[language-switcher]
Injection Molding Questions You’ve Been Asking
When you have ever picked up a plastic product-and there is a fair likelihood that you are holding one in your hand now there is a fair likelihood that it was produced in a process known as injection molding. The process of manufacturing is everywhere, and it has been utilized to make even your phone case to the steering wheel of your vehicle.
But, do you know a lot about it? Injection molding is a very mystical process, and it might seem like a puzzling concept whether you are a product designer considering the manufacturing possibilities, an entrepreneur attempting to launch a new product line, or you have just been inquiring about the way things are made. The vocabulary is in itself daunting. Tonnage? Gate marks? Cycle time? That is enough to twist your head.
Let’s clear things up. The following are ten questions about injection molding in simple English.
What Is Injection Molding ?
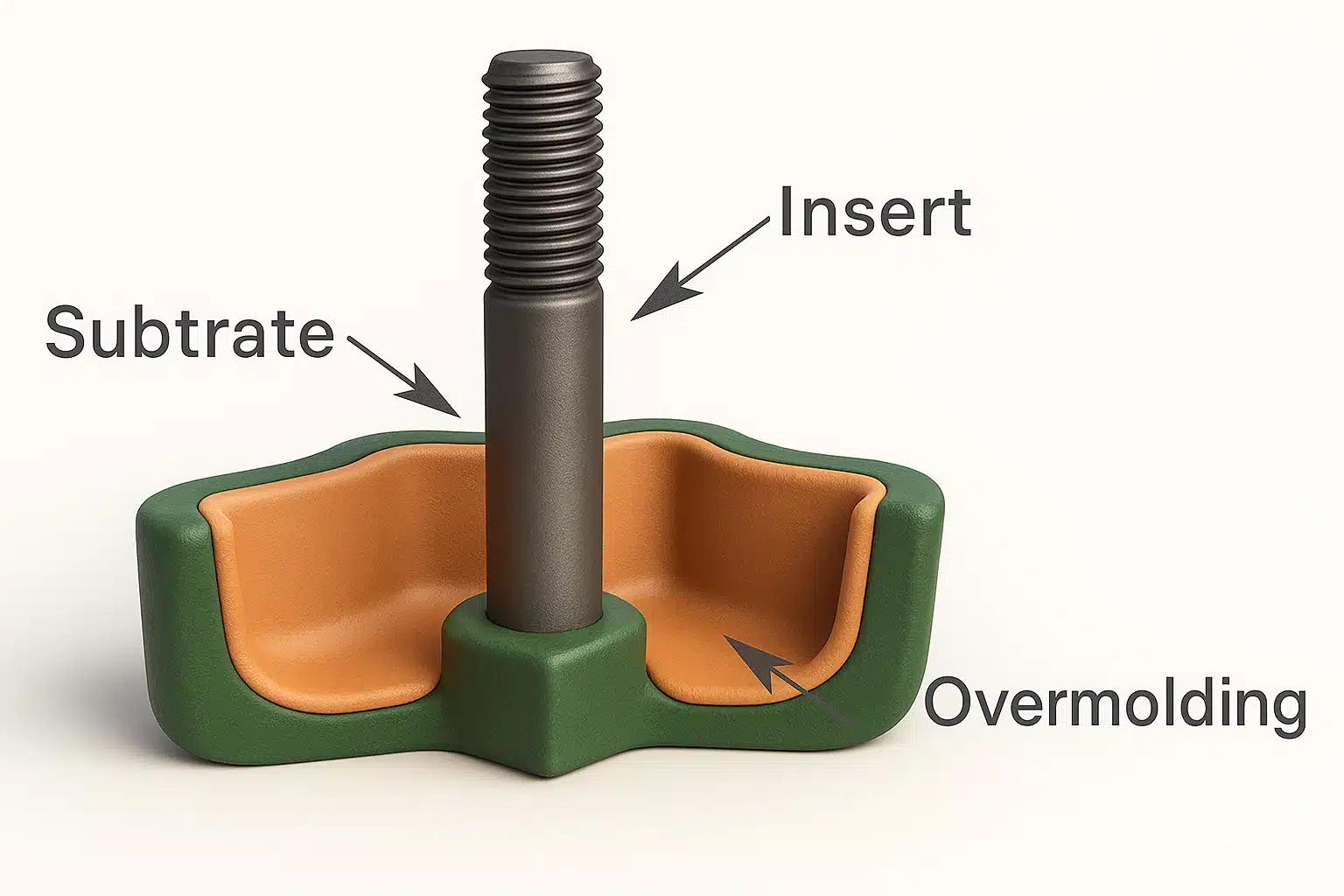
Injection molding is made fairly easy at the simplest. You receive plastic pellets, melt them and inject the plastic to a metal mold under a high-pressure rate. After the plastic is cooled down and solidified you open the mold and – voila! – you have a part that is finished.
You can imagine it is a very fancy waffle iron, only that in place of batter, you are melting plastic, and in place of breakfast, you are making parts. The process happens fast, too. The cycle times maybe take a few seconds, or a few minutes, depending on the part.
What can be so good about injection molding? Repeatability.
When you have your mold turned-in you can make thousands- even millions- of parts of exactly the same shape with an incredible degree of consistency. That is why it is the preferred way of mass production.
Just how Much Does It Cost to Get Started?
In some cases the initial cost is a lot; here is where the rubber hits the road. Tooling is just the largest cost, which is the metal mold. A basic and single-cavity mold would set you back between 3,000 and 10,000. However, if the project requires something more complicated, with more than one cavity, with tight tolerances or intricate details, you could be facing $50,000 or more. Some automotive or medical automotive very complicated molds may cost more than 100,000.
That sounds like a lot. And injection molding is not a cost-effective process, and an investment that will only be profitable on a mass production scale. After paying the tooling the cost per unit is reduced by a great deal. When you are doing 10,000 production, then those tooling costs will be partitioned.
Your principal costs are the raw material and machine time and that is generally in cents or few dollars per part. When is it financially viable then? In broad terms, in case you need to make at least 5,000 to 10,000 products, then injection molding starts to look quite attractive in comparison with other production processes.
What Kind of Plastics?
The most popular plastic injection molding materials are thermoplastics. These are plastics which can be melted and re-formed a number of times without degrading much. Popular options include:
- Polypropylene (PP) is a highly versatile material – there are many areas of its application. It is hard, elastic and not chemical resistant.
- Acrylonitrile Butadiene Styrene (ABS) is that glossy hard plastic that is used in Lego bricks and electronic housing. It is powerful and absorbs effects.
- Polycarbonate (PC) is the heavyweight champion to apply in the process that requires either extraordinary strength or transparency. Consider the eyeglasses lenses or the phone screen covers that are virtually hard to break.
- Polyethylene (PE) – high density polyethylene and low density PE, is used in items such as milk jugs, plastic bags and so on. To make the table popular with gears, bearings, and under-the-hood automotive parts,
- Nylon (PA) imparts serious mechanical strength to the table along with heat resistance.
Every material has its features. Others run off in slender streams; some, heavier or more violent. The choice of material you have is driven by mechanical, environmental, and aesthetics and co.
whole cycle time?
This question has two answers, and they are both significant.
First, there is lead time, the time taken before you actually start to have parts in your hands. The design approval to your first production parts can be between 4 to 8 weeks, at times more. The majority of that time is used in the making of the mold. Good toolmakers are artists and time is needed in art. Rush jobs are available though they will be pricier.
Next is cycle time – the time that one part takes to be produced when the production commences. This can be between 10 seconds in case of simple parts to 2 or 3 minutes in case of large and thicker parts which take more time to cool. The fatter your part, the more time it will be before the plastic solidifies correctly. Cycle time also depends on gates, which are points of entry of plastic into the mold.
When you are in place, production becomes really efficient. One machine can also be capable of producing hundreds or thousands of parts in a day based on how long the cycle time is and whether you are using a single-cavity mold or a multi-cavity mold.
Design Limits
Injection molding is not an easy job. You are expected to follow some rules.
Wall thickness matters–a lot. Preferably, you wish to have a uniform thickness of your part in the walls.Thicker section take a long time to cool down before ejection ,also it can result in sink marks or warping.Thin sections do not fill well and lead to short shot sometimes.The designers are targeting between 1mm and 3mm in terms of the thickness of the walls, this of course varies according to the material used and the size of the part.
And draft angles can not be compromised.That is a slight taper (typically 1 to 3 degrees) of vertical surfaces so that the part will come out of the mold and not become stuck.Never draft without due caution which is likely to break the part when she ejects.
Sharp corners are the enemy. Stress concentrators – These focus stress concentrations and may lead to the failure of parts. Round those edges! Not only that, but it also makes your part stronger, besides it makes the plastic mold easier.
Undercuts: These are characteristics that make a component unable to be ejected directly out of the mold; they are not cheap.They require additional moveable features like sider blocks or lifters blocks that complicate and increase costs of your tooling.
The good news? With these limitations, skilled designers and mold makers are conversant with them both internally and externally.They will assist you in optimization of your design in terms of manufacturability.
Can You Make Changes?
No, no, yes, as you may have guessed, is the short answer, but it is complicated.
It is not much of a problem to add material. In case you have to enlarge a feature or make a wall thicker, it is possible to remove the steel in the mold cavity. This is constantly the case with mold makers when they are making tweaks and refinements.
The biggest problem is to add steel–to make plastic part smaller. That involves welding steel into the mold and that is costly and impossible at times depending on the circumstances. This is the reason why prototype testing and design validation is so essential before one is willing to invest in production tooling.
Sophisticated designers leave a small margin. They can make walls a little thiner than the actual thickness, later the wall can be made thicker should the need arise. But to go in the opposite way? It is at this point that you can be looking at a new mold. This too is the reason why most companies start with a prototype mold, an easy and cheap form of prototype that is tested and proven to work before the serious investment is made in the final production tool.
Single-Cavity & Multi-Cavity Molds
A one-cavity mold produces one part at a time. Simple concept. In multi-cavity molds, there are several identical components formed in each cycle – 2, 4, 8, 16 or more.
Why then not use multi-cavity molds and make parts quicker? Cost, mainly. Additional cavity is considered a significant increase in tooling cost. It is really an attempt to make several molds of a piece of steel, and all the complications that follow it.
It is calculated in the following way, and that is, when your production quantity is sufficiently large, your additional tooling price is recouped by its lower cost per-part production price. You are consuming the machine time that you use in making several parts as opposed to a single part. Multi-cavity molds can be terribly sensible when dealing with very high volume products – i.e. bottle tops or disposable razors.
Single cavity molds are also inexpensive to start up in case of low volumes or components that are still in the development stage.
Quality Control and Consistency
Here is where the injection molding actually comes in. After having dialed in your process parameters, the temperature, pressure, cooling time, and injection speed being the most significant ones, you are capable of producing remarkably uniform parts.
But getting there takes work. The initial hundred or so parts (also known as first article or first shots) undergo careful scrutiny. Checks on dimensions, tests on materials, checking of color–manufacturers measure it all by specifications.
Flash (excessive material squeezed out at the parting line) and sink marks (dips on the surface over thick sections) are some of the common defects to watch out. Warping, short shots (incomplete filling) and burn marks due to trapped air or poor temperature are also common.
The advanced machine controls in modern injection molding machines have hundreds of variables that are monitored in real time. Consistency at the shot level is guaranteed by pressure sensors, temperature probes, and even AI-controlled systems. A lot of facilities have statistical process control where they monitor significant dimensions and observe drift before it creates an issue.
Is Injection Molding Eco Friendly?
It’s complicated. Let’s be honest about this.
On the bright side, thermoplastic materials can be theoretically recycled as well as re-used. A good deal of moulders feed back regrind (recycled plastic, rejected parts or runners) into their production. This aids in minimization of waste and material expenditures.
The algorithm is also relatively efficient in terms of running. The advanced machines have servo-driven and this consumes less energy compared to the old hydraulic machines. The material usage may be rather high, in particular, the hot runner systems that remove or reduce the amount of the waste that comes with the runners and sprues.
The thing is, however, that the majority of plastic products still find their way to the landfills or incinerators. Infrastructure recycling is immensely erratic according to the places and kinds of material. And of course we are discussing plastics made of petroleum in the majority of instances. The industry is moving towards greener solutions. The use of plastics made using renewable resources is on the rise.
Certain manufacturers are considering recycling systems that are closed loop. Material scientists are producing plastics with the sole aim of them being recyclable.
In case the environmental impact is significant to your project, which it should, then at the design stage, talk to your molder on sustainable material choices and end-of-life issues.
When use Injection Molding
Great question. It is not necessarily a yes to injection molding.
High volume production (normally 5,000 or more parts), challenging or difficult part geometries that are challenging or costly to produce by other processes, tight tolerances and consistency across thousands of parts, and smooth surface finish immediately out of the mold are all indicative of injection molding.
The alternatives include the following, in case you have low volumes (less than several thousand units), in case your design is still developing and you expect to make numerous changes, in case you need to reach the market very quickly (tooling time is an obstacle), in case you cannot afford the initial tooling outlay (because of budget constraints).
The 3D printing is excellent when it comes to prototyping and low volume production. CNC machining is good when it comes to metal parts or relatively small quantities. Large and simple shapes are suitable to use in vacuum forming.
In some cases method synthesis is the approach to follow. The 3D printing of prototypes may be done to enable testing, and then injection molding may be used to manufacture them. Or one can injection mold a product body, and machine product characteristics at finer tolerances.
Wrapping This Up
The practice of injection molding is over 100 years old and it has been developing. More intelligent controls, less time to take machines, improved materials, more sustainable processes and technology only continues to improve.
When you are considering injection molding your project, the biggest factor to consider is to locate the appropriate manufacturing partner. Find someone that will ask good questions about what you are applying to, give feedback on design early on in the process and be honest about costs and timelines.
To keep in mind: The most suitable form is the form that is created with manufacturing in mind the first thing. The discussions with your molder before you do your design? That’s time well spent. It will help avoid headaches, money and likely a few gray hairs in the future.
Got more questions? That’s normal. Injection molding is a science of materials science, mechanical engineering and a small portion of an art. It also has a learning curve, but once you learn the basics, you will be in a position to view the world differently. Each of the plastic products is a kind of riddle to solve: How did they shape that? Where’s the parting line? What number of holes in that implement?
