referencia; no es lo mejor para la fabricación de moldes:<<
- Menos ideal / Sólo para referencia:
- STL (.stl): Destinado principalmente a la impresión 3D, este formato representa los objetos como un conjunto de facetas triangulares. Este formato basado en la formación de superficies mediante triángulos no es adecuado para la fabricación de moldes detallados. Los archivos STL son suficientes para una fase inicial y para realizar presupuestos básicos; se debe proporcionar un modelo sólido para permitir un diseño adecuado del molde.
- Dibujos 2D:
- Para complementar sus modelos 3D, proporcione dibujos 2D (por ejemplo, en formato .pdf, .dwg, .dxf) que muestren dimensiones importantes, tolerancias, especificaciones de materiales, detalles de acabado de superficies, etc., que deban resaltarse con anotaciones.En caso de que sea posible, envíe sus archivos 3D en formato "modelo sólido" y no como "modelo de superficie".
Siempre que sea posible, exporte sus archivos 3D como "modelos sólidos" y no como "modelos de superficie".
5. ¿Ofrecen servicios de diseño o creación de prototipos si no se dispone de archivos CAD?
Sí, de hecho muchas veces, es normal que moldeadores como nosotros ayudemos a clientes con diseños CAD incompletos o a aquellos que están empezando su proceso de desarrollo de producto:
- Análisis del diseño para la fabricación (DFM): incluso si ya dispone de archivos CAD, nuestro análisis DFM nos permite centrarnos en los problemas de moldeo y sugerir cambios que afectarán positivamente al coste, la calidad y la producción a escala.
- Servicios de diseño de piezas:Si lo único que tiene es una idea aproximada, un boceto, un prototipo existente o incluso un dibujo básico, nuestro equipo puede ayudarle en la creación de un modelo CAD 3D completo que se adapte a las necesidades del moldeo por inyección. Por favor, díganos sus requisitos exactos para que le aseguremos el apoyo necesario.
- Servicios de creación de prototipos: Ofrecemos diversas posibilidades de creación de prototipos que le permitirán probar su diseño antes de gastar dinero en moldes para sus productos..:
- Impresión 3D (SLA, SLS, FDM): Permite evaluar rápidamente la geometría, el ajuste y las funciones fundamentales del diseño.
- Prototipos mecanizados por CNC: Pueden fabricarse con materiales de producción o similares para realizar pruebas más sólidas.
- Moldes para herramientas blandas / prototipos: Moldeados en aluminio o incluso en acero P20, estos moldes son menos caros que los de producción completa y resultan adecuados para fabricar un número modesto de piezas, con frecuencia. El utillaje blando es un método perfecto para probar tanto el aspecto funcional como la respuesta del consumidor a su diseño.
Si necesita más información sobre la disponibilidad y en qué consisten estos servicios, no dude en ponerse en contacto con nosotros.
Logística y plazos
6. ¿Necesita información sobre el destino del molde con fines logísticos?
Sí, por favor. Necesitamos saber el destino por varias razones:
- Si fabricamos el molde Y producimos las piezas para usted: Necesitamos el destino final del piezas para calcular los gastos de envío y organizar la logística.
- Si sólo estamos fabricando el molde, y será enviado a sus instalaciones o a otro moldeador para la producción: Necesitamos el destino final del molde proporcionar presupuestos de envío (flete, seguro).
- Determinar los requisitos de embalaje y empaquetado para el transporte.
- Gestionar la documentación de importación/exportación y los trámites aduaneros si el molde se envía al extranjero.
- Coordinar los plazos de entrega.
Al realizar la entrega del molde, especifique la dirección completa de entrega.
7. ¿Cuánto se tarda en obtener un presupuesto?
El plazo para facilitar un presupuesto puede variar en función de:
- Complejidad de piezas y moldes: El procedimiento para presupuestar piezas y moldes más sencillos resulta más rápido que tratar con conjuntos complejos con socavones y múltiples mecanismos.
- Información facilitada: Si cumplimenta toda la información solicitada anteriormente, podremos procesar su presupuesto de forma rápida y precisa. Omitir detalles con tanta ligereza provocará una espera más larga porque podrían generarse más consultas.
- Nuestra carga de trabajo actual: Como somos una empresa, nuestra carga de trabajo determina cuándo podemos dar presupuestos.
- Análisis DFM: A veces, hacer un análisis DFM antes de lo previsto para llegar a la resolución de problemas o la mejora del diseño puede retrasar el proceso.
Plazos generales (estimaciones):
- Para piezas sencillas con información completa: De 24 a 72 horas.
- Para piezas complejas o proyectos que requieran análisis: De 3 a 10 días laborables.
Nuestro objetivo es proporcionarle presupuestos precisos a tiempo para que pueda obtener lo que necesita rápidamente. Si tiene una necesidad urgente para su proyecto, no dude en ponerse en contacto con nosotros, intentaremos adaptarnos a sus plazos.
Póngase en contacto con nosotros si necesita respuesta a preguntas relacionadas con el moldeo por inyección. Infórmenos si tiene alguna otra pregunta.
