





Polycarbonate Injection Molding in China (Optical Lens, LED Covers, Thick-Wall PC)
Table of Contents
Key material & process specs
| Property | Value |
|---|---|
| Tensile strength | 55–75 MPa — stronger than ABS |
| Impact resistance | 600–900 J/m notched Izod |
| Light transmittance | Up to 90% on optical-grade, if you run it right |
| Shrinkage rate | 0.5–0.7% — tight and predictable |
| Drying required | 110–120°C for 4–6 hrs. Moisture below 0.02% |
| Mold temperature | 80–120°C. This is where clarity is won or lost |
PC grades Topworks molds
Common PC defects Topworks controls
Wet PC will silver-streak every shot. That’s where most clear-part jobs die. Polycarbonate injection molding looks simple on paper — heat, pack, cool — but PC punishes any shortcut on drying, venting, gating, or cooling. Get those four right and PC gives you toughness, heat tolerance, and real optical clarity.
Topworks handles DFM → tooling → sampling → production for PC parts. Our bread and butter: optical lenses, LED lighting covers, and thick-wall PC housings where most shops won’t quote.










Want a faster quote? Send the drawing, the PC grade, and the cosmetic requirement. We’ll come back with a tooling approach and feasibility notes — usually within a day. Contact Topworks
We’ve been cutting PC molds for 10+ years. Thick-wall is the job nobody else wants — bubbles and sink ruin most shops’ first samples. Our process is documented in our Polycarbonate Processing SOP. Read it before you brief any supplier.
Ready to Get an Accurate Quote?
Topworks combines deep injection molding expertise with structured project management — so your next project lands on time, on spec, and on budget.
Our services cover Optical Design, Precision Optical Mold Making, Optical Injection Molding, plus per-project surface finishing.
Trusted by Engineers & Product Teams Worldwide
“I'm glad to inform you that all plastic parts are perfect!!! We are delighted, and therefore there are good chances to continue our relationship for any coming new project.”

“Steven is a very detail-oriented project manager and engineer who can solve problems creatively and also provides excellent service. It was a pleasure working with him.”

What we mold in PC
Five categories make up most of our PC work. Lenses and LED covers are the hardest of the five.
- Automotive components — taillight inners, interior brackets, connector housings.
- Medical device housings
- Aerospace and industrial parts that need to take a hit and keep their shape
- Electronics enclosures
- Optical lenses and LED lighting covers
Capability note: our maximum wall thickness on a PC part hits 3 cm on project-based jobs. That’s three times what most shops will touch. We hold sink and internal bubbles in check by balancing gate position, hold pressure, and cooling — not by hoping the part comes out.
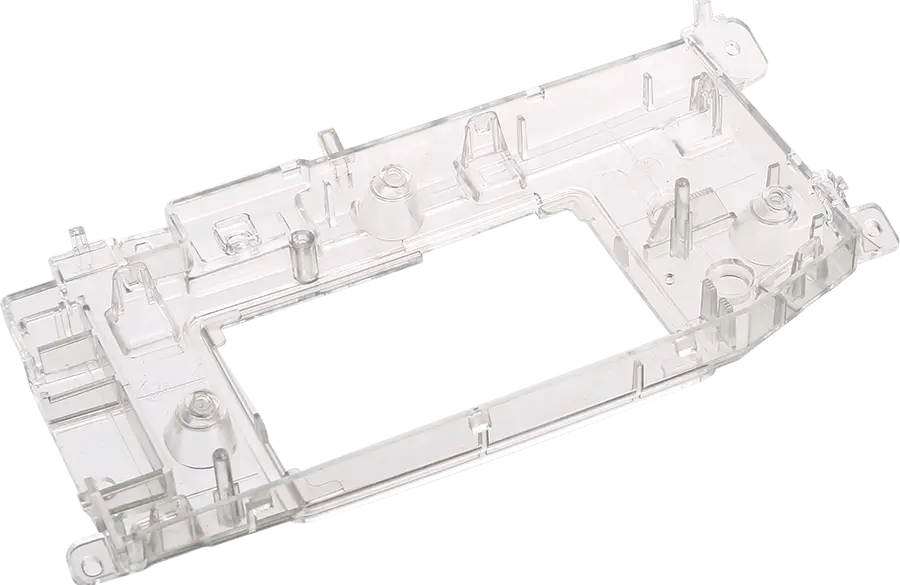
Thick-wall PC case (no bubbles, no sink)
Here’s an 18 mm wall PC part we ran. The brief was simple. The execution was not. Three targets: smooth cosmetic surface, no internal bubbles, no sink. We hit all three on T2.




How to choose a reliable China PC molding supplier
The right China PC molding supplier predicts the result before steel is cut. The wrong one quotes low and improvises. Ask them what clarity, stress, shrink, and cosmetic acceptance will look like at T1. If they can’t answer in numbers, that’s your answer.
Supplier evaluation checklist (PC-specific)
Five questions. Ask all five before you place a PO.
- Drying & moisture control: PC drinks water from the air. Ask the dryer temp, dwell time, and how they store opened bags between shifts. A vague answer here means silver streaks later.
- Venting & gating: where will the gate sit, and how do they vent the last-fill area? Trapped gas turns into burn marks.
- Cosmetic definition: A/B/C surfaces confirmed in writing before steel is cut.
- Sampling: first-article dimensional report, plus photos or video under controlled lighting. Not a single phone-cam shot under workshop fluorescents.
- Tool ownership and upkeep: who maintains the mold, who pays for wear inserts, and what shot count triggers refurbishment?
If your supplier can’t answer this list cleanly, that’s your answer.
Why those important for injection molding cost
- Part size- bigger parts mean a bigger mold, which means that bigger steel will increase the steel cost for the injection mold.
- Part design- the more complex a part is, the more detailed the mold has to be. Some complicated parts will require special features to be added, such as lifters or sliders. Therefore, you should be open to advice from your mold maker and see if there’s anywhere that you can alter the part design to save on injection mold costs.
- Materials: Depending on the part material of choice, the injection mold will have to be made of a particular material. For instance, if corrosive plastic-like PVC is to be used, the mold will have to be stainless steel to avoid any damage, ultimately bump the price up.
- Part finish requirements- where parts have high gloss surface requirements, then more expensive steel and precise technical polishing will be vital, adding to the price.
- Production volume- higher volume molds need more cavities, and so the mold will be larger. They also require a higher steel grade to last for longer, which impacts the injection mold cost.
- Country of manufacture- different countries have different wage rates. If your mold is made in a country where labor costs are low, then you’ll naturally save money. In China, the average cost of an injection mold is around 40% less than in western nations.
RFQ checklist for accurate quoting
Most PC quotes we receive miss half of these. Send all eight up front and we skip the back-and-forth.
FAQ for polycarbonate injection molding buyers
1) What is polycarbonate injection molding and what makes it different from ABS or PP?
Polycarbonate injection molding forces molten PC resin into a steel mold at 280–320°C and 80–130 MPa. The part comes out tough, heat-resistant, and clear if you want it clear. What sets PC apart from ABS or PP: it doesn’t tolerate wet resin, poor venting, or stress concentrations. Get those wrong and the part fails.
2) What are the real benefits of choosing polycarbonate?
Three things PC does well. It takes hits — 600–900 J/m notched Izod. It holds shape up to 120°C heat deflection. Optical grades hit 90% light transmittance. Some grades meet UL94 flame ratings too. The tradeoff: PC costs more than ABS and demands tighter process control.
3) Which industries actually use PC injection molded parts?
Automotive lighting (taillights, fog lamp covers). Medical housings that get sterilized. Consumer electronics. Industrial enclosures that take abuse. If the part needs to survive a drop test or stay transparent, PC is on the shortlist.
4) Which PC grade should I spec?
Standard PC for housings. Optical-grade for lenses and light covers. Glass-filled PC (10–30%) when stiffness matters more than impact. PC/ABS blend when you want easier flow and lower cost. Tell us the use case and we’ll tell you the grade.
5) How do you get true optical clarity on a clear PC part?
Four things have to line up. SPI A1 or A2 polish on the cavity. Resin dried to under 0.02% moisture. Vents cut to release trapped gas. Mold temp held at 80–120°C to flatten internal stress. Define the A-surface and the inspection light before steel is cut. Otherwise “clear” means different things to you and the molder.
6) Which quality controls matter most on a PC job?
Dryer logs. Documented process windows. Written cosmetic boundaries — A/B/C surfaces agreed before T1. Critical-dimension verification at sampling and again during production. For automotive or medical, spell out the documentation you need in the RFQ. PPAP, IQ/OQ/PQ, whatever applies.
7) What’s the lead time and MOQ?
Tooling runs 25–40 days. Polish-heavy optical molds sit at the upper end. Production MOQ depends on part size, cavity count, and machine setup — there’s no fixed number. Share volume and delivery date and we’ll come back with a tooling and production plan.
