
MATERIAL SELECTION GUIDE
Injection Molding Material Selection Guide: How to Choose the Right Plastic Resin (and Avoid Overspecifying)
Most overpriced plastic parts I see weren’t ruined by tooling. They were ruined by the resin line on the drawing. A buyer copies “PC” from a five-year-old part. The new part doesn’t need PC. Nobody questions it. You pay the premium on every shot for the next four years.
Twenty years of quoting parts for buyers in the US, EU, and Australia taught me one thing about injection molding material selection. The expensive mistake is almost never picking a resin too weak. It’s picking one too strong.
This guide walks through how we pick resin at Topworks. The six requirements we ask about first. The eight resins buyers actually ask us to quote. Where overspecifying quietly bleeds money out of a program. And the part most material guides skip — how your resin choice rewrites your mold design and tooling cost. Material and tooling are one decision, not two.
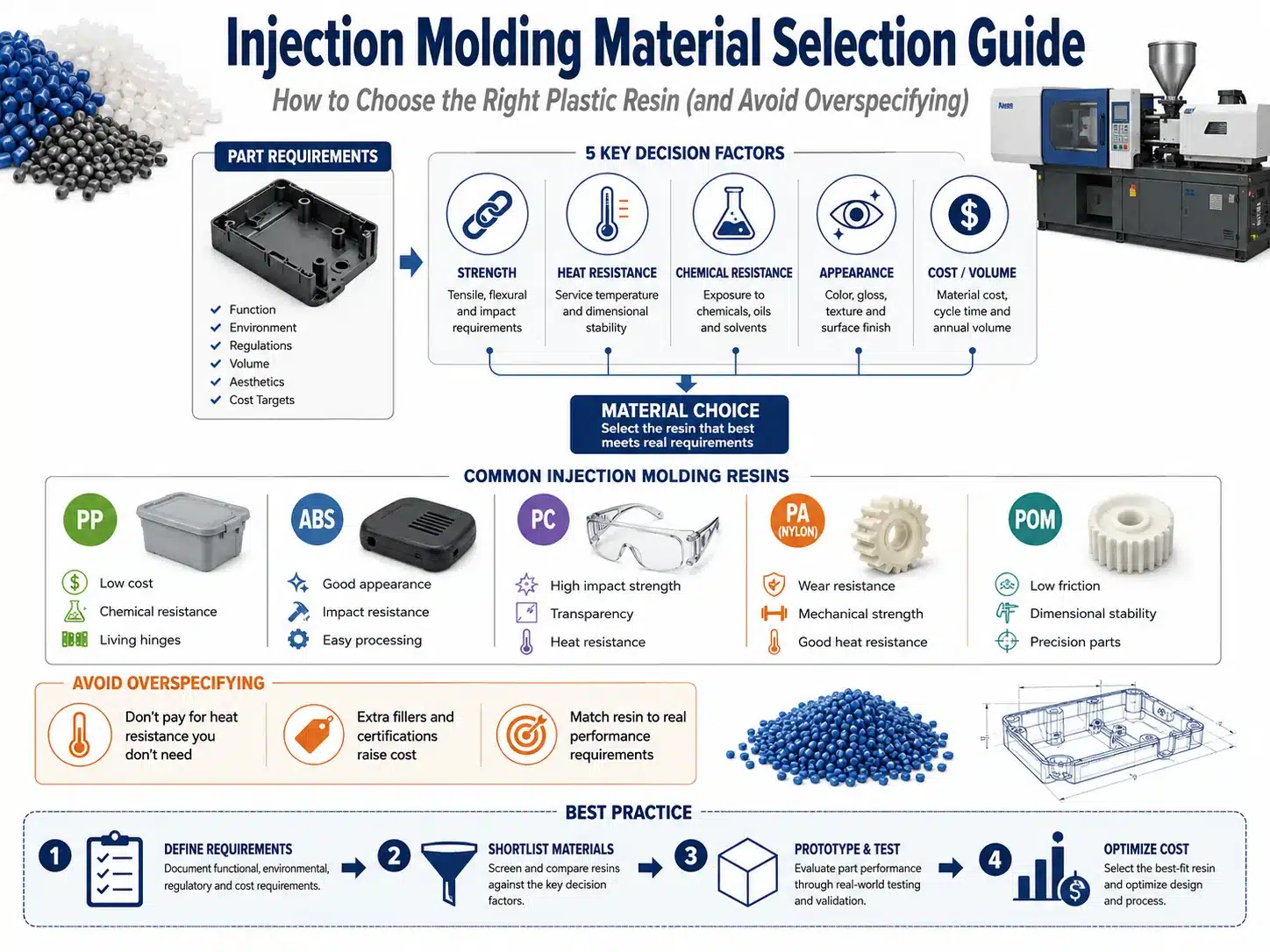
Start With Requirements, Not With a Resin
The fastest way to overspend? Open the RFQ with a resin name. “We want PC.” “Make it nylon.” Nine times out of ten, that name came from a legacy part or a competitor’s drawing. Nobody re-checked the requirements.
Before I name a resin, I ask six questions. Answer them and the shortlist usually narrows to two or three candidates by itself.
- Mechanical load. Structural or cosmetic? Does the part carry constant load, take impact, flex thousands of times, thread into something? A snap-fit clip, a load-bearing bracket, and a decorative housing are three different problems — even at the same wall thickness.
- Operating temperature. What’s the hottest the part ever gets? Include shipping, warehouse, and any heat source nearby. The number that matters is heat deflection temperature (HDT) — not melt temp. A part that’s fine at 22°C can creep at 80°C.
- Chemicals and environment. Oils, solvents, cleaners, fuel, moisture — each one changes the shortlist. Outdoors? UV will chew through unstabilized resin in a season. Nylon drinks water from the air and changes size as it does.
- Compliance. FDA food contact, NSF drinking water, USP Class VI medical, UL94 flame rating. These don’t just narrow the family. They dictate a specific certified grade.
- Looks. Clarity, gloss, color match, ability to hold a polish or texture. Each one steers both the resin and the mold. A transparent part has a different shortlist than a painted one. Obvious — but constantly skipped.
- Volume and target cost. 500K parts a year? Resin price per kilo decides everything. 5K parts a year? An engineering grade barely moves the program math. Size the spec to the program.
Send those six answers with your RFQ instead of a resin name. Most of the time, we’ll come back with something cheaper than what you asked for — and it meets every requirement.
The Plastics Buyers Actually Ask About
These eight resins cover most of what we quote. They split into two camps. Commodity grades — cheap, everyday parts. Engineering grades — more expensive, but they do things commodity grades can’t.
Commodity Plastics
Polypropylene (PP) — The workhorse. Cheap. Great chemical resistance. Living-hinge capability baked in, which is why every flip-top cap is PP. Lightweight, fatigue-resistant. The catch: low stiffness, ugly UV behavior without stabilizer, and high shrinkage of 1.0–2.5%. That shrinkage punishes sloppy tool design.
Polyethylene (PE, HDPE/LDPE) — Cheaper than PP. Tough. Chemically inert. But stiffness is low and shrinkage is high. You see it in containers, caps, and parts where flex and cost beat rigidity and finish.
ABS — The default for rigid cosmetic housings. Good impact, takes a clean finish, paints and plates well. Low shrinkage at 0.4–0.7% keeps dimensions in line. Don’t put it outdoors unstabilized. Heat resistance is only middling.
PMMA (Acrylic) — When you need optical clarity and a hard, glossy face that survives sunlight. The catch is brittleness. Drop it once and it cracks where PC would shrug.
Engineering Plastics
Polycarbonate (PC) — Crazy impact strength, transparent, HDT around 130°C. Lenses, guards, rugged see-through housings. The downside? It costs real money compared to ABS. And certain chemicals trigger stress cracking — usually right where the part is loaded.
PC/ABS Blend — Splits the difference. More durable than ABS, cheaper and easier to mold than PC. The middle-ground housing material when ABS isn’t enough but PC is overkill.
Nylon (PA6, PA66) — Strong, tough, wear- and chemical-resistant. Glass-filled grades take serious heat. Gears, bearings, structural brackets — this is its territory. The quirk that bites first-time users: nylon absorbs water from the air. Dimensions shift. Stiffness shifts. You design around it or you pay for it. PA66 takes more heat than PA6.
POM (Acetal/Delrin) — Precision mechanical parts. Low friction, excellent fatigue and wear life, dimensionally stable in service. Gears, bushings, clips, snap-fits — this is what POM is for. Shrinkage runs 1.8–2.5%, which is a tooling headache. It also hates glue and paint.
Quick Comparison
| Resin | Relative cost | Stiffness | Impact | Max use temp | Mold shrinkage | Typical use |
|---|---|---|---|---|---|---|
| PP | Low | Low | Good | Moderate | High (1.0–2.5%) | Caps, hinges, containers |
| PE | Low | Low | High | Low–Mod | High | Containers, bottles |
| ABS | Low–Mid | Moderate | Good | Moderate | Low (0.4–0.7%) | Cosmetic housings |
| PMMA | Mid | Moderate | Poor (brittle) | Moderate | Low | Clear, glossy parts |
| PC | Mid–High | High | Excellent | High (~130°C) | Low (0.5–0.7%) | Lenses, rugged clear parts |
| PC/ABS | Mid | High | Very good | High | Low | Durable housings |
| Nylon (PA) | Mid–High | High* | Good | High | Mod (0.7–1.5%) | Gears, structural parts |
| POM | Mid | High | Moderate | High | High (1.8–2.5%) | Precision mechanical parts |
*Glass fill changes the stiffness and heat numbers a lot.
Where Buyers Overspecify — and What It Costs
This is where real money hides. Overspec is sneaky because the part still works. You just paid more than you needed. Same patterns, every quarter:
PC where ABS or PC/ABS would pass. PC carries a real premium over ABS. Buyers default to it out of caution. But if the part isn’t transparent and never sees serious impact or sustained heat, you’re paying for nothing. Reserve PC for the parts that actually need its clarity or toughness. The rest don’t.
Glass-filled nylon on parts under light load. Glass fill jumps stiffness and strength. It also jumps material cost, wears the mold faster, warps surface, and shows fibers through the finish. If the part sees light loads, unfilled nylon, POM, or even a reinforced PP usually carries it. Don’t pay for 30% glass the part never needs.
Engineering resin where commodity fits. An indoor bracket at room temperature under light load doesn’t need nylon. A talc-filled or impact-modified PP often does the job for a fraction of the resin cost. We swap this one constantly.
Temperature padding. Buyers spec for a worst-case temperature the part will never see. We’ve had RFQs spec 100°C HDT for a part that sits on an office desk. Pin down the real peak, not a defensive guess. Often that one number unlocks a cheaper resin.
Spec to the requirement. Not to the safety blanket. Tell us real loads, real temperatures, real environment, and we’ll be honest about where you can step down a grade without putting the part at risk.
How Material Choice Drives Mold Design and Tooling Cost
Here’s what most material guides skip. The resin you pick rewrites the mold itself. Tooling cost, cycle time, steel selection — all of it. Pick the resin in a vacuum and you’ll pay twice.
Shrinkage sets cavity dimensions. Every resin shrinks as it cools. The cavity gets cut oversize to compensate. Semi-crystalline resins like PP, PE, and POM shrink 1.5–2.5%. Amorphous resins like ABS and PC sit around 0.5%. More shrinkage — and less predictable shrinkage — means tighter tolerances are harder to hold. The tool often needs a re-cut after T1 samples. On precision parts, that’s a real number.
Abrasive resins eat soft steel. Glass-filled and flame-retardant grades grind away at P20 like sandpaper. For these you need H13, S136, or surface treatment. Mold cost goes up at the start. But the tool lasts the program instead of dying at 100K shots. The math usually favors the harder steel — fast.
Flow behavior drives gates and runners. Stiff-flowing resin or thick walls? You need bigger gates, more gates, or a hot runner to fill clean. Each one changes mold cost. Each one changes where you can put the gate — which changes where the sink and weld lines land.
Cycle time follows the resin. Semi-crystalline resins need more cooling time than amorphous ones at the same wall. Longer cycle, fewer parts per hour, higher cost per piece. That cost compounds across hundreds of thousands of shots. A small resin price gap can flip the entire program economics when you account for cycle.
Tell your molder which resins you’re considering at the quoting stage. Not after the mold is cut. A resin chosen alone quietly adds cost to the tool and to every cycle. Chosen with the mold design, it cuts both.
A Note on Food-Grade and Medical-Grade Parts
Parts that touch food, drinking water, or the human body? Compliance overrides everything I said above. You need a specific certified grade. FDA for food contact. NSF for drinking water. USP Class VI or ISO 10993 for medical. Not just “an FDA-friendly nylon.” The certified lot, with documentation and traceability. Flag this on day one of the RFQ. It shapes the resin and the process.
Common Mistakes to Avoid
- Naming a resin before you’ve defined what the part has to do
- Copying the spec off a legacy part without asking if it still fits
- Guessing a “safe” peak temperature instead of measuring the real one — it’s almost always too high
- Ignoring nylon’s moisture habit
- Choosing the resin and designing the mold as two separate decisions
- Specifying glass fill the loads don’t justify
Frequently Asked Questions
What is the most common plastic used in injection molding?
PP and ABS top the list. PP dominates caps, containers, and any part with a living hinge. ABS owns rigid cosmetic housings because it molds to a clean finish and holds its dimensions. Between them, they probably cover half the parts running on any given molding floor.
How do I choose between ABS and polycarbonate?
Use ABS for rigid cosmetic parts that aren’t transparent and don’t take real heat or impact. It’s cheaper and molds easier. Use PC when the part must be clear, take hits, or hold up at higher temperatures. PC/ABS blend is the middle ground when ABS isn’t enough and PC is overkill.
Does the plastic material affect mold cost?
Yes — a lot more than buyers expect. Shrinkage controls how the cavity is cut and what tolerances are realistic. Abrasive grades like glass-filled nylon force you to harder steels like H13 or S136, which raises mold cost. And the resin’s cooling behavior sets the cycle time, which sets the per-part molding cost across the whole program.
What is overspecifying and why does it cost me money?
Overspecifying means picking a resin tougher than the application needs. PC where ABS would work. Glass-filled nylon for a lightly loaded bracket. The part runs fine. But you pay the material premium on every shot, for the entire life of the program. On a high-volume part, that’s tens of thousands of dollars over five years.
How does moisture affect nylon parts?
Nylon absorbs moisture out of the air. As it does, parts grow slightly and lose stiffness. Tight-tolerance nylon parts need careful design, careful drying before molding, and sometimes a conditioning step after. Skip this and the part that measured perfectly at the press is out of tolerance two weeks later.
Get a Material Recommendation With Your Quote
The best material decision is made with your molder. Not in isolation. Send the part design with the real operating conditions — mechanical load, peak temperature, chemical and environmental exposure, compliance needs, and target volume. We’ll recommend the resin that meets every requirement at the lowest sensible cost. And we’ll tell you exactly how it changes the tool.
At Topworks, material selection is part of the DFM review we run before quoting. Not an afterthought. If you’re at the sourcing stage and unsure which resin fits, that’s exactly the conversation we want to have.

