
If you market products in automotive, electronics, aerospace, or industrial manufacturing, you have likely encountered the term PPS injection molding. But what is PPS injection molding, and why should it matter to someone on the marketing side of the business?
PPS stands for polyphenylene sulfide — a high-performance engineering thermoplastic. Injection molding is the manufacturing process used to shape it into precise, durable parts. Together, PPS injection molding produces components that withstand extreme heat, resist chemicals, and maintain dimensional stability under stress.
Injection Molding Process: A Complete Overview
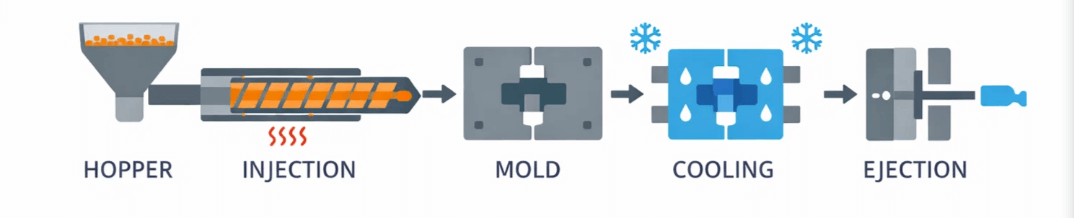
Injection molding is a high-volume manufacturing process in which molten thermoplastic resin is injected under pressure into a precision mold cavity, then cooled and ejected as a finished part. It is widely used across automotive, consumer electronics, medical devices, and packaging industries.
The six stages of injection molding
- Clamping — The two mold halves are closed and locked by the clamping unit before injection begins.
- Injection — Molten resin is injected into the mold cavity at controlled speed and pressure.
- Dwelling (holding) — Holding pressure is maintained to compensate for material shrinkage.
- Cooling — The part solidifies inside the mold; cooling time depends on wall thickness and resin.
- Mold opening — The clamping unit retracts and the mold halves separate.
- Ejection — Ejector pins push the finished part out of the cavity; the cycle repeats.
This article breaks down everything marketers need to know: what PPS is, how the molding process works, which industries rely on it, how it compares to competing materials, and how to position PPS-molded products effectively. You will walk away with the technical fluency needed to craft accurate messaging, support sales teams, and speak confidently to engineering-minded buyers.
What Is PPS Injection Molding? A Clear Definition
PPS injection molding is a manufacturing process that melts polyphenylene sulfide resin and injects it into a mold cavity under high pressure to create rigid, heat-resistant parts. The process follows the same fundamental steps as standard injection molding — melt, inject, cool, eject — but requires specialized equipment because PPS processes at significantly higher temperatures than commodity plastics.
Entity relationship: PPS injection molding is a subset of thermoplastic injection molding. PPS (polyphenylene sulfide) is the material. Injection molding is the process. The output is a molded component designed for high-performance environments.
The result is a molded component that performs in environments where materials like nylon or polycarbonate would fail. PPS parts maintain their shape and strength at continuous service temperatures above 200°C (392°F), resist nearly all industrial solvents, and offer inherent flame retardancy. For a broader overview of how this manufacturing method works across materials, see our guide to plastic injection molding.
For marketers, the key takeaway is this: PPS injection molding produces premium parts for demanding applications. It occupies the space between standard engineering plastics and metal components, often replacing metal to reduce weight and cost.
What Is Polyphenylene Sulfide (PPS)?
Polyphenylene sulfide is a semi-crystalline thermoplastic polymer. Its molecular backbone consists of alternating aromatic rings and sulfur atoms, which gives it exceptional thermal and chemical stability.
PPS resin is almost always reinforced with glass fibers or mineral fillers before molding. Unfilled PPS is brittle. Adding 30–40% glass fiber dramatically improves its strength, stiffness, and impact resistance.
Key characteristics of PPS resin include:
- Semi-crystalline structure provides dimensional stability
- High melting point of approximately 280°C (536°F)
- Inherent flame retardancy with a UL 94 V-0 rating without additives
- Broad chemical resistance across acids, bases, and organic solvents (except strong oxidizing acids such as concentrated sulfuric acid and nitric acid)
- Low moisture absorption compared to nylon (typically < 0.05%)
- Low molding shrinkage: 0.6–1.4% for unfilled grades; 0.3–0.5% in flow direction for GF-filled grades
Major PPS resin producers include Toray Industries (Torelina), Celanese (Fortron), Syensqo (Ryton), and DIC Corporation. Note: Ryton was formerly marketed under Solvay, but following Solvay’s demerger in December 2023, the Ryton PPS brand is now owned and manufactured by Syensqo. These brand names appear frequently in technical datasheets and supplier conversations marketers should recognize.
How Does PPS Injection Molding Work?
The process follows standard injection molding steps with important modifications for PPS material behavior.
Step 1 — Drying: PPS resin must be thoroughly dried before processing. Recommended drying conditions are 150°C for 4–6 hours using a dehumidifying dryer with moisture level verified below 0.02%. Alternatively, drying at 120°C for 5 hours or 150–160°C for 2–3 hours can be used depending on equipment. Moisture causes hydrolytic degradation at processing temperatures, resulting in surface defects and permanently reduced mechanical properties. A simple hot-air oven without dew point measurement is inadequate for production runs. Material drying is one of several factors discussed in our overview of the plastic molding process cycle.
Step 2 — Melting: The barrel temperature is set between 300–340°C (for 40% glass-fiber-filled PPS, the range may extend to 300–350°C), significantly higher than most engineering plastics. The nozzle zone typically runs hottest at 320–340°C, while the feed zone runs lowest at 280–300°C. Precise temperature control prevents thermal degradation. For reference, pure unfilled PPS processes at 280–330°C.
Step 3 — Injection: Molten PPS is injected into a heated steel mold at injection pressures of 80–150 MPa (with holding pressure typically 50–70% of injection pressure). Mold temperatures for PPS range from 120–150°C — much higher than standard plastics — to promote proper crystallization. Some applications may use mold temperatures up to 160°C for maximum crystallinity.
Step 4 — Cooling and ejection: The part cools in the mold, crystallizes, and is ejected. Higher mold temperatures improve crystallinity, which directly improves the part’s mechanical and thermal performance. Note: Because PPS mold temperatures are 120–150°C (versus 40–80°C for most plastics), the cooling system is actually managing heat extraction from a much higher baseline, meaning cooling time is notably longer — for a 2 mm wall, approximately 25–35 seconds at 130°C mold temperature versus 8–12 seconds for the same wall in ABS at 40°C.
Step 5 — Post-processing: Some PPS parts undergo annealing (controlled reheating) to relieve internal stresses and maximize crystallinity. Typical annealing conditions are approximately 204°C for 30 minutes, which improves heat deflection temperature.
Key process parameters summary for PPS injection molding:
| Parameter | Value Range |
|---|---|
| Drying temperature / time | 150°C / 4–6 h (or 120°C / 5 h) |
| Barrel temperature (GF-filled) | 300–340°C (up to 350°C) |
| Nozzle temperature | 320–340°C |
| Mold temperature | 120–150°C (up to 160°C) |
| Injection pressure | 80–150 MPa |
| Holding pressure | 50–70% of injection pressure |
| Annealing (optional) | ~204°C / 30 min |
Machine sizing considerations: Shot utilization for engineering plastics like PPS should target 30–50% of the machine’s maximum shot capacity. Cushion (residual material pad) should be approximately 5–10% of shot stroke. Clamping force is estimated as: clamping force ≈ melt pressure × projected part area × safety factor (1.1–1.3).
The specialized tooling and elevated processing temperatures mean PPS molding requires experienced processors with appropriate equipment. This is a critical sourcing consideration for marketing teams evaluating supplier partnerships.
Why Is PPS Considered a High-Performance Polymer?
PPS earns its high-performance classification because it maintains structural integrity under conditions that degrade most plastics. Heat, chemicals, flame, and electrical loads — PPS resists all of them simultaneously.
This combination of properties makes PPS a metal replacement material. Engineers specify PPS when they need the performance characteristics of metal at a fraction of the weight and often at lower per-part cost in high-volume production.
PPS bridges the gap between standard engineering plastics (like nylon 66 or PBT) and ultra-high-performance polymers (like PEEK). It offers roughly 80% of PEEK’s thermal capability at significantly lower material cost. This positioning is the foundation of effective marketing messaging. For a deeper look at how material selection interacts with part design, our article on plastic material types and their impact on part size provides useful context.
What Are the Key Properties of PPS?
The following table summarizes the measurable properties of glass-filled PPS that matter most in buyer and engineering conversations.
| Property | Typical Value (40% Glass-Filled PPS) | Why It Matters |
|---|---|---|
| Continuous use temperature | 200–240°C (392–464°F) | Survives under-hood automotive and industrial heat |
| Melting point | ~280°C (536°F) | Enables lead-free soldering compatibility |
| Tensile strength | 130–185 MPa | Structural part capability |
| Flexural modulus | 11,000–14,000 MPa | High stiffness for precision components |
| Flexural strength | ~250–300 MPa | Load-bearing capability |
| Flammability rating | UL 94 V-0 | Inherent flame retardancy without additives |
| Chemical resistance | Excellent across most solvents | Survives fuel, oil, coolant, and cleaning agents |
| Moisture absorption | < 0.05% | Dimensional stability in humid environments |
| Dielectric strength | 17–23 kV/mm | Electrical insulation for connectors and housings |
| Molding shrinkage (flow direction) | 0.3–0.5% | Predictable dimensional control |
| Density (GF40) | ~1.66 g/cm³ | Lighter than metals for weight-critical applications |
These values come from published technical datasheets of major resin suppliers. Specific grades vary by manufacturer and filler system.
Which Industries Use PPS Injection Molding?
PPS injection molding serves industries where part failure carries serious consequences. Below are the primary sectors and their relationship to PPS.
- Automotive: Under-hood components, fuel system parts, EV battery housings. PPS reduces vehicle weight and withstands engine heat.
- Electrical and electronics: Connectors, sockets, relay housings, circuit breakers. PPS enables miniaturization by maintaining strength at high temperatures.
- Aerospace: Structural brackets, interior fittings, ducting components. PPS meets flame, smoke, and toxicity (FST) requirements.
- Industrial: Pump impellers, valve bodies, chemical processing equipment. PPS resists corrosive chemicals that degrade metals.
- Medical devices: Sterilizable instrument housings and surgical tool components. PPS withstands autoclave sterilization cycles.
- Consumer appliances: Hair dryer internals, oven components, coffee machine parts. PPS provides flame retardancy at consumer-grade cost.
The automotive and electronics sectors account for the majority of global PPS consumption. For compliance and quality requirements specific to medical applications, see our guide on medical device injection molding and FDA compliance.
What Automotive Applications Rely on PPS?
The automotive industry is the single largest consumer of PPS resin. PPS injection molding produces parts that survive the harsh conditions inside engine compartments and increasingly within electric vehicle battery systems.
Common automotive PPS parts include thermostat housings, coolant pump impellers, fuel rail components, EGR valve bodies, EV battery module housings and connectors, and headlamp reflectors.
The shift toward electric vehicles is expanding PPS demand. EV powertrains require high-voltage connectors and battery enclosures that withstand heat, resist flame, and insulate electrically. PPS satisfies all three requirements simultaneously, making it a preferred material for next-generation automotive components. For a broader look at how injection molding serves this sector, our article on injection molding for the automotive industry covers key applications and design considerations. The Society of Plastics Engineers also provides technical resources on engineering plastics in automotive applications.
How Is PPS Used in Electronics and Electrical Components?
PPS injection molding enables miniature, high-precision electrical components that must function reliably at elevated temperatures.
PPS maintains dimensional stability during reflow soldering — the process used to mount components on circuit boards. Many plastics warp or degrade at soldering temperatures. PPS does not.
Typical electronic applications include surface-mount technology (SMT) connectors, coil bobbins, switch housings, and LED reflectors. The material’s low outgassing properties also make it suitable for sensitive optical and electronic assemblies. Our coverage of injection molding in electronics explores how high-performance polymers are enabling next-generation component designs.
How Does PPS Compare to Other Engineering Plastics?
Marketers often need to explain why a product uses PPS instead of a cheaper alternative. This comparison table helps frame that conversation clearly.
| Property | PPS (GF40) | Nylon 66 (GF33) | PBT (GF30) | PEEK (GF30) |
|---|---|---|---|---|
| Max continuous temp | 200–240°C | 120–150°C | 140–155°C | 250°C |
| Chemical resistance | Excellent | Moderate | Good | Excellent |
| Moisture absorption | Very low (< 0.05%) | High (~2.5%) | Low (~0.1%) | Very low |
| Flame rating (UL 94) | V-0 inherent | V-2 (needs FR additive) | V-0 (with FR additive) | V-0 inherent |
| Relative material cost | Medium-high | Low | Low-medium | Very high |
| Metal replacement potential | High | Moderate | Moderate | Very high |
| Mold temperature required | 120–150°C | 60–90°C | 60–80°C | 170–200°C |
| Drying sensitivity | Moderate | High | Moderate | Moderate |
Key positioning takeaway: PPS delivers near-PEEK performance at a substantially lower price point. It outperforms nylon and PBT in heat resistance, chemical resistance, and moisture stability. This makes PPS the optimal choice when standard engineering plastics fall short but PEEK exceeds the budget.
What Are the Advantages of PPS Injection Molding?
- Metal replacement reduces component weight and often lowers per-part cost in volume production
- Chemical resistance eliminates corrosion concerns in harsh operating environments
- Dimensional precision enables tight tolerances in complex geometries
- Inherent flame retardancy simplifies regulatory compliance (UL, FAR, EN standards)
- Low moisture absorption prevents swelling and warpage in humid or wet conditions
- Design freedom allows consolidation of multiple metal parts into a single molded component, reducing assembly steps
- Excellent creep and fatigue resistance for long-term structural applications
- Low molding shrinkage (0.3–0.5% for GF-filled) enables predictable dimensional control
What Are the Limitations of PPS?
Honest positioning requires acknowledging trade-offs. Understanding limitations helps marketers preempt buyer objections.
- Higher material cost than commodity and standard engineering plastics like nylon and PBT
- Brittleness in unfilled grades limits use without glass fiber or mineral reinforcement
- Processing complexity requires specialized equipment, higher mold temperatures (120–150°C versus 40–80°C for standard plastics), and experienced molders
- Weld line sensitivity can reduce mechanical strength in complex parts with multiple gate locations
- Limited color options — PPS is naturally dark brown or black and is difficult to pigment in light colors
- Longer cycle times due to elevated mold temperatures — cooling takes notably longer than commodity plastics
- Mold tooling cost is higher because PPS requires hardened, corrosion-resistant mold steels (see Mold Tooling section below)
These limitations affect sourcing decisions and marketing claims. Address them proactively to build credibility with engineering buyers.
PPS Mold Design and DFM Guidelines
Designing parts for PPS injection molding follows many of the same DFM (Design for Manufacturability) principles as other engineering plastics, but certain parameters require adjustment for PPS’s semi-crystalline behavior, high mold temperatures, and glass-fiber reinforcement. The following guidelines provide actionable design values. For foundational DFM principles that apply across materials, our article on Design for Manufacturability in injection molding is a useful starting point.
Wall Thickness
PPS (glass-fiber reinforced) recommended wall thickness: 1.5–3.0 mm.
As a general rule across engineering plastics, wall thickness typically falls within 0.8–3.0 mm. For PPS parts specifically, maintaining uniform wall thickness is critical because the material’s semi-crystalline nature causes differential shrinkage where thickness varies. Wall thickness variation within the same part should be controlled within ±25% of the nominal thickness.
Draft Angles
| Surface Type | Recommended Draft |
|---|---|
| General exterior surfaces | 0.5–1° |
| Deep cavity interior surfaces | 1–2° |
| High-gloss / mirror-finish surfaces | 0.25–0.5° (coordinate with ejection) |
| Textured / etched surfaces | 1–3° (deeper texture requires more draft) |
| Rib sidewalls | 0.5–1.5° |
| Boss exterior | 0.5–1.5° |
| Boss internal bore | ~0.5° |
For PPS with glass fiber reinforcement, err toward the higher end of draft ranges because GF-filled melts solidify rapidly in the mold, increasing ejection forces. For a visual explanation of how draft angles work in practice, see our reference on draft angle and wall thickness.
Rib Design
| Parameter | Recommended Value |
|---|---|
| Rib thickness | 0.4–0.6 × base wall thickness (commonly 50–60%) |
| Rib height | ≤ 2.5–3 × base wall thickness |
| Rib spacing | ≥ 2 × wall thickness |
| Rib base fillet radius | R ≈ 0.25–0.4 × wall thickness |
| Rib draft | 0.5–1.5° |
Keeping rib thickness at 50–60% of the base wall prevents sink marks on the opposite surface. For PPS parts, maintaining this ratio is especially important because the rapid crystallization of PPS makes sink marks more pronounced.
Boss Design
| Parameter | Recommended Value |
|---|---|
| Boss outer wall thickness | 0.4–0.6 × surrounding wall thickness |
| Boss base wall thickness | 0.7–0.9 × nominal wall thickness |
| Boss base fillet radius | R ≈ 0.25 × wall thickness |
| Bore depth | ≤ 2.5–3 × bore diameter |
| Draft (outer) | 0.5–1.5° |
| Draft (internal bore) | ~0.5° |
Fillet Radii (Stress Control)
Internal fillet radius: R ≥ 0.25–0.5 × wall thickness. For PPS parts, particularly snap-fit features and areas subject to impact loading, use the upper end of this range. Sharp internal corners create stress concentrations that can lead to brittle fracture in glass-filled PPS.
Insert Molding / Overmolding
When molding PPS over metal inserts:
- Plastic coverage in general direction: ≥ 0.6–0.8 mm
- Plastic coverage in primary load direction: ≥ 1.0 mm
- Overmold thickness for sealing / grip features: ≥ 0.8–1.0 mm
Flow Length Considerations
The flow-length-to-thickness ratio (L/T) for PPS should generally be controlled at L/T ≤ 150. For example, with 1.5 mm wall thickness, the maximum recommended flow length is approximately 225 mm. If flow length exceeds this guideline, consider adding auxiliary gates or locally increasing wall thickness to prevent short shots.
Dimensional Tolerances
General PPS part tolerances: approximately ±0.05 to ±0.25 mm depending on dimensional range, part geometry, and tolerance grade (commercial vs. fine). Glass-fiber-filled PPS offers lower shrinkage (0.3–0.5% flow direction) than unfilled grades, making tighter tolerances achievable.
PPS Mold Tooling: Steel Selection and Specifications
PPS’s high processing temperature (mold at 120–150°C, melt at 300–340°C), glass-fiber abrasiveness, and the potential for corrosive off-gassing place demanding requirements on mold steel selection.
Recommended Mold Steels for PPS
| Steel | Type | Typical Hardness (HRC) | When to Use for PPS |
|---|---|---|---|
| P20 (1.2311) | Pre-hardened | ≈ 28–32 | Low-volume prototype molds; not recommended for production PPS due to limited wear and corrosion resistance |
| 2738 (P20+Ni) | Pre-hardened (thick section) | ≈ 30–36 | Large mold bases where uniform hardness across thick cross-sections is needed |
| S136 (stainless) | Martensitic stainless | 48–54 (heat-treated), commonly 48–52 | Preferred for PPS cavity steel — excellent corrosion resistance against sulfur-containing off-gas, high polishability for optical/appearance parts |
| NAK80 | Age-hardened | 37–43, commonly 38–42 | High-gloss PPS parts requiring mirror finish and good weld repairability |
| H13 / 2344 | Hot-work tool steel | 44–50 (heat-treated) | Highly recommended for PPS with glass fiber — superior wear resistance against abrasive GF-filled melts, excellent hot hardness for sustained high mold temperatures |
Key recommendation: For glass-fiber-reinforced PPS (which represents the majority of PPS applications), cavity and core inserts should be H13 or S136 at 48+ HRC. The combination of high mold temperature, glass fiber abrasion, and potential sulfur off-gassing makes standard P20 insufficiently durable for production volumes. For reference on how steel selection relates to overall mold structure, see our overview of mould steel selection.
For PPS molds, the benchmark mold temperature is 140–150°C. Mold materials should be selected based on this operating temperature, using suitable alloy steels with hardness of HRC 48–65 and, where needed, surface plating or coating for additional protection.
Mold Manufacturing Tolerances
| Tolerance Class | Typical Range | Application |
|---|---|---|
| General cavity dimensions | ±0.05 to ±0.25 mm | Standard features |
| Precision inserts / critical fits | ±0.01 to ±0.05 mm | Tight-tolerance mating surfaces |
| Ejector pin holes, guide fits | ±0.02 mm | Positional accuracy |
Venting for PPS Molds
PPS requires careful vent design because inadequate venting causes burn marks, short shots, and trapped gas — issues amplified by the high mold temperature and rapid crystallization of PPS.
| Vent Parameter | Recommended Value |
|---|---|
| Vent depth (cavity clearance) | 0.02–0.05 mm (adjust with material viscosity — PPS has relatively low viscosity, so use the shallower end: 0.02–0.03 mm) |
| Vent width | 3–12 mm |
| Vent land width (at cavity edge) | ~1.5 mm typical; perimeter vents 3.2–6.4 mm |
| Vent locations | Opposite side from gate, flow end, runner ends, cold slug well ends, thin-wall convergence zones |
Important for PPS: Because PPS has lower melt viscosity than many engineering plastics, vent depth should be at the shallower end of the range (0.02–0.03 mm) to prevent flash while still allowing adequate gas escape.
Gate Design for PPS Injection Molding
Gate design significantly impacts the quality of PPS injection-molded parts. Glass-fiber orientation at the gate affects mechanical properties, and PPS’s rapid crystallization means gate freeze-off timing is critical for adequate packing.
General Gate Design Principles
- Gate cross-sectional area: typically 3%–9% of the runner cross-sectional area
- Gate land length (L): 0.5–2.0 mm, as short as possible while maintaining structural integrity
- Gate height/thickness (h): 0.5–0.75 × local part wall thickness as a starting point
Glass-Fiber Reinforced PPS: Gate Sizing Adjustment
For GF-reinforced PPS, gate cross-sectional area should be approximately 10% larger than for unreinforced grades. This reduces excessive shear at the gate which can break glass fibers, degrade mechanical properties, and cause surface defects.
Gate Type Selection for PPS
| Gate Type | Typical Dimensions | Best For |
|---|---|---|
| Side gate (edge gate) | h: 0.5–2.0 mm; b: 1.5–5 mm; L: 0.5–2.0 mm | General-purpose PPS parts, easy to control |
| Pin gate (point gate) | d: 0.8–2.0 mm (for PPS, use 1.2–2.0 mm due to higher viscosity sensitivity) | Multi-cavity molds, auto-degating |
| Submarine gate (tunnel gate) | d: 0.8–2.2 mm; angle: 30°–60° (commonly 35°–45°) | Auto-shearing for appearance-critical PPS parts |
| Fan gate | h: 0.5–1.5 mm; B: up to 10–30 mm; L: 0.7–2 mm | Thin-wall, wide PPS parts; improves front-edge uniformity |
| Diaphragm / ring gate | h: 0.3–0.8 mm | Cylindrical or circular PPS parts requiring concentric shrinkage |
| Direct gate (sprue gate) | d: 3–6 mm with R 0.5–1.5 mm transition | Thick-walled large PPS parts |
Side Gate Sizing Reference (Including PPS with GF)
| Part Wall Thickness T (mm) | Side Gate Depth h (mm) | Side Gate Width b (mm) | Pin Gate Diameter d (mm) | Gate Land Length l (mm) |
|---|---|---|---|---|
| < 0.8 | ≈ 0.5 | ≈ 1.0 | 0.8–1.3 | 1.0 |
| 0.8–1.5 | 0.6–0.8 | 1.0–1.5 | 0.8–1.5 | 1.0–1.2 |
| 1.5–2.5 | 0.8–1.2 | 1.5–2.5 | 1.0–1.8 | 1.0–1.5 |
| 2.5–4.0 | 1.2–2.0 | 2.5–4.0 | 1.5–2.2 | 1.2–1.8 |
| > 4.0 | 2.0+ | 4.0+ | 2.0–2.8 | 1.5–2.0 |
For GF-filled PPS, increase all cross-sectional dimensions by approximately 10%.
Gate Land Length Guidance
- Thin-wall, high-speed PPS parts: short land (0.5–1.0 mm)
- Thick-wall, lower-speed PPS parts: 1.0–1.5 mm or longer, depending on shear and seal-off requirements
Runner System for PPS
| Parameter | Recommended Value |
|---|---|
| Main runner (sprue) diameter | 4–8 mm (medium/small parts); 6–10 mm (large parts) |
| Branch runner diameter | Slightly smaller than main runner; 4–7 mm common |
| Runner cross-section shape | Full round (preferred) or trapezoidal |
| Cold slug well volume | ≥ 1–2× the connected runner cross-sectional volume |
| Cold slug well locations | Main runner base, runner corners, gate entry points |
Critical principle: No section of the runner should freeze before the gate. The gate must always be the first point to freeze off, ensuring proper packing of the cavity.
Multi-Cavity Runner Balancing (Cold Runner)
For multi-cavity PPS molds, geometric runner balance (equal runner length to each cavity) is the first priority. Fine-tuning involves slightly increasing the runner diameter for distant cavities and slightly decreasing it for cavities closest to the sprue. Short-shot balancing trials (filling to approximately 90–95% volume) can verify uniformity across cavities.
Material-Specific Gate Notes for PPS
PPS has relatively low melt viscosity compared to many engineering plastics. This means:
- Gate can be slightly smaller than for high-viscosity materials like PC or PMMA
- But GF-filled PPS requires larger gates to reduce fiber breakage
- Net effect: use standard sizing from the table above, then add the 10% GF factor
For appearance-sensitive PPS parts (transparent or mirror-finish applications are rare for PPS, but surface-quality-critical parts exist), fan gates or diaphragm gates are preferred to minimize visible gate vestiges and reduce weld-line visibility.
Cooling System Design for PPS Molds
Cooling system design for PPS molds is uniquely challenging because the mold operates at 120–150°C — much higher than the 40–80°C typical of standard engineering plastics. In PPS molds, the “cooling” system is actually a temperature management system: it must maintain the mold at a consistently elevated temperature to promote crystallization while extracting excess heat to maintain cycle time. For a broader look at how cooling affects overall cycle time and part quality across materials, see our dedicated article on injection mold cooling. The Plastics Technology injection molding resource center also offers authoritative technical references on cooling system design.
Cooling Channel Geometry
| Part Wall Thickness T (mm) | Channel Diameter d (mm) | Channel-to-Cavity Distance a (mm) | Channel Spacing s (mm) |
|---|---|---|---|
| 1–2 | 6–8 | 10–15 | 30–40 |
| 2–4 | 8–10 | 15–20 | 40–60 |
| 4–6 | 10–12 | 18–25 | 50–70 |
| > 6 | 12–14 | 20–30 | 60–80 |
Quick rules: Channel-to-cavity distance a ≈ 1.5–2.0 × wall thickness (typically 15–20 mm). Channel spacing s ≈ 2–3 × channel diameter (typically 40–60 mm).
Minimum Clearance Distances
| Clearance | Minimum Distance |
|---|---|
| Channel to ejector pin / sleeve holes | ≥ 5 mm |
| Channel to mold edge | ≥ 8–10 mm (prevents cracking/leaking) |
| Channel to guide pins, screw holes | ≥ 3–5 mm |
| Coolant connector face to mold edge | ≥ ~26 mm (based on standard fitting dimensions) |
Flow and Temperature Parameters
| Parameter | Recommended Value |
|---|---|
| Flow rate per circuit | 15–30 L/min (range: 10–60 L/min) |
| Flow velocity | ≥ 0.8–1.0 m/s (ensure Reynolds number Re ≥ 10,000 for turbulent flow) |
| Inlet-outlet temperature difference ΔT | 2–4°C (maximum 5°C; larger ΔT causes uneven cooling/warpage) |
| Coolant temperature setting | Model temperature minus 5–10°C |
PPS-Specific Cooling Considerations
For PPS at 120–150°C mold temperature, the cooling medium is typically oil or pressurized hot water (not standard chilled water). The temperature control unit must be capable of maintaining stable output at these elevated temperatures.
Cooling time estimation: Cooling time is roughly proportional to the square of wall thickness (t_cool ∝ h²). For PPS:
- A 2 mm wall at 130°C mold temperature: approximately 25–35 seconds
- A 3 mm wall: approximately 25–35 seconds (material-dependent)
- Cooling typically accounts for 50–70% of total cycle time
Cooling channel forms:
| Type | Application |
|---|---|
| Straight-through channels | First choice for simplicity; standard drilled holes |
| Baffles / bubblers | Deep cavities, long cores, cylindrical features |
| Fountain / well circuits | Core center cooling |
| Conformal cooling (3D printed) | Complex geometries; can reduce hotspot temperatures by ~50% and part warpage significantly |
For PPS parts with critical dimensional stability requirements, conformal cooling channels (produced via additive manufacturing) can dramatically improve temperature uniformity across the part surface compared to conventional straight-drilled channels.
Ejection System Design for PPS Parts
PPS’s rapid crystallization and high mold temperature create specific ejection challenges. Parts tend to grip the core tightly as the semi-crystalline structure develops during cooling.
Ejection Methods
| Method | Best Application |
|---|---|
| Ejector pins | Most ribs, boss backs, localized features |
| Ejector sleeves / tubes | Around bosses, shaft-like features |
| Stripper plates | Large-area thin-wall parts, appearance-sensitive surfaces |
| Air ejection | Thin-walled parts, transparent parts, food/medical packaging where pin marks are unacceptable |
Ejection Design Parameters
| Parameter | Guideline |
|---|---|
| Ejection stroke | Full part release from core + 1–2 mm additional safety margin |
| Ejector pin slenderness ratio | Control length-to-diameter ratio; excessively slender pins require guided support or diameter increase |
| Pin placement | Prioritize rib backs, non-appearance surfaces, reinforced areas; distribute symmetrically |
| Clearance from cooling channels and screws | ≥ 3–5 mm |
PPS-Specific Ejection Notes
- For PPS parts, prefer more smaller-diameter pins over fewer large pins to distribute ejection force evenly — PPS’s brittleness in thin sections makes concentrated ejection force risky.
- Large flat PPS parts should prioritize stripper plate ejection to minimize ejection marks and prevent warpage.
- Ejection force distribution should be as symmetric as possible; avoid configurations where 2–3 large pins on one side must support the entire part.
How Should Marketers Position PPS-Molded Products?
If you market products made with PPS injection molding, focus your messaging on these value drivers:
Lead with the problem PPS solves. Buyers do not purchase PPS because it is an impressive polymer. They buy it because their operating environment destroys standard plastics. Frame your messaging around the hostile conditions your product survives — extreme heat, chemical exposure, electrical stress, or flame risk.
Quantify the performance advantage. Use specific numbers: operating temperature ranges, chemical exposure types, weight reduction percentages versus metal. Engineering buyers respond to data, not adjectives.
Address the cost question directly. PPS parts cost more than nylon or PBT parts. Position the higher price as total cost of ownership savings — longer part life, fewer field failures, reduced warranty claims, lighter assemblies that lower shipping and fuel costs.
Use the PEEK comparison strategically. If your competitors use PEEK, emphasize PPS as the cost-effective alternative with comparable performance. If competitors use nylon, emphasize PPS as the premium upgrade with measurable reliability gains.
Highlight the mold engineering advantage. For buyers evaluating suppliers, the quality of the mold — steel selection, cooling design, gate optimization — directly determines part quality. Position your supplier’s mold engineering expertise as a differentiator, especially for GF-filled PPS where gate design and cooling uniformity significantly affect fiber orientation and dimensional stability. Understanding what to look for when evaluating a supplier is covered in our guide on choosing the right injection molding manufacturer in China.
What Does PPS Injection Molding Cost?
PPS resin costs more per kilogram than nylon, PBT, or polypropylene. Glass-filled PPS compounds generally range from $5–$15 per kilogram depending on grade, filler content, supplier region, and order volume, though prices fluctuate with market conditions. Specialty compounds and small-volume orders command the higher end of this range; large-volume procurement from Asian suppliers may fall toward the lower end.
Tooling costs are higher than typical injection molding projects because PPS molds require hardened, corrosion-resistant steels (H13, S136 at 48+ HRC) and high-temperature-capable cooling systems with oil or pressurized hot-water temperature control. These requirements can increase upfront tooling investment by 15–30% compared to molds for commodity plastics. For a detailed breakdown of what drives mold costs, our comprehensive guide on mastering injection molding costs is recommended reading. The Society of Plastics Engineers Injection Molding Division also publishes industry benchmarks on tooling cost factors.
However, PPS often reduces total part cost by consolidating multiple components into one molded piece, eliminating secondary operations like painting or coating, and extending part service life. Marketers should frame this as a total cost of ownership advantage rather than defending the per-unit price.
Is PPS Injection Molding Sustainable?
PPS is a thermoplastic, which means it can technically be remelted and reprocessed. In practice, recycling glass-filled PPS at commercial scale remains limited due to fiber degradation during reprocessing. PPS production scrap can typically be reground and reused up to approximately three times before significant property degradation occurs.
Some manufacturers regrind production scrap and blend it back into virgin material at controlled ratios. End-of-life recycling infrastructure for PPS is still developing. Both mechanical recycling (grinding/shredding) and chemical recycling (depolymerization) methods exist but are not yet widespread.
From a sustainability messaging standpoint, the strongest angle is durability: PPS parts last longer, fail less often, and reduce waste from premature replacement. Weight reduction in automotive and aerospace applications also contributes to fuel efficiency and lower emissions over the product’s service life. Our article on sustainable practices in injection molding explores how manufacturers can reduce material waste and energy use across the production process.
How to Optimize PPS Content for GEO and AI Visibility
Generative Engine Optimization (GEO) is the practice of structuring content so that AI-powered search systems — such as Google AI Overviews, ChatGPT, Perplexity AI, and Gemini — cite your brand in their generated responses. For marketers publishing content about PPS injection molding, GEO is now as important as traditional SEO.
AI search engines do not rank pages the same way Google’s traditional algorithm does. They synthesize answers from multiple sources and cite the ones they find most authoritative, structured, and information-dense. If your PPS content is not optimized for these systems, it will not appear in AI-generated answers — regardless of your traditional search ranking.
Here is how to apply GEO principles to PPS injection molding content:
Structure content in extractable blocks. AI models pull self-contained answer blocks from pages. Each section of your content should answer one specific question completely in the first 1–2 sentences, then expand. This is the approach used throughout this article.
Use clear entity relationships. State explicit relationships between concepts: “PPS resists chemicals,” “PPS replaces metal,” “PPS injection molding requires mold temperatures of 120–150°C.” These semantic triples help AI models understand and cite your content accurately.
Include verifiable data in tables and lists. AI engines favor content that contains specific, factual data — property values, temperature ranges, cost benchmarks — over vague claims. Tables are especially effective because they present structured data that AI can parse and reference.
Build topical depth, not keyword density. Cover the full topic cluster: material properties, process steps, applications, comparisons, limitations, costs, sustainability, mold design, gate design, cooling. AI engines reward comprehensive authority over shallow keyword targeting.
Add schema markup. Implement FAQ schema, Article schema, and Author schema on your pages. Schema helps AI systems classify your content type and extract structured answers. This is a technical SEO foundation that directly supports GEO performance.
Maintain freshness. AI engines increasingly favor recently updated content. Add publication and update dates. Refresh statistics and market data periodically to signal ongoing relevance.
Build citations across platforms. AI models train on and retrieve from diverse sources — not just your website. Publish PPS-related insights on LinkedIn, industry forums, and trade publications. The more your brand appears as an authority across the web, the more likely AI systems are to cite you.
GEO does not replace traditional SEO. It layers on top of it. A strong SEO foundation — fast site speed, clean architecture, quality backlinks — makes your content more likely to be retrieved and cited by AI engines.
Frequently Asked Questions
What does PPS stand for in injection molding?
PPS stands for polyphenylene sulfide. It is a semi-crystalline engineering thermoplastic known for exceptional heat resistance, chemical resistance, and dimensional stability. PPS is almost always used with glass fiber or mineral filler reinforcement to overcome the brittleness of the unfilled resin.
Can PPS replace metal in structural applications?
Yes, PPS frequently replaces aluminum, zinc, and steel in structural and semi-structural applications. The replacement works best when the design is optimized for plastic — using ribs (0.4–0.6 × wall thickness), bosses, and variable wall thickness that injection molding allows but metal fabrication does not.
What temperature can PPS withstand?
Glass-filled PPS grades can operate continuously at 200–240°C (392–464°F). Short-term peak exposure can exceed 260°C. This makes PPS suitable for under-hood automotive environments, industrial equipment, and reflow soldering processes in electronics manufacturing.
Is PPS FDA approved for food contact?
Certain PPS grades have received FDA compliance for food contact applications. However, compliance depends on the specific grade, filler system, and intended use. Manufacturers should verify compliance with their resin supplier for each application before making claims.
How does PPS compare to PEEK?
PPS offers roughly 80% of PEEK’s thermal and mechanical performance at significantly lower material cost. PEEK outperforms PPS in continuous service temperature (250°C vs. 200–240°C) and toughness, but for many applications, PPS delivers sufficient performance at a more accessible price point. This makes PPS the value-engineered alternative.
What is the typical lead time for PPS injection molded parts?
Lead times depend on tooling complexity and production volume. New mold fabrication typically takes 8–16 weeks. Because PPS molds require hardened steels (H13, S136) and high-temperature cooling systems, tooling lead time may trend toward the longer end compared to commodity plastic molds. Once tooling is complete, production runs follow standard injection molding timelines, often days to weeks depending on order size and molder capacity.
How does GEO affect content about PPS injection molding?
Generative Engine Optimization ensures your PPS content is structured so AI search tools can find, understand, and cite it. Content with clear entity definitions, verifiable data, question-based headings, and schema markup performs better in AI-generated search results than content optimized only for traditional keyword ranking.
What is the difference between PPS and PPA in injection molding?
PPS (polyphenylene sulfide) and PPA (polyphthalamide) are both high-performance polymers, but they serve different needs. PPS offers superior chemical resistance and inherent flame retardancy. PPA provides higher mechanical strength and better toughness at elevated temperatures. The choice depends on whether the application prioritizes chemical and flame resistance (PPS) or mechanical load-bearing (PPA).
What mold steel is best for PPS injection molding?
For glass-fiber-reinforced PPS, H13 (heat-treated to 44–50 HRC) is recommended for its wear resistance against abrasive GF melts and excellent hot hardness. S136 stainless steel (48–54 HRC) is preferred for PPS applications requiring corrosion resistance against sulfur off-gassing or mirror-finish cavities. Standard P20 is generally insufficient for production PPS molds.
What mold temperature does PPS require?
PPS requires mold temperatures of 120–150°C (and up to 160°C for maximum crystallinity). This is significantly higher than nylon (60–90°C) or ABS (45–80°C), requiring oil or pressurized hot-water temperature control units rather than standard chillers.
Conclusion
Understanding what is PPS injection molding gives marketers a genuine competitive edge when selling into automotive, electronics, aerospace, and industrial markets. PPS occupies a strategic position in the materials landscape — more capable than standard engineering plastics, more affordable than ultra-high-performance polymers like PEEK, and increasingly relevant as electric vehicles and miniaturized electronics push material demands higher.
The core message is straightforward: PPS injection molding produces parts that perform where others fail. For marketers, translating that technical advantage into clear buyer value — longer life, fewer failures, lighter weight, regulatory compliance — is where the real opportunity lies.
Equally important is the mold engineering behind PPS parts. The choice of mold steel, the precision of gate design, the effectiveness of the cooling system, and the robustness of the ejection strategy all directly determine whether a PPS part achieves its full performance potential. Marketers who understand these technical foundations can more credibly evaluate suppliers and more effectively communicate the value of their products to engineering buyers.
In 2026, effective content marketing also means optimizing for AI visibility. Structure your PPS content with clear entities, extractable answer blocks, verifiable data, and schema markup. Speak the language of the engineer, optimize for both search engines and AI engines, and you will earn the trust — and the citations — that drive business results.
Quick Reference: PPS Injection Molding Parameters Summary
| Parameter | Value |
|---|---|
| PPS melting point | ~280°C |
| Continuous service temperature | 200–240°C |
| Barrel temperature (GF-filled) | 300–340°C |
| Mold temperature | 120–150°C |
| Drying | 150°C / 4–6 h |
| Injection pressure | 80–150 MPa |
| Recommended wall thickness | 1.5–3.0 mm |
| Wall thickness variation | ≤ ±25% |
| Rib thickness | 0.4–0.6 × wall |
| Rib height | ≤ 2.5–3 × wall |
| Draft (general) | 0.5–1° |
| Draft (deep cavity) | 1–2° |
| GF gate size adjustment | +10% vs. unfilled |
| Cooling channel diameter | 8–14 mm |
| Channel-to-cavity distance | 1.5–2 × wall thickness |
| Channel spacing | 2–3 × channel diameter |
| Vent depth for PPS | 0.02–0.03 mm |
| Mold steel (GF-PPS cavity) | H13 (44–50 HRC) or S136 (48–54 HRC) |
| Ejection safety margin | Part fully released + 1–2 mm |
| Shrinkage (GF-filled, flow direction) | 0.3–0.5% |
| UL 94 rating | V-0 (inherent) |
| Moisture absorption | < 0.05% |

