
Elegir un fabricante de moldes de inyección de plástico en China puede reducir el coste de tu utillaje entre un 30 % y un 60 % frente a Europa o Norteamérica, pero también es donde más proyectos se descarrilan: plazos que se alargan, calidad inconsistente o diseños sin proteger. Esta guía te explica, paso a paso y con cifras reales, cómo elegir bien, cuánto cuesta, cuánto tarda y cómo proteger tu producto, para que envíes tu RFQ con total seguridad.Contenido de esta guía
- Por qué fabricar tus moldes en China
- Cómo elegir un fabricante (checklist)
- Cuánto cuesta un molde de inyección
- Plazos de entrega reales
- Cómo proteger tu propiedad intelectual
- Logística e importación a tu país
- Casos reales de proyectos
- Preguntas frecuentes
¿Por qué fabricar tus moldes de inyección en China?
China se ha convertido en el mayor centro mundial de fabricación de moldes de inyección, no solo por precio, sino por la concentración de talento, maquinaria CNC de última generación y una cadena de suministro completa bajo un mismo techo. Para un comprador en Latinoamérica o España, esto se traduce en tres ventajas medibles:
Ventajas reales (con datos, no eslóganes)
| Factor | China | Europa | Norteamérica |
|---|---|---|---|
| Coste de utillaje (molde) | Base (referencia) | +50 % a +120 % | +60 % a +150 % |
| Plazo medio (molde simple) | 4–6 semanas | 8–12 semanas | 8–14 semanas |
| Servicio integral (diseño→molde→inyección→ensamblaje) | Habitual | Fragmentado | Fragmentado |
| Flexibilidad de MOQ | Alta | Media | Media |
En TOPWORKS PLASTIC MOLD ofrecemos las cuatro fases internamente: diseño del molde, fabricación del utillaje, moldeo por inyección y ensamblaje. Esto elimina intermediarios y mantiene una sola línea de comunicación —en español— durante todo el proyecto.
Riesgos honestos y cómo se mitigan
Mito vs. realidad: «Fabricar en China significa baja calidad». La realidad es que la calidad depende del fabricante que elijas, no del país. Una fábrica con certificación ISO 9001 e IATF 16949 / ISO 13485 y control dimensional CMM produce moldes equiparables a los europeos —a una fracción del coste.
Los riesgos reales son tres: comunicación deficiente, falta de protección del diseño y plazos sin compromiso por escrito. Las tres secciones siguientes de esta guía te muestran exactamente cómo neutralizarlos.
Cómo elegir un fabricante de moldes en China (checklist)
La diferencia entre un proyecto exitoso y una pérdida de tiempo y dinero se decide antes de enviar tu RFQ. Usa estos criterios para filtrar fábricas antes de comprometerte.
Checklist de 10 preguntas antes de enviar tu RFQ
- ¿Qué certificaciones de calidad tienen? (ISO 9001 como mínimo; IATF 16949 para automoción; ISO 13485 para dispositivos médicos)
- ¿Fabrican el molde internamente o lo subcontratan?
- ¿Disponen de moldeo por inyección propio para validar el molde (muestras T0)?
- ¿Qué acero usan para el molde? (P20, 718, H13, S136 según volumen y material)
- ¿Cuántas cavidades recomiendan para mi volumen y por qué?
- ¿Ofrecen revisión DFM (diseño para fabricación) antes de cortar acero?
- ¿Cuál es el plazo comprometido por escrito, fase por fase?
- ¿Quién es el propietario del molde tras la producción?
- ¿Firman acuerdo de confidencialidad (NDA/NNN)?
- ¿Hay soporte y cotizaciones en español?
Descarga gratis el checklist + plantilla de NDA
Llévate las 10 preguntas y un modelo de acuerdo de confidencialidad listo para usar.Descargar checklist (PDF)
Banderas rojas: cómo detectar una fábrica poco fiable
- Cotizaciones sospechosamente baratas y sin desglose de partidas.
- Se niegan a firmar NDA o a comprometer plazos por escrito.
- No pueden mostrar su propia planta de inyección (solo «hacen el molde»).
- Comunicación lenta o solo mediante traductor automático.
- No facilitan referencias ni casos de clientes verificables.
¿Fábrica directa, trading company o agente?
| Modelo | Precio | Control de calidad | Mejor para |
|---|---|---|---|
| Fábrica directa | Más bajo | Directo, sin filtros | Proyectos donde el coste y el control importan |
| Trading company | +10–25 % | Variable (revende) | Compras muy diversas y pequeñas |
| Agente de sourcing | Comisión 5–15 % | Depende del agente | Quien no quiere gestionar la fábrica |
Topworks es fábrica directa: hablas con quien fabrica tu molde, sin intermediarios que inflen el precio.
¿Cuánto cuesta un molde de inyección de plástico?
Es la primera pregunta de todo comprador, y la respuesta honesta es: depende. Pero podemos darte rangos reales. El coste se divide en dos partes que conviene no confundir: el coste del molde (utillaje), que se paga una vez, y el coste por pieza, que se reparte entre toda la producción.
Tabla de rangos de precio por tipo de molde
| Tipo de molde | Cavidades | Rango orientativo (USD) | Uso típico |
|---|---|---|---|
| Prototipo / molde de aluminio | 1 | [[$1.500 – $4.000]] | Validación, bajo volumen |
| Molde de producción simple (acero) | 1–2 | [[$3.000 – $8.000]] | Piezas estándar |
| Molde multicavidad | 4–16 | [[$8.000 – $30.000]] | Alto volumen |
| Molde complejo / canal caliente | variable | [[$30.000+]] | Automoción, médico, precisión |
Cifras orientativas; el precio final depende de tu diseño concreto. Solicita una cotización gratuita para un número exacto.
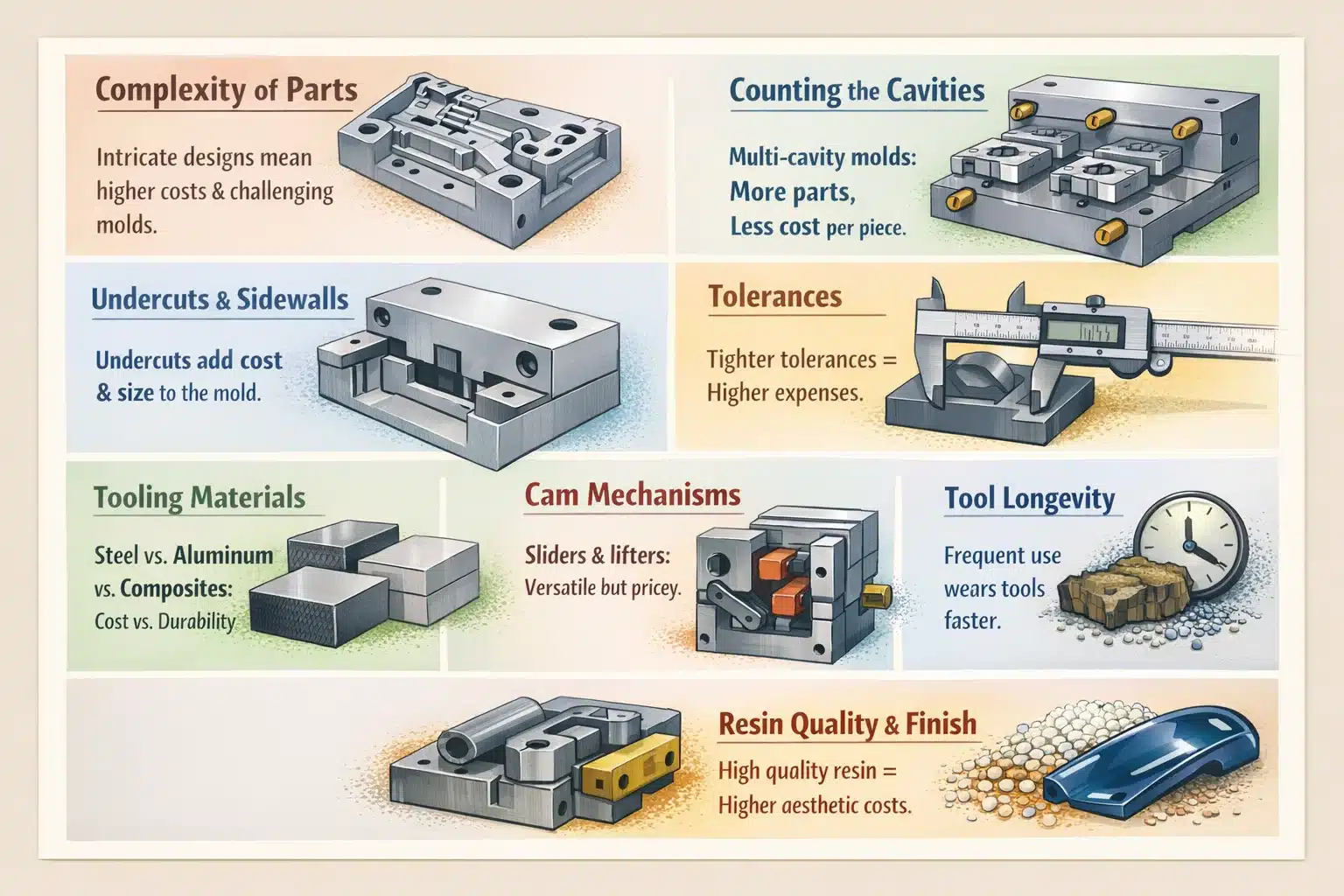
Qué factores influyen en el precio
Los principales impulsores del coste son: la complejidad de la pieza (paredes finas, geometrías intrincadas, roscas), el número de cavidades, el material del molde (el aluminio es más barato pero dura menos; aceros como H13 o S136 cuestan más pero soportan millones de ciclos), el tamaño del molde y el acabado superficial exigido.
Cómo reducir el coste sin sacrificar calidad (DFM)
Una buena revisión de diseño para fabricación (DFM) antes de cortar acero puede ahorrar miles de dólares: uniformizar espesores de pared, añadir ángulos de desmoldeo adecuados, evitar socavados innecesarios y agrupar piezas en moldes familiares cuando es viable.
Plazos de entrega: de la cotización a la producción
El plazo es la segunda gran preocupación. Un fabricante serio te lo compromete por escrito, fase por fase. Este es un cronograma típico para un molde de producción estándar:
Días 1–2Cotización y revisión DFM tras recibir tus archivos CAD.
Semanas 1–[[4]]Fabricación del molde (CNC, EDM, pulido, ensamblaje).
Semana [[5]]Muestra T0: primeras piezas para tu validación.
Semana [[6]]Modificaciones y muestra final aprobada.
Semana [[7]]+Producción en serie.
Lo que acelera el plazo: archivos CAD limpios, decisiones rápidas en la validación T0 y un diseño DFM-friendly. Lo que lo retrasa: cambios de diseño a mitad de proyecto y geometrías sin ángulos de desmoldeo.
Cómo proteger tu propiedad intelectual
Es la preocupación que más frena a los compradores —y la que casi ningún fabricante explica con claridad. Esto es lo que debes exigir:
NDA vs. NNN: en el contexto chino, un acuerdo NNN (No uso, No divulgación, No elusión) suele proteger mejor que un NDA occidental estándar, porque cubre también que la fábrica no compita contigo ni use tu diseño para terceros.
Propiedad del molde: deja por escrito que el molde es tuyo una vez pagado. Esto te permite trasladarlo a otra fábrica si fuera necesario.
Salvaguardas prácticas: registra tu marca/diseño donde corresponda, divide proveedores para piezas críticas y trabaja con fábricas que tengan reputación verificable. En TOPWORKS firmamos “NNN/NDA” en cada proyecto y te entregamos la titularidad del molde por escrito.
Logística, envío e importación a Latinoamérica y España
El precio de fábrica no es el precio final: hay que sumar transporte, aranceles e IVA de importación. Conviene acordar el Incoterm desde el principio.
| Incoterm | Quién paga el transporte | Recomendado si… |
|---|---|---|
| EXW | El comprador, desde la fábrica | Tienes agente logístico propio |
| FOB | Vendedor hasta el puerto chino | Opción más común y equilibrada |
| DDP | Vendedor hasta tu puerta | Quieres precio final «todo incluido» |
Ten en cuenta los aranceles e IVA de tu país de destino (varían en México, Colombia, Chile, Argentina y España). Pregunta siempre por la partida arancelaria de tu producto antes de cerrar el pedido. Nosotros te ayudamos con la documentación de exportación.
Casos reales de proyectos
Casos de Estudio
Caso de Estudio 1: Control de Deformación de Pared Lateral #
Corrección medida para eliminar el riesgo de ensamblaje antes de la producción en serie.

La deformación medida de la pared lateral generaba riesgo de ensamblaje y de tolerancia.

Deformación reducida y verificada dentro de la ventana de tolerancia objetivo.
Problema #
La deformación de la pared lateral provocaba riesgo de ajuste y de tolerancia durante el ensamblaje.
Causa Raíz #
Contracción diferencial + liberación de tensiones tras la expulsión, amplificadas por la geometría y un enfriamiento desequilibrado.
Solución #
Deformación medida → corrección del molde (apoyo/carro/núcleo) + ajuste fino de la ventana de compactación/enfriamiento.
Caso de Estudio 2: Eliminación del Defecto de Rebaba #
Refuerzo estructural + verificación del sellado para eliminar la rebaba de forma permanente.
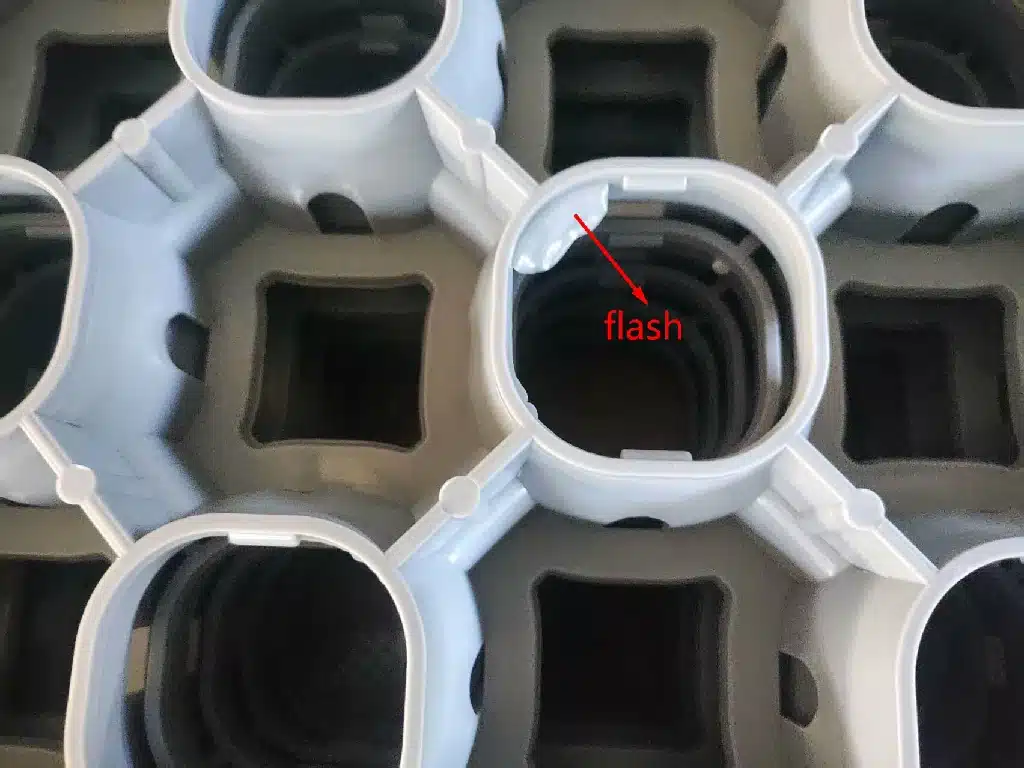
Rebaba observada a lo largo de la línea de partición durante el muestreo.

Riesgo de gran deflexión del molde por apoyo interno insuficiente.

Pilares añadidos + verificación de la línea de partición para restablecer el sellado.

Rebaba eliminada; producción aprobada y enviada.
Problema #
La rebaba aumentaba el recorte/desperdicio y generaba riesgo de bordes afilados y de aspecto.
Causa Raíz #
Gran deflexión del molde bajo la presión de inyección debido a pilares de apoyo insuficientes.
Solución #
Pilares de apoyo añadidos + verificación del contacto en la línea de partición para restablecer el sellado bajo presión.
Caso de Estudio 3: Eliminación de Burbujas Internas (PC Transparente de Pared Gruesa) #
Ajuste de proceso + verificación del tiempo de solidificación en la entrada tipo abanico para eliminar huecos internos en una zona gruesa de PC transparente.

Sección de PC transparente de pared gruesa. El riesgo de enfriamiento diferencial es alto en la zona gruesa.

Burbuja interna observada en la sección gruesa (la superficie puede verse bien, pero el hueco está dentro).

Sin burbuja interna tras la optimización térmica + de compactación (material sin cambios).

Verificación antes/después: burbujas internas eliminadas en las zonas de pared gruesa.
Problema #
Aparecieron burbujas internas durante el muestreo en la zona transparente de pared gruesa, creando riesgo de rechazo óptico.
Causa Raíz #
La piel exterior se solidificó pronto mientras el núcleo seguía contrayéndose; la ventana de compactación era insuficiente para la sección gruesa.
Solución #
Aumentar la temperatura del molde y optimizar el perfil de compactación mediante la verificación del tiempo de solidificación de la entrada de abanico.
Caso de Estudio 4: Mejora de la Línea de Soldadura #
Ajuste de proceso para minimizar la visibilidad de la línea de soldadura donde convergen los frentes de flujo alrededor de un obstáculo.

Línea de soldadura visible en la superficie de la pieza; riesgo estético y estructural.

Línea de soldadura reducida tras ajustar la velocidad y la temperatura.
Problema #
La línea de soldadura visible en la superficie de la pieza generaba rechazo estético y riesgo de debilidad estructural.
Causa Raíz #
El fundido se divide alrededor de un obstáculo, recorre cada lado y luego dos frentes ya enfriados vuelven a converger. No puede eliminarse por completo mientras exista la geometría del obstáculo.
Solución #
Reducir la velocidad de inyección + elevar la temperatura del molde, con calentamiento localizado en la zona de convergencia para lograr la mayor mejora.
Preguntas frecuentes
¿Cuánto cuesta fabricar un molde de inyección en China?
Un molde de prototipo en aluminio puede costar desde [[~$1.500 USD]], mientras que un molde de producción multicavidad o con canal caliente puede superar los [[$30.000 USD]]. El precio depende de la complejidad de la pieza, el número de cavidades, el material del molde y el acabado. Pide una cotización con tus archivos CAD para un número exacto. ¿Cuánto tiempo tarda la fabricación de un molde?
Un molde de producción estándar suele tardar [[entre 4 y 6 semanas]] hasta la muestra T0, más 1–2 semanas de validación y ajustes antes de la producción en serie. Los archivos CAD limpios y las decisiones rápidas en la validación acortan el plazo. ¿Cuál es la cantidad mínima de pedido (MOQ)?
[[Indica tu MOQ real]]. Como fábrica directa ofrecemos flexibilidad tanto para series cortas de validación como para producción en masa. ¿Quién es el propietario del molde después de la producción?
El molde es propiedad del cliente una vez pagado en su totalidad, y así lo dejamos por escrito. Puedes solicitar su traslado en cualquier momento. ¿Cómo protejo el diseño de mi producto?
Firmamos un acuerdo [[NNN/NDA]] antes de recibir tus archivos. Recomendamos además un acuerdo NNN (No uso, No divulgación, No elusión), que en el contexto chino protege mejor que un NDA estándar. ¿Qué materiales plásticos puedo usar?
Trabajamos con ABS, PP, PE, PC, PA (nylon), PMMA, POM, TPU, PEEK y muchos más. Te ayudamos a elegir el material óptimo según el uso, la resistencia y el coste de tu pieza. ¿Ofrecen soporte y cotizaciones en español?
Sí. Toda la comunicación, cotizaciones y soporte técnico están disponibles en español, con respuesta en [[24 horas]]. ¿Cómo se envía el molde o las piezas a mi país?
Trabajamos con Incoterms FOB, EXW y DDP, y te asistimos con la documentación de exportación a Latinoamérica y España. Acordamos el Incoterm contigo según tu logística.
¿Listo para tu proyecto de moldes de inyección?
Envíanos tus archivos y recibe una cotización gratuita con revisión DFM en [[24 horas]] — en español.Solicitar cotización gratis

