






2026: Come scegliere i fornitori cinesi di stampaggio a iniezione
Se si desidera trovare una fabbrica di stampaggio a iniezione di qualità in Cina, è necessario completare l'intero percorso dell'inchiesta, la gestione del rischio, la verifica, l'intero processo di stampaggio, la produzione e la consegna alla produzione di massa.
Negli ultimi dieci anni la Cina ha dominato l'industria dello stampaggio a iniezione. Realisticamente, il “fornitore cinese di stampaggio a iniezione” sembra facile da trovare, tuttavia, la citazione “fornitore veramente affidabile e adatto a voi” è un compito arduo.
Questa guida è stata creata a partire dall'industria, dalla gestione della catena di fornitura interna, dalle specifiche tecniche di produzione degli stampi e da anni di approvvigionamento.
Questa guida contiene oltre 50 criteri di selezione, 33 punti di rischio, un albero decisionale completo, modelli e casi di studio del settore negli Stati Uniti e in Europa.
Questa guida vi permetterà di:
- Distinguere i buoni dai cattivi per i fornitori
- Capire se l'offerta è autentica o se si tratta di uno stratagemma per farvi cadere nella trappola dei prezzi bassi.
- Scegliete il gruppo di fornitori migliore in base al prodotto che vi aspettate da loro e alla quantità.
- Evitare lo stampo, la frode delle risorse, la produzione di massa e altri normali fallimenti dell'industria.
- Utilizza modelli personalizzati per eseguire verifiche sui fornitori sulla base di una checklist prestabilita
- Creare un'area disponibile “Sistema di selezione dei fornitori cinesi di stampaggio a iniezione” per la vostra azienda.
Cominciamo.
Parte 1 - Perché la scelta del giusto fornitore di stampaggio a iniezione in Cina è così difficile
La scelta di un fornitore di stampaggio a iniezione con sede in Cina dovrebbe essere semplice. Si confrontano i prezzi, si guardano alcuni campioni, si chiede a un amico, si controlla Alibaba e si effettua l'ordine.
Ma la realtà è molto diversa.
Nell'attuale funzionamento della catena di fornitura cinese, la “scelta del giusto fornitore di stampaggio a iniezione” è la fase più critica per determinare il tasso di successo, la resa, i tempi di consegna e il profitto finale del progetto. In questa sezione si spiegherà in modo approfondito:
- Perché le aziende cadono sempre nelle trappole?
- Perché anche i fornitori apparentemente affermati si ribaltano?
- Perché l'opzione più economica potrebbe diventare la versione più costosa?
- Perché gli acquirenti esteri hanno maggiori probabilità di essere ingannati dalle fabbriche rispetto agli acquirenti locali
- Perché la “difficoltà di stampaggio a iniezione” è ampiamente sottovalutata
Cominciamo con le domande più comuni.
1. I punti dolenti più comuni nella ricerca di fornitori cinesi di stampaggio a iniezione
È molto probabile che abbiate sperimentato ciascuno dei seguenti casi: - la presenza di un'unica persona.
1.1 Non si riesce mai a comprendere le reali capacità dello stabilimento
La maggior parte delle fabbriche cinesi di stampaggio a iniezione non lo dirà:
- “Non abbiamo l'esperienza necessaria per realizzare prodotti del vostro livello”.”
- “Le nostre capacità di stampaggio non sono sufficienti”
- “Il motivo per cui vi proponiamo un prezzo basso è che non sappiamo quale sia il livello di precisione da voi richiesto”
- “Non abbiamo mai realizzato componenti trasparenti per uso medico”
- “Non siamo in grado di garantire una tolleranza di ±0,02 mm”
Diranno invece:
“Ce la possiamo fare. Nessun problema. È facilissimo.”
PERCHÉ?
Perché nella cultura cinese di fabbrica:
- Non rifiuta facilmente i clienti
- Paura di perdere gli ordini
- Fiducia o cieco ottimismo
- Penso che il problema possa essere risolto in seguito
- Non si è certi delle reali esigenze del cliente
Il risultato finale è che, già dalla prima fase di comunicazione, è semplicemente impossibile capire se lo stabilimento abbia davvero compreso il vostro prodotto.
1.2 Gli acquirenti stranieri non comprendono la vera differenza in termini di “qualità dello stampo”
Molte aziende straniere pensano che “uno stampo è uno stampo”.”
Ma in realtà, la qualità della stampo determina la durata, la precisione e il costo — come dimostra il confronto riportato di seguito per un stampo a iniezione:
| Grado di muffa | Applicazione | Vita (scatti) | Precisione | Differenza di prezzo |
|---|---|---|---|---|
| L1 | Conchiglia semplice, giocattolo | <50k | Basso | Economico |
| L2 | Componenti industriali, beni di consumo generici | 100k-300k | Medio | Medio |
| L3 | Ricambi auto, parti strutturali | >500k | Alto | Alto |
| L4 | Medicale, parti trasparenti, parti di precisione | >1M | Molto alto | Molto alto |
Molti casi di difetti si verificano quando: gli acquirenti richiedono lo standard L3, ma lo stabilimento produce secondo lo standard L1. Poiché non si conosce bene il settore dello stampaggio a iniezione, lo stabilimento non spiegherà la vera differenza — o forse non ne era nemmeno a conoscenza.
Pensavate di aver fatto un ottimo affare, ma in realtà avete acquistato un “stampo economico ma inutile.”
1.3 L'azienda non te lo dirà mai: il tuo prodotto è in realtà “difficile da realizzare”
Pensate che si tratti di un semplice pezzo di plastica?
Forse la fabbrica sta pensando:
- “Lo stampo necessita di cursori o sollevatori supplementari a causa di questi sottosquadri o fori laterali”.”
- “Lo spessore della parete è così sottile che la sezione sarà difficile da riempire”.”
- “Le parti a sezione spessa si deformeranno senza un numero sufficiente di canali di raffreddamento”.”
- “La tolleranza è così rigida che non possiamo farlo”.”
- “Questo prodotto è difettoso nella progettazione”
ma non lo diranno. Perché:
- Ho paura che tu non effettui un ordine presso la mia fabbrica
- Possiamo risolverlo più tardi
- Forse non si rende davvero conto di quanto sia difficile (e pericoloso)
Alla fine si troverà:
- Non è possibile creare un campione
- Realizzato ma con tanti problemi
- Molti NG
- Non può essere assemblato
- Costo effettivo 2-3 volte superiore al prezzo quotato
1.4 Ritardi nelle consegne e problemi di qualità dovuti alla “trappola del prezzo basso”
Questa è l'insidia più comune per gli acquirenti stranieri:
- Le quotazioni sono 30-50% inferiori
- Pensavi di aver fatto un buon affare. In realtà, con questo budget la fabbrica non è semplicemente in grado di realizzare stampi di alta qualità. Quindi passano a un acciaio di bassa qualità e utilizzano materiale plastico di scarsa qualità.
Il risultato è:
- La durata dello stampo è di 1/5 rispetto alla quotazione originale.
- Lotto fallito 10-40%
- Produzione lenta (progettazione inadeguata del sistema di raffreddamento)
- Le modifiche vengono effettuate ogni mese
- Ogni lotto di produzione in serie deve essere sottoposto a rilavorazione
- Il progetto non sarà mai stabile
Alla fine si scopre che:
L'offerta più bassa è spesso la più costosa uno
1.5 Costantemente “incompreso” a causa della comunicazione a distanza
I punti di forza delle fabbriche cinesi specializzate nello stampaggio a iniezione sono:
- Disegno CAD
- Requisiti di lavorazione tradizionali
- Requisiti strutturali semplici
Tuttavia, le esigenze dei clienti esteri potrebbero includere:
- Standard di prova internazionali
- Certificazione UL
- Resistenza ai raggi UV
- Tolleranza di assemblaggio
- Requisiti strutturali per l'espansione futura
- Rischi della catena di approvvigionamento ed esperienza dell'utente finale
Questi aspetti vengono quasi sempre ignorati nella prima fase della comunicazione, il che porta a:
- Progetto errato → modifica → modifica dello stampo → ritardo di 1–4 mesi.
- Oppure il prodotto non soddisfa mai gli standard iniziali.
1,6 La situazione reale è emersa dopo mesi
Quasi tutti gli acquirenti hanno vissuto la seguente esperienza:
- Mese 1: tutto ok
- Mese 2: Sample ha un piccolo problema
- Mese 3: “Ecco il tuo problema di progettazione.”
Lo si sa solo a metà del progetto:
- I macchinari dello stabilimento sono obsoleti.
- Il numero di tecnici non è sufficiente.
- Non siete i loro VIP.
- Hanno troppi ordini a basso prezzo.
- Nessun project manager professionista.
- Nessuno sa granché delle tue parti.
- Il pezzo viene subappaltato ad altri stabilimenti (non si sa).
Ora è troppo tardi per cambiare fabbrica.
2. Non è semplicemente una fabbrica quella che vuoi, ma la “fabbrica giusta”

Ciò che le aziende straniere in realtà non comprendono è che:
Le fabbriche cinesi di stampaggio a iniezione rientrano in 5 categorie completamente distinte in base alla capacità, alla scala e al posizionamento. Scegliere il tipo sbagliato = una probabilità di fallimento del progetto pari a 80%.
Di seguito sono riportati i tipi più comuni presenti sul mercato:
| Tipo | Scala / Impostazione | Capacità e caratteristiche | Pro | Contro / Rischi | Il migliore per | Non per |
|---|---|---|---|---|---|---|
| Piccola scala (più economica, meno affidabile) | 10-20 lavoratori; 4-12 macchine per lo stampaggio a iniezione obsolete; nessuna analisi del flusso dello stampo; nessun ingegnere | Citazioni estremamente ridotte; adatto per giocattoli, piccoli alloggiamenti, parti di bassa precisione | Costo più basso | Nessun sistema di gestione della qualità; nessuna gestione professionale del progetto; frequenti ritardi nelle consegne | Componenti a basso costo e di piccole dimensioni | Parti strutturali, parti trasparenti, parti di precisione |
| Media grandezza | 20-100 macchine per lo stampaggio a iniezione; team di ingegneri completo; capacità di progettazione interna degli stampi | Produce la maggior parte dei componenti industriali e dei componenti per l'elettronica di consumo | Ampie capacità; generalmente stabile | Grande variabilità in termini di capacità e qualità; è necessaria un'attenta valutazione dei fornitori | Circa 90% di acquirenti d'oltremare | - |
| Stampisteria integrata + Stampaggio (migliore in assoluto) | Forte nell'ottimizzazione strutturale; in grado di realizzare stampi complessi; in grado di anticipare i rischi; produzione di massa stabile. | Eccellente per tolleranze strette, sottosquadri, pareti sottili, strutture complesse, elevati requisiti cosmetici. | Controllo end-to-end; forte gestione del rischio; produzione di massa coerente | Prezzo tipicamente più alto rispetto ai negozi standard di medie dimensioni | Prodotti ad alto fabbisogno e produzione in serie | - |
| Produttori di stampi di precisione di alto livello (auto/medicale) | ±0,02 mm; parti trasparenti; parti ottiche in PC; multi-cavità; canali caldi complessi | Precisione e controllo cosmetico di alto livello | Qualità estremamente stabile | Prezzi più elevati; tempi di consegna e disciplina di comunicazione più rigidi. | Automotive, medicale, ottica, componenti di alta precisione | - |
| Società commerciali (risultati contrastanti) | Forte comunicazione in inglese; gestione dei progetti; screening dei fornitori | Agisce come ponte di coordinamento della catena di fornitura | Migliore comunicazione; avanzamento più fluido del progetto | Costo totale più elevato; il commerciante sbagliato può essere peggiore | Acquirenti per la prima volta; team privi di risorse ingegneristiche o della catena di fornitura locale | - |
3. I principali disastri della scelta del fornitore sbagliato
Ciascuno dei seguenti problemi potrebbe costarti dai 3 ai 9 mesi in più o addirittura portare a un fallimento totale.
3.1 Errori di progettazione dello stampo
Manifestazioni:
- Non riusciva a staccarsi dallo stampo
- Raffreddamento non uniforme
- Pareti molto sottili
- Segni di spillo di espulsione eccessivamente evidenti
- Restringimento e deformazione

3.2 Materiale sbagliato
Problemi:
- Materiale riciclato
- Materiale di qualità inferiore
- Nessun marchio materiale
- Colorazione instabile
Conseguenze finali:
- Fratture fragili
- Impronte digitali
- Decolorazione
- Invecchiamento
Casi di guasto ampliati
Caso 1: Sostituzione del materiale
I test sui prototipi sono stati completati con successo e, al momento della produzione in serie, il fornitore ha semplicemente sostituito il PC con l’ABS per riuscire a rispettare i tempi previsti. Le immagini erano simili, ma i test di resistenza agli urti non hanno dato esito positivo e 2.000 set sono stati scartati. Il certificato di analisi (COA) non corrispondeva alle etichette dei lotti, ma il fornitore riteneva che fossero equivalenti. Lo stampo ha dovuto essere rielaborato e le perdite hanno incluso le penali per i ritardi subiti dal cliente.
Caso 2: Vita dello stampo sovrastimata
Il preventivo prevedeva 300.000 stampe, ma i difetti hanno cominciato a manifestarsi già a circa 80.000 stampe — difetti di flash e variazioni dimensionali. I registri di manutenzione non erano completi e si è dovuto ricorrere alla lucidatura dei canali di colata per far quadrare i conti. Si verificavano fermi linea bisettimanali, la resa è scesa a 92% e gli ordini sono stati trasferiti a uno stabilimento di riserva, il che ha comportato costi aggiuntivi di logistica e di cambio linea.
3.3 Taglio dei costi dello stampo
Include:
- Canali di raffreddamento ridotti
- Perni di espulsione ridotti
- Gradi di acciaio non conformi
- Nessun trattamento termico
- Sistemi a canale caldo a basso costo
Risultato:
- Riduzione della durata dello stampo
- Velocità di ciclo ridotta
- Elevati tassi di difettosità
- Aumento dei costi di produzione di massa
3.4 Qualità instabile della produzione in serie
Cause:
- Livelli di competenza del personale
- Macchine per lo stampaggio a iniezione obsolete
- Parametri di processo non standardizzati
- Cattiva gestione delle materie prime
3.5 Qualità incoerente tra campioni e produzione di massa
Produzione di campioni:
- Macchine nuove utilizzate
- Materiali pregiati utilizzati
- Macchine ben regolate
Produzione di massa:
- Macchine standard utilizzate
- Materiali più economici utilizzati
- Macchine mal regolate
3.6 Subappalto dei fornitori
Estremamente comune:
- Capacità interna insufficiente
- Impossibile gestire strutture complesse
- Esternalizza per voi l'elaborazione a basso costo
La fabbrica che vedete è il vero impianto di produzione.
3.7 Problemi di tolleranza dell'assemblaggio
Si presume che la fabbrica di stampaggio a iniezione capisca:
- Tolleranze cumulative (stack-up)
- Distanze di montaggio
- Differente contrazione del materiale
- Variazione dimensionale post-stampaggio
Ma in molte fabbriche questa comprensione manca del tutto.
3.8 Mancanza di gestione del progetto
Risultato:
- Disegni di ingegneria mancanti
- Tolleranze non confermate
- Materiali non confermati
- Dettagli strutturali non confermati
- Tempi di consegna imprecisi
3,9 Scarsa comunicazione
Anche istruzioni di base come:
- “Finitura superficiale: MT11010”
- “Tolleranza: ±0,05 mm”
- “Richiede materiale per uso alimentare”
possono essere interpretati in modo errato.
Sintesi: I fornitori cinesi di stampaggio a iniezione devono essere valutati con un approccio sistematico. Anziché basarsi semplicemente sul prezzo, sui campioni e sulle recensioni disponibili su Google o Alibaba, i criteri di selezione dovrebbero essere i seguenti:
- Competenza tecnica ed esperienza nel settore degli stampi
- Adeguamento alla complessità della struttura
- Comprensione dei materiali
- Capacità di gestione dei progetti
- Capacità di comunicazione in ingegneria
- Competenza nel controllo qualità
- Trasparenza dello stabilimento
- Possibilità di instaurare una collaborazione sostenibile.
Parte 2 - Valutare i fornitori cinesi di stampaggio a iniezione
Nella parte precedente abbiamo parlato delle insidie, della “trappola dei prezzi bassi” e dei motivi per cui gli acquirenti stranieri si trovano in difficoltà nella scelta dei fornitori di stampaggio a iniezione in Cina.
Segue la sezione più imperativa, che consiste nello sviluppare un sistema di valutazione dei fornitori scientifico e riproducibile. Questo vi consentirà di valutare facilmente l'affidabilità di uno stabilimento senza subire perdite economiche dovute a errori e difetti.
1. Definizione di un processo di selezione dei fornitori
Il progetto di approvvigionamento, essendo molto complesso, deve basarsi su un approccio in cinque fasi:
1. Screening iniziale
- Fonti: Alibaba, fiere, referral, reti di filiera all'estero
- Verifica delle qualifiche: Licenza commerciale, certificati ISO/TS, studi di casi di clienti importanti
- Eliminare i fornitori chiaramente non redditizi
2. Valutazione delle capacità
- Capacità tecnica: DFM (Design for Manufacturing), analisi del flusso dello stampo, progettazione dello stampo, gestione del materiale
- Capacità dell'apparecchiatura: Stazza delle macchine per lo stampaggio a iniezione, CNC, EDM, CMM (macchina di misura a coordinate)
- Sistema di qualità: IQC, IPQC, FQC, OQC, FAI, CPK
3. Valutazione dell'offerta
- Ripartizione dei costi della muffa
- Ripartizione dei prezzi delle unità di iniezione
- Costi nascosti: Rilevamenti di materiale, rilavorazioni, logistica, ritardi nella comunicazione
- Evitare le trappole dei prezzi bassi
4. Convalida del campione
- Campione T1 (versione iniziale)
- Campione T2 (rivisto dopo il feedback)
- Prova di produzione di massa (piccolo lotto)
5. Valutazione del potenziale di cooperazione a lungo termine
- Velocità di risposta in fabbrica
- Capacità di comunicazione degli ingegneri
- Tasso di precisione delle consegne
- Capacità di gestione dei progetti
- Capacità di controllo del rischio
- Volontà di cooperazione sostenibile
2. Screening iniziale: Come determinare rapidamente la vitalità della fabbrica
Indicatori chiave:
| Indicatore | Metodo di controllo | Note |
|---|---|---|
| Qualifica dell'azienda | Tianyancha / Alibaba / Materiali da esposizione | Confermare l'inclusione dello stampaggio a iniezione e della produzione di stampi nell'ambito dell'attività. |
| Anni di fondazione | Informazioni ufficiali sulla registrazione | In generale, è preferibile un'affidabilità di oltre 5 anni. |
| Conteggio dei dipendenti | In loco/Video | Uno stabilimento con 50-500 dipendenti è adatto a diverse esigenze produttive. |
| Tonnellate di macchine ad iniezione | Video/Materiali di fabbrica | Assicuratevi la compatibilità con la struttura e le dimensioni dei vostri pezzi. |
| Capacità di stampaggio | Alloggiamenti per stampi, acciaio per stampi, cavità | Verificare se hanno realizzato parti complesse simili |
| Certificazione ISO/TS | Verifica dell'autenticità del certificato | Fate attenzione ai certificati falsi; confermate l'autenticità in loco o tramite video. |
Suggerimento: l'obiettivo della selezione iniziale non è quello di trovare lo stabilimento perfetto, ma di eliminare quelli palesemente non idonei e restringere il campo a 10-15 candidati.
3. Valutazione della capacità tecnica
3.1 Capacità ingegneristiche
- Rapporti DFM: L'azienda presenta Progettazione per la produzione (DFM) rapporti?
- Analisi del flusso dello stampo: Esegue Analisi del flusso di stampi?
- Competenze di ottimizzazione: Hanno la capacità di ottimizzare lo spessore delle pareti, gli angoli di sformo e le linee di divisione?
- Esperienza di stampo complesso: Hanno a che fare con stampi complessi, canali caldi e slitte?
- Conoscenza dei materiali: Conoscono le proprietà delle diverse materie plastiche (ad esempio, PP, ABS, PC, PA66, POM)?
- Alternative materiali: È possibile che suggeriscano materiali alternativi?
3.2 Capacità dello stampo
- Controllo dell'acciaio: È possibile verificare la qualità dell'acciaio e la provenienza?
- Durata di vita della muffa: La durata dello stampo rientra nei requisiti di produzione?
- Precisione di lavorazione: Qual è la precisione e la capacità della lavorazione EDM/CNC?
- Termini di garanzia: Quali sono i termini di garanzia per gli stampi?
- Razionalità del progetto: Il design dei canali caldi, dei perni di espulsione e dello sfiato ha senso?
- Controllo della consegna: I tempi di consegna dello stampo sono ragionevoli?
3.3 Capacità delle apparecchiature
- Compatibilità con la macchina di iniezione: Il tonnellaggio della macchina a iniezione si adatta alle dimensioni della struttura?
- Controllo multi-cavità: Qual è il problema del controllo degli stampi a canale caldo e a più cavità?
- Capacità di finitura: Di cosa dispone in termini di lucidatura, spruzzatura, serigrafia e capacità di assemblaggio?
- Apparecchiatura di ispezione: Dispone di CMM e di apparecchiature di ispezione ottica?
- Sistemi di gestione: Quanto sono affidabili i sistemi gestionali MES ed ERP?
Raccomandazione
Valutazione video: Il modo migliore per valutare la situazione è effettuare un’ispezione video e una dimostrazione del processo di stampaggio a iniezione dello stabilimento. Non è sufficiente limitarsi a foto o opuscoli.
4. Valutazione dei preventivi: analisi approfondita ed evitare le trappole dei prezzi troppo bassi
Metodo di ripartizione del preventivo:
- Costo della muffa = Acciaio + base per stampi + CNC/EDM + progettazione + assemblaggio + profitto.
- Prezzo unitario = Materiale + Ciclo di stampaggio + Manodopera + Post-lavorazione + Imballaggio + Perdita del tasso di difettosità.
4.1 Costi nascosti
- Marcatura del materiale: Utilizzato soprattutto con componenti trasparenti e tecnopolimeri.
- Tasse per la modifica della muffa: Costi aggiuntivi per le modifiche allo stampo.
- Costi di rilavorazione: Costi per correggere gli errori.
- Logistica e tariffe: Spese di trasporto e doganali.
- Ritardi nella comunicazione: Costi sostenuti a causa di fraintendimenti o problemi di traduzione.
4.2 Evitare le trappole dei prezzi bassi
- Bandiera rossa: I preventivi notevolmente inferiori al tasso di mercato (ad esempio, 30%) sono pericolosi.
- Requisiti di qualità: Potrebbero esserci delle compromissioni nell'acciaio dello stampo o nei materiali del canale caldo.
- Sottocapacità della macchina: Una macchina con potenza insufficiente può comportare tempi di stampaggio più lunghi e una maggiore variabilità della qualità.
- Assenza di controllo di qualità: L'assenza di un processo di controllo qualità comporta elevati tassi di rilavorazione.
Suggerimento: Quando richiedi un preventivo ai fornitori, chiedi sempre un dettaglio chiaro: tipi di acciaio, ore di manodopera e durata prevista dello stampo.
5. Controllo dei campioni (T1 → T2 → lotto ridotto)
5.1 Campione T1
- Dimensioni: Verificare che i pezzi stampati siano conformi alle dimensioni specificate.
- Aspetto: Valutare la qualità visiva e la finitura dei pezzi.
- Ritiro: Monitorare l'eventuale ritiro che si verifica durante il processo di raffreddamento.
- Deformazione: Verificare l'assenza di deformazioni o distorsioni delle parti stampate.
5.2 Campione T2
- Procedura: Modificare lo stampo in base ai risultati del controllo del campione T1.
- Verifica: controllare nuovamente le dimensioni e il funzionamento.
5.3 Piccolo lotto
- Confermare la stabilità della produzione di massa.
- Tassi di difettosità
- Precisione del colore
- Lucentezza
Suggerimento: Prima di avviare la produzione in serie, effettuare sempre un test su un piccolo lotto di almeno 50–200 pezzi per verificare la capacità dello stabilimento di garantire una produzione costante.
6. Possibilità di una collaborazione a lungo termine
Oltre alle competenze tecniche, è importante anche il potenziale di collaborazione a lungo termine. Valutare e osservare:
| Valutazione | Osservazione |
|---|---|
| Velocità di risposta | Tempo di risposta da e-mail, WeChat, Skype, WhatsApp. |
| Competenze ingegneristiche | Capacità di comprendere progetti complessi e requisiti di tolleranza |
| Precisione nella consegna | Controllare gli ordini precedenti e la piccola produzione di prova |
| Gestione del progetto | Personale addetto al monitoraggio dei processi produttivi |
| Controllo del rischio | Modifiche agli stampi, rifornimento dei materiali e rilavorazione |
| Disponibilità a una collaborazione a lungo termine | Accettazione dell'accordo di riservatezza (NDA) e dei contratti relativi alla proprietà degli stampi |
Suggerimento: una collaborazione a lungo termine è preferibile a prezzi bassi a breve termine.
7. Comprendere i documenti tecnici
1. Rapporto di analisi del flusso di stampi
Punti chiave:
- Linee di saldatura
- Segni di restringimento
- Ubicazione delle bolle
- Uniformità di raffreddamento
Scopo: Valutare l'adeguatezza del progetto dello stampo.
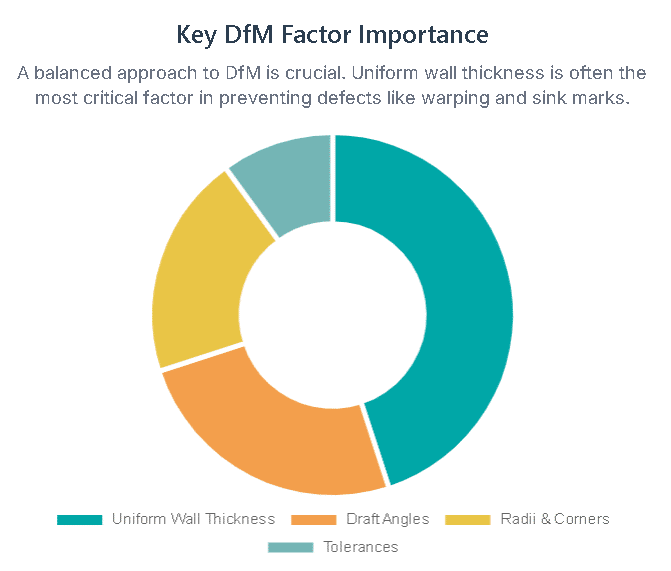
2. Rapporto DFM (Design for Manufacturing)
- Spessore della parete
- Angoli di sformo
- Raggi
- Tolleranza
Scopo: Valutare la fattibilità della produzione.
 <didascaliafigura
<didascaliafigura3. Rapporto di prova campione
Punti chiave:
- Deviazioni dimensionali
- Tolleranze
- Proprietà del materiale
- Finitura superficiale
- Colore
Scopo: Convalidare le capacità della fabbrica.
4. Rapporto di ispezione CMM (macchina di misura a coordinate)
Punti chiave:
- Dimensioni critiche
- Tolleranza dei fori di accoppiamento
Scopo: Verificare la controllabilità della produzione di massa.
8. Valutazione sistematica
Esempio di questionario di fabbrica (pronto per l'uso)
- Quante presse a iniezione ci sono? Qual è la forza di chiusura di ciascuna macchina?
- Qual è la vostra capacità di produzione di stampi? Quali tipi di acciaio utilizzate? Qual è la durata di vita prevista?
- Fornite analisi DFM o Moldflow?
- Avete processi IQC, IPQC, FQC, OQC, FAI o CPK?
- Qual è il tempo tipico di consegna degli stampi? Come gestite i ritardi?
- Esiste un limite al numero di modifiche del campione?
- Potete fornire una produzione di prova in piccoli lotti?
- Siete disposti a firmare un NDA?
- Quali sono i termini dei contratti di proprietà degli stampi?
- Potete fornire referenze o casi di studio di clienti precedenti?
Esempio di lista di controllo del CQ
- Aspetto: Deformazioni, bolle, graffi
- Dimensioni: Dimensioni critiche ± tolleranze
- I materiali: Colore, lucentezza, certificazioni
- Stampi: Segni di espulsione, segni di ritiro, linee di separazione
- Stabilità del lotto: Dimensioni, peso, tassi di difettosità
Suggerimento: Combinando questionari e liste di controllo, è possibile confrontare rapidamente più fornitori.
9. Processo di valutazione scientifica dei fornitori
Implementando un processo di valutazione scientifica dei fornitori, è possibile:
- Evitare le trappole dei prezzi bassi e della muffa — evitare di cadere nella trappola di scegliere i fornitori basandosi esclusivamente sui prezzi bassi, il che potrebbe compromettere la qualità.
- Convalida delle capacità tecniche e dei sistemi di qualità della fabbrica — assicurarsi che il fornitore disponga delle competenze tecniche e dei sistemi di gestione della qualità necessari per soddisfare i requisiti di produzione.
- Verificare la fattibilità della produzione di massa — ricorrete a lotti di produzione di piccole dimensioni per verificare e confermare che il fornitore sia in grado di soddisfare efficacemente le vostre esigenze di produzione in serie.
- Valutare la collaborazione a lungo termine — valutare la capacità del fornitore di instaurare partnership a lungo termine, tenendo conto di affidabilità, capacità produttiva e disponibilità ad adattarsi ai cambiamenti.
- Selezionare il fornitore più adatto — Utilizzate criteri strutturati per individuare e scegliere il fornitore che meglio si adatta alle vostre esigenze specifiche e ai requisiti del progetto.
Parte 4 — Controllo qualità e stabilità produttiva nello stampaggio a iniezione in Cina
Nelle sezioni precedenti abbiamo illustrato come selezionare i fornitori giusti per lo stampaggio a iniezione in Cina e come esaminare nei dettagli i preventivi per individuare eventuali costi nascosti. Tuttavia, anche se un fornitore possiede eccellenti capacità tecniche, l’assenza di un sistema completo di controllo qualità (QC) può portare a problemi significativi durante la produzione in serie. Questo capitolo illustra in dettaglio come garantire una produzione stabile e di alta qualità attraverso sistemi quali IQC, IPQC, FQC, OQC, FAI e CPK.
1. Perché il controllo qualità è più importante della selezione dei fornitori
La scelta di una fabbrica affidabile è solo il primo passo; durante la produzione di massa esistono ancora diversi rischi:
- Qualità dei campioni e variabilità della produzione: Mentre i campioni possono dare buoni risultati, i lotti di produzione possono presentare una notevole variabilità.
- Differenze tra i lotti delle materie prime: Le variazioni nei lotti di materie prime possono portare a incongruenze nelle dimensioni, nel colore o nella resistenza.
- Parametri di processo non standardizzati: La mancanza di standardizzazione può causare il restringimento o la deformazione del prodotto finale.
- Operatori inesperti: Operatori non adeguatamente formati possono causare difetti estetici.
- Usura dello stampo: Con il tempo, l'usura dello stampo può far sì che le dimensioni critiche superino le tolleranze accettabili.
Conclusione: La stabilità della produzione di massa è una funzione della capacità tecnica, dei processi di controllo qualità, delle operazioni standardizzate, della gestione dei materiali e della manutenzione degli stampi.
2. Processi di controllo qualità comuni nelle fabbriche cinesi di stampaggio a iniezione
Le fabbriche cinesi di stampaggio a iniezione seguono in genere i processi descritti di seguito, utilizzando abbreviazioni inglesi comunemente riconosciute negli appalti internazionali:
| Fase QC | Nome completo | Obiettivo principale |
|---|---|---|
| IQC | Controllo qualità in entrata | Ispezione di materie prime, materiali ausiliari e componenti acquistati |
| IPQC | Controllo qualità in corso d'opera | Monitoraggio delle dimensioni critiche e dei parametri di processo durante la produzione |
| FQC | Controllo qualità finale | Ispezione finale dei prodotti finiti prima della spedizione |
| OQC | Controllo qualità in uscita | QC prima della spedizione, confermando l'imballaggio, la quantità, la funzionalità e l'aspetto |
| FAI | Ispezione del primo articolo | Ispezione del primo articolo per verificare che gli stampi e i processi soddisfino i requisiti di progettazione |
| CPK | Indice di capacità di processo | Valutazione della capacità di processo, misurazione della stabilità del lotto |
Questo approccio strutturato alla Il controllo di qualità assicura che ogni fase del processo produttivo è monitorato in modo approfondito, migliorando la qualità e l'affidabilità complessiva dei prodotti finali.
2.1 CQI - Controllo qualità in ingresso
Obiettivo: Assicurarsi che le materie prime e i componenti acquistati soddisfino i requisiti specificati.
Criteri di ispezione:
- Specifiche del materiale: Verificare la qualità del materiale, il fornitore e il numero di lotto.
- Proprietà fisiche: Valutare il colore, la brillantezza e le prestazioni fisiche.
- Proporzioni additive: Controllare i rapporti dei materiali di rinforzo o degli additivi.
- Dimensioni del materiale: Assicurare l'integrità delle particelle e misurare le dimensioni.
- Test: Eseguire test di composizione chimica o fisica, se necessario.
Suggerimento: La scarsa qualità delle materie prime può portare all'instabilità della produzione; il CQI è la prima linea di difesa contro i fallimenti di produzione.
2.2 IPQC - Controllo qualità in corso d'opera
Obiettivo: Identificare i problemi durante la produzione per evitare lo scarto dei lotti.
Aree d'intervento principali:
- Controlli della dimensione critica: Ispezionare 1-5 pezzi di ogni lotto per verificare le dimensioni principali.
- Monitoraggio dei parametri della macchina: Tracciare i parametri della macchina per lo stampaggio a iniezione, come temperatura, pressione, tempo di mantenimento e durata del raffreddamento.
- Monitoraggio della temperatura e del ciclo dello stampo: Valutare regolarmente la temperatura dello stampo e i cicli operativi.
- Conformità dell'operatore: Verificare che gli operatori rispettino le procedure operative standard per i processi critici.
- Ispezione dell'aspetto: Cercate difetti come deformazioni, segni di ritiro e bolle.
Suggerimento: L'IPQC è in grado di rilevare i problemi fin dalle prime fasi del processo di produzione, contribuendo a evitare ampie rilavorazioni.
2.3 CQC - Controllo qualità finale
Obiettivo: Assicurarsi che ogni prodotto sia conforme alle specifiche prima della spedizione.
Componenti di ispezione:
- Aspetto: Verificare la presenza di graffi, bolle e deformazioni.
- Precisione dimensionale: Misurare le dimensioni critiche utilizzando CMM o calibri.
- Test funzionali: Valutare l'assemblaggio, la durata, la coppia e altri criteri funzionali.
- Ispezione dell'imballaggio: Confermare la quantità, l'etichettatura e la protezione elettrostatica.
Suggerimento: L'FQC non deve limitarsi al campionamento, ma deve coprire 100% delle dimensioni critiche per garantire la coerenza del prodotto ai clienti.
2.4 OQC - Controllo di qualità in uscita
Obiettivo: Riconfermare che i prodotti sono in linea con i requisiti del cliente prima della spedizione.
Punti di ispezione:
- Quantità di imballaggio: Verificare il numero di articoli imballati.
- Aspetto e funzionalità del prodotto: Assicurarsi che i prodotti siano conformi alle specifiche estetiche e funzionali.
- Integrità dell'imballaggio: Verificare che l'imballaggio sia sicuro e intatto.
- Documentazione di spedizione: Esaminare i documenti quali il certificato di conformità (COC), la scheda di sicurezza (MSDS), la lista di imballaggio e il rapporto di prova.
Suggerimento: L'OQC è l'ultima salvaguardia contro i reclami dei clienti dovuti a errori di imballaggio o di documentazione durante la logistica.
2.5 FAI - Ispezione del primo articolo
Obiettivo: Convalidare la correttezza di stampi, processi e parametri di produzione.
Fasi di ispezione:
- Confronto tra i progetti: Riferimento incrociato con disegni o file 3D.
- Misurazione completa delle dimensioni: Misurare tutte le dimensioni critiche.
- Controllo della durata e della tolleranza dello stampo: Valutare la durata e le tolleranze dello stampo.
- Approvazione del cliente: I campioni devono essere firmati dal cliente.
Suggerimento: Saltare il FAI può comportare notevoli problemi di produzione. Molte fabbriche a basso costo ignorano questa fase, il che comporta rischi elevati.
2.6 CPK - Indice di capacità di processo
Obiettivo: Valutare la stabilità del processo produttivo e controllare le tolleranze dimensionali critiche.
Metriche comuni: Cp, Cpk
Scenari applicabili: Posizioni dei fori, spessore, dimensioni di montaggio
Analisi statistica: Determinare se è necessario migliorare i processi attraverso l'analisi statistica.
Obbligatorio per i clienti di fascia alta: Essenziale per settori come quello automobilistico, medico e ottico.
Suggerimento: Le fabbriche senza dati CPK non possono controllare le variazioni dimensionali durante la produzione di massa.
3. Verifica delle capacità del CQ di fabbrica
- Richiedere la documentazione del processo QC: Assicurarsi che esista una documentazione adeguata.
- Verificare le procedure operative standard (SOP): Confermare la presenza di SOP per ogni fase.
- Assegnare le responsabilità: Verificare che ogni fase abbia un responsabile designato.
- Conduzione di audit in loco o video: Eseguire ispezioni per valutare le pratiche.
- Recensione del test dei campioni IQC: Valutare il processo di ispezione dei materiali in entrata.
- Esaminare il campionamento IPQC: Rivedere le procedure di campionamento durante la produzione.
- Ispezione dei registri FQC: Controllare la documentazione del controllo qualità finale.
- Osservare i processi di confezionamento OQC: Valutare il modo in cui i prodotti vengono imballati per la spedizione.
- Richiedete i rapporti FAI e i dati dei piccoli lotti: Confermare l'autenticità e la completezza dei rapporti di ispezione del primo articolo.
- Verificare i dati del lotto con i registri statistici: Garantire la documentazione e l'analisi dei dati dei lotti.
- Monitoraggio della produzione di prova: Eseguire la produzione di piccoli lotti (50-200 pezzi) con campionamenti 5-10% o controlli di dimensioni critiche 100%.
- Convalidare i tassi di rilavorazione e le deviazioni standard: Analizzare i dati per garantire il controllo della qualità.
Suggerimento: Gli audit in loco, combinati con la verifica dei dati, sono la combinazione d'oro per garantire una produzione di massa stabile nelle fabbriche.
4. Processo di esecuzione completo dal campione alla produzione di massa
4.1 Fase di campionamento
- T1: Verifica della capacità di stampaggio in fabbrica — Valutare la capacità dello stabilimento di produrre i componenti richiesti.
- T2: Convalida dei campioni modificati — Esaminare e verificare eventuali modifiche apportate ai campioni iniziali.
- Esempio di firma di conferma — Ottenere l’approvazione formale dei campioni da parte delle parti interessate.
- Produzione di prova in piccoli lotti — Realizzare un piccolo lotto di 50–200 pezzi per valutare le capacità produttive.
- Controlli di qualità completi — Effettuare ispezioni approfondite IQC, IPQC e FQC.
- Conferma dei tassi di CPK e di rendimento — Analizzare la capacità di processo e i tassi di resa per garantire il rispetto degli standard di qualità.
4.2 Preparazione alla produzione di massa
- Conferma dello stato di manutenzione dello stampo — Assicurarsi che gli stampi siano sottoposti a una corretta manutenzione e pronti per la produzione.
- Formazione per gli operatori chiave del processo — Fornire formazione agli operatori sui processi critici.
- Standardizzazione dei parametri di produzione — Stabilire parametri standardizzati per temperatura, pressione, tempo di raffreddamento e velocità di espulsione.
- Conferma del lotto di materiale — Verificare che i materiali da utilizzare soddisfino i requisiti specificati.
4.3 Fase di produzione di massa
- Campionamento delle dimensioni chiave per ogni lotto — Effettuare un campionamento casuale delle dimensioni chiave per garantire il controllo della qualità.
- Ispezione completa FQC — Effettuare un’ispezione completa di tutti i prodotti finiti.
- Revisione finale a cura dell'OQC — Effettuare un ultimo controllo prima della spedizione per garantire la conformità ai requisiti del cliente.
- Registrazione e archiviazione dei dati QC — Documentare tutti i dati relativi al controllo qualità per riferimento futuro e per eventuali verifiche.
4.4 Monitoraggio della qualità a lungo termine
- Gestione della vita dello stampo — Pianificare la durata di vita degli stampi e programmare la manutenzione di conseguenza.
- Aggiornamento dei parametri di processo — Esaminare e aggiornare regolarmente i parametri di processo sulla base dei dati di produzione.
- Verifica dei fornitori di materiali — Valutare e certificare costantemente i fornitori per garantire la costanza della qualità.
- Raccolta di feedback dei clienti — Raccogliere e analizzare i riscontri dei clienti per migliorare i futuri processi produttivi.
Questo approccio strutturato assicura che ogni fase, dallo sviluppo del campione alla produzione di massa, venga eseguita meticolosamente, mantenendo elevati standard di qualità ed efficienza durante tutto il processo.
5. Strumenti e modelli pratici
Una raccolta selezionata di modelli di livello professionale per rendere il controllo qualità misurabile, coerente e verificabile:
- Lista di controllo del controllo qualità (dimensioni, aspetto, funzione)
- Modello di ispezione del primo articolo (FAI)
- Record di stabilità del lotto (calcolo Cpk)
- Scheda di analisi del tasso di rilavorazione e dei difetti
Sintesi: Controllo qualità e stabilità della produzione di massa
Il controllo della qualità e la stabilità della produzione di massa sono fattori determinanti per il successo del prodotto finale sul mercato. I seguenti punti chiave delineano i componenti essenziali di questo processo:
- Processo di controllo qualità completo: L'intero spettro del controllo qualità — IQC, IPQC, FQC, OQC, FAI e CPK — deve essere applicato in modo rigoroso, senza eccezioni.
- Importanza delle prove su piccoli lotti: Effettuare prove su piccoli lotti è fondamentale per verificare la capacità di produzione in serie e individuare eventuali problemi prima di avviare la produzione su larga scala.
- Monitoraggio e registrazione basati sui dati: L'implementazione di sistemi di monitoraggio basati sui dati può ridurre significativamente i rischi nel lungo periodo.
- Manutenzione degli stampi e gestione dei materiali: Una manutenzione regolare e una gestione efficace dei materiali garantiscono un funzionamento efficiente delle attrezzature e una qualità costante.
- Importanza delle capacità di controllo della qualità: Le capacità di controllo qualità di uno stabilimento sono più importanti del semplice fatto di offrire prezzi bassi.
Attenendosi a questi principi, i produttori possono migliorare i propri processi di garanzia della qualità, assicurandosi che i propri prodotti siano pronti per il mercato e soddisfino le aspettative dei consumatori.
Parte 5 — Stampaggio a iniezione in Cina: collaborazione a lungo termine
Nelle quattro sezioni precedenti abbiamo discusso a fondo:
- Attenzione nella scelta dei fornitori cinesi (parte 1): L'importanza di valutare attentamente la scelta dei fornitori cinesi per ridurre i rischi e garantire la qualità.
- Valutazione sistematica delle capacità dei fornitori (parte 2): Un approccio strutturato per la valutazione delle capacità dei potenziali fornitori.
- Analisi dei costi degli stampi, dei prezzi dell'iniezione e delle spese nascoste (parte 3): Un'analisi approfondita dei costi legati agli stampi e allo stampaggio a iniezione.
- Processi di controllo qualità e stabilità della produzione di massa (parte 4): Il ruolo fondamentale del controllo qualità nel garantire una produzione di massa stabile.
L'attenzione si concentra poi sulle strategie per trasformare i fornitori eccellenti in partner affidabili a lungo termine. Questa trasformazione è essenziale per stabilire un vantaggio competitivo duraturo sul mercato.
1. Il valore della collaborazione a lungo termine
La scelta di un fornitore non è solo una decisione transazionale, ma un impegno strategico a lungo termine:
- Riduzione dei costi: Le partnership a lungo termine consentono di negoziare prezzi e condizioni di pagamento migliori.
- Stabilità della qualità: I fornitori acquisiscono familiarità con i vostri prodotti e processi nel corso del tempo, con conseguente riduzione dei tassi di rilavorazione.
- Maggiore reattività: Gli ordini urgenti, le modifiche agli stampi e le richieste di materiali speciali possono essere gestiti rapidamente.
- Mitigazione del rischio della catena di fornitura: Stabilire la fiducia riduce il rischio di carenza di componenti critici.
- Promozione dell'innovazione: I fornitori possono partecipare attivamente all'ottimizzazione della progettazione, alla selezione dei materiali e al miglioramento dei processi.
Suggerimento: il costo iniziale più basso non equivale al costo totale più basso. Il valore di una collaborazione a lungo termine spesso supera i vantaggi di un prezzo basso una tantum.
2. Elementi chiave della gestione dei fornitori
2.1 Gestione dei contratti e degli accordi
- Accordo di non divulgazione (NDA): Garantire la riservatezza dei progetti di stampi, delle formulazioni e della documentazione relativa ai processi; proteggere la propria proprietà intellettuale.
- Clausole di proprietà della muffa: Definire chiaramente la titolarità degli stampi, nonché la gestione della manutenzione, dell’ammortamento e dell’obsolescenza.
- Termini di consegna (FOB / CIF / DDP): Verificare le responsabilità logistiche ed evitare controversie relative a costi di spedizione nascosti.
- Termini di qualità: Specificare gli standard di controllo qualità e i requisiti relativi all'ispezione del primo articolo; includere clausole relative ai tassi di difettosità, ai costi di rilavorazione e al risarcimento.
- Termini di pagamento: Prevedere pagamenti scaglionati — T0 (firma del contratto), T1 (completamento dello stampo) e fase precedente alla produzione in serie — per evitare il pagamento anticipato dell'intero importo.
2.2 KPI e gestione delle prestazioni
Per garantire una collaborazione efficace a lungo termine, è essenziale quantificare le prestazioni dei fornitori attraverso indicatori di prestazione chiave (KPI):
| Indicatore KPI | Descrizione | Metodo di misurazione |
|---|---|---|
| Tasso di consegna puntuale | Tempestività delle consegne | Data di consegna effettiva rispetto alla data di consegna prevista |
| Tasso di rendimento | Qualità del prodotto di primo passaggio | Tasso di rilavorazione e risultati delle ispezioni |
| Risposta tecnica | Velocità di risoluzione dei problemi di ingegneria | Tempo medio di risposta |
| Efficienza della comunicazione | Velocità delle risposte via e-mail/WeChat/Skype | Tempo medio di risposta |
| Reclami sulla qualità | Problemi identificati dai clienti o internamente | Numero di reclami per 1000 pezzi |
Suggerimento: Effettuare valutazioni periodiche dei KPI (trimestrali o semestrali) per i fornitori e collegare i risultati agli adeguamenti dei prezzi e dei contratti.
2.3 Meccanismo di condivisione del rischio
Manutenzione e danni da muffa
- Responsabilità: La fabbrica è responsabile dei danni significativi che vanno oltre la normale usura degli stampi.
- Supporto: Fornirete materiali essenziali o una guida al processo.
Fluttuazioni dei materiali
- Accordo: Il contratto deve prevedere aggiornamenti dei materiali e opzioni alternative.
- Condivisione dei costi: Condivisione dei costi ragionevole per le fluttuazioni dei prezzi dei materiali.
Ordini urgenti
- Termini di priorità: Stabilire tariffe accelerate o termini di produzione prioritari.
- Responsabilità chiarite: Definire chiaramente le responsabilità di entrambe le parti.
Suggerimento: Un meccanismo di condivisione del rischio allinea gli interessi di entrambe le parti, migliorando la stabilità della collaborazione a lungo termine.
3. Migliori prassi per l'approvvigionamento all'estero e la comunicazione con i fornitori
3.1 Gestione del progetto
- Designare un Project Manager (PM): Assegnare a un PM la supervisione dell'intero processo.
- Responsabilità: Il PM è responsabile della comunicazione, del monitoraggio dei progressi e dell'archiviazione dei documenti.
- Pietre miliari: Stabilire le tappe fondamentali per ogni fase critica (progettazione, stampo, campioni, produzione in serie).
3.2 Mantenimento dei rapporti con la fabbrica
- Riunioni regolari: Programmare riunioni periodiche in video o in loco.
- Partecipazione: Coinvolgere i fornitori nella revisione degli stampi e dei campioni.
- Feedback tempestivo: Fornire feedback e riconoscimenti tempestivi ai fornitori.
- Incentivi alla collaborazione a lungo termine: Implementare premi come ordini prioritari e sconti per grandi quantità.
3.3 Collaborazione sui processi e sulla progettazione
- Condividere i rapporti DFMEA / DFM: Analisi delle modalità di guasto e dei relativi effetti (DFMEA) e rapporti DFM relativi alla progettazione di Exchange.
- Proporre miglioramenti: Incoraggiare le fabbriche a suggerire miglioramenti fattibili.
- Convalidare i miglioramenti: Testare i miglioramenti attraverso campioni o piccoli lotti di produzione.
Suggerimento: Stabilire un meccanismo di comunicazione trasparente e bidirezionale per evitare silos informativi e malintesi.
4. Ottimizzazione continua della catena di fornitura
La collaborazione a lungo termine non comprende solo i contratti di approvvigionamento, ma anche l'ottimizzazione delle capacità della catena di fornitura:
- Ottimizzazione della catena di approvvigionamento dei materiali: Collaborare con le fabbriche e i fornitori di materiali per garantire fonti stabili di materie prime; attuare una gestione unificata dei lotti per ridurre la variabilità.
- Piano di manutenzione della muffa: Pianificare interventi regolari di manutenzione, lubrificazione e pulizia; monitorare la durata degli stampi e prevedere i cicli di sostituzione.
- Potenziamento della capacità produttiva: Negoziare i programmi di produzione nei periodi di picco; concentrarsi sull'aggiornamento delle attrezzature o sulle possibilità di espansione.
- Analisi dei dati di qualità: Creare un database dedicato al controllo qualità; analizzare regolarmente le tolleranze dimensionali, i tassi di rilavorazione e i reclami dei clienti per promuovere miglioramenti.
5. Sintesi
Il nucleo di una strategia di collaborazione a lungo termine comprende:
- Contratti e protezione della proprietà intellettuale: Ricorrere agli accordi di riservatezza (NDA), alle clausole sulla titolarità degli stampi e alle condizioni relative alla qualità.
- KPI e gestione delle prestazioni: Quantificare le prestazioni dei fornitori e stabilire meccanismi di premi e penalità.
- Meccanismo di condivisione del rischio: Indirizzare gli stampi, i materiali e gli ordini urgenti.
- Comunicazione e gestione dei progetti: Implementare sistemi di PM, revisioni regolari e feedback trasparenti.
- Ottimizzazione continua della catena di fornitura: Si concentra sulla gestione dei materiali, sulla manutenzione degli stampi, sull'aggiornamento della capacità produttiva e sull'analisi dei dati.
Suggerimento: La collaborazione a lungo termine è definita da prezzo, qualità, velocità e fiducia; i prezzi bassi a breve termine non possono sostituire i vantaggi di una catena di fornitura stabile.
Pensieri finali
La scelta del giusto fornitore cinese di stampaggio a iniezione non è un’operazione una tantum, ma un vero e proprio sistema. Dalla selezione iniziale e dalla valutazione delle capacità tecniche, passando per l’analisi dei costi e la verifica del controllo qualità, fino alla creazione di partnership a lungo termine, ogni fase comporta dei rischi che un processo strutturato può eliminare. Gli acquirenti che hanno successo sono quelli che considerano la selezione dei fornitori come un’attività continua, non come una singola decisione basata esclusivamente sul prezzo.
Hai bisogno di aiuto per valutare un fornitore cinese di stampaggio a iniezione o per esaminare un preventivo prima di impegnarti?

