






Sprue, Runner & Gate: The Injection Mold Feed System Explained

The sprue, runner and gate are the three sections of an injection mold’s feed system — the channels that carry molten plastic from the machine nozzle to the part cavity. The sprue is the vertical entry channel, the runner distributes melt across the mold plate to each cavity, and the gate is the narrow, controlled opening where melt enters the cavity. How these three features are designed directly controls fill pressure, cycle time, part appearance, scrap rate, and unit cost — which is why they are decided during mold design, not after.
Why the feed system matters for your part cost
The feed system is “lost” material on every cold-runner shot. It has to be plasticized in the barrel, then either reground or scrapped, so it consumes machine capacity without becoming a saleable part. On small components, the sprue and runners can account for 50% or more of the total shot weight, and the runner system alone can be responsible for more than a third of the pressure needed to fill the mold.
That creates a constant engineering trade-off. Channels that are too small drive fill pressure up and can short-shot the part; channels that are too large waste material, lengthen cooling time, and add regrind and energy cost. Good feed-system design finds the smallest cross-section that still fills and packs the cavity reliably. For high-volume programs, this is also where a hot runner system is evaluated to eliminate runner scrap entirely.
| Feature | Function | Primary design driver | Typical reference values |
|---|---|---|---|
| Sprue | Connects nozzle to runner / part | Cooling time, easy release | ~1.5° draft per side; smallest workable orifice |
| Runner | Distributes melt to each cavity | Balanced fill, low pressure loss | ≥ part nominal wall thickness; round = best flow |
| Gate | Controls melt entry, freezes off to pack | Appearance, packing, easy de-gating | Cross-section ≈ 3–9% of sub-runner; thickness ≈ 50–80% of wall |
Sprue
The sprue is the continuation of the machine nozzle into the mold. In a single-cavity tool where the sprue feeds the part directly, this is called direct sprue gating, and the cooling time of the sprue itself often becomes the cycle-limiting factor — the part may be solid while the thick sprue is still cooling.
Two rules carry most of the weight in sprue design. First, keep the smallest sprue-bushing orifice as small as the cavity fill will tolerate, because everything downstream is sized off it and the whole volume has to cool. Second, the sprue should have a draft of around 1.5° per side so it pulls cleanly from the bushing. More draft makes release easier but enlarges the cold mass; less draft risks the sprue sticking. Adequate cooling around the sprue bushing and a cold-slug well at the sprue base round out a reliable design.
Runner
Runners are the channels machined along the parting line that carry melt from the sprue out to each gate. As melt flows, a frozen skin forms against the cooler steel and shrinks the effective channel, so pressure loss grows at least proportionally with runner length — usually faster. The shorter and more direct the runner path, the lower the pressure penalty.
Runner cross-sections: round vs. trapezoidal
A full-round runner gives the best surface-to-volume ratio, so it has the smallest frozen-skin fraction and the lowest flow resistance — but it must be machined into both mold halves and the two halves must line up precisely. A trapezoidal (or modified-trapezoidal) runner is machined into one half only, which simplifies tooling and is often the practical choice, at a small efficiency cost. Sizing guidelines that hold across most cold runners:
- Make the runner at least as thick as the part’s nominal wall so it can pack the cavity before it freezes.
- Increase runner diameter on long paths or where volumetric flow rate is high.
- Run smaller cross-sections for semi-crystalline resins (e.g., PP, POM, PA) than for amorphous resins, which tolerate larger channels.
Balancing runners in multi-cavity molds
In a multi-cavity tool, every cavity should fill at the same instant. If one cavity fills first, it over-packs and flashes while the last cavity is still short. The goal is balanced flow — and there are two ways to get there.
A naturally (geometrically) balanced layout gives every cavity an identical flow path and the same number of branches — typically a spoked or “H”/star pattern where the distance from nozzle to each gate is equal. It is the most robust because balance does not depend on dimensions, but it becomes inefficient as cavity count or cavity size grows.
An artificially balanced layout uses cavities in rows fed by a main runner, with secondary (sub) runner diameters tuned so the shorter paths are restricted to match the longer ones. A common form is the ladder runner: two rows of cavities on a primary runner, with progressively sized sub-runners. This reduces runner volume but is more sensitive to process and resin changes, so it benefits from mold flow analysis before steel is cut.
Where layout allows, arrange cavities in rows rather than circles, and remember that runner diameter generally has to grow with each additional cavity it feeds on a given segment.
Three-plate mold runners
A three-plate mold routes the runner along a secondary parting plane, then drops vertically through the middle plate to feed the part — usually through pinpoint gates — which allows gating away from the parting line and automatic runner separation. Tapered drops should reduce toward the gate (roughly 0.5 in. per foot is a common taper) and should not be made unnecessarily long, since heavy taper creates a thick junction. Make sure stripper plates, sucker pins, or puller features do not obstruct flow.
Gate
The gate is the narrow restriction between the runner and the cavity — and the shortest, most controlled feature in the whole feed system. It does two jobs: it lets melt enter and fill the cavity quickly, and after filling it freezes off first to seal the cavity so the holding pressure can pack the part. If the gate freezes too early or is undersized, you get sink, voids, and short shots; if it stays open too long or is oversized, you get backflow and a hard-to-remove gate witness.
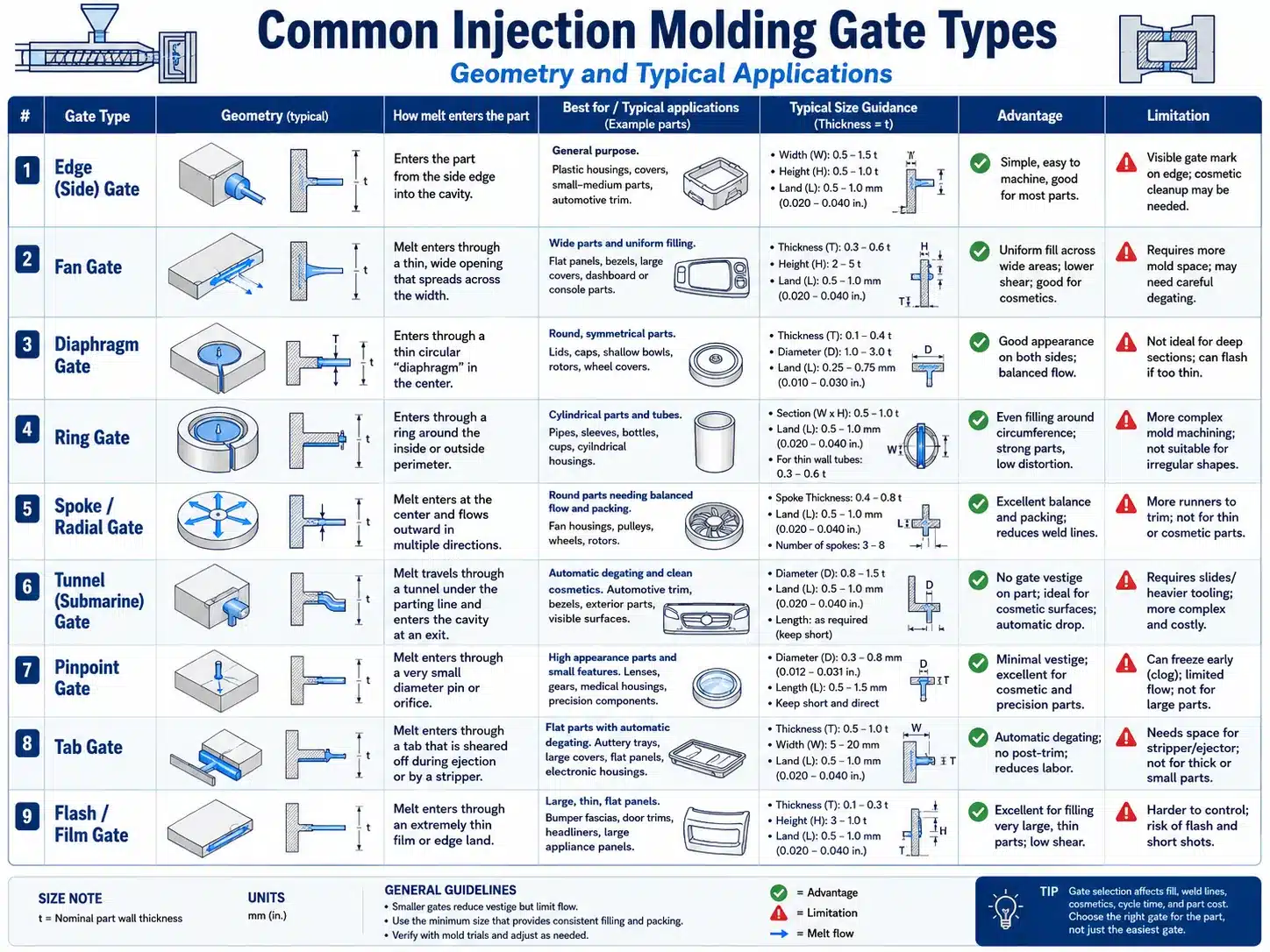
Common gate types and when to use them
| Gate type | Best for | Key advantage | Main limitation | Typical size |
|---|---|---|---|---|
| Edge (side) | General parts, multi-cavity | Easy to cut & trim, low cost | Visible scar; manual trim | Depth tuning is sensitive |
| Fan | Flat / large / box parts | Even fill, less warpage & stress | Hard to trim, larger mark | H ≈ 0.25–1.5 mm; W ≈ L/4 (>8 mm) |
| Diaphragm | Cylindrical / hollow parts | Concentric, no weld lines | One cavity per tool; hard removal | Land ≈ 0.5–1.0 mm |
| Ring | Tubes where ID matters most | Uniform fill around core | Land depth needs trials | Shallow land |
| Spoke / radial | Large cylinders, high shot weight | High throughput, good packing | Lower weld strength & accuracy | Larger, machined removal |
| Tunnel (submarine) | Auto de-gating, hidden gate | Auto-trim on ejection | Gas trapping; scar grows with wear | 0.5–0.8 mm (unfilled) to 2 mm+ (filled) |
| Pinpoint | Three-plate molds | Auto de-gating, small mark | Wears with filled resins | 0.8–2 mm (unfilled) to 2.5–3 mm (filled) |
| Tab | Decorative housings / cases | Prevents jetting, even fill | Tab is costly to remove | Sized to feature |
| Flash / film | Flat, large-area parts | Wide even fill, low warpage | Difficult secondary trimming | Extension of fan gate |
Gate sizing and location: the engineering principles
Rather than memorizing dozens of rules, most gate decisions come down to a handful of principles. Where ranges are given they are typical starting points — final values come from mold trials and resin data.
- Start small. Open a gate up later if needed; you cannot easily make one smaller. A typical gate cross-section is 3–9% of the sub-runner cross-section, with land length around 0.5–2.0 mm.
- Tie thickness to wall. Gate thickness is usually 50–80% of the part wall; automatic-trim gates stay below ~80% so they break without distorting the part.
- Gate into the thickest section. Feeding thick-to-thin lets the gate pack the part and freeze last, avoiding sink and voids. Feeding thin-to-thick causes pressure and temperature to drop abruptly.
- Control flow length. Size and count gates so each fills a melt-flow-to-wall ratio of roughly L/T = 50–80, and never beyond ~100. Large or flat parts may need multiple gates to avoid warpage and short shots.
- Manage weld lines and venting. Each gate adds a weld line, so use the fewest gates that still fill the part, place welds on non-critical surfaces, and never let the gate position block the parting-line vents.
- Protect cores and avoid jetting. Keep gates away from long, thin cores that direct impact could bend, and orient the gate so melt hits a wall instead of jetting freely into the cavity.
- Account for filled resins. Fiber-filled materials need larger gates to limit fiber breakage; very small pinpoint or sub-gates can degrade reinforcement.
- Plan the witness. Every gate leaves a mark. Decide early whether it sits on a hidden surface, and confirm cosmetic expectations with the customer before cutting steel.
Feed-system problems that show up as part defects
Many molding defects trace back to a gate or runner decision rather than the process. Undersized gates and runners cause short shots, jetting, and cloudy gate blush; oversized gates cause backflow and sink; poor balance causes flash on the first-filled cavities; and gating onto a thin shut-off region causes sudden pressure and temperature loss. If you are chasing a recurring defect, the feed system is one of the first places to look — see our injection molding defects guide for symptom-by-symptom diagnosis.
When to bring this to your molder
Feed-system design is a DFM decision, and the cheapest time to get it right is before tooling is built. If you are scaling volume, fighting sink or warpage, deciding between cold and hot runners, or unsure where a gate should land on a cosmetic part, a short design review usually pays for itself in scrap and cycle time. Our engineering team reviews gate type, location, and runner balance as part of every tooling quote.
Frequently asked questions
What is the difference between a sprue, a runner, and a gate?
The sprue is the vertical channel that connects the machine nozzle to the mold. The runner carries melt horizontally along the parting line to each cavity. The gate is the small restriction where melt finally enters the cavity and which freezes off to pack the part. Together they form the feed (delivery) system.
How big should a gate be?
As a starting point, the gate cross-section is typically 3–9% of the sub-runner cross-section, gate land length is about 0.5–2.0 mm, and gate thickness is roughly 50–80% of the part wall. Always start small — a gate is easy to enlarge during trials but very hard to reduce.
Which gate type is best for a flat or cosmetic part?
Fan and tab gates are common for flat or large decorative parts because they spread the melt evenly, reduce jetting, and limit warpage. For fully hidden gate marks, a tunnel (submarine) or pinpoint gate allows automatic de-gating, though both leave a small witness and wear over time.
Why does the runner system matter so much for cost?
On small parts the sprue and runners can be half or more of the shot weight, and the runner system can absorb over a third of the fill pressure. Oversized runners waste material and extend cycle time; undersized runners cause short shots. For high volumes, a hot runner system removes runner scrap entirely.
What is a balanced runner and why do I need one?
A balanced runner makes every cavity in a multi-cavity mold fill at the same instant. Without balance, the first cavities over-pack and flash while the last ones short-shot. Balance is achieved geometrically (equal flow paths) or artificially (tuned runner diameters), often verified with mold flow analysis.
How many gates should a part have?
Use the fewest gates that still fill the part, since each gate adds a weld line. Size and place gates so each one covers a flow-length-to-wall-thickness ratio of about L/T = 50–80, and no more than ~100. Large or flat parts often need multiple gates to avoid warpage and short shots.
Should I use a cold runner or a hot runner?
Cold runners are lower in tooling cost and well suited to lower volumes and frequent material changes. Hot runners eliminate runner scrap, shorten cycle time, and improve fill control on high-volume programs, at higher tool cost and complexity. The right choice depends on annual volume, resin, and part value.
Not sure how your part should be gated? Send us your 3D model or drawing and our engineers will recommend gate type, location, and runner layout as part of a free DFM review and tooling quote. Get a DFM review & quote →
