What Is Plastic Mold?
The tooling used for plastic injection molding is called a plastic mold or plastic injection mold. Plastic mold serves as an industrial process which generates accurate plastic components by using injection molding. The manufacturing process delivers both high efficiency and cost-effectiveness.It also allows the creation of complex shapes suitable for different industrial applications.
Steps to Create a Plastic Mold
- Start with CAD software to develop an accurate design of the plastic mold which should be the first step.
- The mold should utilize steel or aluminum as its materials for their superior haedness,quick-heat-transfer and durability characteristics.
- CNC machining,EDM,bathe,grinders should be used to build the mold to satisfy design requirements.
- A proper test procedure must be executed to determine if the mold functions correctly and matches quality requirements.
- The production of plastic parts through the mold can start after finishing the testing phase.
Comparison Table of Plastic Molds
| Feature | Poor Competitor A | Competitor B | Our Plastic Mold |
|---|---|---|---|
| Durability | Lower lifespan and susceptible to wear | Regular wear and tear | High durability with a long lifespan |
| Precision | Inconsistent results and limited precision | Limited precision | High precision throughout all parts |
| Cost | High production costs | Hidden fees | Cost-effective with a clear pricing structure |
Common Use Cases for Plastic Molds
Plastic parts manufacturers use this material for creating dashboards and exterior panels of vehicles and other automotive components. Plastic molds work perfectly for making both casings and internal components of consumer electronic devices. Medical Devices: Essential for manufacturing precise and sterile components in healthcare.
Most plastic products are molded by plastic molds.According to the molding plastic characteristics, plastic molds are divided into thermosetting and thermoplastic mold.
By its very nature, an injection mold must satisfy a multitude of demands simultaneously when the molding process is being conducted. To form a plastic component having the shape of the mold cavity, the mold must contain the polymer melt inside the mold cavity. Heat is transferred from the hot polymer melt to the cooler mold steel, in order to give injection molded products as uniform and cheaply as possible. Lastly, the mold produces a fairly repeatable ejection of the part, which makes subsequent moldings more efficient.
The injection mold is expected to perform these three functions – contain melt, transfer heat, and expel molded parts – as well as additional requirements. Taking the example of containing polymer melt within a mold, it is imperative to have the mold resist enormous forces that may deflect or open the mold, and it must contain a feed system that directs the polymer melt from the molding machine to one or more cavity in the mold.
Additionally, these secondary functions can give rise to tertiary functions when specific mold components or features are used to accomplish them. Injection molds perform a number of functions, but they should be considered only a sample of the necessary primary and secondary functions during the design phase. Even so, a skilled designer would recognize when different functions are putting conflicting requirements on the mold design. Multiple cooling lines that are tightly spaced can provide efficient cooling by conforming to the cavity of the mold.
When it comes to removing parts, ejector pins may be required at locations where cooling lines are not desired. Designing a mold in a way that satisfies the conflicting requirements is the responsibility of the mold designer. When in doubt, novice designers tend to overdesign. The tendency to do so often leads to large, inefficient, and costly molds.
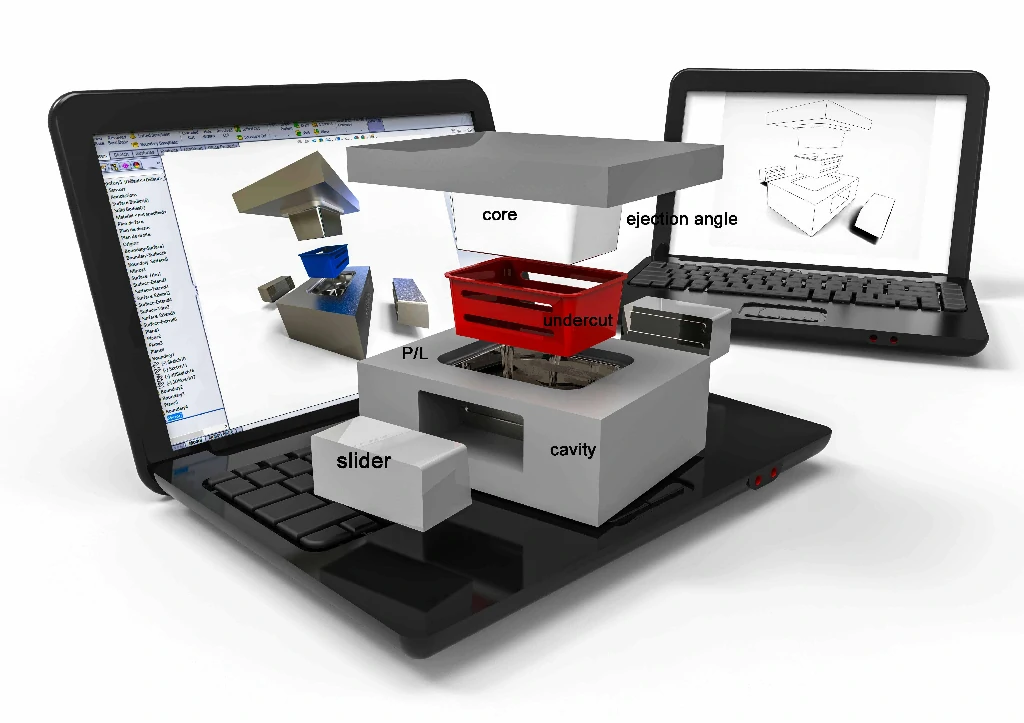
The structure of an injection mold
Injection molds come in all sorts of structures, from 2-plater to hot runner molds depending on application and design requirements, but most typically consist of these elements::
- Mold bases Mold bases offer secure and accurate foundations for molds. The mold rests upon this rigid structure typically constructed out of soft steel such as S50C, P20 or, more expensively, 718, 1.2344 steel.
- An important part of a mold is the mold cavity, Mold cavities play an essential part of molding; they determine both shape and size of molded parts. Hardened steel such as 718, 1.2738, NAK 80, 2344 or S136 is commonly used, often precision machined using high speed CNC or mirror EDM for flawlessness and defect-free results.
- An injection mold’s core determines the internal shape and features of its finished part. A mold cavity, the outer portion that defines its external form, usually features more durable material for external shape creation. As another part of its mold half structure, core inserts may also be attached to something called core half which moves into position when closing up and forms its shape as you close down your mold half. As with all injection mold components, cores play an integral part in molding finished parts based on internal dimensions as well as any external features required by final product manufacturers.
- Molten material enters a mold cavity via its sprue and runners. A gating system directs this flow with multiple gates such as side gates, pin point gates, direct gates, submarrine gates and channels; runners act as passageways from sprue to mold cavity via gates.
- Molten material enters a mold cavity via its sprue and runners. A gating system directs this flow with multiple gates such as side gates, pin point gates, direct gates, submarrine gates and channels; runners act as passageways from sprue to mold cavity via gates. Plastic melt is injected through gates into an injection mold to start flowing outward, and its size and shape has an immediate impact on its final quality. Mold gates typically reside at the surface of mold cavities to evenly disburse molten plastic before molding begins; several varieties will likely be employed depending on material, size and shape requirements of part being produced.
- Cooling systems help material solidify in molded parts while decreasing mold heat production, with cooling time typically accounting for 70 percent of every cycle. Therefore, their presence is absolutely key to effective injection molding processes.
- Ejection systems are used to remove cool and solidified parts from mold cavities. Components in an ejection system include ejector pins, ejection bars, air ejectors, plates and more.
For complex movements or shapes in their parts, injection molds might also include slides or lifters in addition to these core components.

Based on the molding process, the plastic mold is divided into
- injection mold,
- blow mold,
- casting mold,
- pressing mold, and so on.
The injection mold comprises two main sections: the moving half and the fixed half.
The moving half is mounted on the moving platen of the injection molding equipment, and the stationary half is mounted on the stationary platen.
Over the injection molding, the moving and the stationary half are shut to develop an injection structure and a cavity structure.
Once the mold is open, the moving half and the stationary half are split up to clear away the plastic item from the plastic mold.
To decrease the mold design and developing period, the majority of the plastic molds work with standard mold bases.

The injection system and the part forming system are in direct contact with the plastic, and they change with the different plastics and products.Those 2 systems are the most complex and most varied parts in the mold and require the highest finish and accuracy.
The part-forming process refers to the melted plastic heated by an injection molding machine is injected into the mold cavity.After cooling and solidification, it gets the molded products. Which simplifies as mold close – injection – pressure – cooling – mold open – ejection.
The plastic injection mold is generally composed of the following parts:
- mold base: generally choose standard mold base from standard mold base manufacturing factories, such as LKM, DME, HUSCO…
- the mold insert: it is used to form plastic products; a plastic mold factory normally makes it by itself; most of the processing time is spent on producing mold inserts.
- Mold auxiliary parts: they include location ring, nozzle bushing, support pillar, ejector plate, guide bushing, guide pin, lifting ring, and so on.
- The four major systems:
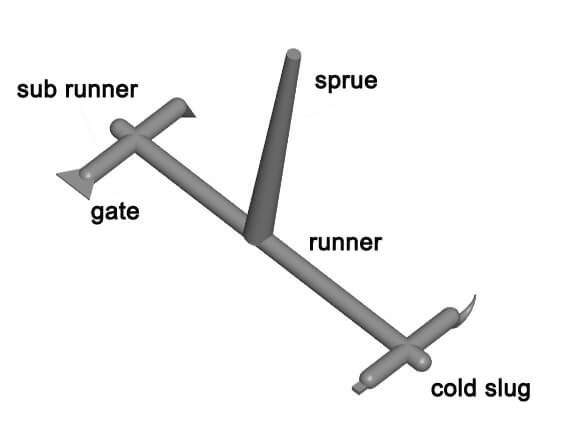
- Injection system(runner): Injection system refers to the flow path part before the melted plastic enters the cavity from the nozzle, including the main runner, the cold slug, the sub-runner, and the gate. It is directly related to the molding part quality and production efficiency.
- ejection system: ejector pins, blade pins, and sleeves.
- heating and cooling system: hot runner, preheating device, cooling water;
- venting system: venting slot, parting surface venting, ejector pin venting, and insert venting;
- special mechanism: if the product has the undercut or sidewall hole, the plastic mold needs to design the side core pulling mechanism (also called the slide), the inclined core pulling mechanism (also called the lifters), the oil cylinder (when the side core pulling distance is long).
Classification of injection mold:

- 2 plates mold: another name of the sprue gate mold, also known as the single parting line type plastic injection mold, its characteristic is the simple mold structure, but the sprue is a part of the injection molded part, and it needs to be manually removed later, and plates mold structure is widely used for various kinds of mold.
- 3 plates mold: the pinpoint gate mold and the double parting line type injection mold. Its gate characteristic is pinpoint, and the gate cross-section is small. The injection molded part appearance is good, and because it does not need the manual removal of the gate later, it is advantageous for the automation production. But three plates mold structure is more complex, and the cost is higher. It is generally applicable to small and medium plastic parts. And plastic molding material is with good fluidity.
Difference:
The most significant difference between the three plate mold and the two plate mold is that the three plate die has an extra runner plate (automatic remove runner).

The main plastic mold system
There are four key concepts to consider when designing a mold, and the next few lines provide information on how to design a mold.
1.Runner
To design a good runner, its geometry, size, and layout also should be correct, in addition to its cooling ability, ejectability, and minimization of regrinds. It is best to fill all cavities at once using a balanced runner system to minimize cycle time and ensure the greatest possible dimensional integrity of the molded product.
The long and thin runners or any runner shaped like a half-moon or a half-circle need to be filled at higher pressures to prevent the mold from cooling down prematurely and causing incomplete parts. The length of a long and thick runner leads to an increase in regrinding, which, in turn, reduces the efficiency of the molding process.
In cases where the runners’ intersections should have ejector pins positioned to eject with sufficient force, ejecting the runner should still be possible. On the ejector portion of the mold, it is preferable to have runners installed to be forced out with the ejector.
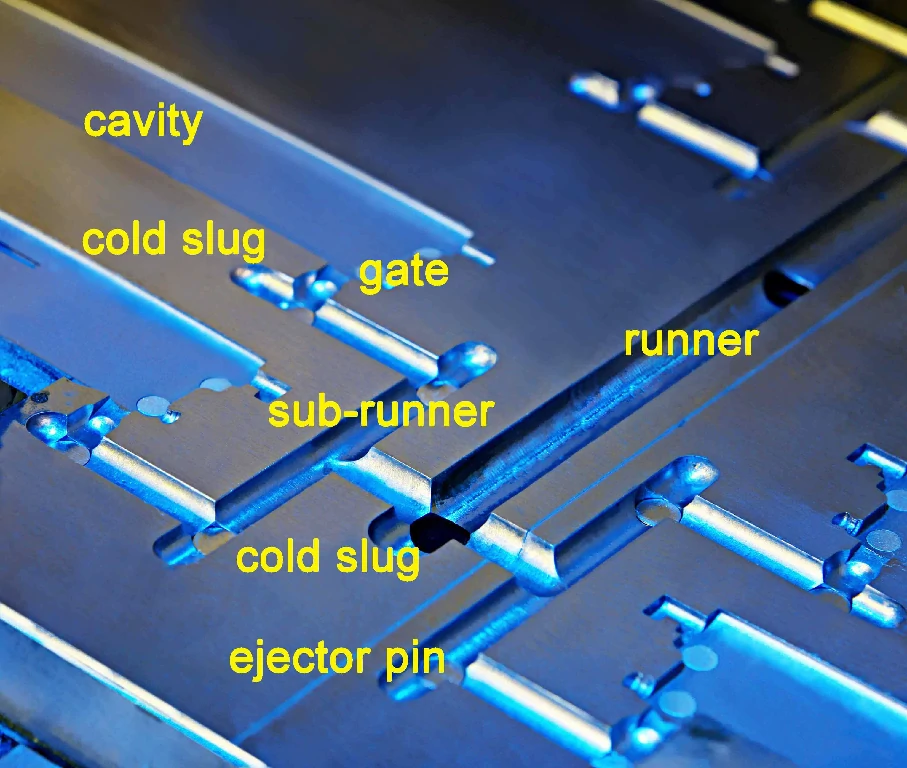
Main Runner
This is a portion of the mold that attaches the nozzle of the injection molding press to the sprue. The top of the sprue is concave for touching with the nozzle.
The one end diameter of the sprue needs to be a little bigger than the nozzle size (0.8 mm) to prevent excessive streaming and avoid the two from being clogged due to wrong positioning.
The size of the one end is determined by the item’s dimensions, generally 4-8 millimeters. The size of the runner ought to be increased inwards at an angle of 3° to 5° to aid the ejection of runners.
In addition to the correct runner geometry, size, and layout, good runners must also be cool quickly, ejectable, and have very little regrind. For filling all cavities simultaneously, a balanced runner system is necessary, which minimizes cycle time and allows the molded product to remain dimensionally intact.
Long and thin runners or half-moon runners require higher injection pressures to ensure that parts aren’t rendered incomplete if the mold cools too quickly. Long and thick runners result in more regrind, which decreases the effectiveness of the operation. Ejector pins should be in place to expel the runners at the convergence of the cold runners.
Runners should be installed at the core half of the mold so that the ejector should be able to push these out of the mold.
Sub-runner
This is basically a small channel joining the primary runner and each cavity for the multi-cavity plastic mold building. As a way to come up with the melted resin occupies the cavity in equivalent velocity, the layout of the runners for the mold needs to be symmetrical and equidistantly spread.
The form and dimension of the runner impact the stream of the plastic melt, the discharge of the item, and the mold building. In many cases, the trapezoidal or semi-circular cross-sections are employed for runner design, and they are machined on ejection half of the mold for the ejector pin to push out.
The exterior of the runner has to be finished to minimize the stream resistance to produce a quicker filling speed. The dimensions of the runner vary according to the sort of plastic material, the dimensions, and the thickness of the item.
For most thermoplastics, the runner’s cross-sectional circumference is not over 8 millimeters, Maximum 10-12 millimeters, Minimum 2-3 millimeters. The cross-sectional region needs to be created as small as possible to decrease the resin misuse and shorten the cooling period.

Cold Slug
It is deemed a prolonged runner situated at the far tip of the main runner to capture the cold resin among the 2 cycles, therefore avoiding the possible blocking of the main runner or the gate.
Should the cold resin blend directly into the cavity, the interior stress will probably stem from the injection-molded item.
The Cold slug features a diameter around 8.5-10.5 mm and 6.5 mm deep. To be able to help ejection, the base is usually grabbed by a puller. The tip of the puller needs to be created to be a zig-zag catch or a depressed slot to ensure that the cold slug might be easily removed in the course of ejection.
2.Temperature Control for cooling
As the injection mold is filled with plastic, it needs to be cooled so that the plastic can solidify and retain its shape. There are various ways to cool an injection mold, and the most effective way depends on the size and shape of the mold.
To meet up the mold temperature demands of the injection molding procedure, a temperature control technology is necessary to regulate the heat level of the mold.
For injection molds to inject thermoplastics, the cooling system is usually built to cool the mold. The most popular way of mold cooling would be to drill cooling water lines inside the mold and work with moving cool liquid to take out the mold’s heat.
Along with heating the mold, hot liquid or vapor should be considered within the water lines, and a heating bar might be mounted within and around the mold.
Mold cooling is an essential metric for determining the quality of the product given to the customer in terms of dimensional integrity, physical properties, surface finish, shrinkage, and the strength of weld lines.
Irregular cooling inside a long cavity will result in poor warpage control. Cooling all core pins is imperative, especially if the ratio of length to the diameter of the core exceeds four. Hot core pins result in surface imperfections and prolong the molding process.
The heat transfer efficiency of a water layer on the pins is much higher than that of the air layer. Ejector pins for flexible resins need cooling before ejection.
The ability to control the temperature of the sprue puller pin area reduces the time it takes to cycle the mold and the number of interruptions it causes during the ejection process.
For effective temperature control, the fluid flow must be high-volume and turbulent.
Prohibiting corrosion within the water lines is achieved by using stainless steel mold plates; other ways to prevent corrosion include plating the cooling channel or adding rust inhibitors into the water. The mold plates must be thick enough to accommodate the cooling channels of proper size.
some facts:
Injection mold cooling systems need to take the location of the cooling lines into account when designing them. Ideally, 12-18mm should be left between the filling and the coolant in the cavity. Coolant lines centers should be approximately 5D apart.
Moreover, cooling lines should not be placed near where the melt flows finally meet, as this can impede plastic flow.
Another factor to consider is the length of the coolant channels. The longer the coolant channel, the more difficult it is to process and the worse the cooling effect. The number of cooling line elbows should not exceed five. The distance between hoses should also not be less than 30mm.
mold width vs diameter of cooling channel
| Mold width | Diameter of cooling channel |
| width < 200mm | 5-6 mm (or 3/16″-1/4″) |
| 200mm<width<400mm | 6-8mm (or 1/4″ – 5/16″) |
| 400mm<width<500mm | 8-10mm (or 5/16″-3/8″) |
| 500mm<width | 10-13mm (or 3/8″-1/2″) |
The type of cooling used for the mold core should also be considered when designing an injection mold cooling system. An insert is the part of the mold that contains the cavities for injecting the plastic.
If the insert diameter is less than 10mm, natural cooling can be used. By using convection, the heat can be dissipated without special cooling lines.
It is possible to use inlaid cooling for cores inserts with a diameter between 10mm and 15mm. By machining channels into the core itself, the core is cooled from the inside.
In order to cool core inserts with diameters between 15 and 25mm, a jet cooling system can be used. A nozzle sprays coolant directly onto the mold core in this system.
A cooling bladder + spacer system can be used for core inserts between 25 mm and 40 mm in diameter. Spacers are used to keep the bladder in place while it is filled with coolant.
The coolant cannot be guided through an injection mold with a large insert diameter (greater than 40mm) and a small height (less than 40mm). Cooling plate systems are better in this situation. The mold core is cooled by a cooling plate placed on top. Coolant flows around the mold core through channels in the plate.
The type of coolant used in an injection mold cooling system is the final consideration. Water is the most common coolant, but there are also oil, air, and CO2 options.
The most effective form of coolant is water, but if it is not properly filtered, it can cause corrosion.
Corrosion does not occur when oil is used in place of water.
The most ineffective coolant is air, but it’s also the safest, since it’s corrosion-free.
However, CO2 is the most expensive type of coolant.
For an injection mold cooling system to be effective and efficient, it is essential to consider all of these factors.
3.Venting
This is a not deep groove cut in the mold to release the air within the cavity or the soft plastic material introduced.
Should the melted resin is shot into the cavity, this kind of trapped air in the cavity needs to be released out of the mold via the grooves at the end of the streaming front in time.
Or else, the item will likely have voids inside(especially for transparent resin injection molding), vulnerable weld lines, um-completed shot -. Perhaps the build-up of air would produce excessive-high temperatures because of the high pressure to make the item charred.

The venting grooves might be situated both at the end of the melt stream and on the P/L of the mold. The last-mentioned place is a shallow slot that is a depth of 0.03-0.2mm and a width of 2-6.5mm cut on the cavity side of the plastic mold.
The vent grooves won’t escape much-smelted resin throughout the shot since the melted resin will cool down around this location and congeal the grooves. The placement of the vent grooves ought not to be confronting the operator to avoid an unexpected splash shot of melted resin. The gap between the ejector pins and the ejector hole, between the ejector bar stripper plate and the core insert, may be a method to release the air.
plastic mold venting slots size:
| Plastic Material | Slot Depth (mm) | Plastic Material | Slot Depth (mm) |
|---|---|---|---|
| PE | 0.02 | ABS | 0.03 |
| PA (GF) | 0.03-0.04 | PC | 0.04 |
| PP | 0.02 | SAN | 0.03 |
| PA | 0.02 | PBT (GF) | 0.03-0.04 |
| PS | 0.02 | ASA | 0.03 |
| PC (GF) | 0.05-0.07 | PBT | 0.02 |
4.Ejection
Ejector pins, sleeves, stripper rings, or stripper plates should work without obstruction to realize consistent ejection.
A guided ejector system allows for precision alignment of the core and pins and will also bear the loads so that the pins do not wear out and go out of alignment. An early return system is another safety feature that should be included.
The early Return system drives all ejector pins into seated positions before the mold closes, ensuring no accidental contact with the ejector that has not fully retracted. Every mold incorporating ejector pins or sleeves under any slides should have a protector pin.
To prevent the ejection pins from colliding with the slides, this lock secures it in the retracted position. Plastic mold should use special ejection systems for parts that consist of flexible, thin-walled, deep sections that are difficult to eject.
How to choose plastic mold steel:
| mold life | <0.2 million | 0.2-0.5 million | 0.5-1 million | > 1 million |
|---|---|---|---|---|
| insert steel | P20/PX5 738 | NAK80/718H | SKD61/TDAC(DH2F) | AIASA420/S136 |
| insert hardness | (30±2)HRC | (38±2)HRC | (52±2)HRC | (60±2)HRC |
| base steel | S55C | S55C | S55C | S55C |
| base hardness | (18±2)HRC | (18±2)HRC | (18±2)HRC | (18±2)HRC |
Mold Development Process

The figure above illustrates and describes an iterative mold development process as is commonly used in mold design, since there are considerably higher levels of interaction between the product design, mold design, and injection molding process.
In order to reduce the time required to develop a product, it is common for the product design and the mold design to be done at the same time. It is true that a product designer can easily estimate the cost of a preliminary part design just by considering the dimensions, thickness, and material of the final part.
In the instance that a mold design could be developed based on this information, a preliminary mold design would be created, and a preliminary quotation would be provided.
Molders will need to design a rough mold for the purpose of doing this preliminary quote. In addition to designing the rough mold, molders will need to estimate critical processing variables such as clamp tonnage, machine hourly rate, and cycle times.
Once the quote has been accepted, the engineering design can begin.
First and foremost, the mold designer will consider many factors before mapping out the design of the mold, such as the type of mold, the number of cavities and their positions, as well as its size and thickness.
Once that is done, each of the subsystems of the mold needs to be designed, which turns out to sometimes mean redesigning subsystems that have already been designed.
In some cases, the cooling system might have to be redesigned, depending on where the ejector(s) are placed.
When the mold design is fully developed, the mold base and other materials can be customized and ordered at the same time to reduce the development time.
The concurrent engineering approach should not be used to design fuzzy aspects of the product. In fact, many mold manufacturers order the mold base and plates upon confirmation of order, so that it arrives in the right time and place.
The lead times typically associated with mold development are now measured in weeks instead of months due to these concurrent engineering practices.
For generations, mold-makers have been creating molds at a faster pace to satisfy the needs of their customers, who have traditionally paid more for faster services.
In the midst of increasing competition, customers are becoming more and more insistent on guarantees regarding mold quality and delivery times, with penalties being applied to missed delivery dates or poor quality levels.
To verify the basic functionality of a mold, molding trials are conducted after the mold has been designed, machined, polished, and assembled.
The moldings will be sampled if no noticeable deficiencies are present, and their quality will be evaluated in relation to specifications. When the mold and molding process are good, they can produce a good product, but they need to be tweaked to increase its quality and to reduce the cost of the product.
There are, however, some instances in which molds contain “fatal flaws” which are not easily repaired and may have to be scrapped and a totally new mold designed.
Elements of a Plastic Mold
Designers and people interested in creating a mold should realize that molds are basically made up of a number of different elements from which to choose a design that is appropriate for use.The following elements are essential to every injection mold:
1. Determination of the cavity space(s) with corresponding cores ( molds can have up to 144 cavities for preform mold).
2. A conduit for conveying (hot) plastics from the machine nozzle to the mold cavity.You can choose from
- Cold runners (two or three plate)
- Hot runners (of various types)
3. Ventilation:Natural venting or vacuum venting are both options.
4 A cooling system designed to allow the molded product to be ejected from the cavity
5. Various options are provided for ejecting the molded article:These include
- Hand removal
- Sleeves and pins for ejectors
- Stripper
- Ejection by air
- Force ejection
- Various methods of in-mold product removal methods
- Automated removal methods
6. Attaching the mold to the machine:Several methods are available
- Molds are limited to one machine
- Mold can be used on more than one machine
- Easy mold change options
7. Aligning the cavities and cores:The following methods may be used:
- No alignment feature
- Brass bushings and pins (2, 3, or 4)
- Leader pins and bushings between ejector pin plates
- Taper locker between individual cavities and cores
8. A number of (mold) plates would be required here to support and back the above elements.
Although each of these features can increase the cost of a mold (often quite significantly), they can also improve the productivity of a mold and lower the cost of a product.
If you are looking to choose the most suitable (and most economical) mold for a particular application, these factors may not all be necessary.
Plastic Mold Gates:
The gate of plastic mold refers to a short flow path between the runner and the cavity, which is the entrance of the resin into the cavity.
It is a channel connecting the runner and the cavity.
The cross-sectional area of the gate can be equal to the runner, but it is usually reduced. So it is the smallest part of the entire runner system. The design of the gate is related to the size, shape, mold structure, injection conditions, and properties of the plastic parts.
The role of the gate :
- It could control the flow rate:
- The early solidification of the melt in this part can prevent backward flow:
- The molten material passing through is subjected to strong shearing to increase the temperature; thereby, it will lower the viscosity to increase the fluidity:
- It could facilitate the separation of products and the runner system.

The design of the gate shape, size, and location depend on the plastic, the size, and the structure of the article.The shape of the cross-section of the gate is rectangular or circular, and the cross-sectional area should be small, and the length should be short.
Gate location should generally be selected where the product is thickest without affecting the appearance. The shape, quantity, size, and location of the gate will greatly influence the quality of the plastic parts. So gate selection is one of the key points in plastic mold design.
Direct Gate

- Pros:
1) low-pressure loss;
2) the processing is simple.
- Cons:
1) the stress near the gate is large, and the product stress is uneven and easy to deform.
2) it is necessary to remove the gate with extra works manually. Also, it will leave obvious gate marks on the product surface.
Application:
1) it is suitable for large and deep barrel-shaped parts. For plain parts, it is prone to warpage due to shrinkage and stress.
2) for parts that are not allowed to have gate marks on the surface, the gate can be set into the inner surface of the part, which is an inverted mold.
side gate

- Pros:
1) simple shape and easy machining.
2) it is easier to remove the gate.
- Cons:
1) gate can not separate from the product automatically.
2) the plastic part will leave the gate marks on the plastic part, obviously
Application:
Suitable for all kinds of parts, but not for long barrel profile parts.
pinpoint gate

- Pros:
1)gate position could set on the most surface;
2) the gate can be separated from the part automatically.
3) the gate is small, and the gate marks the glue is small.
4) the stress near the gate location is small, and the injection molded parts are not easy to warp.
- Cons:
1) injection pressure is large, and it is not suitable to use plastic material with poor fluidity.
2) generally use 3 plate mold structure, the mold structure is complex, and the cost is high.
Application:
Because several gate points can be designed, it is often used for shell parts with a larger surface.

- Pros:
1) when the plastic flows through the gate, melt plastic distributes more evenly in the transverse direction and reduces the inner stress.
2) prevent air entry into the cavity and avoid defects, such as silver streaks and bubbles.
- Cons:
1) the part can not be separated from the gate automatically.
2) the remaining gate material will leave on the plastic part and be trimmed manually.
Application:
Commonly used to produce thin sheet and wide parts, and poor fluidity material, such as PC, PMMA, etc.
submarine gate (set on ejector pins or ribs)

- Pros:
1) the choice of gate position is more flexible;
2) the gate can be separated from the plastic part automatically.
3) both the two plate die and the three plate die can be applied.
4) the gate can separate from the plastic part without post-processing of the gate
5) the gate location is inside the plastic parts and will not affect the appearance of the part.
- Cons:
1) the cloudy area is hard to remove.
2) it should cut off the redundant gate relics artificially;
3) the pressure loss from the gate to the cavity is large.
4) the appearance of the plastic part surface may find fingerprinting marks.
5) the machining process is complex;
6) the unreasonable design would easily lead to break the gate and block the gate channel.
Application:
It is suitable for plastic parts with an external appearance with no gate marks allowed.
Commonly used for ABS, HIPS, not used for POM, PBT, and other crystalline materials, also unsuitable for PC, PMMA, and other rigid materials, design should prevent the arc gate from breaking and blocking the gate.
Sliders and lifters
Any structure that hinders the mold opening or ejection is referred to as an undercut. The way to handle the undercut on the mold includes sliders, lifters, core pulling, gear rotating, etc.
The most commonly used is the sliders and the lifters.
sliderThe slider could be set on the static or movement mold plate, and sliders on the movement plate the most widely used.
The slider generally consists of a slide body, locking block(heel), Gibbs, cam pin (angle pin), wear-resistant block, spring, and so on.

- lifter
The lifter generally is used to handle the undercut in the interior of the plastic part. At the same time, the slider generally treats with the external undercut of the plastic parts, but the lifter’s structure is simpler than the slider structure.
The lifter has the function of releasing the internal undercut in the plastic parts, and it can also play the role of ejection.
So the design of the lifter on the mold generally reduces the arrangement of the ejector pins.
The lifter comprises an inclined top body, guide bushing, lifter seat, and wear-resistant block.
The cost of plastic injection molding
Size, material, and number of cavities determine the price of plastic molds. The cost of an injection molding tool is usually between $300 and $5000 per cavity. By multiplying the number of cavities by the price per cavity, you can calculate the price of an injection molding tool.
An injection molding tool’s price is affected by many factors. Below are a few examples:
Different mold sizes
A plastic injection mold’s size plays an important role in determining its cost. As the mold’s size increases, its price increases as well. For example, if you need to produce many products, you will need a large mold. Buying a small-scale mold is a good option if you want to make a small quantity of products at once. A mold’s size also influences the production time. Buying a large-scale mold will allow you to produce large quantities of products at once. Time and money can be saved by doing this.
Plastic Parts With Different Sizes And Complexities
Plastic parts should also be considered for their size and complexity. Molds with simple designs can be used if you want to produce a small number of products. In order to make large quantities of products at once, you must buy a mold with intricate designs that is advanced in level. Because they require more time and effort from the manufacturer, these types of molds are also more expensive than simple ones.
Mold Materials
It is also important to consider the type of mold material. Plastic, steel, and aluminum are all options. The durability and long-lasting nature of steel makes it a popular choice, but its price can be higher than some other materials. Another option is aluminum, which is lightweight, cheaper, and less strong than steel. The least expensive option is plastic, but it is flimsy and less durable than other materials. Your choice of mold material will depend on your budget, the type of product you’re making, and how long you want it to last.
Cavity Numbers
Mold cavities are the number of separate spaces within the mold. The number of cavities can be one, two, or eight, depending on your needs. One cavity is probably the best option if you’re only making a few products at a time and don’t have a large mold budget.
Hot Runner vs Cold Runner: What’s the Difference?
Hot runner injection molding systems deliver plastic melt to the mold by heating the nozzle, which is used in injection molding. As opposed to a hot runner system, a cold runner system uses an unheated nozzle to deliver plastic melt to the mold.
Different types of mold base steel
Steel for molds comes in many types and each has its own pros and cons. Various steels have different strengths, hardnesses, corrosion resistances, etc. It is much better for mold applications that require less wear and tear than carbon steel, for example, since stainless steel doesn’t rust.
Mold parts have different hardnesses
There are three hardness grades to consider when choosing steel for molds: HRA, HRC, and HRB. HA stands for hardened and annealed steel; this type of steel has been quenched in molten salts to harden it, but does not require tempering or stress relief after hardening. Because of the brittle nature of these parts, they can easily break when assembled in molds or when running through machines.
Different mold structures have different standards
International Organization for Standardization (ISO) and American Society of Mechanical Engineers (ASME) have different requirements for HRA steel. To ensure that parts made from hardened and annealed steel will not bend or break easily during operation, ASME requires HRC ratings of at least 20.
Troubleshooting of Plastic Mold Design
To summarize the causes and cures of faults in injection molded components, the Table below should be consulted.

| PROBLEM | REASON |
|---|---|
| 1. Short shot | The plastic parts made by plastic injection molding companies have irregular and incomplete edges. It usually occurs at the farthest point of the gate, the roots of thin and long ribs. |
| 2, Shrinkage | Occasionally, a place 1. when the material thickness is uneven, 2. thick section of injection molded part, 3. boss and rib section. Due to shrinkage, the plastic parts develop dent, uneven, and wavy under low light |
| 3, Flash | A part edge with an extra thin layer of plastic is often found in the following locations 1. Parting line; 2. Moving core; 3. Ejector pin position, boss position, hole position, snap location |
| 4. Bubbles | The bubbles on the plastic surface are of a different color from the surrounding colors and are typical 1. bubbles caused by gas, air, and water-gas that are not released in time. 2. bubbles caused by shrinkage. The bubbles in the transparent part are particularly distinct. |
| 5. Weld line | When multiple molten flow fronts coincide with each other, a deep weld mark appears on the surface of a plastic part. This most commonly occurs at the confluence of multiple molten flow fronts. |
| 6, Burning | it is not a flat surface. It is usually dark or black spots; usually, they are found in sections where it is difficult to fill and trap the gas easily. |
| 7, Black spots | black impurities are evident on the surface of the plastic parts, mainly caused by the use of mixed materials. |
| 8. Discoloration | The slight difference in color between the actual plastic part and its required color is very apparent, and it is generally because the pigment is incorrect, the mix ratio is incorrect, or the mold is set at the wrong temperature. |
| 9. Wrinkles | The plastic parts show wavy lines on the surface caused by the cooling of the resin flowing. |
| 10. Deformation | The plastic parts have distortions, undulations, curves, and this is particularly common in the bosses, ribs, and round-shaped injection parts. These are especially common to PP injection molding. |
| 11. Wrong materials | In contrast to the specified materials, the one here can be identified by checking out the packaging label, the density, the burning continuity, the color of the flame, the color of the smoke, and the length of flames. |
| 12. Stick to the mold | Incomplete plastic part staying in the cavity, in contrast to short-shot, or due to the lack of designing the mold ejector system, the plastic part is hard to be ejected from the cavity, generally in thin-walled areas, bosses, and snaps. |
| 13. Scratch | The surface of the plastic parts rub against the surface of the cavity during the ejection so that a lot of them have scratches on the surface. |
| 14, Over-flow | It is caused generally by cavity damage and occurs on the active section, bosses, ejector pins, and parting surface. |

I am so glade that my website could be helpful
Thanks for helping me learn more about plastic molds! My dad has been into collecting plastic models and I got curious as to how they’re being made. I find it interesting that the injection system and part forming system can modify the appearance of the plastic. I should share this with my dad so he’d understand how they’re made as well.
I will,thanks for your information.
thanks for your information