
ABS injection molding is the most common way to manufacture tough, cosmetically finished plastic parts — laptop bezels, automotive trim, power tool housings, LEGO bricks. It works because ABS combines impact strength, dimensional stability, and a paintable surface at a low resin cost (~$1.80–$3.50/kg in 2026). But it is unforgiving: 90% of defects trace back to moisture, melt temperature, or gate design. This guide covers the material, the process parameters that actually matter, the grades engineers actually specify, the seven defects you will see on the floor, and how ABS stacks up against PC, PP, and PC/ABS for material selection.
What Is ABS Injection Molding?
ABS injection molding is the manufacturing process of melting acrylonitrile butadiene styrene resin pellets and injecting the molten plastic into a steel mold cavity under high pressure, where it cools and solidifies into a finished part. It is the default process for producing high-volume thermoplastic parts that require impact strength, dimensional stability, and a paint-ready surface finish.
The “ABS” in the material name refers to its three monomer components, each contributing a distinct property to the final terpolymer:
- Acrylonitrile (A) — chemical resistance, heat stability, hardness
- Butadiene (B) — toughness, impact resistance (the rubber phase)
- Styrene (S) — rigidity, gloss, processability, melt flow
Because ABS is an amorphous thermoplastic (no true melting point — it softens gradually over a range), it is one of the most forgiving polymers to mold and one of the easiest to paint, plate, or vacuum-metallize after molding. That combination is why it dominates consumer electronics and automotive interior production. For a broader overview of how thermoplastics behave in the mold, see our guide to the plastic molding process cycle.
Skip ahead if you already know what ABS is: jump to process parameters, ABS grades, defect troubleshooting, or ABS vs PC vs PP.
ABS Material Properties: What the Data Sheet Actually Means
Every ABS resin data sheet lists the same dozen numbers. Here is what they mean for the part on your bench.
Mechanical Properties
| Property | Typical Value | What It Means For Your Part |
|---|---|---|
| Tensile strength | 40–50 MPa (≈6,500 psi) | Solid for housings and structural covers. Roughly half of polycarbonate’s tensile strength. |
| Flexural modulus | 2,100–2,500 MPa | Stiff enough for snap-fits and ribs. Stiffer than PP, much less stiff than glass-filled nylon. |
| Izod impact (notched) | 200–400 J/m | Excellent impact resistance at room temperature; drops sharply below 0°C. |
| Specific gravity | 1.04–1.06 | Slightly heavier than water. Lighter than PC (1.20), heavier than PP (0.90). |
| Shrinkage (linear) | 0.4–0.7% | Predictable and uniform — one of the reasons ABS holds tolerance well in production. Shrinkage increases with wall thickness; differential shrinkage from non-uniform walls is a primary cause of warpage. |
Thermal Limits — Where ABS Fails
ABS has a glass transition temperature around 105°C and a heat deflection temperature (HDT at 0.45 MPa) of roughly 88–95°C. In plain terms: an ABS part begins to soften and deform above about 80°C in continuous service. That ceiling is the single most common reason engineers reject ABS in favor of PC, PC/ABS, or a heat-stabilized nylon. If your part lives near a heatsink, in an engine bay, or under direct summer sun on a black surface, ABS alone is not the answer.
Hygroscopicity — The #1 Defect Cause
ABS absorbs 0.2–0.4% moisture from ambient air during storage. That water, when injected into a 240°C barrel, vaporizes instantly and creates splay (silver streaks), cloudiness, and internal voids. Drying to below 0.05% moisture content before processing is non-negotiable. We will cover the drying protocol in the next section, but if you take one thing from this guide: most “bad ABS parts” are actually wet ABS parts.
The ABS Injection Molding Process — Step by Step
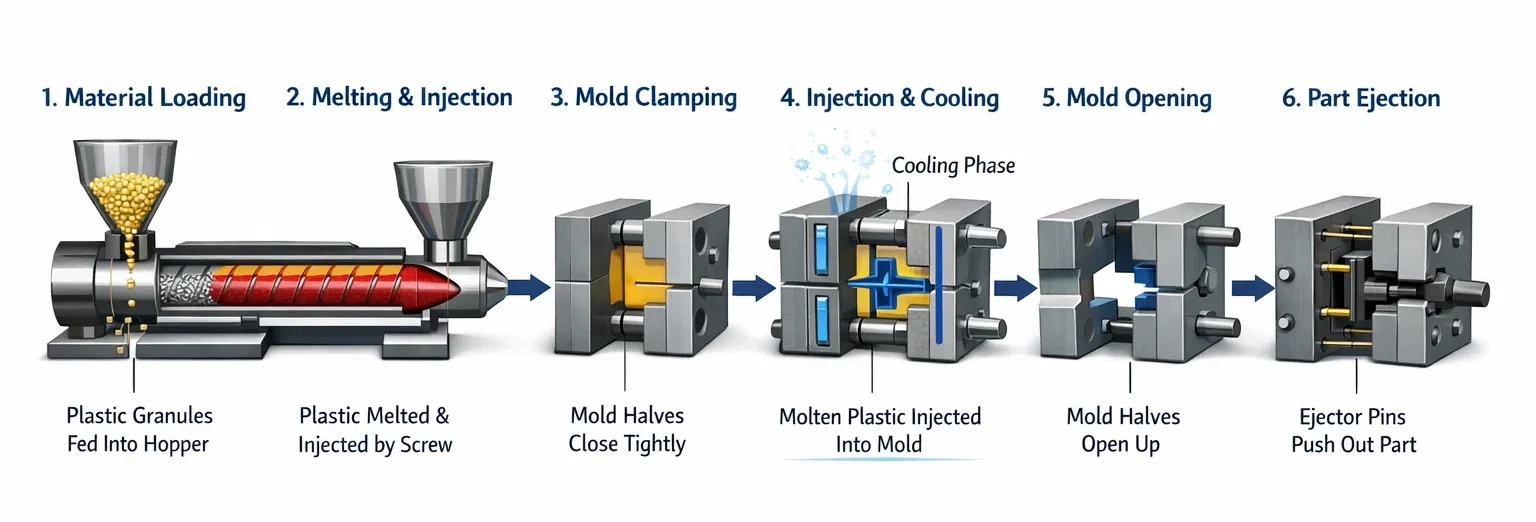
The process has six stages. Each one has a failure mode if mismanaged.
Stage 1 — Drying
Dry ABS pellets in a desiccant dryer at 80–95°C for 2–4 hours (a practical minimum of approximately 1.5–2 hours for standard grades; cosmetic and plating grades require the full 3–4 hours). Target moisture content is below 0.05%. Hopper dryers are acceptable for short production runs; for cosmetic parts and electroplating-grade ABS, use a dehumidifying dryer with a dew point of −40°C or lower. Do not assume new bags of resin are dry — sealed bags absorb moisture through the bag material over weeks of storage. Note: excessively long drying times are also a cause of surface deposits and degradation; follow the resin manufacturer’s recommended window.
Stage 2 — Plasticizing (Melting)
The screw conveys dried pellets through a heated barrel in three zones — feed, compression, and metering. Barrel temperatures ramp from rear (lower) to front (higher) to gradually melt the resin. Typical zone profile for general-purpose ABS:
- Rear zone: 190–210°C
- Middle zone: 210–230°C
- Front zone: 220–235°C
- Nozzle: 5–10°C above front zone to prevent freeze-off
Back pressure for ABS is typically set at 9–18 MPa, which assists in homogenizing the melt and purging trapped air without excessive shear heating.
Stage 3 — Injection
Molten ABS is injected into the closed mold cavity at 50–100 MPa, depending on grade and part geometry. Cavity fill proceeds to approximately 95% of volume under velocity control before switchover to holding pressure. Injection speed for ABS is medium — too fast causes burning and gas marks near the gate; too slow causes short shots and visible flow lines. Shot size utilization should be kept within 20–80% of the machine’s maximum shot capacity for general resins, or 30–50% for engineering grades, to ensure adequate residence time control and melt consistency.
Stage 4 — Packing & Holding
Once the cavity is roughly 95% full, the machine switches from velocity control to pressure control. Holding pressure (typically 50–70% of injection pressure) packs additional material into the cavity to compensate for shrinkage as the part cools. A cushion of approximately 5–10% of the shot stroke should be maintained to confirm pack is sustained throughout the hold phase. Insufficient hold = sink marks. Excessive hold = flash and overpacked, stressed parts.
Stage 5 — Cooling
Mold temperature controls both cycle time and surface finish. For ABS, 40–80°C is the standard working range (confirmed by cavity temperature data for thermoplastics):
- 40–60°C — faster cycles, matte finish, acceptable for hidden structural parts
- 60–80°C — slower cycles, glossy finish, required for cosmetic and chrome-plated parts
Higher mold temperature also improves weld line strength by 10–15%, reduces residual stresses, produces a more uniform structure, and lowers post-shrinkage. The tradeoff is increased cycle time — approximately 2% additional time per degree of mold temperature increase. Cooling water circuits should maintain a flow rate of 20–30 L/min per circuit to ensure turbulent (Re ≥ 10,000) heat transfer, with inlet-to-outlet temperature differential kept to 2–4°C to prevent uneven cooling and warpage.
Cooling time is typically 50–70% of the total molding cycle and scales approximately with the square of the wall thickness. As a practical reference for ABS at 3 mm wall thickness, expect approximately 18–25 seconds of cooling time at normal mold temperatures. For a deeper dive into cooling system design and optimisation, see our dedicated guide on injection mold cooling.
Stage 6 — Ejection
The mold opens and ejector pins push the part out. Draft angle requirements for ABS (see Mold Design section for full details). Ejector stroke should exceed the point of full part release by 1–2 mm to ensure clean ejection. Ejector pins, sleeves, and stripper plates should maintain a clearance of at least 3–5 mm from cooling circuits and fastener holes. For large flat parts with thin walls, stripper plates are preferred over concentrated pin ejection to prevent sink marks and distortion.
Critical Process Parameters (With Defect Trade-offs)
The numbers below are the working ranges for the three most common ABS grades. Use them as starting points; final values depend on machine, mold, and part geometry.
| Parameter | General-Purpose ABS | Heat-Resistant ABS | Flame-Retardant ABS |
|---|---|---|---|
| Melt temperature | 220–240°C | 240–260°C | 220–250°C |
| Mold temperature | 40–80°C | 60–85°C | 50–75°C |
| Injection pressure | 50–100 MPa | 60–100 MPa | 60–100 MPa |
| Back pressure | 9–18 MPa | 9–18 MPa | 9–15 MPa |
| Injection speed | Medium | Medium–slow | Slow–medium |
| Holding pressure | 50–60% of injection | 50–65% of injection | 45–55% of injection |
| Drying time | 2–4 hr @ 80°C | 3–4 hr @ 90°C | 3–4 hr @ 80–85°C |
Melt Temperature — The 270°C Ceiling
Above 270°C the butadiene rubber phase degrades. Visible signs: brown discoloration at the gate, loss of impact strength in finished parts, and a sharp, acrid smell from the barrel. High melt temperatures also accelerate deposit formation on mold surfaces near gates and venting zones, which manifests as topography defects and gloss variation after several thousand cycles. If you suspect thermal degradation, the cure is not “more cooling” — it is reducing barrel temperature and screw RPM, and inspecting the check ring for material trapped behind it.
Mold Temperature — Trading Cycle Time for Gloss
This is the most underused lever in ABS molding. Increasing mold temperature from 50°C to 75°C will typically add 4–8 seconds to your cycle but transforms a mediocre matte surface into a high-gloss finish that may not need painting at all. For cosmetic consumer goods, this is a margin lever. The mold temperature controller setpoint alone is not sufficient — the actual cavity surface temperature should be measured directly (via surface pyrometer or cavity temperature sensor), as the two can differ significantly depending on cooling circuit layout and efficiency.
Injection Pressure — Why ABS Needs More Than PS
ABS melt viscosity is higher than polystyrene, so injection pressure runs 10–30% higher for the same geometry. Too low: incomplete fill, hazy surface, parts pulling away from the cavity wall. Too high: flash at the parting line, ejection problems, and accelerated mold wear. ABS exhibits strong shear-thinning behavior, meaning that increasing injection speed (shear rate) reduces viscosity and aids filling — but excessive injection speed drives the diesel effect in poorly vented areas.
ABS Grades — Which One Do You Actually Specify?
“ABS” on a drawing is not a complete specification. There are at least six families of ABS grades, and choosing the wrong one is a common cause of mid-program tooling changes.
General-Purpose ABS (Medium-Impact)
Balanced impact, stiffness, and processability. High strength, high modulus, and good flow. Use for: consumer electronics housings, office equipment, non-cosmetic structural parts. This is the default if no other requirement dominates.
High-Impact ABS
Higher butadiene content (more rubber phase); excellent impact strength with a good overall property balance. Use for: power tool housings, drop-tested cases, sporting goods. Trade-off: slightly lower stiffness and lower processing temperature window. Super-impact grades further optimize for ductility at low temperatures and hot strength.
Heat-Resistant ABS
Modified for HDT up to 100–105°C. Use for: automotive interior parts near vents, appliance components, kitchen tools that see steam. Often where engineers should be specifying PC/ABS instead.
Flame-Retardant ABS
Compounded with halogenated or non-halogenated flame retardants to UL 94 V-0 or V-1. Use for: electrical enclosures, battery housings, IT equipment. Premium of roughly 20–40% over GP ABS, and tighter processing window. Note that flame-retardant additives are a known cause of deposit formation on mold surfaces under high shear or elevated melt temperatures — process control is critical. For battery enclosures specifically, see our notes on cost-effective battery case mould solutions.
Plating-Grade ABS
Engineered specifically for the chrome electroplating process: tightly controlled butadiene particle size and distribution to allow the etching step to create the mechanical key the chrome layer needs. Use for: automotive grilles, faucet handles, cosmetic chrome trim. Do not substitute regular ABS — the plating will fail QC.
Glass-Filled ABS
Typically 10–30% glass fiber. Use when stiffness and dimensional stability matter more than impact resistance or surface finish. Shrinkage drops to 0.2–0.4% and becomes directional (anisotropic) — cavity dimensions must account for flow direction. Gate cross-section for glass-filled ABS should be approximately 10% larger than for the equivalent unfilled grade to reduce shear and fiber breakage. Specify hardened steel cavities — glass fiber is significantly more abrasive on tooling.
Mold Design Rules for ABS
Most ABS defects are designed into the part long before the first shot. These are the rules that prevent the expensive ones. For a complete framework covering all materials and geometries, see our guide to design for manufacturability (DFM) in injection molding.
Wall Thickness
The recommended range for ABS is 1.2–3.5 mm, with 2.0–2.5 mm being the most production-friendly range. More important than the absolute number: keep wall thickness uniform. Variation within a single part should be controlled to within ±25% of the nominal wall thickness. Sudden thickness transitions cause differential cooling, which causes warpage. Where transitions are unavoidable, taper them over a distance of at least 3× the thickness difference. Ribs should be 40–60% of the adjacent wall thickness (never more than 60%) and no taller than 2.5–3× the base wall thickness, with a root radius of 0.25–0.4× the wall thickness. Boss outer wall thickness follows the same 40–60% rule; the base section under a boss should be 70–90% of nominal wall to avoid sink without creating a stress riser.
Draft Angles
- General exterior surfaces: 0.5–1° (1° is a practical production minimum)
- Deep cavity interior surfaces: 1–2°
- Light texture (SPI B-grade equivalent): 1–2°
- Heavy texture / leather grain: 1–3° (increase with texture depth)
- High-gloss / mirror polish surfaces: 0.25–0.5° (combine with optimized ejection layout)
- Rib side faces and Boss outer walls: 0.5–1.5°
- Boss inner bore: approximately 0.5°
Gate Selection
For most ABS parts, edge gates and tab gates are the right choice. They handle ABS’s medium-high viscosity well and produce clean, consistent fill. General gate sizing guidance:
- Gate cross-sectional area: typically 3–9% of the runner cross-sectional area
- Gate land length: 0.5–1.0 mm for thin-wall, high-speed parts; 1.0–1.5 mm for thicker, slower-fill parts — shorter lands are always preferred as they reduce pressure loss and promote faster gate freeze
- Edge/side gate depth: 0.5–2.0 mm, approximately 1/3–2/3 of local wall thickness
- Edge/side gate width: 1.5–5 mm, or 2–3× the gate depth
- Pin-point / tunnel gate diameter for ABS: 0.8–1.2 mm for small parts; 1.5–2.5 mm for larger parts
Pin-point and tunnel gates work for small parts but require careful sizing — undersized gates cause excessive shear heating and gate-area stress whitening. For ABS specifically (a good-flow material), gate dimensions can be taken toward the lower end of these ranges to facilitate fast freeze-off. Avoid placing gates such that the melt front hits a wall directly (jetting risk) or such that flow must pass through a thin section before filling a thick one (race-tracking and air entrapment).
Runner sizing: sprue diameter 4–8 mm for small-to-medium parts; runner diameters 4–7 mm (slightly smaller than the sprue). Cold slug wells should have a volume equal to at least 1–2× the cross-sectional volume of the connected runner section and should be located at the sprue base, runner bends, and ahead of gates.
Venting
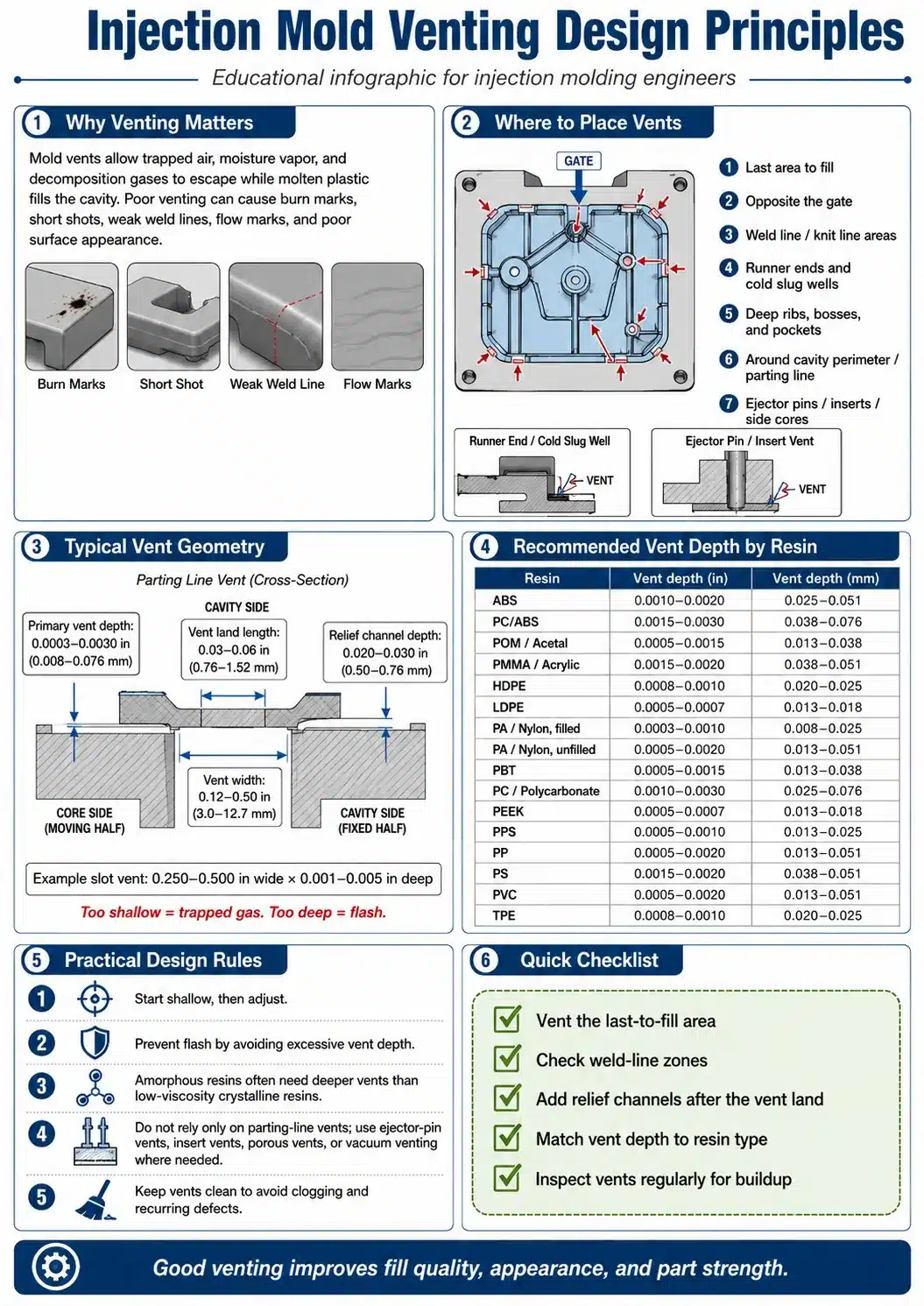
ABS is gas-prone. Vent at every location where flow fronts will meet (weld lines) and at the last point of fill. Vent channel dimensions:
- Vent depth (clearance at cavity face): 0.02–0.05 mm (start at 0.02–0.03 mm for ABS; increase only if burn marks persist)
- Vent land width (the narrow portion at the cavity): approximately 1.5 mm
- Vent channel width: 3–12 mm
- Relief channel behind vent land: open to atmosphere via a deeper channel (typically 0.5–1.0 mm deep)
Inadequate venting shows up as burn marks, short shots in corners, and reduced part strength at weld lines. Note that the vent gaps of 0.01–0.04 mm are small enough to prevent ABS melt from flashing through, because the thermoplastic flow front skin (approximately 0.01–0.02 mm thick) self-seals at those gap sizes. For a thorough explanation of why venting matters and how to get it right, see why venting is important and our detailed guide on mold venting.
Cooling Circuit Design
Cooling is the dominant variable in cycle time, part quality, and warpage. Key design parameters:
| Wall Thickness (mm) | Cooling Channel Diameter (mm) | Channel-to-Cavity Distance (mm) | Channel Pitch / Spacing (mm) |
|---|---|---|---|
| 1–2 | 6–8 | 10–15 | 30–40 |
| 2–4 | 8–10 | 15–20 | 40–60 |
| 4–6 | 10–12 | 18–25 | 50–70 |
| >6 | 12–14 | 20–30 | 60–80 |
General rules: channel-to-cavity distance = 1.5–2× channel diameter; channel pitch = 2–3× channel diameter. Cooling channels must clear ejector pins, guide pillars, and fastener holes by at least 5 mm. Water fittings should be set back at least 26 mm from the mold edge to accommodate standard connectors. For deep cores and long pins, use baffles or bubblers on dedicated circuits. Aim for a mold temperature differential between cavity and core halves of no more than 5°C to avoid warpage from asymmetric cooling.
Shrinkage Allowance
Design the cavity 0.5% larger than the nominal part dimension for general-purpose ABS. For glass-filled grades, shrinkage drops to 0.2–0.4% — and becomes directional, which means cavity dimensions need to account for flow direction. Shrinkage increases with wall thickness; the cavity dimension tolerance for ABS parts typically runs ±0.05–0.25 mm depending on part size and specification level. For more on how wall thickness affects shrinkage and mold cost, see our article on how wall thickness and gate placement affect mold cost.
The 7 Most Common ABS Defects — and How to Fix Them
Every ABS production run will, at some point, throw one of these defects. The fix is almost always upstream of where the defect shows up. For a comprehensive reference covering defects across all materials, see our injection molding defect troubleshooting guide. The Society of Plastics Engineers (SPE) also maintains a widely-used knowledge base on plastics processing defects that engineers regularly consult.
1. Splay / Silver Streaks
Looks like: Silvery comet-tail marks radiating from the gate.
Root cause: Moisture in the resin (the most common cause — called moisture splay or silver-streaking) or thermal degradation from burning the resin. Moisture splay affects both appearance and physical properties. Burn splay is generally accompanied by degradation of impact strength.
Fix: Verify drying — moisture meter on the pellet, not assumption, and follow the grade-specific drying procedure. If drying is verified, lower the barrel front-zone temperature by 10°C and re-check. Minor splay can be covered with paint; major splay with cell structure that can be separated by fingernail is not paintable — resolve at the process level.
2. Sink Marks
Looks like: Dimples on the surface opposite a thick rib, boss, or wall section.
Root cause: Insufficient packing pressure or gate freezing before the thick section solidifies. The underlying design cause is ribs or bosses that are too thick relative to the adjacent wall — both should be 40–60% of the base wall, and boss base sections 70–90%.
Fix: Increase holding pressure 10%, extend hold time. If gate is freezing too early, increase gate size or relocate to feed the thick section directly. Design fix: core out the thick section, target 60% of nominal wall for ribs. See our dedicated article on solving sink marks in injection molding for more options.
3. Warpage
Looks like: Part twisted, bowed, or out of flatness after ejection.
Root cause: Uneven cooling — one side of the mold runs hotter than the other, or wall thickness varies across the part, creating differential shrinkage. In glass-filled ABS grades, anisotropic shrinkage (different in flow vs. cross-flow direction) is a major additional contributor.
Fix: Verify both halves of the mold are within 5°C of each other (use a surface pyrometer, not the controller setpoint). Balance the cooling circuit. If walls are uneven, redesign before re-tooling. Keep wall thickness variation within ±25% of nominal across the part.
4. Weld Lines
Looks like: Visible line where two flow fronts meet, often weakened.
Root cause: Cold melt fronts merging without re-fusing, or trapped gas at the merge point.
Fix: Raise melt and mold temperatures, add venting at the weld location, and consider relocating the gate to push the weld to a less critical area. Increasing mold temperature by 10–15°C can meaningfully improve weld line strength. See also our case study on why weld lines are weak and how to fix them.
5. Burn Marks
Looks like: Black or brown discoloration at the end of fill, often in corners or pockets.
Root cause: Trapped air compressed and ignited (diesel effect) by the advancing melt. Inadequate venting is the primary cause; excessive injection speed amplifies the effect.
Fix: Add venting at the burn location. Reduce injection speed in 10% increments. Do not assume “more pressure will push it through” — pressure makes diesel effect worse. Lower barrel temperatures if burning is at the gate area.
6. Short Shot
Looks like: Incomplete part, missing geometry at the end of fill path.
Root cause: Insufficient melt volume, low pressure, premature freeze-off, or blocked vents. From a runner-system perspective: gate diameter too small (start at 1.0 mm and step up to 1.2–1.6 mm), runner diameter too small (increase by 0.5–1.0 mm increments), or flow-length-to-thickness ratio (L/T) exceeding approximately 150:1 for the thin sections.
Fix: Increase shot size, raise injection pressure 10%, raise melt temperature 5–10°C, and check that vents are clear. If L/T is the root cause, either move the gate closer to the short-fill region, add a secondary gate, or locally increase wall thickness in the starved zone.
7. Flash
Looks like: Thin film of plastic at the parting line, around inserts, or at ejector pins.
Root cause: Excessive injection or holding pressure, low clamp force, or a worn parting line.
Fix: Reduce holding pressure 5–10%, verify clamp tonnage is appropriate. Clamp force estimation: Clamp force (kN) ≈ Cavity pressure (MPa) × Projected part area (cm²) × Safety factor (1.1–1.3). As a rough field check, projected area in cm² × 3–5 kN/cm² gives a reasonable minimum clamp estimate for ABS. If the mold itself is worn, repair or replace before continuing production. Our flash defect case study on a large grid mold walks through a real-world resolution.
ABS vs PC vs PP vs PC/ABS — Material Selection
This is where most material selection mistakes happen. The data first, then how to read it.
| Property | ABS | PC | PP | PC/ABS |
|---|---|---|---|---|
| Tensile strength (MPa) | 40–50 | 60–70 | 25–40 | 50–65 |
| Izod impact (J/m) | 200–400 | 600–900 | 40–80 | 500–800 |
| HDT @ 0.45 MPa (°C) | 88–95 | 130–140 | 80–100 | 110–125 |
| Specific gravity | 1.04–1.06 | 1.20 | 0.90 | 1.10–1.15 |
| Mold temperature (°C) | 40–80 | 80–110 | 20–70 | 70–90 |
| Wall thickness (ABS DFM) | 1.2–3.5 mm | 1.0–3.0 mm | 1.2–3.0 mm | 1.5–3.0 mm |
| Cost (USD/kg, 2026 spot) | $1.80–$3.50 | $3.50–$6.00 | $1.20–$2.00 | $3.00–$5.00 |
| UV resistance | Poor | Fair (stabilized) | Poor | Fair |
| Transparency | Opaque | Transparent | Translucent | Opaque |
| Paint/plate adhesion | Excellent | Good | Poor (needs primer) | Excellent |
Pick ABS When…
You need a general-purpose housing or trim part with good impact, a paint-ready or plate-ready surface, and budget pressure. Indoor or short-term outdoor use. Operating temperature below 80°C continuously.
Pick PC When…
The part is impact-critical (safety helmets, machine guards), needs transparency, or sees continuous service above 100°C. Accept the cost premium and the slightly more demanding processing window. See our guide on polycarbonate injection molding for full processing parameters.
Pick PP When…
The part needs a living hinge, chemical exposure resistance (cleaners, mild acids), or food contact in a non-cosmetic role. Lowest cost. Accept that PP will not paint or glue easily without surface treatment.
Pick PC/ABS When…
You want PC’s heat and impact performance with ABS’s processability and cosmetic finish. Automotive interior parts (instrument panels, pillar trim) are the canonical use case. Cost sits between ABS and PC; processing is closer to ABS. Mold temperature for PC/ABS runs 70–90°C — higher than standard ABS — which must be reflected in the mold cooling design. For the PC/ABS blend specifically, see our article on PC/ABS injection molding.
Mold Steel Selection
Steel choice drives tooling cost, tool life, and achievable surface finish. Here is the practical selection guide for ABS injection molds. For a complete reference on steel grades used in the industry, see our mould steel guide. The American Iron and Steel Institute (AISI) publishes the official grade classifications that underpin the P20, H13, and S136 designations used industry-wide.
| Steel | Type | Typical Hardness | Best Use Case |
|---|---|---|---|
| P20 (1.2311) | Pre-hardened | 28–32 HRC | Medium-volume general ABS parts, standard appearance, ordinary structural components |
| 2738 (P20+Ni) | Pre-hardened, large section | 30–36 HRC | Large molds, thick cross-sections requiring uniform hardness through the block |
| S136 (stainless) | Martensitic stainless | Annealed 190–230 HB; hardened 48–54 HRC | High-gloss mirror-finish ABS, plating-grade ABS, medical-grade, humid or corrosive environments |
| NAK80 | Age-hardened, pre-hardened | 38–42 HRC | High cosmetic ABS parts, mirror polish, fine texture detail, good weld-repair repairability |
| H13 (1.2344) | Hot-work tool steel | 44–50 HRC (hardened) | High-temperature zones, glass-filled ABS (abrasive), hot runner seat areas, high-wear inserts |
Applications by Industry
Automotive
Interior trim, dashboards (often PC/ABS), wheel covers, mirror housings, console parts. ABS dominates non-structural interior surfaces because of its paint and chrome-plating compatibility. For a broader look at plastics in automotive manufacturing, see our article on injection molding for the automotive industry.
Consumer Electronics
Laptop bezels and bottom cases, keyboard keys, router and modem housings, TV remote bodies, headphone shells. The combination of impact resistance, EMI-shielding compatibility, and cosmetic finish keeps ABS as the default.
Appliances
Vacuum cleaner housings, blender bodies, coffee maker shells, hair dryer cases. ABS handles the thermal envelope of most small appliances and accepts the in-mold decoration these products use.
Toys
LEGO is the iconic example — every standard brick is high-precision injection-molded ABS, with tolerances around ±10 microns. Action figures, building toy components, and model kits all rely on ABS for the same reasons.
Medical (Non-Implantable)
Device housings, diagnostic equipment enclosures, disposable instrument handles. Medical-grade ABS is available with USP Class VI biocompatibility and gamma sterilization compatibility, but ABS is not used for implantable or long-term tissue-contact applications. See our complete guide to medical device injection molding and FDA compliance for regulatory requirements. The FDA also publishes guidance on biocompatibility requirements for medical device materials that engineers specifying medical-grade ABS must review.
Post-Processing & Finishing for ABS
ABS is the most finish-friendly commodity thermoplastic on the market. This is often the reason it gets specified over a technically superior material.
- Painting — Adhesion is excellent without primer for most paint chemistries. Acrylic, polyurethane, and epoxy paints all bond well. Note that splay from moisture or burning cannot reliably be concealed with paint — minor splay with smooth cell structure can be covered; major splay with separable cell structure will eventually fail under the paint film.
- Electroplating — ABS is the only commodity thermoplastic with mature, reliable chrome plating. Requires plating-grade resin and a chrome-acid etch step that micro-roughens the surface for mechanical key.
- Vacuum metallizing — A thin aluminum layer applied in a vacuum chamber, used for reflectors and decorative finishes.
- Pad printing & laser engraving — Both work well on ABS without special surface preparation.
- Solvent welding — ABS bonds to itself permanently with acetone or MEK-based solvents. Useful for assemblies that cannot use mechanical fasteners.
- Annealing — For dimensionally critical ABS parts or parts that will be subjected to additional stresses (press-fits, solvent exposure), annealing at the resin grade’s HDT at 264 psi in an air-circulating oven for 1–2 hours reduces molded-in stress. Cool slowly (oven-off cooldown) to prevent thermal shock and re-introduction of stresses.
- EMI/RFI shielding — ABS housings accept conductive paint, vacuum metallizing, or electroless plating for electromagnetic shielding in electronics enclosures.
For a reference on achievable surface finishes and the SPI standard finish grades, see our article on injection molding surface finish. The Plastics Industry Association (PLASTICS) maintains the SPI surface finish standards referenced throughout the industry.
Sustainability, Recyclability & Regulatory
ABS is recyclable (resin identification code 7) and can be mechanically reprocessed multiple times with modest property loss. Recycled-content ABS grades — typically 25–50% post-industrial content — have become commercially available from major resin suppliers as consumer electronics brands push for sustainability commitments. Property loss in recycled ABS is real but acceptable for non-cosmetic structural parts.
Common regulatory requirements ABS can meet, with the right grade:
- UL 94 — V-0, V-1, V-2, or HB flame ratings available in flame-retardant ABS grades
- RoHS & REACH — Standard ABS is compliant; verify with the specific resin data sheet for restricted substances
- California Prop 65 — Compliance depends on additives, especially in flame-retardant grades
- FDA food contact — Available in specific FDA-compliant grades for non-implantable, intermittent food contact
- USP Class VI — Medical-grade ABS meeting biocompatibility requirements for non-implantable medical devices
ABS is not the right choice for outdoor products without UV stabilization, food-contact applications under direct heat (PP is better), or any application above 100°C continuous service. For a broader look at regulatory standards across materials and markets, see our guide to regulatory standards in injection molding. UL’s UL 94 flammability standard overview is essential reading when specifying flame-retardant ABS grades.
How to Choose an ABS Injection Molding Supplier
The material is half the equation. The other half is whether the supplier can actually run it to spec.
10-Point Supplier Evaluation
- DFM feedback before quoting — A supplier who quotes without flagging your wall thickness issues will not flag your defect issues either.
- In-house tooling capability — Outsourced tooling adds 2–4 weeks of lead time and a layer of finger-pointing when problems arise.
- Drying equipment specification — Hopper dryers vs. desiccant dryers vs. dehumidifying dryers. For cosmetic ABS, dehumidifying is required.
- Mold steel and cavity count — P20 is acceptable for prototype tools; NAK80 or S136 for high-cosmetic production; H13 for glass-filled grades. Cavity count drives unit cost more than any other factor.
- Process monitoring — Scientific molding, in-cavity pressure sensors, and statistical process control separate production-grade suppliers from job shops.
- Quality certifications — ISO 9001 is the baseline. ISO 13485 for medical, IATF 16949 for automotive.
- Material traceability — Resin lot numbers tied to part production lots. Required for medical and automotive; useful everywhere.
- Secondary operations in-house — Painting, plating, assembly. Each external handoff adds cost and lead time.
- Sample part inspection — Ask for parts from an existing program with comparable geometry. Look at gate quality, weld lines, sink marks on the actual sample.
- References from comparable customers — Specifically: customers with parts of similar volume, complexity, and cosmetic requirements.
Ready to Get an Accurate Quote?
Topworks combines deep injection molding expertise with structured project management — so your next project lands on time, on spec, and on budget.
Red Flags
- Quote arrives without questions about tolerances, surface finish, or part function
- Sample parts shown are visibly different from claimed specifications
- “We can make anything” — generalists rarely run ABS to cosmetic standards
- Tooling lead times that are dramatically shorter than industry norm without explanation
For a comprehensive checklist of what to watch for when sourcing from China, see our guide on red flags when sourcing injection moulding in China and our article on choosing the right injection molding manufacturer in China.
Frequently Asked Questions
What is ABS injection molding used for?
ABS injection molding produces durable plastic parts for consumer electronics housings (laptops, keyboards, routers), automotive interior trim and dashboards, household appliances (vacuum cleaners, blenders), toys (LEGO bricks), power tool housings, and non-implantable medical device enclosures. It is chosen when a part needs impact strength, dimensional stability, and a paint- or plate-ready surface finish at a moderate cost.
What temperature is ABS injection molded at?
Melt temperature for ABS injection molding is typically 220–240°C for general-purpose grades, 240–260°C for heat-resistant grades, and around 220–235°C for most standard grades. Mold temperature ranges from 40–80°C, with higher mold temperatures producing glossier surface finishes. Exceeding 270°C causes thermal degradation of the butadiene rubber phase, leading to discoloration and loss of impact strength.
What are the disadvantages of ABS injection molding?
ABS has a continuous service temperature ceiling of around 80°C, poor UV resistance without additives, moderate chemical resistance (attacked by ketones, esters, and chlorinated solvents), and high moisture absorption that requires careful drying before processing. It is also not suitable for outdoor applications without UV stabilization, transparent parts (use PC), or applications requiring food contact under heat.
Is ABS stronger than PP?
Yes. ABS has roughly 50–80% higher tensile strength than polypropylene (40–50 MPa vs. 25–40 MPa) and substantially higher impact resistance and stiffness. PP offers better chemical resistance and lower cost, but ABS is the stronger structural material.
How much does ABS injection molding cost?
Resin cost in 2026 ranges from $1.80–$3.50 per kg for standard grades, with flame-retardant and plating grades at the higher end. Tooling cost ranges from roughly $3,000 for a single-cavity aluminum prototype mold to $80,000+ for a multi-cavity hardened steel production mold. Unit cost depends on part weight, cycle time, and tooling amortization across volume; a typical small consumer electronics housing falls between $0.30 and $3.00 per part at production volumes. For a detailed breakdown, see our guide to mastering injection molding costs.
Can ABS be food-safe?
Specific FDA-compliant ABS grades exist and are approved for intermittent, non-heated food contact (utensil handles, container exteriors). Standard ABS is not food-safe by default — always verify with the resin data sheet. For sustained food contact under heat, PP or PET is the better choice.
Is ABS recyclable?
Yes. ABS is resin code 7 and can be mechanically recycled. Recycled-content ABS grades with 25–50% post-industrial content are commercially available, with property loss that is acceptable for non-cosmetic structural parts. ABS is also one of the easier engineering thermoplastics to recycle because it is amorphous and tolerates multiple heat histories.
What is the difference between ABS and PC/ABS?
PC/ABS is an alloy that combines polycarbonate’s heat resistance and impact strength with ABS’s processability and cosmetic finish. It costs more than ABS but less than PC, with heat deflection temperature around 110–125°C compared to 88–95°C for ABS. PC/ABS requires a mold temperature of 70–90°C (versus 40–80°C for ABS) and melt temperature of 250–280°C. PC/ABS dominates automotive interior parts (instrument panels, pillar trim) where ABS alone would fail the heat-aging specification.
This guide covers the engineering fundamentals of ABS injection molding. For project-specific material selection or DFM review, the right next step is a conversation with a manufacturing engineer who can evaluate your part drawings against your end-use requirements.

