
Introduction
If you market products in aerospace, medical devices, automotive, or oil and gas, you’ve likely encountered PEEK. Understanding what is PEEK injection molding gives you a serious edge when positioning high-performance components, writing technical content, or speaking credibly with engineering teams.
PEEK injection molding is a specialized manufacturing process that shapes polyether ether ketone — one of the most advanced engineering thermoplastics available — into precision parts. It demands higher temperatures, tighter process controls, and deeper material expertise than standard plastic molding.
In this article, you’ll learn exactly how PEEK injection molding works, why it costs more than conventional plastics, which industries depend on it, and how to use that knowledge in your marketing strategy. Every section is built to help marketers communicate value, not just recite specs.
What Is PEEK Injection Molding and Why Does It Matter?
PEEK injection molding is the process of melting polyether ether ketone resin and injecting it into a mold cavity under high pressure to form a solid part. PEEK belongs to the polyaryletherketone (PAEK) family and is classified as a semi-crystalline thermoplastic. It retains mechanical strength at temperatures up to 250°C (482°F) and resists chemicals that would destroy most other plastics.
For marketers, this matters because PEEK parts replace metal components in demanding environments. That substitution creates a compelling value story: lighter weight, corrosion resistance, and lower total cost of ownership over a part’s lifespan. When you understand the process behind the product, your messaging becomes more precise and more persuasive.
What Makes PEEK Different From Other Plastics?
PEEK sits at the top of the polymer performance pyramid. While commodity plastics like polyethylene or ABS handle everyday consumer goods, PEEK solves problems where failure is not an option.
Key differentiators include:
- Continuous use temperature up to 250°C, far above nylon (80–150°C depending on grade) or polycarbonate (~120–130°C)
- Chemical resistance to jet fuel, hydraulic fluids, and steam
- Biocompatibility that meets ISO 10993 standards for medical implants
- Inherent flame resistance with low smoke and toxic gas emission (UL 94 V-0 rated)
- Radiation resistance that allows repeated sterilization cycles
These properties aren’t marketing embellishments. They’re engineering requirements that drive purchase decisions in regulated industries. Marketers who grasp this distinction can craft content that resonates with technical buyers instead of bouncing off them.
How Does the PEEK Injection Molding Process Work?
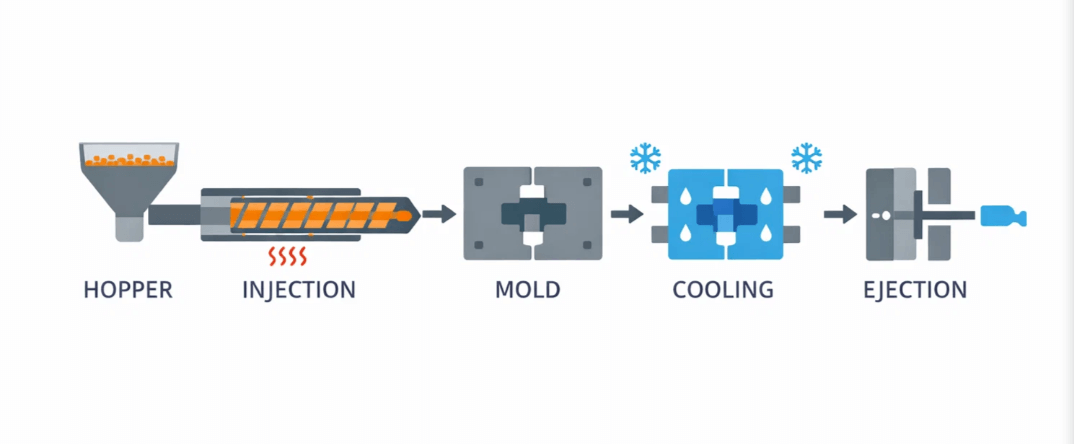
The process follows the same fundamental steps as standard injection molding, but every parameter is pushed to extremes.
Step 1: Material Preparation. PEEK resin must be thoroughly dried before processing — typically at 150–160°C for 3–6 hours using a desiccant (dehumidifying) dryer. The target moisture content after drying should be below 0.02%. Residual moisture causes hydrolysis, which degrades the polymer, weakens parts, and produces surface defects such as silver streaks and bubbles. By comparison, standard plastics like ABS only require drying at 80°C for about 1.5–2 hours.
Step 2: Melting. The resin enters a heated barrel where temperatures reach 350–400°C (662–752°F), depending on the PEEK grade. The barrel should use a gradually increasing temperature profile from rear to front, with the nozzle zone at the highest setting (around 380–400°C). Standard molding machines typically operate below 300°C. PEEK’s melting point is approximately 343°C, and the melt temperature must not exceed 400°C to avoid thermal degradation.
Step 3: Injection. Molten PEEK is injected into a steel mold under high pressure (typically 80–120 MPa / 1,200–1,750 psi at the cavity). Injection speed is recommended at 30–80 mm/s, and holding pressure should be set at 60–80% of injection pressure. Injection speeds and pressures must be carefully controlled to fill complex geometries without introducing voids or weld lines. PEEK exhibits much higher shrinkage than amorphous plastics, so adequate packing is critical.
Step 4: Mold Temperature Control. Unlike most plastics, PEEK requires mold temperatures of 160–200°C (Victrex recommends 170–200°C as the surface temperature) to achieve proper crystallinity. Higher crystallinity improves mechanical performance and chemical resistance. A cold mold produces an amorphous part — visible as a dark brown, opaque surface — with significantly inferior mechanical properties, chemical resistance, and dimensional stability. Achieving uniform mold temperature typically requires oil-heated temperature control units or electric cartridge heaters, along with insulation boards between mold and platen.
Step 5: Cooling and Ejection. Controlled cooling preserves the crystal structure. Unlike standard plastics where cooling water at 40–80°C is sufficient, PEEK cooling systems must manage the transition from 160–200°C mold temperatures gradually. Parts are ejected and may undergo post-mold annealing (typically at 200°C for several hours) to relieve internal stress and optimize dimensional stability.
What Equipment Does PEEK Injection Molding Require?
Not every molding shop can run PEEK. The process demands specialized equipment:
- High-temperature injection molding machines with barrel and nozzle components rated for sustained operation above 400°C. Ceramic heater bands and insulating barrel blankets are recommended for temperature consistency and energy efficiency. A low compression ratio screw (approximately 2:1) without a non-return valve is preferred, with the screw length at 20–30 times its diameter.
- Hardened steel molds — typically H13 (hardness 44–50 HRC after heat treatment) or S136 stainless steel (hardness 48–54 HRC after quench and temper) that withstand elevated mold temperatures without warping. S136 also offers excellent corrosion resistance and mirror-polishing capability, making it suitable for optical or medical-grade PEEK parts. For high-volume or high-wear applications (e.g., glass-fiber filled PEEK), H13 provides superior hot hardness and wear resistance.
- Oil-heated or electric mold temperature controllers capable of maintaining 200°C uniformly across the mold surface. Standard water-based temperature controllers are insufficient for PEEK processing.
- Corrosion-resistant barrel linings, since PEEK can be abrasive, especially glass-fiber or carbon-fiber filled grades. All metallic surfaces in contact with the melt should be smooth and highly polished. Copper and copper alloys must be avoided in contact with PEEK melt due to corrosion at high temperatures.
- Precise drying systems — desiccant dryers with dew point below -40°C for consistent moisture removal to below 0.02%.
This equipment footprint means fewer suppliers can offer PEEK molding compared to standard plastics. For marketers, that scarcity is a positioning lever — it elevates the perceived expertise and barrier to entry for your company or client.
Machine Sizing Considerations: Shot size utilization for PEEK (as with other engineering plastics) should be controlled at 30–70% of the machine’s maximum shot capacity. Running below 30% causes excessive barrel residence time and material degradation; above 70% may compromise cushion consistency. The cushion (material pad) should be approximately 5–10% of shot stroke. Clamping force is estimated as: melt pressure × projected area × safety factor (1.1–1.3).
Mold Design Considerations for PEEK
PEEK places unique demands on mold design that go beyond standard plastic tooling. Marketers referencing mold design complexity can use these specifics to reinforce the technical barrier messaging.
Gate Design: PEEK prefers large gates. Victrex recommends the “2/3 rule” — gate thickness should be at least 2/3 of the maximum wall section thickness. Minimum gate size is 1.0 mm for unfilled PEEK and 2.0 mm for filled compounds (glass fiber or carbon fiber reinforced). Tab gates, side gates, and fan gates are most commonly used. Submarine or tunnel gates may work for thin-walled small parts but risk freeze-off on larger components.
For reference, standard injection molding gate sizing follows these general principles:
| Part Wall Thickness (mm) | Side Gate Depth h (mm) | Side Gate Width b (mm) | Pin Gate Diameter d (mm) |
|---|---|---|---|
| < 0.8 | ≈ 0.5 | ≈ 1.0 | 0.8–1.3 |
| 0.8–1.5 | 0.6–0.8 | 1.0–1.5 | 0.8–1.5 |
| 1.5–2.5 | 0.8–1.2 | 1.5–2.5 | 1.0–1.8 |
| 2.5–4.0 | 1.2–2.0 | 2.5–4.0 | 1.5–2.2 |
| > 4.0 | 2.0+ | 4.0+ | 2.0–2.8 |
For PEEK specifically, these values should be increased — gate cross sections for glass-fiber reinforced grades should be approximately 10% larger than for unfilled resins to reduce shear damage to fibers.
Runner Design: Main runners (sprues) should be at least 4.06 mm (0.16 in) diameter and kept as short as possible. Larger runner diameters help fill complex geometries with long flow paths. Cold slug wells should be placed at the end of every runner segment — without them, cooled polymer fronts cause filling defects. For standard molds, main runner diameters of 4–8 mm (small-to-medium parts) and 6–10 mm (large parts) are typical, with sub-runners slightly smaller.
Draft Angle: The minimum draft angle for PEEK molded parts should be 2°, which is higher than the 0.5–1° typical for standard plastics. This is due to PEEK’s high shrinkage and the elevated mold temperatures involved.
Venting: Proper venting is critical. At PEEK’s processing temperatures (350–400°C), trapped gases cause severe burn marks. Vent depth should be approximately 0.02–0.05 mm, vent width 3–12 mm, and vent land length about 1.5 mm. Vents should be located opposite the gate, at flow ends, and at weld line locations.
Cooling Channel Layout: Even though PEEK molds run hot, temperature uniformity is paramount. Oil-heated channels should follow these guidelines:
| Part Wall Thickness (mm) | Channel Diameter (mm) | Channel-to-Cavity Distance (mm) | Channel Spacing (mm) |
|---|---|---|---|
| 1–2 | 6–8 | 10–15 | 30–40 |
| 2–4 | 8–10 | 15–20 | 40–60 |
| 4–6 | 10–12 | 18–25 | 50–70 |
| > 6 | 12–14 | 20–30 | 60–80 |
Channels must maintain a minimum clearance of 5 mm from ejector pins and other holes. Channel-to-mold-edge minimum steel thickness should be 8–10 mm.
Part Design Guidelines (DFM) for PEEK Components
While PEEK itself is the star material, part design fundamentals still apply — and are often more critical given the higher stakes involved. Marketers discussing design-for-manufacturability can reference these values to demonstrate engineering depth.
Wall Thickness: PEEK parts commonly use wall thicknesses of 1.0–3.0 mm. Similar to other engineering plastics, wall thickness variation within a single part should be held within ±25% of nominal to prevent differential shrinkage and warpage.
Ribs: Rib thickness should be 40–60% of the adjoining wall thickness. Rib height should not exceed 2.5–3× the base wall thickness. Rib spacing should be at least 2× wall thickness. Rib root radius should be R ≈ 0.25–0.4× wall thickness.
Bosses: Boss outer wall thickness should be 40–60% of surrounding wall thickness. Hole depth should not exceed 2.5–3× hole diameter without additional support.
Radii: Internal corner radii should be at least R ≥ 0.25–0.5× wall thickness. For PEEK parts under cyclic stress or chemical exposure, larger radii are strongly recommended to avoid stress concentration cracking.
Why Is PEEK Injection Molding So Expensive?
PEEK parts cost significantly more than parts made from nylon, acetal, or polycarbonate. The cost drivers include:
| Cost Factor | Impact |
|---|---|
| Raw material price | PEEK resin costs roughly $40–$100+/kg for standard grades (medical/implant grades significantly higher) vs. $2–$5 for commodity plastics |
| Processing energy | Barrel temperatures 350–400°C and mold temperatures 160–200°C increase energy consumption substantially vs. standard plastics at < 300°C barrel / 40–80°C mold |
| Equipment investment | Specialized machines, hardened steel molds (H13 at 44–50 HRC or S136 at 48–54 HRC), oil-heated temperature controllers, and desiccant dryers require higher capital outlay |
| Cycle times | Longer cooling and crystallization phases reduce output per hour. Cooling time is proportional to the square of wall thickness — doubling thickness roughly quadruples cooling time |
| Quality control | Tighter tolerances (±0.05–0.25 mm depending on size and class) and testing requirements add inspection costs |
| Supplier scarcity | Fewer qualified molders with PEEK-capable equipment means less price competition |
| Contamination control | PEEK processing requires dedicated or thoroughly cleaned equipment — any non-PEEK residue degrades at PEEK temperatures, causing black specks and part rejection |
Marketers should avoid apologizing for this price. Instead, frame the cost against the total value: longer service life, fewer replacements, reduced downtime, and the ability to meet regulatory requirements that cheaper materials cannot satisfy. The cost per year of service is often lower for PEEK than for metals or lesser polymers that fail sooner.
PEEK vs. Other High-Performance Polymers
Marketers frequently need to explain why PEEK was chosen over alternatives. This comparison helps:
| Property | PEEK | PPS | PEI (Ultem) | PAI (Torlon) |
|---|---|---|---|---|
| Max continuous temp | 250°C | 220°C | 170°C | 275°C |
| Chemical resistance | Excellent | Good | Moderate | Good |
| Biocompatibility | Yes (select grades) | No | Limited | No |
| Processability | Moderate | Good | Good | Difficult |
| Relative cost | High | Moderate | Moderate | Very high |
| Metal replacement suitability | Excellent | Good | Moderate | Excellent |
PEEK occupies a unique middle ground: it offers near-Torlon performance at better processability and broader regulatory acceptance, especially in medical and food-contact applications.
Which Industries Use PEEK Injection Molded Parts?
PEEK injection molding serves industries where part failure carries severe consequences.
- Aerospace: Brackets, cable insulation components, and interior cabin parts where flame resistance and weight savings are critical.
- Medical devices: Spinal fusion cages, dental abutments, and surgical instrument components that require biocompatibility and repeated sterilization.
- Oil and gas: Downhole seals, valve seats, and backup rings that endure extreme temperatures and corrosive fluids.
- Automotive: Transmission components, turbocharger parts, and sensor housings in high-heat engine environments.
- Semiconductor: Wafer handling components that must resist plasma and aggressive cleaning chemicals.
- Industrial: Bearings, gears, and wear parts that replace lubricated metal assemblies.
Each industry has its own regulatory language, buying cycle, and value hierarchy. Marketers should tailor messaging per vertical rather than using a one-size-fits-all benefits list.
What Are the Key Benefits of PEEK Injection Molding?
The advantages of PEEK injection molding extend beyond raw material properties:
- Weight reduction of 60–70% compared to equivalent steel or titanium components (PEEK density ~1.3 g/cm³ vs. steel ~7.8 g/cm³ and titanium ~4.5 g/cm³)
- Design freedom to consolidate multiple metal parts into a single molded component
- Consistent repeatability in high-volume production with tight tolerances (±0.05–0.25 mm achievable)
- Radiolucency — PEEK is transparent to X-rays, which is valuable for medical imaging applications
- Long-term dimensional stability under sustained mechanical load and thermal cycling (water absorption < 0.1%)
- Reduced post-processing compared to machined metal parts
These benefits translate directly into marketing claims. But each claim must connect to a measurable outcome the buyer cares about — not just a feature statement.
What Are the Limitations Marketers Should Know?
Honest positioning builds trust. PEEK injection molding has real limitations:
- High entry cost makes it unsuitable for price-sensitive applications where cheaper polymers perform adequately.
- Limited color options — PEEK is naturally beige-brown. Custom colors are difficult to achieve without affecting performance.
- Narrow processing window — the barrel must stay between 350–400°C (degradation above 400°C, insufficient melting below 340°C), and mold temperature must be 160–200°C. Small deviations in temperature or moisture can produce defective parts.
- Gate and weld line sensitivity — PEEK requires larger gates than standard plastics (minimum 1 mm unfilled, 2 mm filled) and expert mold design to maintain strength. Complex part geometries with multiple flow fronts need careful runner balancing.
- Contamination sensitivity — any residue from previously processed materials will degrade at PEEK temperatures, causing black specks. Dedicated equipment or thorough purging is required.
- Minimum order volumes — the tooling and setup costs mean PEEK molding rarely makes sense for very small production runs. Machining is often more economical below a few hundred parts.
- High shrinkage — PEEK’s semi-crystalline nature means significantly higher shrinkage than amorphous plastics, requiring careful mold compensation and uniform cooling.
Marketers should address these limitations proactively in content rather than let prospects discover them during evaluation. Transparency accelerates the sales cycle.
How Should Marketers Position PEEK Products?
Position PEEK on value, not price. Effective strategies include:
- Lead with the problem. Start with the failure mode or pain point: corrosion, weight, regulatory rejection. Then introduce PEEK as the solution.
- Use total cost of ownership (TCO). Compare upfront cost against service life, maintenance intervals, and downtime costs.
- Speak the buyer’s language. Engineers want data sheets. Procurement wants unit economics. Executives want risk reduction. Create content layers for each audience.
- Show certifications early. In regulated industries, compliance is a qualifying gate. Feature ISO, FDA, AS9100, or other relevant certifications prominently.
- Leverage case studies. A documented metal-to-PEEK conversion story is more persuasive than any spec sheet.
What Certifications and Standards Apply to PEEK Parts?
Certification requirements vary by industry, but common standards relevant to PEEK molding include:
- ISO 10993 for biocompatibility in medical applications
- FDA 21 CFR compliance for food contact
- AS9100 for aerospace quality management
- IATF 16949 for automotive quality systems
- UL 94 V-0 for flammability rating
- REACH and RoHS for chemical substance compliance in European markets
Marketing content should reference the specific certifications held by your company or client — not just the material’s generic compliance potential.
Is PEEK Injection Molding Sustainable?
Sustainability is increasingly influencing procurement decisions. PEEK offers some environmental advantages:
- Longevity reduces waste. Parts that last longer generate less replacement waste over a product’s lifetime.
- PEEK is recyclable in principle, though regrind reuse in injection molding requires careful quality control (extended drying of 6–8 hours for recycled material) to maintain performance.
- Lightweighting reduces fuel consumption in aerospace and automotive, which lowers lifecycle carbon emissions.
However, PEEK production is energy-intensive, and the raw material synthesis involves significant chemical processing. The high processing temperatures (350–400°C barrel, 160–200°C mold) also mean higher energy consumption per part compared to standard plastics. Marketers should present the sustainability story honestly, emphasizing lifecycle benefits rather than making broad green claims.
Process Parameter Quick Reference (PEEK vs. Standard Plastics)
| Parameter | PEEK | ABS (typical) | PC (typical) |
|---|---|---|---|
| Drying temp / time | 150–160°C / 3–6 h | 80°C / 1.5–2 h | 90–110°C / ≥ 2 h |
| Target moisture | < 0.02% | < 0.05% | < 0.02% |
| Barrel temperature | 350–400°C | 190–235°C | 280–320°C |
| Mold temperature | 160–200°C | 45–80°C | 80–110°C |
| Back pressure | 5–10 MPa | 9–18 MPa | 6–15 MPa |
| Injection speed | 30–80 mm/s | > 100 mm/s possible | Moderate |
| Melting point | ~343°C | ~105°C (amorphous) | ~267°C (amorphous) |
| Min. draft angle | 2° | 0.5–1° | 0.5–1° |
| Mold steel recommendation | H13 (44–50 HRC) or S136 (48–54 HRC) | P20 (28–32 HRC) | NAK80 (38–42 HRC) or S136 |
| Shot utilization | 30–70% | 20–80% | 30–50% |
Frequently Asked Questions
What temperature is required to mold PEEK? PEEK requires barrel temperatures of 350–400°C and mold temperatures of 160–200°C. The melting point of PEEK is approximately 343°C, and temperatures above 400°C risk thermal degradation. These are significantly higher than standard engineering plastics, which is why specialized equipment is necessary.
Can PEEK replace metal in structural applications? Yes, PEEK regularly replaces stainless steel, aluminum, and titanium in applications where weight reduction, corrosion resistance, or radiolucency is needed. Each application requires engineering validation to confirm that PEEK meets load and environmental requirements.
How long do PEEK injection molded parts last? Part lifespan depends on the application, but PEEK’s resistance to wear, chemicals, and thermal degradation means parts often outlast metal equivalents in corrosive or high-cycle environments. Specific lifespan data varies by use case and should be verified through testing.
Is PEEK safe for medical implants? Select grades of PEEK are biocompatible and meet ISO 10993 standards. PEEK-OPTIMA, produced by Victrex, is widely used in spinal and orthopedic implants. Medical applications require implant-grade material with full regulatory documentation.
What is the minimum order quantity for PEEK injection molding? There is no universal minimum, but the high tooling and setup costs generally make injection molding economical starting at several hundred parts. For smaller quantities, CNC machining from PEEK rod or plate stock is often more cost-effective.
Does PEEK injection molding require special mold design? Yes. Molds must accommodate high processing temperatures (160–200°C mold surface), controlled crystallization, and PEEK’s high-shrinkage flow characteristics. Gate sizes must be larger than standard plastics (minimum 1 mm unfilled, 2 mm for filled grades). Runner design, venting (vent depth 0.02–0.05 mm), and uniform temperature distribution all require more precision than standard plastic molds to avoid defects such as burn marks, amorphous zones, and warpage.
What mold steels are best for PEEK? H13 tool steel (heat-treated to 44–50 HRC) and S136 stainless steel (48–54 HRC) are the most common choices. H13 offers superior hot hardness and wear resistance for filled PEEK grades. S136 provides excellent corrosion resistance and mirror-polishing capability for optical or medical parts. Standard P20 steel (28–32 HRC) is generally insufficient for sustained PEEK processing temperatures.
Conclusion
Understanding what is PEEK injection molding equips marketers to speak with authority in industries where material performance defines competitive advantage. PEEK is not just another plastic — it is a strategic material that solves problems no commodity polymer can address.
The key takeaway for marketers: lead with the problem PEEK solves, support claims with real specifications and certifications, and frame cost within a total value narrative. This approach resonates with engineers, procurement professionals, and executives alike.
As high-performance polymers continue replacing metals across aerospace, medical, and industrial applications, marketers who understand the manufacturing process behind the product will create more compelling, credible, and conversion-driving content.

