Production and Handling of Tooling
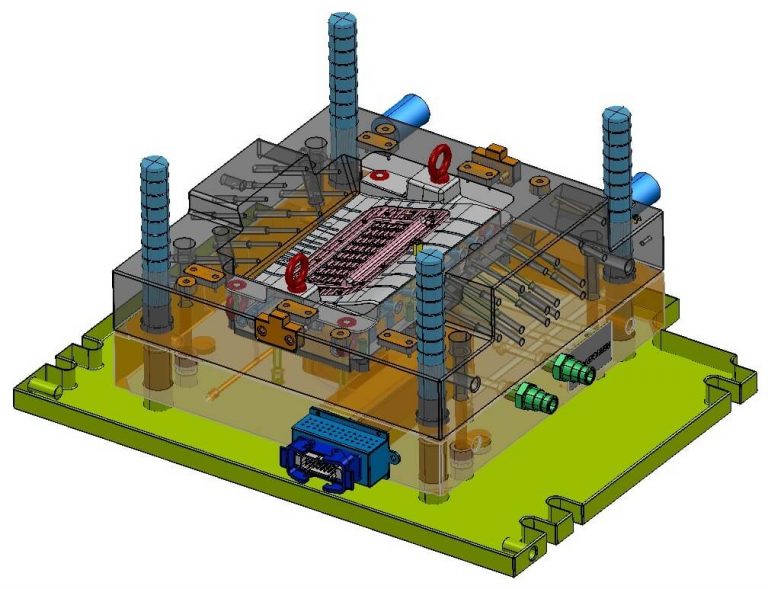
Production and Handling of ToolingSelections of Types of MoldsMolded components can be accomplished as a result of a few kind of molds and also by different types of mold structure.It is crucial that mold specifications and anticipated efficiency be arranged…
