
China Sourcing Guide
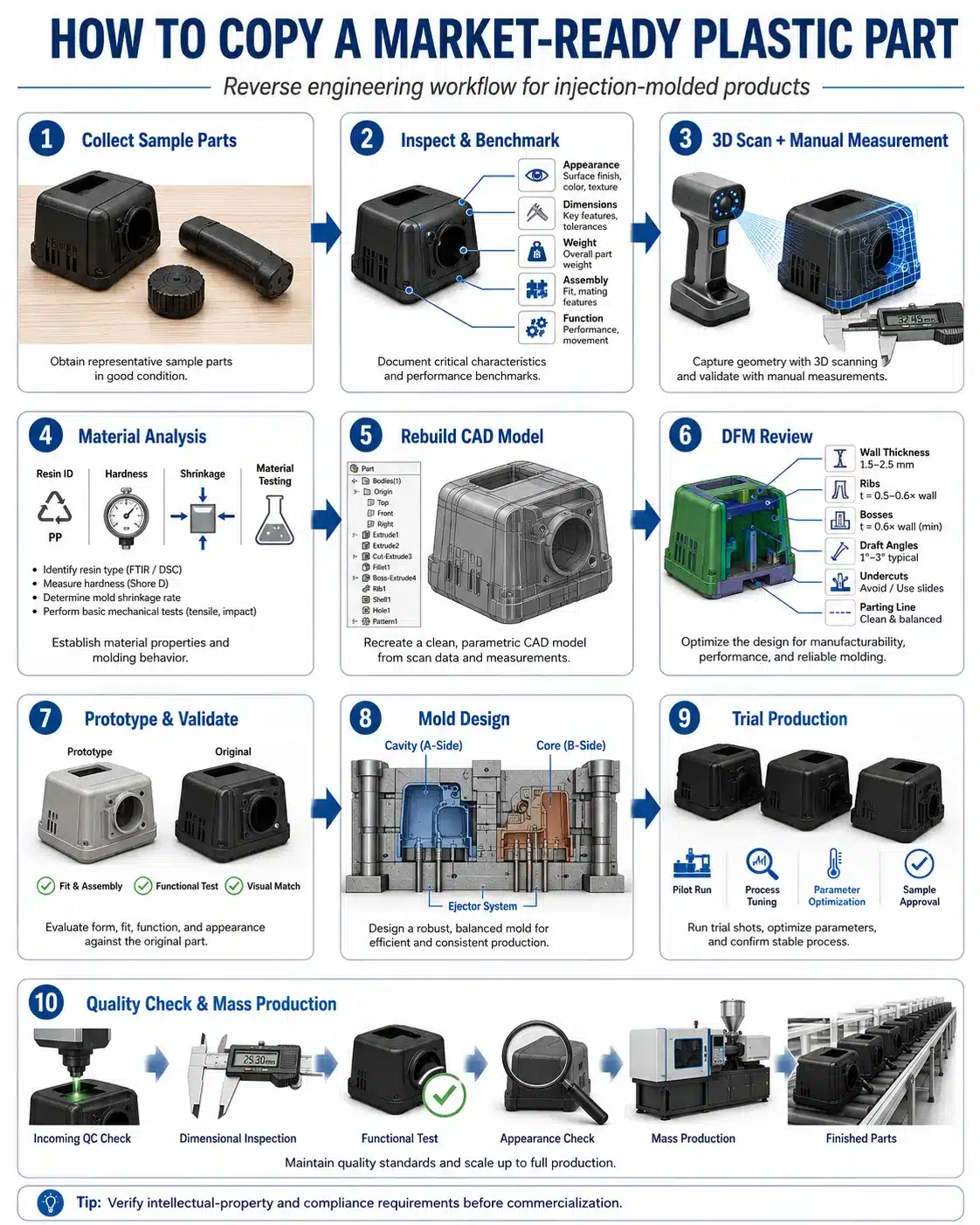
How to Copy a Market-Ready Plastic Part: From Sample to Production Mold
A buyer walked into our Huangyan office last spring with a plastic housing he’d bought on Amazon. He snapped it on the table. Said: “Make me 50,000 of these by September.” No drawings. No CAD. No material spec. Just the part. We’ve taken that call hundreds of times. Sometimes it ends in a clean tool and a happy customer. Sometimes the buyer eats tooling cost on a part that warps or stops snap-fitting. Worst case, a cease-and-desist letter shows up six months in. This article walks through what actually happens when you copy a market-ready part — from “I have a sample” to “I have a working production mold.” Written for buyers, not engineers.
What “Copying a Market-Ready Part” Actually Means
You take a finished plastic product and reproduce it through a new injection mold built from scratch. The original part becomes your spec. No CAD file. No drawing. No engineering history. Just the part in your hand.
That’s the whole job. Sounds simple. It almost never is.
The Outline I’d Build Before Quoting Your Part
| Stage | What Happens | Who Owns It |
|---|---|---|
| Legal Screen | Patent, trade dress, supplier NDA check | Buyer |
| Sample Intake | Measurement, scanning, material ID | Mold Maker |
| DFM Rebuild | Redrawing the part as a moldable CAD model | Mold Maker |
| Material Decision | Match original or substitute | Buyer + Mold Maker |
| Tooling Strategy | Cavity count, gate location, steel grade | Mold Maker |
| T1 Sampling | First shots, fit and function check | Both |
| Production Handoff | Approved sample, golden part, PPAP if needed | Both |
Skip any of these and you’ll feel it later. Usually as an angry email at 2am your time.
Is It Even Legal to Copy This Part?
Answer this before anyone touches a caliper. Copying an unprotected commodity part is generally legal in the US. Copying something covered by an active utility patent, design patent, or trade dress is not.
If the part has a brand name molded into it, you’ve got a trademark issue. If you signed an NDA with whoever showed you the part, that’s a contract issue. Your mold maker can’t fix any of that for you.
I’ve had two customers in the last three years get legal letters after launch. Both waved off the IP question at quote time. One settled. One scrapped the tool.
Copying your own discontinued part? You’re fine. A generic commodity like a paint bucket or a basic enclosure? Almost certainly fine. A branded product from a Fortune 500 company? Almost certainly not.
How Do Mold Makers Actually Copy a Part?
Three methods. The right one depends on geometry and your tolerance budget.
Hand measurement with calipers and pin gauges. Works for flat plates, simple housings, and parts with mostly prismatic features. Fast, cheap, accurate to about ±0.05mm on basic dimensions. Useless for free-form surfaces.
3D scanning, then CAD rebuild. Our default for anything with curves, draft, or organic shape. We scan with a structured-light scanner at 0.02–0.05mm accuracy. We get a mesh. Then a CAD engineer rebuilds it as a parametric solid in UG or SolidWorks. The rebuild step matters — you cannot make a mold from a raw scan mesh. Mesh has no draft, no parting line logic, no clean radii. Someone has to interpret it.
CT scanning for parts with internal features. Rare and expensive. But it’s the only option when there are hidden ribs, captive snaps, or overmolded inserts you can’t see from outside. Adds $800–$2,500 depending on part size. Worth it if your tool has to reproduce internal geometry.
For 80% of copy jobs we quote, it’s scan plus CAD rebuild. Budget two to five engineering days on a part the size of a coffee mug. More for heavy detail.
You Can’t Copy a Part Without Identifying the Material
Buyers underestimate this constantly. The original part’s material drives shrinkage. Shrinkage drives mold dimensions. Assume ABS when it was actually PC/ABS, and your copy will be 0.3% off everywhere. Sounds tiny until it stops snap-fitting into its mate. Learn more about how material types affect final part size.
Three ways we ID material in practice:
A burn test and density check tells us the broad family — polyolefin vs. styrenic vs. engineering plastic. Ten minutes, free. Good enough for non-critical parts.
FTIR spectroscopy gives us the polymer family with high confidence. $80–$150 at a third-party lab in Shenzhen, two-day turnaround. This is what we recommend for anything functional. Industry-standard methodology is documented by the Society of Plastics Engineers (SPE).
Full DSC plus filler analysis gives the exact grade — glass fiber percentage, flame retardant package, impact modifiers. $300–$600. Only worth it for engineering parts where mechanical properties matter: gears, structural housings, anything load-bearing.
I had a customer save $200 by skipping material ID. He then spent $8,000 retooling because his “ABS” copy of a PC original cracked in cold storage. Don’t be that guy.
How to Copy a Market-Ready Part When the Original Is Already Worn
The sample you hand us is rarely the part as it left the original mold. It’s been heat-cycled, UV-exposed, stressed, sometimes dropped. Dimensions drift. Snap features wear. Surfaces dull.
Copy a worn sample and you reproduce the worn condition, not the new condition. Sometimes that’s fine. Sometimes your “copy” no longer fits its mating part the way the original did when new.
What to do: get two or three samples if possible. Measure them all. Use the least-worn one as your master. If only one sample exists, plan on at least one round of tuning after T1 to dial the fit back. Budget for it in the schedule.
The DFM Rebuild — Where Copies Stop Being Copies
Here’s the truth nobody puts on a website. A good mold maker does not copy the part exactly. We copy what the part is supposed to be.
If the original has 0.5° draft on a wall, we’ll usually rebuild it at 1°. Half a degree is at the edge of ejectability, and we’re not playing that game on tooling we have to guarantee. If the original has a 0.2mm wall section that’s clearly a flow problem — you can see the short shot history in the surface — we fix it. If the gate vestige sits in a visible cosmetic area, we move the gate on the copy and put the vestige somewhere it won’t get seen. This is exactly what a proper DFM review is meant to catch.
This is where the conversation with your mold maker matters. Ask: what are you changing from the original, and why? Any quote that says “exact copy, no modifications” is either lying or being run by someone who doesn’t know what they’re looking at.
The DFM report you get back should list every deviation from the sample: wall thickness changes, draft additions, radius changes, gate relocations, ejector pin locations. Read it. Approve it in writing. That document protects you if the final part doesn’t match the sample exactly — because by design, it won’t.
Picking the Right Cavity Count for a Copy Job
This is where buyers either save real money or waste it. The math is the same as any other tool. But copy jobs have one specific trap. Buyers anchor on the price of the original part and assume their copy should match that economy. The original was probably made in a 32-cavity tool amortized over millions of units. Your 100,000-unit run isn’t. That cost gap is exactly why cavity strategy matters.
| Annual Volume | Typical Cavity Count | Tool Steel | Rough Tooling Cost (USD) |
|---|---|---|---|
| Under 20,000 | 1 cavity | P20 or NAK80 | $3,500 – $8,000 |
| 20,000 – 100,000 | 1 to 2 cavity | P20 hardened | $6,000 – $18,000 |
| 100,000 – 500,000 | 2 to 4 cavity | H13 or S136 | $15,000 – $45,000 |
| 500,000+ | 4 to 16 cavity | H13 hardened, hot runner | $40,000 – $150,000+ |
Wider ranges than most websites show. Copy jobs vary a lot — a flat lid is different from a complex housing with side actions. But these are real numbers from our quote book.
What to Put in Your RFQ for a Copy Job
The quotes you get back are only as good as the information you send. Here’s what we need to give you a number that won’t move later.
A clear statement that it’s a copy of an existing part, with photos. Don’t be vague. Mold makers price copy jobs differently than fresh designs because the engineering effort is different.
The sample itself, shipped. Not photos. Photos lie about dimensions, transparency, and surface finish. We need the part in hand.
Annual volume and expected tool life. A 50,000 unit per year job for three years is a different tool than a one-time 50,000 unit run.
Material, if you’ve identified it. If you haven’t, say so. We’ll quote the material ID as a line item.
Any dimensions or features that must match the original exactly. Mating interfaces, snap features, hole patterns. Flag these explicitly. Anything not flagged, we treat as “match the sample within normal molding tolerance” — usually ±0.1 to ±0.3mm depending on feature size. For a detailed checklist of what accurate quotes require, see our guide on essential information for accurate Chinese supplier quotes.
Cosmetic requirements. SPI A2 finish is a different mold than SPI B1. A textured surface (MT-11010 etc.) is different again.
Country of delivery and Incoterms. Affects packaging, shipping documents, and sometimes the quote itself.
Red Flags in a Copy-Job Quote
I’ll be blunt. Most buyers don’t know what they’re looking at.
A quote 40% below the others isn’t a deal. It’s usually one of three things: cheaper steel than promised, fewer cavities than you’ll need, or engineering hours that didn’t get costed in — which means change orders later. Get the steel spec, cavity count, and engineering scope in writing. For a full breakdown of what drives these price swings, see our analysis of why injection mold prices vary.
A quote with no DFM report mentioned is incomplete. Walk away or ask for one.
A quote that promises “exact 1:1 copy with no engineering changes” is either naive or dishonest. Every copy involves judgment calls.
A quote with no T1 sample plan and no tuning budget is missing the most important phase. First shots almost never match the sample perfectly on the first try.
A quote that doesn’t ask about your legal clearance is fine — that’s your job, not theirs. But if you ask them about it and they pretend the question doesn’t exist, that tells you they don’t think about downstream risk. For more on vetting suppliers before you commit, see our list of red flags when sourcing injection moulding in China.
How Long Does a Copy Job Actually Take?
For a normal-sized part that fits in a 200mm × 200mm box, from PO to T1 sample in our shop:
Engineering & DFM rebuild (5–10 days) → Steel ordering & roughing (7–14 days) → Finishing, polishing & assembly (10–20 days) → T1 sampling & first article (3–5 days)
Realistic total: 5 to 8 weeks for a single-cavity P20 tool of moderate complexity. Add 2–3 weeks for hardened steel, multi-cavity, or hot runner. Anyone promising T1 in 3 weeks is skipping QC steps or telling you what you want to hear.
After T1, plan for one to three tuning rounds. Each adds 1–2 weeks. From PO to approved production part, 8 to 14 weeks is normal for a copy job done properly. This timeline mirrors the broader injection molding product launch milestone framework that experienced buyers use to manage expectations.
For context on how realistic mold tooling timelines are set across the industry, Plastics Technology outlines why rushed schedules consistently produce rework.
The Handoff: What You Should Walk Away With
When the project ends, you should have all of this in hand:
The 3D CAD file of the rebuilt part — not just the mold, the part. The mold drawings. The DFM report listing all deviations from the original sample. A golden first article sample, sealed and signed. The material certificate for the resin used in qualification shots. A written process sheet showing the molding parameters that produced the approved part.
If your mold maker won’t give you the part CAD file, that’s a problem. You’ll need it for future suppliers, future revisions, and assembly drawings. Negotiate this at PO time. Not after.
Frequently Asked Questions
What’s the difference between copying a part and reverse engineering it?
In practice, nothing. The terms get used interchangeably. Technically, reverse engineering can also mean understanding how something works — function, mechanism, electronics. Copying usually just means reproducing the geometry. For an injection-molded part with no electronics inside, the two jobs are the same.
Can I copy a part using only photos if I can’t ship the sample?
Not reliably. Photos give you a rough visual reference. They don’t give you wall thickness, internal ribs, draft angles, or precise dimensions. We’ve quoted from photos when buyers insisted. Every one of those jobs needed major revisions after T1. Ship the sample. Pay the courier.
My supplier in China copied a competitor’s part for me. Am I liable in the US?
Probably yes, if there’s IP infringement. US import law and customs enforcement don’t care that the tooling was made overseas. If the part infringes a US patent or trademark, you can be sued in US court. The goods can be seized at the port. Your mold maker’s location doesn’t insulate you.
How accurate is a copy compared to the original?
A well-executed copy matches the original within ±0.1mm on most features. Cosmetic surfaces look visually indistinguishable. Tighter than that requires explicit dimensional callouts and added inspection cost. Some features will differ from the original — exact gate vestige location, internal stress patterns, weld line locations. Those depend on the new mold’s gating strategy.
Should I just use a Chinese supplier’s existing mold for a similar part?
If a supplier offers you a “modified existing mold” instead of a new tool, ask hard questions. Sometimes it’s a legitimate cost saving. More often it means the tool already belongs to someone else, and you have no legal claim to it if the supplier relationship sours. Pay for your own tool. Get the mold drawings. Own the asset.
What if the original part has features I don’t need?
Tell us at quote time. We can simplify the geometry, remove unused mounting bosses, change cosmetic textures. Every simplification saves a small amount on tooling and sometimes a meaningful amount on cycle time. But changes after DFM approval cost real money. Think it through before you sign off.
Can the copied part be made cheaper than the original?
Sometimes. If the original was over-engineered or made in a region with higher labor costs than where you’re tooling now. More often the unit cost is similar. Resin and machine time are the dominant costs, and those don’t change much by who’s making it. The savings on a copy job usually come from owning the tool and avoiding MOQs from the original brand — not from per-part economics.
The One Rule Worth Remembering
If you take nothing else from this: the sample part is a starting point, not a specification. A good mold maker rebuilds it as a proper engineered CAD model, changes what needs to change, and documents every deviation. Trust the ones who tell you what they’re changing. Be suspicious of the ones who promise an exact copy at a rock-bottom price.
The cheapest copy quote is almost never the cheapest finished tool.
Have a sample part you need reproduced? Our team handles copy jobs from material ID through T1 approval — with full DFM documentation at every stage.
