






Injection Molding & Mold Making: FAQs
This FAQ is to help you understand the information and process to get a quote and start an injection molding project.
Part & Project Information
1. What technical information is required about the plastic parts to get a quote?
To give you the most accurate and timely quote, we need all the information about your plastic part. Key details are:
- 3D CAD Files: These are a must. See question 4 for preferred formats.
- Material Specifications:
- Resin Type: Examples are as follows: ABS, Polypropylene (PP), Polycarbonate (PC), Nylon (PA66), high-density polyethylene (HDPE), etc.
- Specific Grade: If known (e.g., PC Lexan 141R).
- Additives: Colorant options (Pantone, RAL numbers, or sample), UV inhibitors, flame retardants, fillers ( glass fiber ), etc.<<
- Detailed Dimensions & Tolerances:
- Overall part dimensions.
- Critical dimensions and their tolerances. If you do ha ve 2D drawings (including GD&T), please upload them.
- Production Volume:
- Estimated Annual Usage (EAU): What is the yearly demand for these parts?
- Initial Order Quantity (EOQ): How many parts are to be produced at the first run?
- Projected Lifetime Volume: Total part quantity required in the product’s life time. Through the provision of such data we can determine a mold layout, a use of suitable materials and make it viable in the entire case of project.
- Application/End-Use of the Part:
- What is the end-use for the part? (Is it for electronics-housing, automotive parts, or for medical equipment).
- What criteria of performance should the element endure? (and, for instance, it should be able to withstand loads, be flexible, or be resistant to impacts).
- What are the environmental conditions under which the part will work? (E.g., high temperatures, exposure to chemicals, out-of-doors conditions).
- Cosmetic Requirements:
- Are there any aesthetic requirements?
- Which surfaces are cosmetic?
- Any specific requirements for gate marks, ejector pin marks or parting lines?
- Sample Parts (if available): It is not necessary to neglect existing samples even if they are perfect because they can be useful references for our analysis.
2. As your molding partner, we evaluate your needs to provide you with the best injection molding machine for your part.
However, if you:
- Have an existing mold you want us to run, or
- Plan to run the mold at your own facility or a third-party facility, then the following machine specifications are important:
- Clamping Force (Tonnage): The power that the injection molding machine exerts to ensure the mold is held together whilst this happens.
- Shot Size / Injection Volume: The ability of the machine to insert plastic in one molding cycle. Ensure that this capacity caters for your part volume and those of runners system.
- Mold Space / Platen Dimensions:
- Tie bar distance.
- Maximum and minimum mold height.
- Maximum daylight (opening).
- Ejector Stroke and Pattern: Details of layout and extension range of the ejector rods in the machine.
- Nozzle Radius and Sprue Bushing Compatibility.
Without this data, we are usually able to deduce the appropriate machine size by studying your part requirements.
Injection Mold Structure
Interactive Engineering Guide — Click markers to explore components
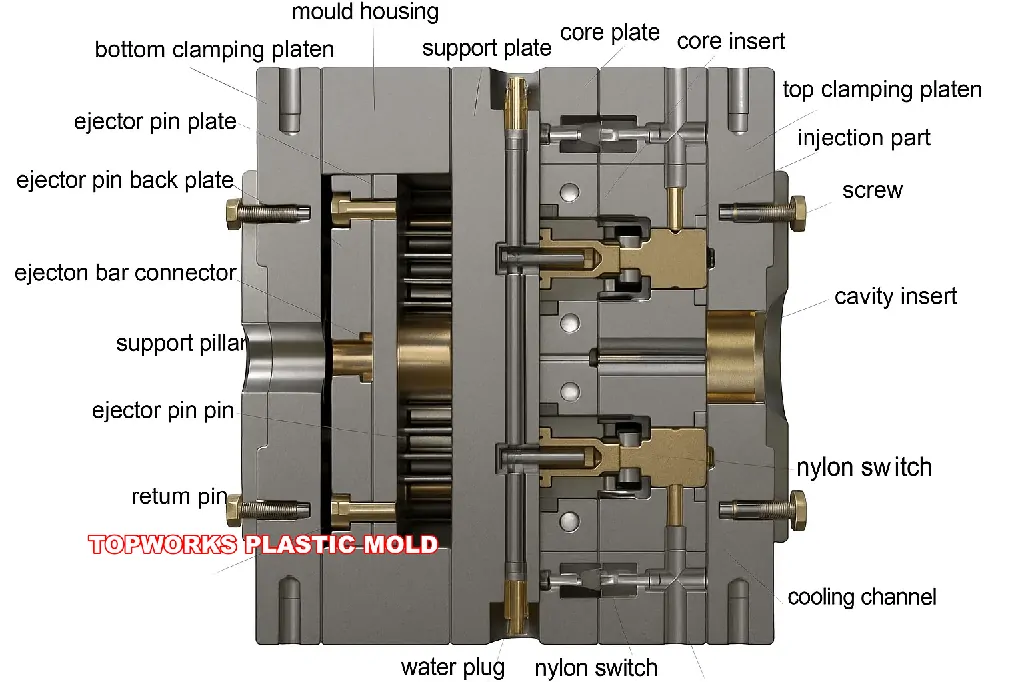
Select a component from the diagram or list to view technical details.
3. What else do we need for a quote?
With the specifics included, the quote is more accurate, the end result is therefore customised thus, to meet your expectations::
- Tolerances: Specify any critical dimensional tolerances. Standard industry tolerances will be used unless otherwise noted.
- Surface Finish:
- Note the exact surface finish using the reference of SPI (Society of the Plastics Industry) standards like:(e.g., SPI A-2 for high polish, SPI B-1 for semi-gloss, SPI C-2 for matte, SPI D-3 for textured).
- If a specific texture is needed, provide the Mold-Tech (or equivalent) texture designation (e.g., MT-11010).
- Runner System Preference (if any):
- Hot Runner: One that is often recommended for outputting large quantities, features among other things shorter cycle time, and no runner scrap. Molds are typically more expensive.
- Cold Runner: Molds which use a cold runner system are more convenient and cheaper to manufacture in general, though with them there is a waste of runners and longer working time cycles. Our experts can recommend an ideal runner system if you don’t have a preference, based on your project requirements.
- Gate Type and Location:
- Do you have any preferences or restrictions on the type of gate (e.g., tab gate, sub gate, pin gate, cashew gate) or its location on the part? Cosmetic or functional requirements often dictate this.
- Color Requirements:
4. design file formats
As a result of optimal mold design, optimum manufacturing accuracy will require the use of the following 3D CAD file formats:
- Most Preferred:
- STEP (.stp, .step): This form is very reliable and does not compromise the fidelity of solid geometry in solid models.
- Also Acceptable:
- Parasolid (.x_t, .x_b): Another solid modeling kernel format.
- IGES (.igs, .iges): A legacy neutral format: this should be saved as a solid model should it be possible to do it that way.
- Native CAD Files: Acceptable file formats are as follows: SolidWorks (.sldprt), Creo/ProE (.prt) and CATIA (.CATPart), but please confirm these with us before your submission.Useful only for reference; not best for mold making:<<
- Less Ideal / For Reference Only:
- STL (.stl): Mainly intended for 3D printing, this format depicts objects as a set of triangular facets. This format based on the formation of surfaces using triangles is not suitable for detailed molds manufacturing. STL files are sufficient for an early stage and basic quotations purposes; a solid model should be provided to enable proper design of mold.
- 2D Drawings:
- In order to supplement your 3D models, provide 2D drawings (for instance in the .pdf, .dwg, .dxf format) that show important dimensions, tolerances, material specifications, surface finishing details, etc., that need to be highlighted with annotations.In the event that is possible, submit your 3D files in the “solid model” format and not as “surface model”.
Please export your 3D files as “solid models” rather than “surface models” whenever possible.
5. Do you offer design or prototyping services if CAD files are not available?
Yes, in fact many times, it is normal for molders like us to assist clients with incomplete CAD design or those that are just beginning their product development process:
- Design for Manufacturability (DFM) Analysis: even if you already have CAD files, our DFM analysis allows us to focus on molding issues and suggest changes that will positively affect cost, quality, and production at scale.
- Part Design Services:If your only thing is a rough idea, a sketch, an existing prototype or even a basic drawing then our team can assist in the creation of a complete 3D CAD model that will accommodate the needs of injection molding. Please tell us your exact requirements so that we assure you with the required support.
- Prototyping Services: We offer a variety of prototyping capabilities that allows you to test your design before spending money on molds for your products.:
- 3D Printing (SLA, SLS, FDM): Provides an ability for rapid assessment of design geometry, fit, and fundamental functions.
- CNC Machined Prototypes: Can be made from production-intent or similar materials for more robust testing.
- Soft Tooling / Prototype Molds: Molded from aluminum or even P20 steel, these molds are less expensive than full production molds and are suitable for making a modest number of parts, often. Soft tooling is a perfect approach to test both the functional aspect and consumer response to your design.
Should you need further information on the availability and what these services are, you are welcome to contact us.
Logistics & Timelines
6. Do you need information about the mold’s destination for logistics purposes?
Yes, please. We need to know the destination for several reasons:
- If we are manufacturing the mold AND producing the parts for you: We need the final destination of the parts to calculate shipping costs and arrange logistics.
- If we are only manufacturing the mold, and it will be shipped to your facility or another molder for production: We need the final destination of the mold to provide shipping quotes (freight, insurance).
- Determine crating and packaging requirements for transport.
- Manage import/export documentation and customs procedures if the mold is being shipped internationally.
- Coordinate delivery schedules.
When making delivery of the mold, please specify the full address for delivery.
7. How long does it take to get a quote?
The time to provide a quote can vary depending on:
- Part and Mold Complexity: The procedure to quote simpler parts and molds happens faster than dealing with complex assemblies with under cuts and multiple mechanisms.
- Information Provided: By fulfilling all the requested information above, we can process your quote fast and accurate. Such casualness in leaving out details will cause a longer wait because more queries could be generated.
- Our Current Workload: As we are a business, our workload determines when we can give out quotes.
- DFM Analysis: Sometimes, doing a DFM analysis sooner than quoting to come up with resolution of problems or design improvement can hold back the process.
General Timelines (Estimates):
- For simple parts with complete information: 24 to 72 hours.
- For complex parts or projects requiring analysis: 3 to 10 business days.
Our aim is to provide you with accurate quotes in good time so that you can get what you need fast. If you have an urgent need for your project, please feel free and contact us, we will try to accommodate your timeline.
Contact us if you need questions answered regarding injection molding. Please inform us if you have any other questions.
