






Qu'est-ce qu'un moule en plastique ?
Table des matières
Un moule en plastique est un outil de précision qui transforme le plastique fondu en pièces finies par des procédés tels que l'injection, le soufflage, la compression, le transfert et le moulage par rotation. Au cœur de cet outil se trouvent les éléments suivants cavité (le négatif de la forme extérieure) et le noyau (qui forme les caractéristiques internes). Le plastique liquide est injecté, refroidi, solidifié et éjecté selon un cycle répétitif. Les aciers standard pour moules sont les suivants Inox P20, H13 et S136, tandis que les prototypes sont généralement fabriqués par usinage CNC, impression 3D ou moulage sous vide.
📌 Quoi de neuf en 2026 : Mise à jour des fourchettes de coûts en fonction des prix actuels de l'acier, ajout de sections sur le refroidissement conforme et les capteurs de moule IoT, et révision des estimations des délais d'exécution sur la base des données de l'industrie pour 2025-2026.
Structure du moule d'injection
Guide interactif d'ingénierie - Cliquez sur les marqueurs pour explorer les composants
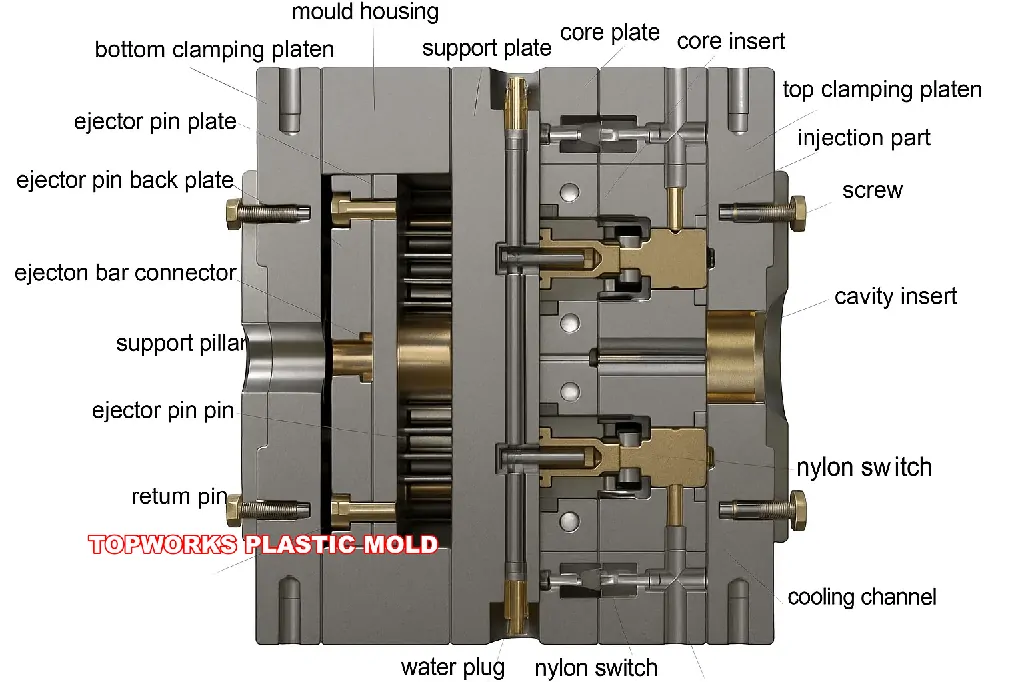
Sélectionnez un composant dans le diagramme ou la liste pour afficher les détails techniques.
| Composant | Fonction principale | Notes clés |
|---|---|---|
| Cavité | Définit la géométrie extérieure et les surfaces cosmétiques. | Contrôle la qualité de l'aspect, la finition de la surface et la texture. |
| Cœur de métier | Forme la géométrie interne (bossages, nervures, trous). | Essentiel pour les caractéristiques structurelles et la stabilité dimensionnelle. |
| Système de refroidissement | Gérer le temps de cycle et la stabilité dimensionnelle. | Des conduites d'eau, des déflecteurs ou des canaux conformes optimisent l'évacuation de la chaleur. |
| Système d'éjection | Démouler la pièce en toute sécurité sans l'endommager. | Goupilles d'éjection, manchons, poussoirs et soupapes d'air ; la synchronisation et l'emplacement sont importants. |
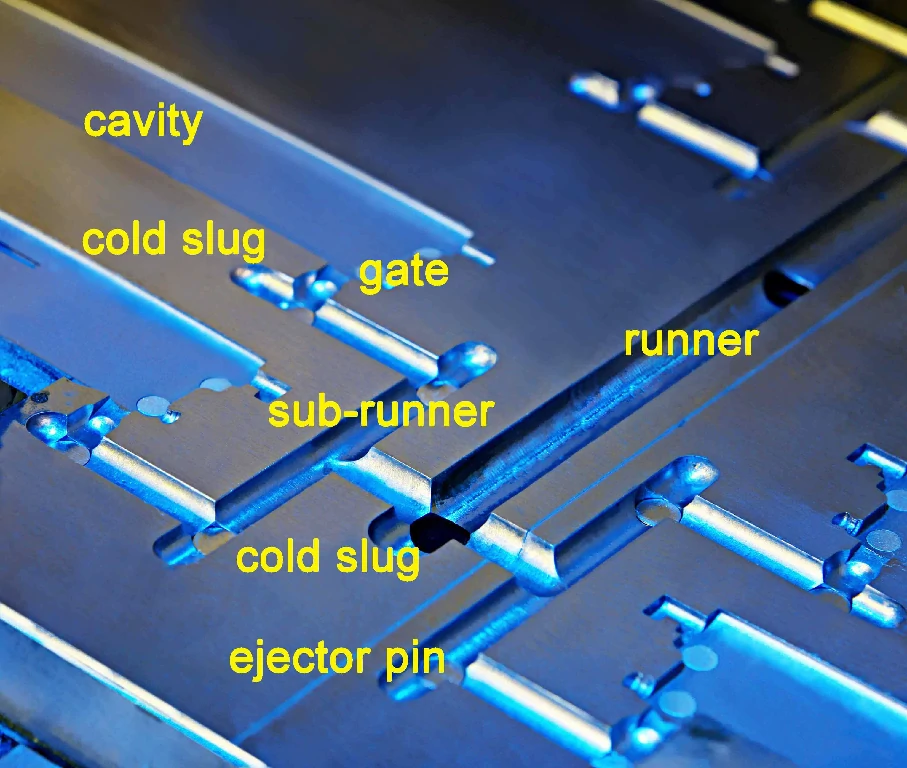
| Système de coureurs | Délivre la fonte uniformément dans chaque cavité (coulée chaude ou froide). | Comprend une carotte, des glissières et des portes ; équilibrer le flux pour éviter les défauts. Configuration à 2 ou 3 plaques. |
Apprendre les bases des moules en plastique
Avant de choisir un outil, il est utile de s'aligner sur les définitions et la structure. Voici un bref aperçu de la construction d'un moule et du fonctionnement du cycle de moulage.
Définition et principales composantes
Un moule en plastique est construit autour de deux sections principales de formage : le côté de la cavité, qui forme la surface extérieure de la pièce, et le côté central, qui forme des caractéristiques internes telles que des nervures, des bossages, des trous et des contre-dépouilles. Autour de ces zones de formage, le moule comprend également le système de glissières et de portes, les canaux de refroidissement, le système d'éjection, les composants de guidage et les plaques de support. Ensemble, ces composants contrôlent la manière dont le plastique fondu s'écoule, se refroidit, se rétracte et est finalement libéré du moule.
Dans le cycle de moulage par injection, le plastique est fondu et injecté dans la cavité du moule sous la pression élevée de la presse, et durcit pendant le refroidissement. Une fois refroidi, le moule s'ouvre et la pièce est éjectée. La qualité de la pièce dépend de la matière plastique, de l'acier du moule, de la géométrie, de l'injection, de la disposition du refroidissement et de la méthode d'éjection.
Lecture connexe : Nos services de fabrication de moules
Quels sont les principaux types de moules en plastique ?
Il existe six principaux types de moules en plastique, chacun adapté à des formes de pièces, des volumes et des budgets différents. Moulage par injection est le plus polyvalent pour les pièces complexes et de grand volume. Moulage par soufflage crée des conteneurs creux. Moulage par compression fonctionne le mieux pour les grandes pièces plates en thermodurcissable. Extrusion produit des profils continus comme des tuyaux. Moulage par rotation fabrique des objets creux de grande taille. Thermoformage façonne des feuilles chauffées sur un moule pour l'emballage et les panneaux.
| Type | Meilleur pour | Produits typiques |
|---|---|---|
| Moule à injection | Pièces complexes et de grand volume | Pièces automobiles, électronique, dispositifs médicaux |
| Moule à souffler | Conteneurs creux | Bouteilles, réservoirs de carburant, fûts |
| Moule de compression | Grandes pièces plates/courbes en thermodurcissable | Panneaux électriques, panneaux de carrosserie |
| Moule d'extrusion | Profils en coupe continue | Tuyaux, tubes, cadres de fenêtres |
| Moule rotatif | Grandes pièces creuses | Réservoirs, kayaks, équipements d'aires de jeux |
| Thermoformage | Pièces peu profondes à partir de feuilles chauffées | Plateaux alimentaires, emballages, tableaux de bord |
Comment fonctionne le moulage plastique ?
Vous trouverez ci-dessous le flux de travail complet, en utilisant le moulage par injection comme exemple d'ancrage. La même logique s'applique largement aux autres méthodes de moulage.
Étape 1 : Phase de conception (Délai : ~1 semaine)
- Conception CAO : Pièces et moules en 3D/2D, GD&T, ébauche et tolérances.
- Analyse DFM : Épaisseur de la paroi, nervures, rayons - pour réduire le gauchissement et les marques d'enfoncement.
- Analyse de l'écoulement des moules : Équilibre de remplissage, lignes de soudure, pièges à air, refroidissement et prédiction de la déviation.
Étape 2 : Fabrication du moule (Délai : 2-6 semaines)
- Sélection des matériaux : P20, H13, S136 ou aluminium - en fonction de la durée de vie, de la résine et du risque de corrosion.
- Usinage CNC : Passes d'ébauche et de finition pour la précision géométrique ; électrodes préparées pour l'électroérosion.
- Usinage par électroérosion : Des poches profondes, des angles vifs, des détails complexes.
- Polissage et texturation : Polissage optique (SPI A1/A2) ou textures (VDI/MT).
- Assemblage : Guides, éjecteurs, conduites d'eau, canaux chauds (le cas échéant).
Étape 3 : Essais et validation (Délai : 1-2 semaines)
- Essais T0/T1 : Établir une fenêtre de processus ; évaluer les dimensions et la cosmétique.
- Inspection : CMM, mesure optique ; définir un échantillon d'or.
- Optimisation : Ajustements de la porte, de l'aération, de l'équilibre du refroidissement et de la sécurité de l'acier.
Étape 4 : Production en série
- Des parcours stables : Températures, pressions et temps répétables.
- Contrôle de la qualité : FAI, SPC en cours de fabrication et contrôles finaux.
- Entretien : Nettoyage, lubrification, détartrage de la ligne de flottaison et gestion des pièces de rechange.
Matériaux utilisés dans les moules en plastique
Le choix de la bonne combinaison d'acier et de résine pour le moule détermine la durée de vie, le temps de cycle et le prix de la pièce - en particulier pour les matériaux chargés de verre ou corrosifs.
Matériaux courants pour les moules
| Matériau | Propriétés | Applications | Coût |
|---|---|---|---|
| Acier P20 | Pré-trempé, polyvalent, économique | Moules de volume moyen | $ |
| Acier H13 | Dureté élevée, résistance à l'usure et à la chaleur | Résines à haut volume remplies de verre | $$ |
| S136 Inox | Résistant à la corrosion, haute brillance | Médical, alimentaire, pièces transparentes | $$$ |
| Aluminium | Haute conductivité, usinage rapide | Prototypes, petites séries | $ |
Matières plastiques pour le moulage
- ABS : Résistant et stable ; excellent pour les boîtiers cosmétiques.
- Polypropylène (PP) : Léger et résistant aux produits chimiques ; emballages et appareils.
- Polyéthylène (PE) : Résistant ; courant dans les bouteilles et récipients moulés par soufflage.
- Polycarbonate (PC) : Clair et solide ; pièces optiques et de protection.
- Nylon (PA) : Résistant à l'usure et à la chaleur ; engrenages et composants structurels.
Pourquoi les moules en plastique sont-ils si chers ?
Les moules en plastique nécessitent un acier de qualité supérieure, un usinage CNC/EDM de précision (tolérances de ±0,02-0,05 mm), une conception technique qualifiée et des heures de polissage et d'assemblage. L'usinage CNC représente à lui seul 25 à 40% du coût total. Les caractéristiques complexes, telles que les glissières, les élévateurs et les canaux chauds, augmentent considérablement le temps d'ingénierie et d'usinage.
Facteurs influençant le coût des moules
Complexité des pièces - Basique : $2,000-$5,000 - Intermédiaire : $5.000-$20.000 - Avancé : $20.000-$100.000+ (par exemple, brillance miroir, lifters/glides, microcaractéristiques).
Taille du moule - Petit (1 000 mm). Les outils plus grands nécessitent plus d'acier, d'usinage et de complexité de refroidissement.
Exigences en matière de volume - Prototype : 200-1 000 clichés - Faible production : 1 000-10 000 - Production élevée : 10 000-100 000+ (canaux chauds et automatisation typiques).
Sélection des matériaux - Nuance d'acier à outils ; traitements de surface (nitruration, PVD, chrome dur) ; besoins spéciaux (polissage optique SPI), Textures VDI/MT, contrôle de la corrosion).
Numéro de la cavité - Mono-empreinte - Multi-empreintes (2-64) - Moule familial. La multi-empreinte exige un équilibre précis entre le débit et la rétraction.
Exigences de tolérance - Standard ±0,1 mm - Précision ±0,02 mm - Ultra-précision ±0,01 mm (nécessite un contrôle de l'environnement).
| Catégorie de coût | Part du total |
|---|---|
| Conception et ingénierie (CAO, DFM, Moldflow) | 15–30% |
| Acier / Matières premières | 15–30% |
| Usinage CNC et électroérosion | 25–40% |
| Polissage, texturation et assemblage | 10-20% |
| Type de moule | Fourchette de prix (USD) |
|---|---|
| Prototype simple (aluminium, cavité unique) | $2,000 - $5,000 |
| Production standard (P20, 1-2 diapositives) | $5,000 - $15,000 |
| Complexité moyenne (2-4 cavités, canal chaud) | $15 000 - $50 000 |
| Grande complexité (multi-cavités, canaux chauds complets) | $50,000 - $150,000 |
| Ultra-précision (16-64 cavités) | $150.000 - $500.000 |
Conseils pour réduire les coûts
- Optimiser la conception des pièces dès le début avec DFM pour éliminer les diapositives, les points chauds et les marques d'enfoncement.
- Adapter le nombre de cavités et le tonnage des machines à la demande réelle - et non à la demande théorique maximale.
- Utiliser des composants standard et des inserts modulaires dans la mesure du possible.
- Commander des lots plus importants afin d'amortir les coûts d'outillage sur un plus grand nombre de pièces.
- S'associer à des fabricants expérimentés pour réduire le nombre d'essais de moules.
[coût du moule]
Quelle est la durée de vie d'un moule en plastique ?
La durée de vie des moules est mesurée en cycles d'injection. Les moules en acier trempé (H13, S136) durent 500 000 à 1 000 000+ cycles. Poignées en acier trempé (P20) 200 000-500 000 cycles. Les moules en aluminium conviennent au prototypage à 10 000-100 000 cycles. Les résines abrasives comme le nylon chargé de verre usent les moules 3 à 5 fois plus vite. Un entretien régulier - nettoyage, lubrification et inspection tous les 50 000 cycles - peut prolonger la durée de vie des moules de 30 à 50%.
| Matériau du moule | Durée de vie prévue | Meilleure application |
|---|---|---|
| Acier trempé (H13 / S136) | 500 000 - 1 000 000+ cycles | Production en grande quantité |
| Acier pré-durci (P20 / 2738) | 200 000 - 500 000 cycles | Production en volume moyen |
| Aluminium (7075 / 6061) | 10 000 - 100 000 cycles | Prototypage et faible volume |
| Métal doux / Epoxy | 500 - 5 000 cycles | Prototypage uniquement |
Contrôle de la qualité des moules en plastique
La qualité est assurée par des mesures précises, la documentation et le respect des normes industrielles.
Méthodes d'inspection
- CMM (machine à mesurer les coordonnées)
- Mesures optiques et profilométrie
- Contrôle de l'état de surface (Ra, brillance)
- Inspection du premier article (FAI), PPAP pour l'automobile
Normes industrielles
- Normes dimensionnelles et de tolérance ANSI/ASME, DIN, JIS
- Pratiques PPAP et APQP pour l'industrie automobile
- Enregistrements de l'historique des dispositifs pour les applications médicales
Défis communs et solutions
La plupart des problèmes de moulage peuvent être évités grâce à une conception proactive et à la mise au point du processus. Vous trouverez ci-dessous les problèmes les plus fréquents et la manière dont ils sont résolus.
Déformation et défauts de surface dans le moulage des matières plastiques
1. SÉLECTIONNER LE DÉFAUT À DÉPANNER :

Tendances futures de la technologie des moules en plastique
Les nouvelles capacités se traduisent directement par des cycles plus courts, une meilleure qualité et des lancements plus rapides.
- Intégration de l'impression 3D - La fabrication additive permet des inserts rapides et des canaux de refroidissement conformes qui suivent la géométrie de la pièce, ce qui permet un refroidissement plus rapide et plus uniforme et une réduction significative du temps de cycle.
- Moules intelligents (capteurs IoT) - Les capteurs de température et de pression intégrés permettent un contrôle des processus basé sur les données, une réduction des défauts, des réglages plus rapides et des fenêtres de processus en temps réel.
- Matériaux durables - Les résines recyclables et biosourcées, associées à des noyaux modulaires et à des inserts remplaçables, prolongent la durée de vie des outils et réduisent les déchets.
- Optimisation de la conception basée sur l'IA - Le paramétrage assisté par l'IA, la prédiction des défauts et l'agencement automatisé des portes et du refroidissement réduisent le nombre d'essais et raccourcissent les délais de mise sur le marché.
Questions fréquemment posées
Dix questions essentielles sur les moules en plastique.
1. Qu'est-ce qu'un moule en plastique ?
Un moule en plastique est un outil de précision utilisé dans le moulage par injection pour fabriquer des pièces en plastique à partir d'une machine de moulage par injection. Il se compose de deux parties principales : le cavité (qui forme l'extérieur) et le noyau (qui forme l'intérieur). Lorsque le plastique fondu est injecté à haute pression, il remplit l'espace entre ces composants, se refroidit, se solidifie et est démoulé sous la forme de la pièce finie.
Les moules sont généralement fabriqués en acier trempé ou en aluminium et vont de simples outils à une seule cavité à des systèmes multicavités très complexes qui produisent plus de 10 pièces par cycle.
2. Comment fonctionne le moulage par injection de matières plastiques ?
Le processus de moulage par injection suit quatre étapes clés :
- Serrage : Le moule se referme et est maintenu par la machine de moulage par injection.
- Injection : Une pression élevée pousse le plastique fondu dans la cavité du moule à travers la glissière et l'opercule.
- Refroidissement : Le plastique chauffé se refroidit et se solidifie à l'intérieur du moule.
- Ejection : Le moule s'ouvre et la pièce finie est éjectée.
Ce cycle dure généralement de 15 secondes à 2 minutes, en fonction de la taille et de la complexité de la pièce.
3. Quels sont les matériaux utilisés pour fabriquer les moules en plastique ?
- Acier P20 : Acier prétrempé idéal pour la production de volumes moyens (200 000-500 000 cycles). Bon équilibre entre coût et durabilité.
- H13 Acier : Acier à outils pour la production en grande série (500 000-1 000 000+ cycles). Excellente résistance à l'usure et peut être traité thermiquement.
- Acier S136 : Acier inoxydable avec une bonne résistance à la corrosion pour les pièces médicales, les composants transparents ou les résines corrosives.
- Aluminium (7075, 6061) : Utilisés pour les moules prototypes ou la production de faibles volumes. Rapide à usiner et moins coûteux, mais avec une durée de vie plus courte.
4. Combien de temps faut-il pour fabriquer un moule en plastique ?
Le délai habituel est de 6 à 10 semaines :
- Semaines 1-2 : Phase de conception - modélisation CAO, analyse DFM, simulation de l'écoulement des moules.
- Semaines 3-8 : Usinage CNC, électroérosion, polissage et assemblage.
- Semaines 9-10 : Essais, tests et optimisation des moules.
Les moules complexes dotés de glissières à action multiple, d'élévateurs ou de systèmes à canaux chauds peuvent nécessiter un délai de 6 à 12 semaines. L'ingénierie parallèle (précommande de composants standard) peut réduire les délais de 10 à 20%.
5. Combien coûte un moule en plastique ?
Les coûts des moules varient considérablement en fonction de leur complexité :
- Moules simples à cavité unique : $2,000 - $10,000
- Complexité moyenne (2-4 cavités) : $10,000 - $30,000
- Moules complexes à cavités multiples : $30.000 - $100.000
- Moules de haute précision ou moules familiaux : $100.000 - $300.000
Les facteurs de coût comprennent le nombre de cavités, la taille et la complexité des pièces, la tolérance, l'état de surface, le matériau du moule, les canaux chauds ou froids et les exigences en matière de volume de production.
6. Quelle est la durée de vie d'un moule en plastique ?
La durée de vie des moules est comprise entre 50 000 et 1 000 000+ cycles, en fonction des caractéristiques des moules :
- Matériau du moule : Aluminium (50 000-100 000), acier P20 (200 000-500 000), acier H13 (500 000-1 000 000+).
- Type de résine : Les matériaux abrasifs comme le nylon chargé de verre usent les moules plus rapidement que les plastiques standard.
- Entretien : Le nettoyage régulier, la lubrification et les soins préventifs prolongent considérablement la durée de vie.
- Conditions de fonctionnement : Un contrôle adéquat de la température, de la pression d'injection et de la gestion du refroidissement permet de réduire l'usure.
7. Quels sont les types de moules en plastique ?
- Moules à cavité unique : Production d'une pièce par cycle. Idéal pour les pièces de grande taille ou la production de faibles volumes.
- Moules à cavités multiples : Production de plusieurs pièces identiques par cycle. Idéal pour la production de gros volumes et la réduction du coût par pièce.
- Moules familiaux : Produire différentes pièces en un seul cycle. Utile lorsque plusieurs composants sont nécessaires ensemble.
- Moules à canaux chauds : Les canaux chauffés maintiennent le plastique en fusion, ce qui élimine les déchets de coulée et réduit la durée du cycle.
- Moules à canaux froids : Canaux non chauffés où le plastique se solidifie et doit être enlevé. Coût initial plus faible, plus de déchets de matériaux.
8. Quelles matières plastiques peuvent être utilisées dans le moulage par injection ?
- ABS : Solide, résistant aux chocs, bonne finition de surface. Utilisé dans l'automobile, l'électronique, les jouets.
- Polypropylène (PP) : Résistant aux produits chimiques, flexible, peu coûteux. Utilisé dans les conteneurs, les emballages et les dispositifs médicaux.
- Polycarbonate (PC) : Transparent, haute résistance aux chocs. Utilisé dans les lentilles, les équipements de sécurité, l'électronique.
- Nylon (PA) : Haute résistance, résistant à l'usure. Utilisé dans les engrenages, les roulements, les pièces mécaniques.
- Polyéthylène (PE) : Flexible, résistant aux produits chimiques. Utilisé pour les bouteilles, les films, les conteneurs.
9. Qu'est-ce que l'analyse de l'écoulement des moules et pourquoi est-elle importante ?
L'analyse de l'écoulement du moule est une simulation informatique qui prédit comment le plastique en fusion va se remplir, se tasser, se refroidir et se déformer dans le moule avant que l'acier ne soit découpé. Elle permet d'identifier les problèmes potentiels tels que
- Les courts métrages : Remplissage incomplet de la cavité.
- Lignes de soudure : Points faibles où les fronts d'écoulement se rencontrent.
- Pièges à air : Les gaz piégés provoquent des défauts.
- Les déformations de l'image : Déformation de la pièce pendant le refroidissement.
Cette analyse permet de minimiser les révisions coûteuses des moules, de réduire les essais et les erreurs, d'optimiser le placement et le refroidissement des portes et d'accélérer la mise sur le marché de 20-40%.
10. Les moules en plastique peuvent-ils être réparés ou modifiés ?
Oui. Les réparations et modifications les plus courantes sont les suivantes
- Réparation du plan de joint : Réusinage des plans de joint usés ou endommagés.
- Soudage et polissage des cavités : Comblement des rayures, des bosses ou des zones usées.
- Remplacement de la goupille d'éjection : Remplacement des composants d'éjection usés ou cassés.
- Ajout de matériel : Soudage de l'acier pour réduire les dimensions ou corriger les erreurs.
- Retrait du matériel : Usinage pour augmenter la taille des pièces ou ajouter des caractéristiques.
Les modifications mineures coûtent de $500 à $3 000. Les modifications majeures, telles que l'ajout de cavités ou le remaniement des caractéristiques, peuvent coûter de $5 000 à $25 000 et peuvent prendre de 2 à 6 semaines.
Prêt à démarrer votre projet de moulage ?
- Analyse DFM gratuite
- ✓ Prix compétitifs
- ✓ Délai d'exécution rapide
- Qualité certifiée ISO
Ressources téléchargeables
- Guide de sélection des aciers pour moules en plastique (PDF)
- Feuille de calcul pour l'estimation des coûts
- Manuel sur les moules en plastique (PDF)
- Manuel de maintenance des moules en plastique (PDF)
Pour en savoir plus : Guide des coûts et des prix des moules à injection
Vous souhaitez en savoir plus sur le coût et le prix des moules d'injection ? Explorez nos ressources complètes ci-dessous, y compris des calculateurs de coûts, des astuces d'experts et des conseils pratiques pour vous aider à gérer judicieusement votre investissement dans les moules.
- Calculatrice intelligente des coûts des moules d'injection - Obtenez une estimation instantanée du coût de votre moule grâce à une saisie simple.
- Comment gérer les coûts lors de l'achat de moules en Chine - Conseils pratiques pour les acheteurs internationaux.
- Le vrai prix : Découvrir les coûts cachés du moulage par injection chinois - Apprenez à éviter les dépenses imprévues.
- Maîtriser les coûts du moulage par injection : Un guide complet - Des stratégies approfondies et des études de cas concrets.
Pour plus d'informations sur le secteur et d'outils utiles, visitez notre site web. blog.
Publié : Juillet 2018 - Dernière mise à jour : Janvier 2026

