






What Is Plastic Mold
Published: Jul 2018 · Last updated: Jan 2026
📌 What’s new in 2026: Updated cost ranges for current steel prices, added conformal cooling and IoT mold sensor sections, and revised lead time estimates based on 2025–2026 industry data.
A plastic mold is a precision tool that shapes molten plastic into finished parts through processes such as injection, blow, compression, transfer, and rotational molding. At its core are the Hohlraum (the negative of the external shape) and the Kernstück (which forms internal features). Liquid plastic is injected, cooled, solidified, and ejected in a repeatable cycle. Standard mold steels include P20, H13, and S136 stainless, while prototypes are typically made using CNC machining, 3D printing, or vacuum casting.
Struktur der Spritzgussform
Interaktiver technischer Leitfaden - Klicken Sie auf die Markierungen, um die Komponenten zu erkunden
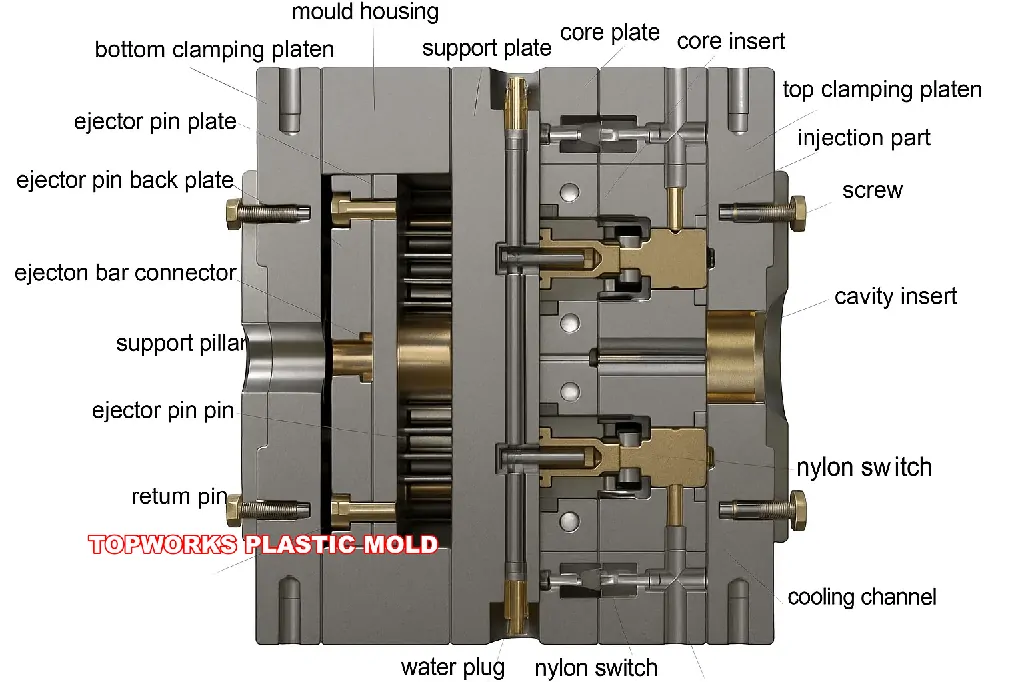
Wählen Sie eine Komponente aus dem Diagramm oder der Liste aus, um technische Details anzuzeigen.
| Komponente | Primäre Funktion | Wichtige Hinweise |
|---|---|---|
| Hohlraum | Definiert die äußere Geometrie und kosmetische Oberflächen. | Controls appearance grade, surface finish, and texture. |
| Kern | Formt die innere Geometrie (Vorsprünge, Rippen, Löcher). | Entscheidend für die strukturellen Merkmale und die Maßhaltigkeit. |
| Kühlsystem | Verwaltet Zykluszeit und Maßhaltigkeit. | Wasserleitungen, Ablenkplatten oder konforme Kanäle optimieren die Wärmeabfuhr. |
| Auswurfsystem | Safely releases the part from the mold without damage. | Auswerferstifte, Hülsen, Stößel und Luftventile; Zeitpunkt und Platzierung sind wichtig. |
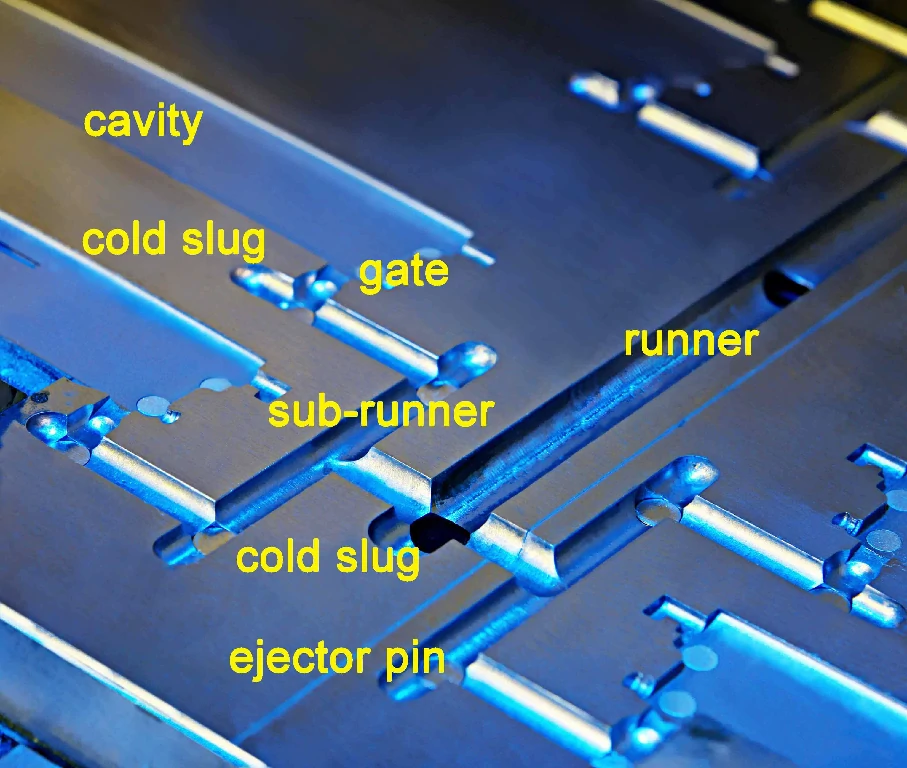
| Läufersystem | Delivers melt evenly to each cavity (hot or cold runner). | Includes sprue, runners, and gates; balance flow to avoid defects. 2-plate or 3-plate configuration. |
Erlernen der Grundlagen von Kunststoff-Formen
Before selecting a tool, it helps to align on definitions and structure. Below is a brief overview of how a mold is built and how the molding cycle works.
Definition und Hauptbestandteile
A plastic mold is built around two main forming sections: the cavity side, which shapes the outer surface of the part, and the core side, which forms internal features such as ribs, bosses, holes, and undercuts. Around these forming areas, the mold also includes the runner and gate system, cooling channels, ejector system, guide components, and support plates. Together, these components control how the molten plastic flows, cools, shrinks, and is finally released from the mold.
In the injection molding cycle, plastic is melted and injected into the mold cavity under high pressure from the press, and hardens during cooling. Once cooled, the mold opens and the part is ejected — then the cycle repeats. Part quality depends on plastic material, mold steel, geometry, gating, cooling layout, and the ejection method.
Weiterführende Lektüre: Unsere Dienstleistungen im Formenbau
What Are the Main Types of Plastic Mold?
There are six main types of plastic mold, each suited to different part shapes, volumes, and budgets. Spritzgießen is the most versatile for complex, high-volume parts. Blasformen creates hollow containers. Formpressen works best for large flat thermoset parts. Extrusion produces continuous profiles like pipes. Rotationsgießen makes large hollow items. Tiefziehen shapes heated sheets over a mold for packaging and panels.
| Typ | Am besten für | Typische Produkte |
|---|---|---|
| Spritzgussform | Komplexe, großvolumige Teile | Autoteile, Elektronik, medizinische Geräte |
| Blasform | Hohle Behälter | Flaschen, Kraftstofftanks, Fässer |
| Kompressionsform | Große flache/gekrümmte Duroplastteile | Elektrische Schalttafeln, Karosserieteile |
| Extrusionsform | Kontinuierliche Querschnittsprofile | Rohre, Schläuche, Fensterrahmen |
| Rotationsform | Große hohle Teile | Tanks, Kajaks, Spielgeräte |
| Tiefziehen | Flache Teile aus beheizten Blechen | Lebensmittelschalen, Verpackungen, Armaturenbretter |
Wie funktioniert das Kunststoffspritzgießen?
Below is the complete workflow, using injection molding as the anchor example. The same logic applies broadly across other molding methods.
Schritt 1: Entwurfsphase (Timeline: ~1 week)
- CAD design: Part and mold 3D/2D, GD&T, draft, and tolerances.
- DFM analysis: Wall thickness, ribs, radii — to reduce warpage and sink marks.
- Moldflow analysis: Filling balance, weld lines, air traps, cooling, and deflection prediction.
Schritt 2: Herstellung der Form (Zeitrahmen: 2-6 Wochen)
- Material selection: P20, H13, S136, or aluminum — based on life expectancy, resin, and corrosion risk.
- CNC machining: Rough and finish passes for geometric accuracy; electrodes prepared for EDM.
- EDM machining: Deep pockets, sharp corners, complex details.
- Polishing & texturing: Optical polish (SPI A1/A2) or textures (VDI/MT).
- Montage: Guides, ejectors, waterlines, hot runner (if applicable).
Schritt 3: Prüfung und Validierung (Zeitrahmen: 1-2 Wochen)
- T0/T1 trials: Establish process window; evaluate dimensions and cosmetics.
- Inspection: CMM, optical measurement; define a golden sample.
- Optimization: Gate tweaks, venting, cooling balance, steel-safe adjustments.
Schritt 4: Massenproduktion
- Stable runs: Repeatable temperatures, pressures, and timing.
- Qualitätskontrolle: FAI, in-process SPC, and final checks.
- Wartung: Cleaning, lubrication, waterline descaling, and spare-parts management.
In Kunststoffformen verwendete Materialien
Selecting the right mold steel and resin pairing drives lifespan, cycle time, and piece price — especially for glass-filled or corrosive materials.
Gängige Formmaterialien
| Material | Eigenschaften | Anwendungen | Kosten |
|---|---|---|---|
| P20-Stahl | Vorgehärtet, vielseitig, wirtschaftlich | Mittelgroße Formen | $ |
| H13 Stahl | Hohe Härte, verschleiß- und hitzebeständig | Hochvolumige, glasgefüllte Harze | $$ |
| S136 Rostfrei | Korrosionsbeständig, hochglanzpoliert | Medizin, Lebensmittel, transparente Teile | $$$ |
| Aluminium | Hohe Leitfähigkeit, schnelle Bearbeitung | Prototypen, Kleinserien | $ |
Kunststoffmaterialien für die Formgebung
- ABS: Robust und stabil; ausgezeichnet für kosmetische Gehäuse.
- Polypropylen (PP): Light and chemical-resistant; packaging and appliances.
- Polyethylen (PE): Zäh; häufig in blasgeformten Flaschen und Behältern.
- Polycarbonat (PC): Klar und stark; optische und schützende Teile.
- Nylon (PA): Verschleiß- und hitzebeständig; Zahnräder und Strukturteile.
Warum sind Kunststoffformen so teuer?
Kunststoffformen erfordern hochwertigen Stahl, CNC/EDM-Präzisionsbearbeitung (Toleranzen ±0,02-0,05 mm), qualifizierte technische Planung und stundenlanges Polieren und Montieren. Allein die CNC-Bearbeitung macht 25-40% der Gesamtkosten aus. Komplexe Merkmale wie Schlitten, Heber und Heißkanäle erhöhen den Zeitaufwand für Konstruktion und Bearbeitung erheblich.
Faktoren, die die Kosten für Schimmelpilze beeinflussen
Teil Komplexität — Basic: $2,000–$5,000 · Intermediate: $5,000–$20,000 · Advanced: $20,000–$100,000+ (e.g., mirror gloss, lifters/slides, micro features).
Form Größe — Small (<500 mm) · Medium (500–1,000 mm) · Large (>1,000 mm). Larger tools require more steel, machining, and cooling complexity.
Anforderungen an das Volumen — Prototype: 200–1,000 shots · Low production: 1,000–10,000 · High production: 10,000–100,000+ (hot runners and automation typical).
Auswahl des Materials — Tool steel grade; surface treatments (nitriding, PVD, hard chrome); special needs (SPI optical polish, VDI/MT-Texturen, Korrosionsschutz).
Hohlraum Nummer — Single cavity · Multi-cavity (2–64) · Family mold. Multi-cavity requires precise flow and shrink balance.
Toleranzanforderungen — Standard ±0.1 mm · Precision ±0.02 mm · Ultra-precision ±0.01 mm (requires environment control).
| Cost Category | Share of Total |
|---|---|
| Konstruktion und Entwicklung (CAD, DFM, Moldflow) | 15-30% |
| Stahl/Rohstoff | 15-30% |
| CNC-Bearbeitung & EDM | 25-40% |
| Polieren, Texturierung und Montage | 10-20% |
| Form Typ | Preisspanne (USD) |
|---|---|
| Einfacher Prototyp (Aluminium, einfache Kavität) | $2.000 - $5.000 |
| Standardproduktion (P20, 1-2 Folien) | $5.000 - $15.000 |
| Mittlere Komplexität (2-4 Kavitäten, Heißkanal) | $15.000 - $50.000 |
| Hohe Komplexität (Multikavität, Vollheißkanal) | $50.000 - $150.000 |
| Ultrapräzision (16-64 Kavitäten) | $150.000 - $500.000+ |
Tipps zum Kostensparen
- Optimize part design early with DFM to eliminate slides, hotspots, and sink marks.
- Match cavity count and machine tonnage to actual demand — not maximum theoretical demand.
- Use standard components and modular inserts where possible.
- Order in larger batches to amortize tooling cost across more parts.
- Partner with experienced manufacturers to reduce mold trial iterations.
Die Größe der Ebene wirkt sich auf die Plattengröße, die Bearbeitungszeit, den Standard der Werkzeugbasis und oft auch auf die erforderliche Tonnage der Spritzgießmaschine aus.
Die Tiefe verändert die Kernlänge, die Kühlungsanordnung, die Auswurfstabilität und das Risiko von Durchbiegung und Verzug.
Hinterschneidungen erfordern in der Regel zusätzliche Schlitten/Heber, Präzisionspassungen, zusätzlichen Stahl und mehr Zeit für die Montage - oft ein wichtiger Kostenfaktor.
Mehr Kavitäten erhöhen die Anforderungen an die Bearbeitung, das Auswuchten und die Qualitätskontrolle, senken aber die Kosten pro Teil bei hohen Stückzahlen.
Die Wahl des Stahls hat Auswirkungen auf Kosten, Polierbarkeit, Korrosionsbeständigkeit und Lebensdauer.
Heißkanäle erhöhen die Werkzeugkosten, verringern jedoch den Ausschuss und verbessern die Prozessstabilität für viele Teile.
Kosmetische und hochglänzende Oberflächen erfordern mehr Zeit zum Polieren, eine straffere Handhabung und eine strengere Kontrolle der Werkzeugmarken.
- Auswahl von Formboden + Kern/Hohlraumstahl
- Komplexität der Rutschen/Heber (Hinterschneidungen)
- Wahl des Kanalsystems (kalt oder heiß)
- Oberflächenniveau (Standard / Kosmetik / Hochglanz)
- Mehrkavitäten-Skalierungseffekt
Wählen Sie Eingaben aus, um einen geschätzten Bereich und eine kurze Erklärung zu generieren.
Wie lange hält eine Kunststoffform?
Mold lifespan is measured in injection cycles. Hardened steel molds (H13, S136) last 500,000 to 1,000,000+ cycles. Pre-hardened steel (P20) handles 200,000–500,000 cycles. Aluminum molds suit prototyping at 10,000–100,000 cycles. Abrasive resins like glass-filled nylon wear molds 3–5× faster. Regular maintenance — cleaning, lubrication, and inspection every 50,000 cycles — can extend mold life by 30–50%.
| Material der Form | Erwartete Lebenserwartung | Beste Anwendung |
|---|---|---|
| Gehärteter Stahl (H13 / S136) | 500.000 - 1.000.000+ Zyklen | Hochvolumige Produktion |
| Vorgehärteter Stahl (P20 / 2738) | 200.000 - 500.000 Zyklen | Mittelgroße Produktion |
| Aluminium (7075 / 6061) | 10.000 - 100.000 Zyklen | Prototyping & Kleinserien |
| Weiches Metall / Epoxid | 500 - 5.000 Zyklen | Nur Prototyping |
Quality Control in Plastic Mold
Quality is built in through precise measurement, documentation, and adherence to industry standards.
Inspektionsmethoden
- CMM (Koordinatenmessmaschine)
- Optische Messung und Profilometrie
- Prüfung der Oberflächenbeschaffenheit (Ra, Glanz)
- First Article Inspection (FAI), PPAP für die Automobilindustrie
Industrie-Normen
- ANSI/ASME-, DIN- und JIS-Normen für Abmessungen und Toleranzen
- PPAP- und APQP-Verfahren für die Automobilindustrie
- Device History Records for medical applications
Gemeinsame Herausforderungen und Lösungen
Most molding issues can be prevented with proactive design and process tuning. Below are frequent problems and how they are addressed.
Verzug und Oberflächenfehler beim Kunststoffspritzguss
1. WÄHLEN SIE DEN ZU BEHEBENDEN FEHLER AUS:

Trends in der Kunststofftechnik der Zukunft
New capabilities are directly translating into shorter cycles, better quality, and faster launches.
- 3D Printing Integration — Additive manufacturing enables rapid inserts and conformal cooling channels that follow the part geometry, delivering faster and more even cooling and significant cycle time reduction.
- Smart Molds (IoT Sensors) — Embedded temperature and pressure sensors enable data-driven process control, fewer defects, faster setups, and real-time process windows.
- Sustainable Materials — Recyclable and bio-based resins, combined with modular cores and replaceable inserts, extend tool life and reduce waste.
- AI-Based Design Optimization — AI-assisted parameter setting, defect prediction, and automated gate/cooling layout reduce trial iterations and shorten time-to-market.
Häufig gestellte Fragen
Ten essential questions about plastic molds, answered.
1. What is a plastic mold?
A plastic mold is a precision tool used in injection molding to make plastic parts from an injection molding machine. It has two major sections: the Hohlraum (which forms the outside) and the Kernstück (which forms the inside). When molten plastic is injected at high pressure, it fills the space between these components, cools, solidifies, and is released from the mold as the finished part.
Molds are usually built from hardened steel or aluminum and range from simple single-cavity tools to highly complex multi-cavity systems that produce more than 10 parts per cycle.
2. How does plastic injection molding work?
The injection molding process follows four key steps:
- Clamping: The mold closes and is held together by the injection molding machine.
- Injection: High pressure pushes molten plastic into the mold cavity through the runner and gate.
- Cooling: The heated plastic cools and solidifies inside the mold.
- Ejection: The mold opens and the finished part is ejected.
This cycle typically takes from 15 seconds to 2 minutes, depending on part size and complexity.
3. What materials are used to make plastic molds?
- P20-Stahl: Pre-hardened steel ideal for medium-volume production (200,000–500,000 cycles). Good balance of cost and durability.
- H13 Stahl: Tool steel for high-volume production (500,000–1,000,000+ cycles). Excellent wear resistance and can be heat-treated.
- S136 Stahl: Rostfreier Stahl mit guter Korrosionsbeständigkeit für medizinische Teile, transparente Komponenten oder korrosive Harze.
- Aluminium (7075, 6061): Used for prototype molds or low-volume production. Quick to machine and lower cost, but with shorter lifespan.
4. How long does it take to make a plastic mold?
The typical timeline is 6–10 weeks:
- Weeks 1–2: Design phase — CAD modeling, DFM analysis, moldflow simulation.
- Weeks 3–8: CNC machining, EDM, polishing, and assembly.
- Weeks 9–10: Mold trials, testing, and optimization.
Complex molds with multi-action slides, lifters, or hot runner systems may require 6–12 weeks. Parallel engineering (pre-ordering standard components) can reduce lead time by 10–20%.
5. How much does a plastic mold cost?
Die Kosten für Formen variieren je nach Komplexität erheblich:
- Einfache Einfachformen mit einem Hohlraum: $2,000 – $10,000
- Medium complexity (2–4 cavities): $10,000 – $30,000
- Komplexe Mehrkavitätenformen: $30,000 – $100,000+
- Hochpräzise Formen oder Familienformen: $100,000 – $300,000+
Cost drivers include cavity count, part size and complexity, tolerance, surface finish, mold material, hot vs. cold runner, and production volume requirements.
6. What is the lifespan of a plastic mold?
Mold lifespan ranges from 50,000 to 1,000,000+ cycles, depending on:
- Material der Form: Aluminum (50,000–100,000), P20 steel (200,000–500,000), H13 steel (500,000–1,000,000+).
- Art des Harzes: Abrasive materials like glass-filled nylon wear molds faster than standard plastics.
- Wartung: Regular cleaning, lubrication, and preventive care significantly extend life.
- Betriebsbedingungen: Proper temperature control, injection pressure, and cooling management reduce wear.
7. What types of plastic molds are there?
- Ein-Kavitäten-Formen: Produziert ein Teil pro Zyklus. Am besten für große Teile oder Kleinserienproduktion.
- Mehrkavitäten-Formen: Produce multiple identical parts per cycle. Ideal for high-volume production and lower per-part cost.
- Schimmelpilze in der Familie: Herstellung verschiedener Teile in einem Zyklus. Nützlich, wenn mehrere Komponenten zusammen benötigt werden.
- Heißkanal-Formen: Heated channels keep plastic molten, eliminating runner waste and reducing cycle time.
- Kaltkanal-Formen: Unheated channels where plastic solidifies and must be removed. Lower initial cost, more material waste.
8. What plastics can be used in injection molding?
- ABS: Stark, stoßfest, gute Oberflächengüte. Verwendung in der Automobilindustrie, Elektronik, Spielzeug.
- Polypropylen (PP): Chemikalienbeständig, flexibel, kostengünstig. Verwendung in Behältern, Verpackungen, medizinischen Geräten.
- Polycarbonat (PC): Transparent, hohe Schlagfestigkeit. Wird für Linsen, Sicherheitsausrüstung und Elektronik verwendet.
- Nylon (PA): Hohe Festigkeit, verschleißfest. Wird in Getrieben, Lagern und mechanischen Teilen verwendet.
- Polyethylen (PE): Flexibel, chemikalienbeständig. Wird für Flaschen, Folien und Behälter verwendet.
9. What is moldflow analysis and why is it important?
Moldflow analysis is a computer simulation that predicts how molten plastic will fill, pack, cool, and warp in the mold before any steel is cut. It identifies potential problems such as:
- Kurze Schüsse: Incomplete filling of the cavity.
- Schweißnähte: Weak points where flow fronts meet.
- Luftschleusen: Trapped gases causing defects.
- Verzug: Part distortion during cooling.
This analysis minimizes costly mold revisions, reduces trial-and-error, optimizes gate placement and cooling, and accelerates time-to-market by 20–40%.
10. Can plastic molds be repaired or modified?
Yes. Common repairs and modifications include:
- Reparatur der Trennungslinie: Re-machining worn or damaged parting surfaces.
- Schweißen und Polieren von Hohlräumen: Filling scratches, dents, or worn areas.
- Austausch des Auswerferstifts: Replacing worn or broken ejection components.
- Hinzufügen von Material: Welding steel to reduce dimensions or fix errors.
- Entfernen von Material: Machining to increase part size or add features.
Minor modifications cost $500–$3,000. Major changes such as adding cavities or redesigning features can cost $5,000–$25,000 and may take 2–6 weeks.
Sind Sie bereit, Ihr Schimmelprojekt zu starten?
- ✓ Kostenlose DFM-Analyse
- ✓ Wettbewerbsfähige Preisgestaltung
- ✓ Schneller Durchlauf
- ✓ ISO-zertifizierte Qualität
Herunterladbare Ressourcen
- Leitfaden zur Auswahl von Kunststoffformenstahl (PDF)
- Arbeitsblatt zur Kostenabschätzung
- Plastic Mold Manual (PDF)
- Plastic Mould Maintenance Handbook (PDF)
Weitere Lektüre: Leitfaden für Kosten und Preise von Spritzgussformen
Möchten Sie mehr über die Kosten und Preise von Spritzgießwerkzeugen erfahren? Informieren Sie sich über unsere umfassenden Ressourcen, darunter Kostenrechner, Expertentipps und praktische Ratschläge, die Ihnen helfen, Ihre Werkzeuginvestition klug zu verwalten.
- Smart Calculator für die Kosten von Spritzgussformen - Erhalten Sie einen sofortigen Kostenvoranschlag für Ihren Schimmelpilz mit einfacher Eingabe.
- Kostenmanagement beim Kauf von Gussformen aus China - Praktische Tipps für internationale Käufer.
- Das wahre Preisschild: Die Aufdeckung versteckter Kosten beim chinesischen Spritzguss - Erfahren Sie, wie Sie unerwartete Ausgaben vermeiden können.
- Die Kosten des Spritzgießens beherrschen: Ein umfassender Leitfaden - Eingehende Strategien und Fallstudien aus der Praxis.
Weitere Einblicke in die Branche und hilfreiche Tools finden Sie in unserem Blog.

