






Cuál es el coste real del moldeo por inyección: Una guía completa
El moldeo por inyección ofrece unos costes de producción que oscilan entre $1 y $5 por unidad en volúmenes de producción elevados (10000 unidades por lote), y sus costes iniciales de molde parten de $2.000 a $20.000. La técnica de producción permite tanto una alta calidad como una capacidad económica de fabricación en serie.
Calculadora de costes de moldeo por inyección
Estimación del coste del utillaje de moldeo y del precio por unidad para piezas moldeadas por inyección de plástico ABS, PC, PP, nailon y POM.
CALCULADORA DE COSTES DE MOLDEO POR INYECCIÓN
Estimación del utillaje del molde + precio unitario - El presupuesto final requiere la revisión de DFM
Componentes clave del coste:
- Según las investigaciones, el diseño de moldes y los gastos de creación representan entre 60 y 70% de los gastos de puesta en marcha. La nueva tecnología de nuestra empresa mejora la producción de moldes, lo que reduce los gastos de capital inicial en 15%.
- Los costes unitarios varían entre 30 y 40% en función de la selección de materiales según los datos de selección de materiales y pruebas de costes. Nuestro sistema de datos actualizado optimiza el consumo de materiales, lo que lleva a una reducción mínima de residuos de 12%.
- Nuestros estudios de análisis del volumen de producción demuestran que la fabricación de mayores cantidades de producto permite reducir los costes de los precios unitarios. La producción de más de 100.000 unidades permite reducir los costes por debajo de $1 por pieza en algunos artículos.
Cuadro comparativo de costes:
| Método de producción | Coste inicial | Coste unitario (100k+) | Calidad | Velocidad |
|---|---|---|---|---|
| Moldeo por inyección | $3k-20k | $0.5-5 | Alta | Rápido |
| Impresión 3D | $0,8k-5k | $5-20 | Medio | Lento |
| Mecanizado CNC | $1k-10k | $10-50 | Alta | Medio |
El mercado muestra que los gastos de moldeo por inyección se han reducido en 15% durante los últimos cinco años debido a las mejoras tecnológicas y los sistemas automatizados. Según los análisis de los expertos, la eficiencia óptima de los costes de producción pasa por ejecutar la producción al menos 10.000 veces.
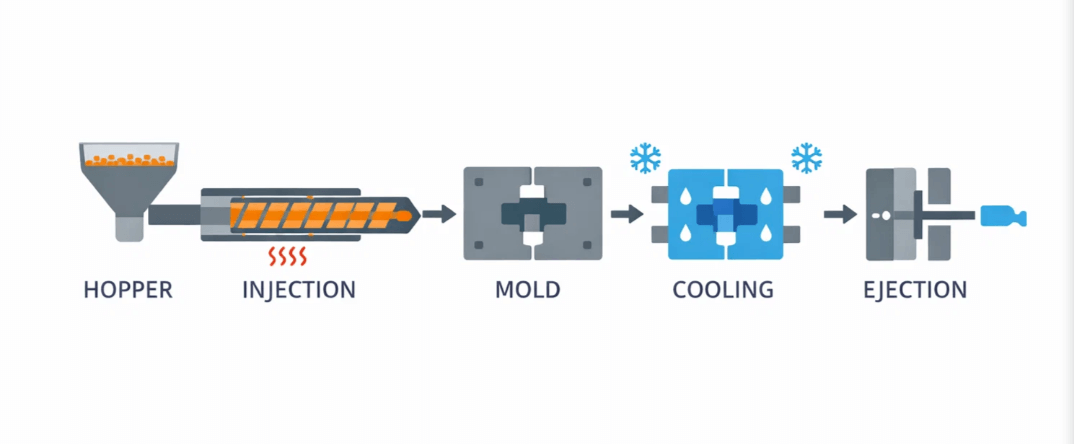
El moldeo por inyección es un método de fabricación de piezas realmente útil. Funciona inyectando material fundido en un molde. El material fundido puede ser metal, vidrio, caucho o, normalmente, plástico.
Primero se funde el material adecuado en un barril caliente. A continuación, se inyecta a alta presión en la cavidad del molde, que se enfría. El material adopta la forma de la cavidad al endurecerse, mientras que los bebederos y las compuertas se retiran de la pieza.
El moldeo por inyección es una de las formas más populares de fabricar piezas de plástico porque es rápido, eficaz y muy versátil. El material moldeado por inyección puede variar mucho en tamaño y complejidad, y se utiliza en multitud de sectores, desde el médico hasta el automovilístico.
Índice
historia del moldeo por inyección
El moldeo por inyección es un magnífico proceso de fabricación de piezas mediante la inyección de material fundido en un molde. Fue inventado en 1872 por un ingeniero alemán llamado Arthur Eichengrün. Eichengrün era un ingeniero alemán que trabajaba en una forma de fabricar piezas metálicas mediante calor y presión. Descubrió que podía inyectar material fundido en un molde y que éste se enfriaría y endurecería rápidamente. El moldeo por inyección se utiliza para fabricar todo tipo de productos, desde aparatos médicos hasta juguetes.
botón
El invento de Eichengrün cambió la fabricación, ya que permitía la producción en serie de piezas con formas complejas. El moldeo por inyección se popularizó rápidamente en un montón de industrias, incluidos los automóviles.
Mucha gente que comprar moldes de inyección en China sólo se preocupan por ahorrar dinero. Pero esa no es la actitud correcta, ya que lo que realmente quieres es un molde que funcione bien y sea fiable, en lugar de ser simplemente barato.
coste del molde de plástico
El tamaño del plano afecta al tamaño de la placa, al tiempo de mecanizado, al estándar de la base del molde y, a menudo, al tonelaje necesario de la máquina de inyección.
La profundidad modifica la longitud del núcleo, la disposición de la refrigeración, la estabilidad de la expulsión y el riesgo de desviación y alabeo.
Los rebajes suelen añadir guías/elevadores, ajustes de precisión, acero adicional y más tiempo de montaje, lo que suele ser uno de los principales factores de coste.
Más cavidades aumentan las exigencias de mecanizado + equilibrado + control de calidad, pero reducen el coste por pieza en volumen.
La selección del acero influye en el coste, la capacidad de pulido, la resistencia a la corrosión y los ciclos de vida útil.
Los canales calientes aumentan el coste del molde pero reducen los desechos y mejoran la estabilidad del proceso para muchas piezas.
Las superficies cosméticas y de alto brillo requieren más tiempo de pulido, un manejo más ajustado y un control más estricto de las marcas de las herramientas.
- Base del molde + selección del acero del núcleo/cavidad
- Complejidad de los toboganes/elevadores (socavones)
- Elección del sistema de canalización (frío frente a caliente)
- Nivel de superficie (estándar / cosmética / alto brillo)
- Efecto de escala multicavidad
Seleccione las entradas para generar un rango estimado y una breve explicación aquí.
El moldeo por inyección es una forma de fabricar piezas de plástico a gran escala. Su capacidad para ofrecer componentes uniformes y de alta calidad a gran velocidad, lo que lo hace ideal para la producción en masa. Sin embargo, el moldeo por inyección no está exento de costes. Los precios de las herramientas y las piezas dependen de múltiples factores, como la selección de la resina, el tamaño de la pieza, la complejidad del diseño y el volumen de producción.
Si se evalúan detenidamente estos factores, la compra de utillaje de moldeo por inyección en China puede ser una estrategia rentable, siempre que se tengan en cuenta las consideraciones clave en las fases iniciales del proyecto.
desglose del coste del molde
| Artículo | Porcentaje | |
| 1 | Material de acero | 20-35% |
| 2 | Mecanizado (CNC, grabado) | 25-40% |
| 3 | Montaje (trabajo en banco) | 15-20% |
| 4 | Diseño de moldes | 5-10% |
| 5 | Impuestos, beneficios | 20-30% |
Para determinar Cuánto cuesta una herramienta de molde de plástico y moldeo por inyecciónse tienen en cuenta algunos factores:
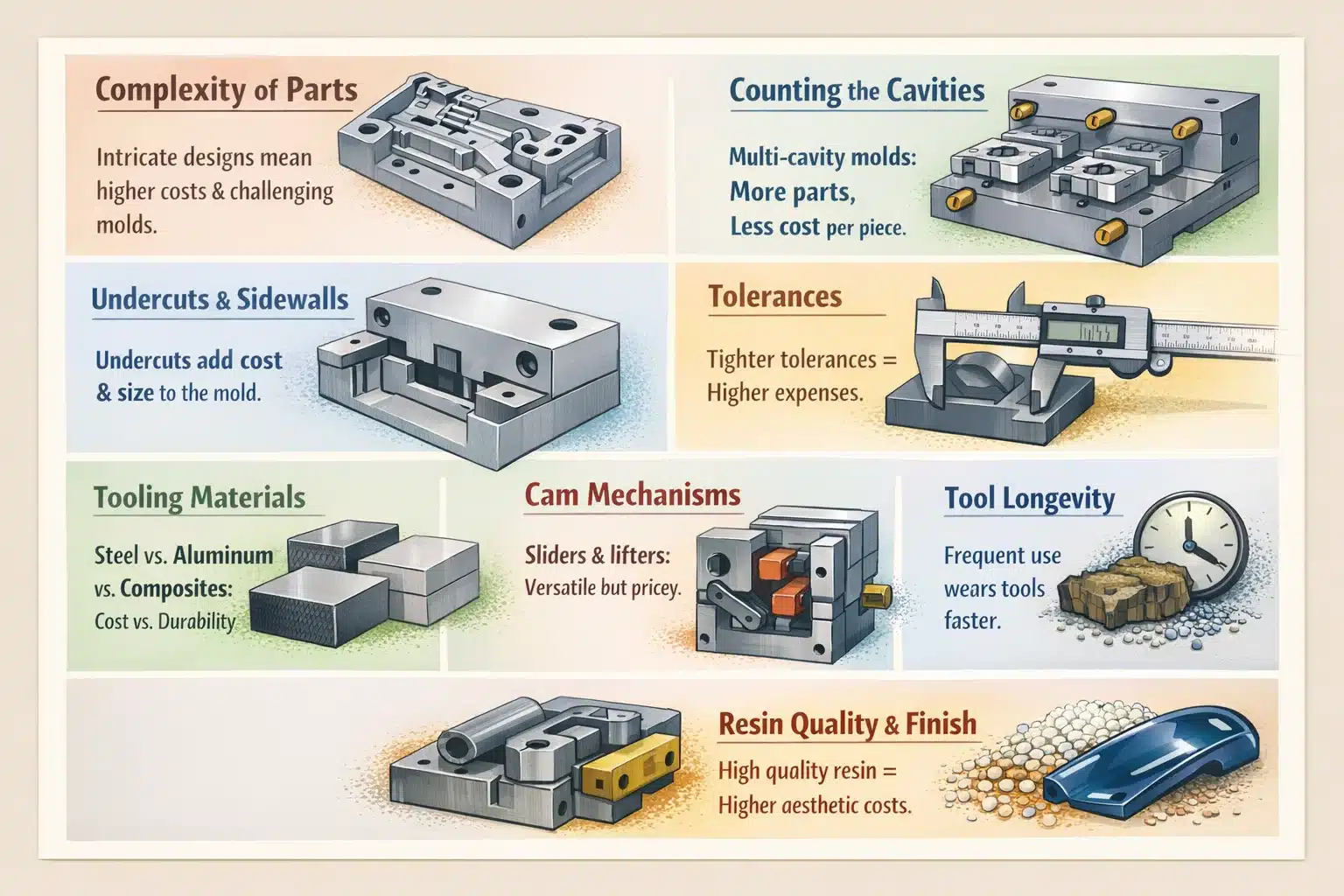
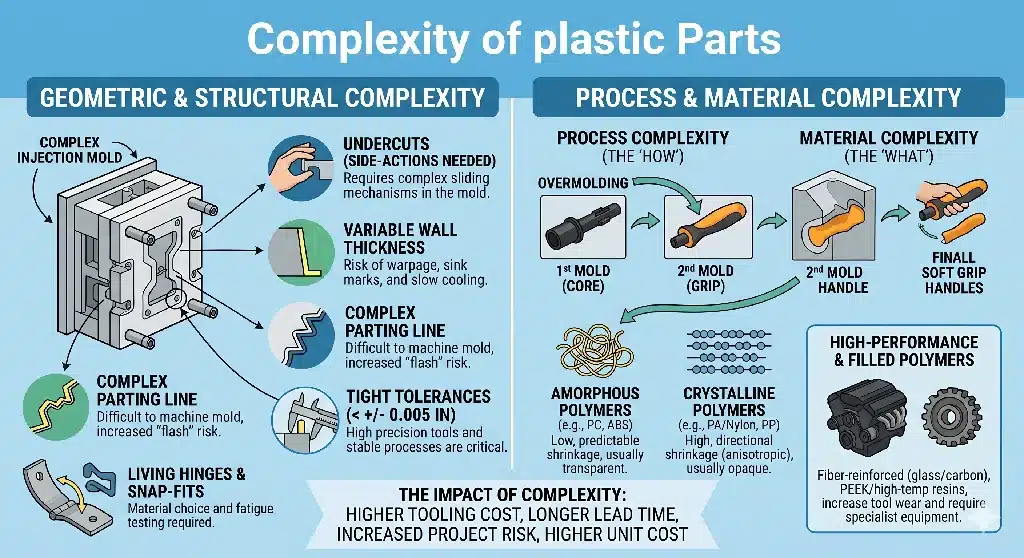
Complejidad de las piezas:
A medida que la geometría de la pieza se vuelve más compleja, la dificultad de construcción del molde aumenta en consecuencia. Los detalles finos, las paredes delgadas y las características complejas hacen que sea más difícil garantizar un flujo de plástico adecuado y una calidad constante de la pieza.
Incluso un único rebaje en la pared lateral puede aumentar significativamente el coste del utillaje. Añadir correderas o elevadores suele añadir 500 USD o más, Aumenta el tamaño del molde y a menudo requiere un tratamiento térmico adicional.
Contar las caries:
Los moldes multicavidades pueden reducir significativamente el coste por pieza al producir varias piezas en un solo ciclo de moldeo. En función del tamaño de la pieza y de los requisitos de volumen, un solo molde puede contener dos, cuatro o incluso más cavidades.
Aunque los moldes con varias cavidades cuestan más al principio, a menudo resultan más baratos por pieza para la producción de volúmenes medios y altos.
Reducción de las tolerancias:
Las tolerancias estrechas aumentan directamente el coste de las herramientas. Conseguir tolerancias estrechas requiere un mecanizado de mayor precisión, mejor acero, más pulido y un control más estricto del proceso.
Un enfoque práctico consiste en aplicar tolerancias estrictas sólo donde se requieran funcionalmente, permitiendo tolerancias más laxas en otros lugares para controlar el coste del utillaje.
Elección de los materiales de las herramientas:
- Moldes de acero (P20, 718, H13, S136) ofrecen una larga vida útil de la herramienta y estabilidad dimensional, pero tienen un coste más elevado.
- Moldes de aluminio son menos costosos y ofrecen una excelente conductividad térmica, pero se desgastan más rápidamente.
- Materiales compuestos (fibra de carbono, fibra de vidrio) proporcionan una durabilidad moderada a un coste inferior, pero en general no son adecuados para la producción de grandes volúmenes.
La selección del material debe ajustarse al volumen de producción previsto y a los requisitos de rendimiento de la pieza.
Desvelar los mecanismos de las levas:
Los mecanismos de levas, como correderas, elevadores y sistemas de desenroscado, permiten geometrías complejas, pero añaden costes y riesgos. Estos componentes aumentan el tiempo de mecanizado, la mano de obra de montaje y los requisitos de mantenimiento a largo plazo.
Longevidad de la herramienta:
La vida útil de la herramienta depende de:
- Tipo de resina (rellena o sin rellenar)
- Volumen de producción
- Condiciones de funcionamiento
- Prácticas de mantenimiento
Un molde de mayor coste utilizado en la producción de grandes volúmenes suele ofrecer menor coste por pieza a lo largo de su vida útil en comparación con un molde más barato con una durabilidad limitada.
Calidad y estética de la resina:
Las resinas de mayor calidad y los acabados superficiales cosméticos requieren:
- Mejor calidad del acero
- Mayores niveles de pulido
- Mayor control del proceso
Tipo de utillaje frente a coste de la pieza
En moldes de canal caliente son más caros que los moldes tradicionales de dos placas, eliminan el desperdicio de canales y reducen los costes de mano de obra. En grandes volúmenes, esto suele traducirse en menor coste por pieza, a pesar de la mayor inversión inicial en utillaje.
Por qué el utillaje no debe comprarse sólo por el precio
Los equipos de compras no deben decidir de forma independiente las especificaciones de los moldes. Las decisiones sobre moldes requieren la aportación de:
- Diseñadores de moldes
- Ingenieros de fabricación
- Equipos de producción y calidad
El objetivo no es el molde más barato, sino el molde de bajo coste que produce piezas fiables según las especificaciones.
Información necesaria para un presupuesto exacto de utillaje
Para obtener un presupuesto de utillaje fiable, los compradores deben facilitar:
- Dibujos 2D y archivos CAD 3D
- Especificación del material (resina)
- Tolerancias requeridas
- Requisitos de acabado superficial
- Volumen anual y vitalicio previsto
- Tipo de molde (de dos placas, de tres placas, de canal caliente, etc.)
- Mecanismos especiales (correderas, elevadores, desenroscadores)
- Dimensiones de la pieza y superficie proyectada
- Pieza de muestra (si está disponible)
Consideraciones sobre el diseño y la fabricación de moldes
Los constructores de moldes deben definir:
- Número de cavidades
- Disposición de la refrigeración y colocación de las líneas
- Sistema de eyección
- Diseño de compuertas y guías
- Base del molde y componentes estándar
Hay que cronometrar y calcular el coste de cada fase de fabricación:
- Mecanizado CNC
- EDM
- Tratamiento térmico
- Pulido y texturizado
- Montaje y pruebas
Calendario típico de utillaje
Un molde de inyección estándar suele requerir 4-10 semanas desde el diseño hasta el muestreo T1, en función de la complejidad.
Recurrir a un proveedor que ofrezca tanto utillaje como moldeo por inyección ayuda a evitar retrasos y gastos de envío adicionales.
Recomendaciones finales
- Involucrar a los fabricantes de moldes en las primeras fases del desarrollo del producto
- Implicar a los departamentos de ingeniería, compras y gestión en las decisiones sobre costes.
- Obtenga presupuestos detallados y pormenorizados
- Centrarse en coste total de propiedad, no sólo el precio inicial del molde
Con una planificación adecuada, una mayor inversión inicial en utillaje suele traducirse en menor coste por pieza y mayor rentabilidad a largo plazo.
coste del moldeo por inyección
El coste del moldeo por inyección dependerá de varios factores, como el tamaño y la complejidad de la pieza, el tipo de plástico utilizado y la cantidad fabricada. En general, cuesta más fabricar pequeñas cantidades que grandes cantidades.
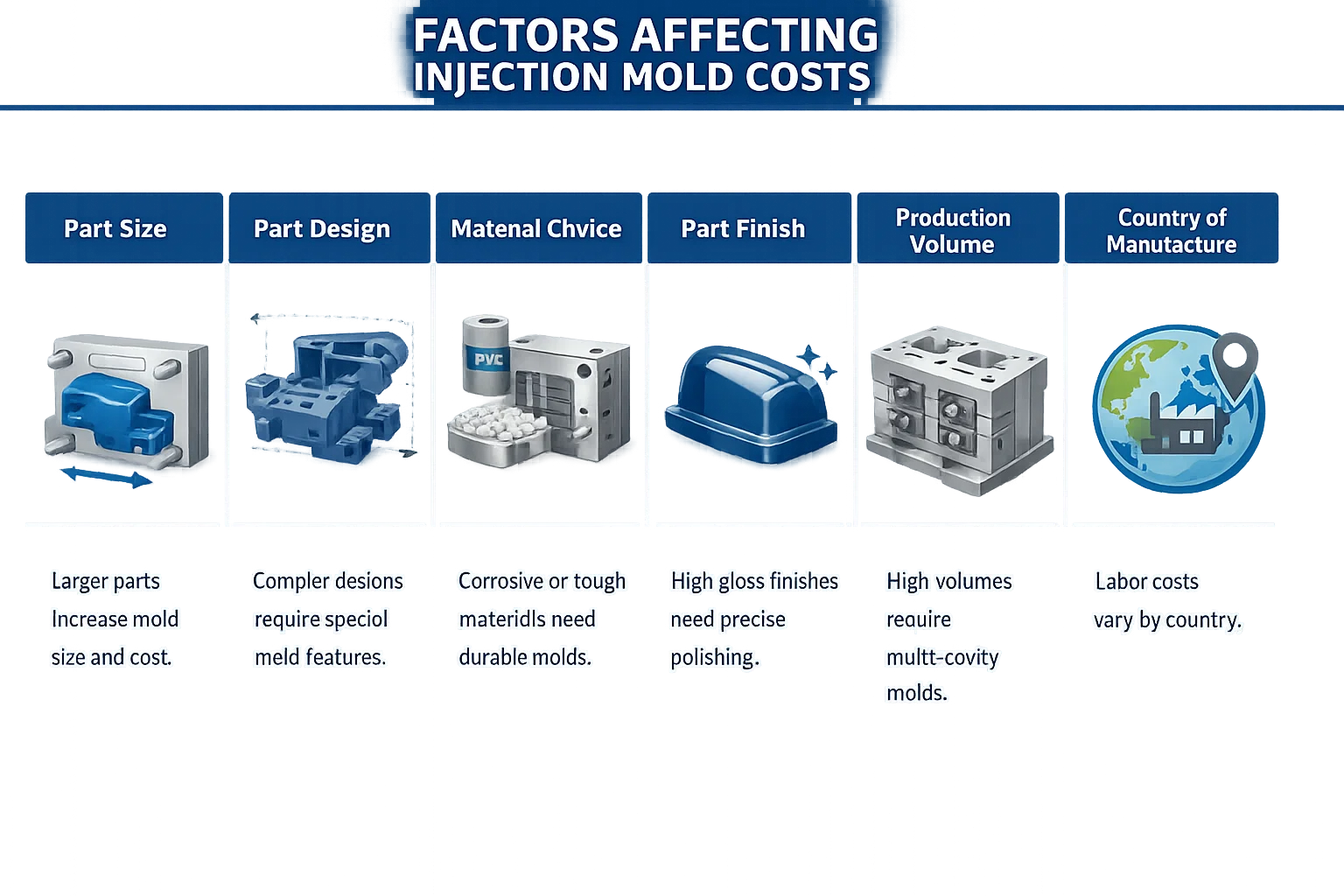
Por qué son importantes para el coste del moldeo por inyección
- Tamaño de la pieza. Piezas más grandes significan un molde más grande, lo que significa que un acero más grande aumentará el coste del acero para el molde de inyección.
- Diseño de piezas Cuanto más compleja es una pieza, más detallado debe ser el molde. Algunas piezas complicadas requerirán que se añadan características especiales, como elevadores o deslizadores. Por lo tanto, debe estar abierto a los consejos de su fabricante de moldes y ver si hay algún lugar en el que pueda alterar el diseño de la pieza para ahorrar en los costes del molde de inyección.
- Materiales: Dependiendo del material de la pieza elegida, el molde de inyección tendrá que ser de un material determinado. Por ejemplo, si se va a utilizar un plástico corrosivo como el PVC, el molde tendrá que ser de acero inoxidable para evitar cualquier daño y, en última instancia, encarecer el precio.
- Requisitos de acabado de la pieza. Cuando las piezas requieran una superficie muy brillante, será necesario utilizar acero más caro y un pulido técnico preciso, lo que encarecerá el precio.
- Volumen de producción. Los moldes de mayor volumen necesitan más cavidades, por lo que el molde será más grande. También requieren un grado de acero superior para que duren más, lo que repercute en el coste del molde de inyección.
- País de fabricación Los salarios varían de un país a otro. Si su molde se fabrica en un país donde los costes laborales son bajos, naturalmente ahorrará dinero. En China, el coste medio de un molde de inyección es alrededor de 40% menos que en las naciones occidentales.
consejos para reducir el coste del moldeo por inyección
Formas prácticas de reducir los costes del moldeo por inyección
A continuación se presentan estrategias probadas para ayudar a mantener los costes de moldeo por inyección lo más bajos posible sin comprometer la calidad o el rendimiento.
Considerar el utillaje blando cuando proceda
El utillaje blando es una alternativa rentable al utillaje duro tradicional de acero o aluminio. Suele utilizar materiales como el poliuretano u otros compuestos flexibles, que son más baratos y rápidos de producir.
Este enfoque es especialmente adecuado para la producción de bajo volumen, la creación de prototipos y el desarrollo de productos en fase inicial. El utillaje blando también ofrece una mayor flexibilidad de diseño y plazos de entrega significativamente más cortos, lo que lo convierte en una opción atractiva para empresas con poca experiencia en moldeo por inyección o con requisitos de diseño cambiantes.
Seleccionar estratégicamente las resinas plásticas
La selección de materiales desempeña un papel fundamental en el control de los costes del moldeo por inyección. Las distintas resinas están diseñadas para diferentes volúmenes de producción y requisitos de rendimiento, y elegir la adecuada puede reducir considerablemente los gastos.
También se pueden ahorrar costes:
- Utilización de resinas que requieren menos energía durante la fusión y el enfriamiento
- Incorporación de plásticos reciclados siempre que sea posible
- Selección de materiales compatibles con herramientas más sencillas y tiempos de ciclo más rápidos
Por ejemplo, la sustitución de piezas de PVC rígido de paredes gruesas por materiales como ABS o polipropileno (PP) puede reducir el consumo de energía gracias a sus diseños de paredes más finas y a un comportamiento térmico más eficiente.
Simplifique el diseño de piezas y moldes
En las primeras fases de diseño no siempre es necesario disponer de dibujos CAD muy detallados. A menudo basta con un boceto básico con descripciones claras y una impresión de la pieza, lo que reduce el tiempo de ingeniería y los costes relacionados con CAD.
La complejidad del diseño repercute directamente en el coste de fabricación. Las piezas con geometrías complejas requieren herramientas más sofisticadas, tiempos de producción más largos y un mayor consumo de material. Del mismo modo, un grosor de pared excesivo aumenta el consumo de material y el tiempo de ciclo, lo que incrementa los costes.
Mantener diseños sencillos y funcionales es una de las formas más eficaces de reducir los gastos en herramientas y en piezas.
Diseñe moldes eficientes, duraderos y con múltiples cavidades
Los moldes de inyección se desgastan de forma natural con el paso del tiempo, especialmente a altas presiones y temperaturas. Diseñar moldes duraderos puede reducir considerablemente los costes a largo plazo. Esto incluye:
- Selección de materiales con la resistencia al desgaste adecuada (por ejemplo, aluminio para volúmenes reducidos, acero para volúmenes elevados).
- Utilización de aleaciones avanzadas como el titanio o el níquel para componentes sometidos a grandes esfuerzos.
- Evitar la complejidad innecesaria del molde
Si se necesitan varias piezas idénticas, un molde con varias cavidades puede mejorar enormemente la productividad y reducir el coste por unidad en comparación con los moldes de una sola cavidad.
Reducir la duración del ciclo
El tiempo de ciclo incluye todos los pasos necesarios para producir una pieza:
- Alimentación de material
- Fusión e inyección
- Enfriamiento y solidificación
- Apertura del molde y expulsión de la pieza
Los tiempos de ciclo más cortos permiten producir más piezas en menos tiempo, lo que reduce los costes unitarios. Optimizar la refrigeración, el grosor de las paredes y el diseño de los moldes puede mejorar drásticamente la eficiencia de los ciclos.
Automatice las operaciones repetitivas
La automatización reduce los costes de mano de obra, aumenta la uniformidad y minimiza el tiempo de inactividad entre ciclos. Los sistemas automatizados también pueden acortar la duración de los ciclos y reducir las lesiones laborales causadas por tareas repetitivas.
Aunque la automatización requiere una inversión inicial, a menudo supone un importante ahorro de costes a largo plazo y una mayor fiabilidad de la producción.
Reutilizar piezas o modelos existentes
Los plásticos son intrínsecamente idóneos para la reproducción. Utilizar como referencia piezas existentes, prototipos o modelos probados puede acortar considerablemente el tiempo de desarrollo y reducir los costes de diseño.
Construir modelos maestros con forma masculina
A la hora de crear modelos maestros, los diseños con forma de macho suelen ser más fáciles y rápidos de duplicar. El uso de un espesor mínimo de metal reduce aún más los costes de material y mecanizado.
Favorecer las características estructurales simples
Maximizar las salidas planas y evitar contornos innecesarios simplifica el utillaje y mejora la eficacia de la fabricación. Las geometrías sencillas son más fáciles de moldear, inspeccionar y mantener.
Elegir bien las estructuras de apoyo
Cada material de la estructura de soporte tiene sus ventajas e inconvenientes:
- Madera: Ligero y barato, pero dimensionalmente inestable
- Hierro fundido: Asequible, pero requiere un gran mecanizado
- Aluminio: Mayor coste de material, pero más rápido de mecanizar
- Acero fundido: La opción más sólida, pero la más cara y lenta
Seleccionar la estructura de apoyo adecuada puede repercutir significativamente en el coste y el plazo totales del proyecto.
Utilizar rellenos para reducir los costes de material
Los rellenos pueden reducir los costes de material y aumentar la dureza y la rigidez cuando no se requiere una gran resistencia. Los rellenos más comunes son la arcilla, el carbonato cálcico, la piedra caliza y el óxido de aluminio. Estos aditivos son especialmente útiles en componentes plásticos grandes o duraderos.
Minimizar la chatarra y los defectos
Los desechos son uno de los principales factores de coste en el moldeo por inyección. Un control de calidad deficiente provoca repeticiones, retrasos y desperdicio de materiales. La implantación de sistemas de inspección eficaces, como la inspección por láser o automatizada, puede identificar los defectos en una fase temprana y reducir significativamente las tasas de rechazo.
Reflexiones finales
Aunque asociarse con un proveedor fiable de moldeo por inyección es esencial, el control de costes depende en última instancia de decisiones de diseño inteligentes, selección de materiales, utillaje eficiente y procesos optimizados. Aplicar estas estrategias de forma holística puede mejorar sustancialmente la rentabilidad y la eficiencia de la fabricación a largo plazo.
