[language-switcher]
Quality Risk Controlled
Real tooling cases showing how we identify production risks early, apply permanent mold corrections, and verify stable results before mass production.
Purchasing Manager Friendly
How We Handle Quality Issues (OEM Program Standard)
Containment-first workflow designed to protect your line, confirm root cause with data, and prevent recurrence.
Our Commitment
1) Contain FastImmediate response to isolate risk and stop repeat defects.
2) Investigate with DataShipment/lot breakdown, defect rate, and CTQ impact — not guesswork.
3) Fix PermanentlyCAPA with verification; upgrade tooling/steel when needed to stabilize long-term production.
Contain fast. Investigate with data. Fix permanently. Close the loop with customer confirmation.
✔ CAPA-driven · ✔ Prevention-first tooling decisions
Request a Risk-Controlled QuoteCustomer Confirmation (Anonymized)
A real post-incident message showing response speed, corrective actions, and tooling upgrade approval.
Post-Incident Proof
“Thank you for your quick investigation into the defect found in Part 1109***. Topworks’ quick response and proposed corrective actions are greatly appreciated by the Tek***Team.
Regarding the recent shipments of parts, the breakdown of failure rate from each shipment was reviewed. Therefore, our total requested replacement part quantity is ***.
Tek*** is satisfied with the proposal to move forward with the manufacturing of a new mold with an improved steel grade. We believe this proposed change will help to mitigate defects for future shipments. A purchase order for the new mold has been issued.
The Tek*** team is very appreciative of the help from the Topworks team.”
— Quality & Supply Chain Team, Tek*** (OEM Customer)
Customer name, part number, and quantities are anonymized for confidentiality.
✔ Data review · ✔ Tooling upgrade approved
Discuss Your ProjectCase Study 1: Side Wall Deformation Control
Measured correction to eliminate assembly risk before mass production.
Dimensional Risk
3.2 mm → < 1.0 mmDeformation reduction
Assembly RiskEliminated
ProductionStable & repeatable

Before: measured deformation (3.2 mm)

After: verified within tolerance (< 1.0 mm)
Video: inspection & verification
IssueSide wall deformation caused fitment and tolerance risk.
CorrectionMeasured deformation → modified sliders/core + optimized injection parameters.
ResultDeformation reduced to < 1.0 mm, meeting customer requirements.
✔ Measurement-driven · ✔ Tooling-level correction
Discuss Your ProjectCase Study 2: Flash Defect Elimination
Structural reinforcement to permanently eliminate flash in a large mold.
Structural Risk
FlashObserved at parting line
FixAdded support pillars
OutcomeApproved & shipped
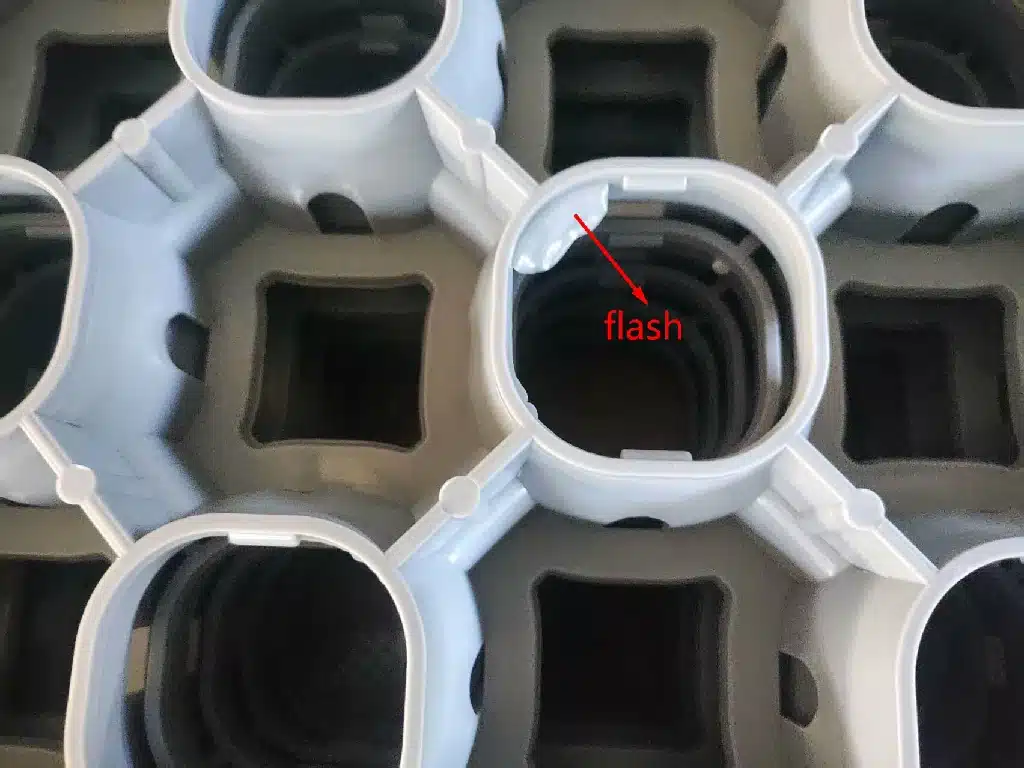
Before: flash at parting line

Finding: insufficient mold support

Fix: added pillars + parting check

Result: approved & shipped
IssueFlash during sampling created appearance and assembly/sealing risk.
Root CauseLarge mold deflection due to insufficient support pillars under injection pressure.
ResultAdded pillars + verified parting line contact → flash eliminated, stable production.
✔ Permanent tooling fix · ✔ Reduced sourcing risk
Get a Quote in 24 HoursCase Study: Internal Bubble Elimination (Thick-Wall Transparent PC)
Process tuning + fan-gate freeze-time verification to eliminate internal voids in a transparent PC thick-wall area.
Defect
Internal bubble / vacuum void (inside thick section)
Fix
Higher mold temp + optimized packing profile (fan gate)
Outcome
Void eliminated, stable repeatable production

Thick-wall transparent PC section. Differential cooling risk is high in the thick area.
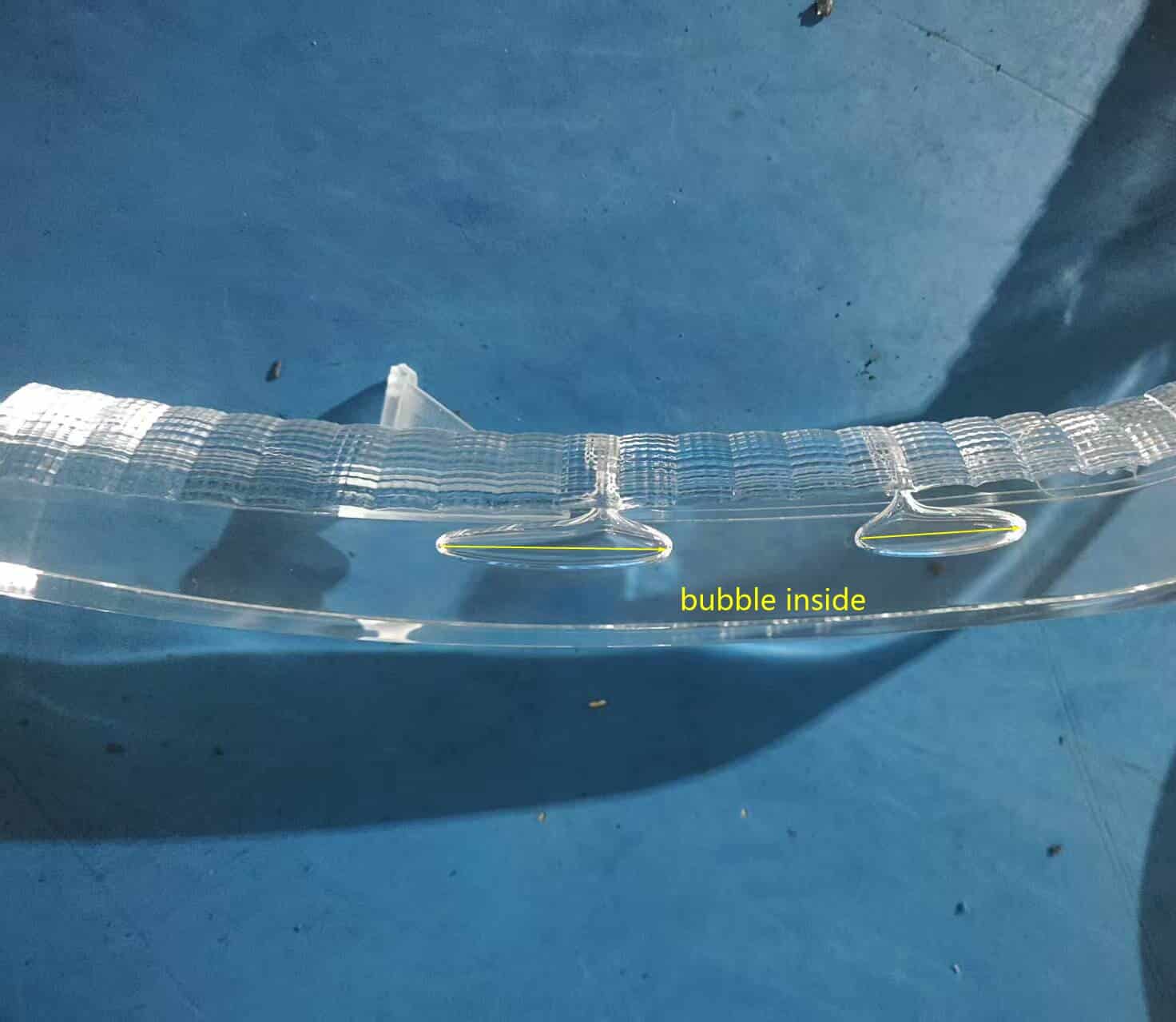
Internal bubble observed in the thick section (surface may look OK, void is inside).

No internal bubble after thermal + packing optimization (material unchanged).
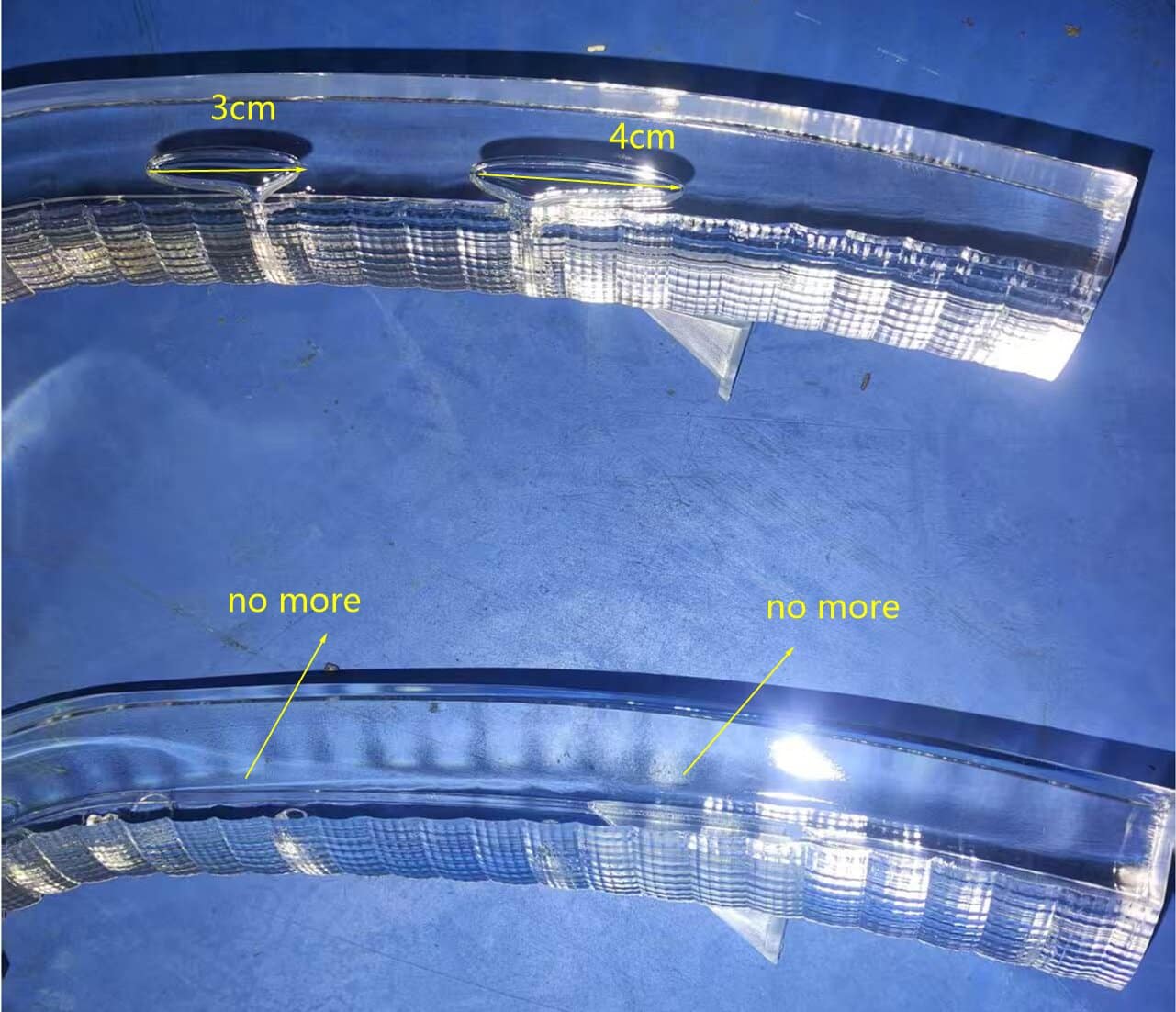
Before/after verification: internal bubbles eliminated in thick-wall areas.
Issue
Internal bubbles appeared during sampling in the thick-wall transparent area. This created optical rejection risk and potential structural weakness.
Root Cause
Thick-wall differential cooling: the outer skin froze early while the core continued to shrink, forming a vacuum void. Standard packing window was insufficient for the thick section.
Result
Mold temperature increased to 110°C and packing profile optimized using fan-gate freeze-time verification. Internal voids eliminated and production stabilized.
Process settings (verified on-site): Material PC · Fan gate thickness 3–4mm · Melt 300°C · Mold 110°C · High injection speed · Packing pressure ~100 MPa · Packing time up to 60s (validated)