
The Reason Sidewall Logos Cause the Usage of Sliders in Injection Molding
Injection molding: It is a common process of manufacturing that provides accuracy and efficiency to the production of plastic parts in large amounts. Molded parts in numerous applications may have logos or other decoration. Although this introduces some aesthetic value, these features may complicate the molding process- particularly when they are put on the side wall of the part.
A sidewall logo or any other complex design on the side of a part is especially hard to mold without the use of extra tooling features such as sliders. In order to see why, I would like to take a closer look at the difficulties involved and the role of sliders.
The Necessity of Sidewall Logos and Challenges Thereof
A sidewall logo is normally put on the vertical or inclined surfaces of the molded part. This is either a plain impression or a more complicated 3-dimensional raised or sunken detail. Such logos are present in a number of industries such as automotive, electronic, consumer goods, and packaging industries. But sidewall logos are far more difficult to mold than are designs on flat surfaces, due to location and design complexity.
The following are the primary concerns that come up when attempting to make sidewall logos in injection molding:
Direct Molding is Impossible
A two-dimensional, simple feature is simple to be cast into a simple cavity. But logos and other detailed decorations on the sidewall of a component are much more complex as they commonly need recessed or raised details that cannot be molded directly by the surface of the mold. In case the logo is created to have either raised or recessed characteristics, then the mold should be able to form those shapes without interfering with the rest of the parts surface.
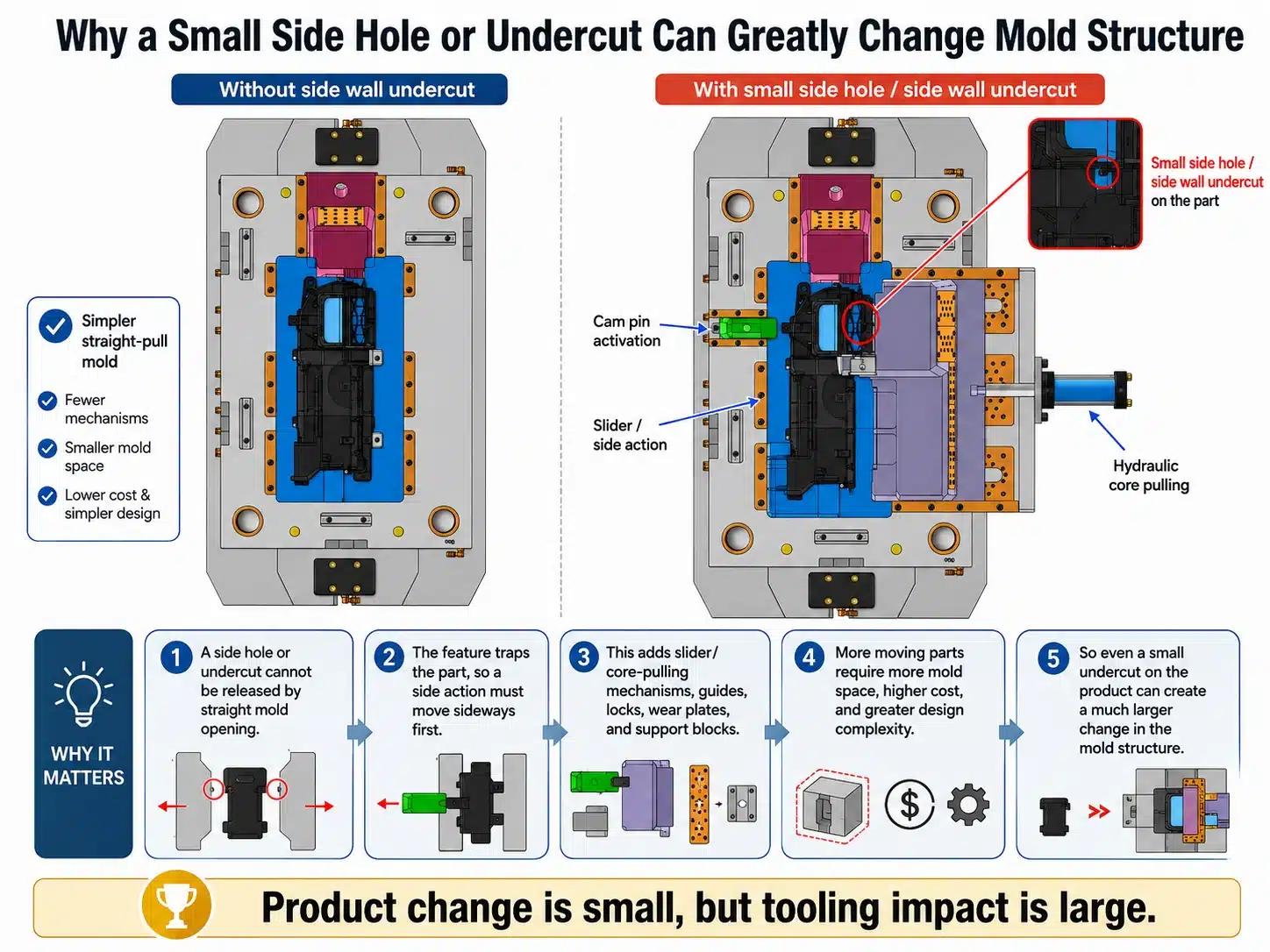
Undercuts and Interference with the Mold Opening
There is a possibility of undercuts to be formed by sidewall logos; this is where the molded feature (such as the logo in this case) extends outside the opening of the mold. The part can be trapped in the mold in basic injection molding where the mold cavity is opened and closed to eject the part, but an undercut (e.g. a recessed logo) may prevent the part being ejected.
This is particularly a problem with sidewall logos which are 3D in shape. As an example, a logo placed on the side of a cylindrical piece might contain some details that will need the mold to bend around the side of the part to create the feature. The part cannot be ejected with ease without special tooling.
How Sliders Can Help Address These Problems
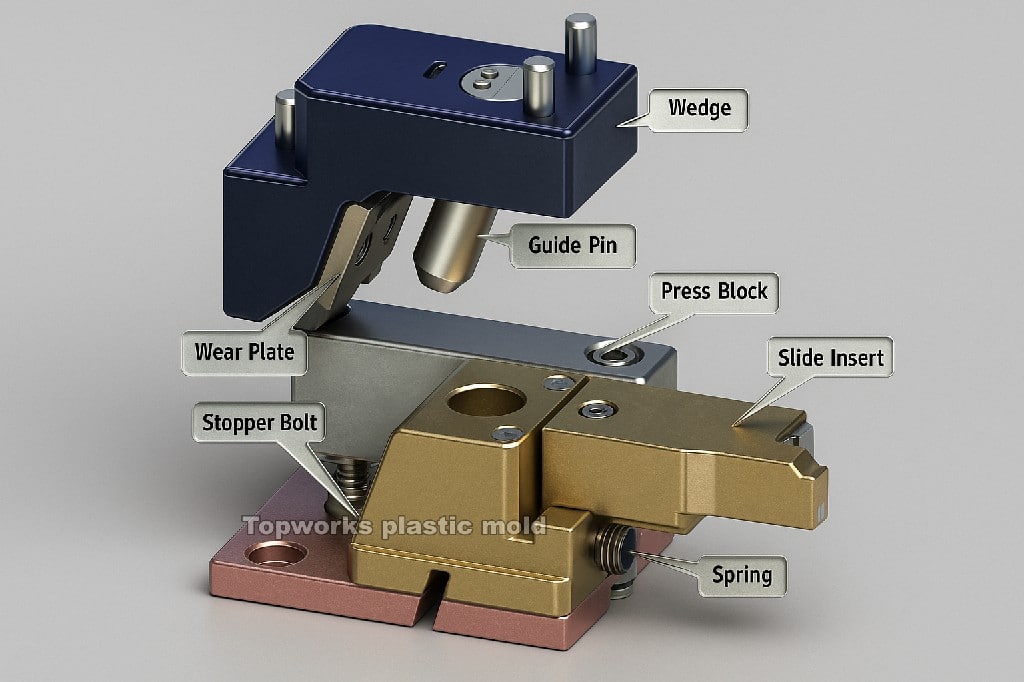
Sliders are used to overcome the issue of undercuts and to make sure that the logo is properly created without damaging the mold or the part. A slider is a component of the mold that travels in other than the direction of opening and closing of the mold halves. This is why sidewall logos need to be sliders:

Avoiding Undercuts
The main purpose why a slider is required in sidewall logos is to prevent undercuts. A slider is used to make the logo or sidewall design without affecting the mold opening. In essence, the slider slides either horizontally or at an angle with the rest of the mold opening vertically and the plastic material can then take the complex form of the logo. Once the injection material has cooled and solidified, the slider is moved back and the mold opens as usual to eject the part.
In the absence of a slider, the intricate sidewall aspect (such as a raised logo) would either bend during ejection or make the part stick in the mold on account of the undercut.
Designing Complicated 3D Objects
Not only are many logos not flat but also three dimensional in that they may be raised or recessed. Such shapes are created using a slider in areas that are difficult to reach. As an illustration, in case the logo is to be etched in a concave surface of a component, the mold cavity will have to move on top of the part surface at the correct angle. This movement allows the material to fill the indentation and create the logo without interference of the other mold components.
In such situations, the 3D logo may be complex and hence a sliding core or cavity insert must be utilized to enable the part to be molded appropriately without interfering with the other parts.
Facilitation of Fluid Ejection
An ejection is assisted by a slider as well. When a sidewall logo has complex features (and particularly recessed features), the mold must permit removal of the part without damaging the logo. In the absence of a slider, the part could lodge or jam in the mold causing defects or problems upon ejection.
Sliders allow the part to easily leave the mold cavity without damaging the logo or sidewall features that may occur when ejecting the part.
The Cost of Sliders to Tooling and Molding
Although sliders are necessary to make parts with complex sidewall logos, there is a price to pay. Now, let us get more into the details of the influence of sliders on the overall tooling and molding cost:
More Mold Complexity
Molds that have sliders are more complex to design and engineer than the normal molds. Mold should have sliding components, guides and locking to make sure that during the injection process, the slider moves smoothly and accurately. This makes the original design and production of the mold more expensive.
Cost of Material and Manufacturing
Because of the strain they are subject to in operation, the sliders are usually constructed of materials that are more wear resistant (usually hardened steel) than the rest of the mold. This increases the cost of producing sliders and it increases the cost of tooling. Moreover, the mold should be more accurately machined so that the slider fits and works properly and this adds to the cost.
Maintenance and Life Span
Sliders are prone to wear and tear because they are in motion. They can also require maintenance or replacement with time, which increases the running costs. The sliders should be frequently inspected and maintained to verify that they are in good working order and this may cause more downtime and labor expenses.
Increasing Cycle Times
The use of sliders tends to add to the cycle times due to the extra movement induced to create and to take off the sidewall logo. It requires a longer time to keep the mold closed to allow the slider to operate, and this fact causes slower production rates and higher per-unit costs.
Defect Risk
With sliders, there is an increased chances of defects due to the accuracy needed in the movement of the slider. Misalignment or malfunctioning of slider may cause misformed logos, flaws in the sidewall or problems in ejecting the parts. The defects may also result in increased scrap and rework which increases overall cost of production.
Conclusion
To sum up, sidewall logos on molded parts do not only look beautiful; they also present considerable difficulties to the injection molding process. Such logos may need sliders to shape complex 3D structures and prevent problems such as undercuts, which would otherwise render the molding process unviable or inefficient. Sliders enable manufacturers to produce sidewall logos with specificity, however, they are associated with increased costs due to complexity of tooling, material consumption, cycle time, maintenance and possible defects.
Although sliders are an essential element when it comes to producing high quality molded components that have a complex pattern of side walls, manufacturers need to consider the advantages over the expenses and make sure that the mould is designed in a manner that ensures that the costs of production are not extremely high. With proper planning and design the issues of sidewall logos in the molding of parts can be addressed.

