






Che cos'è lo stampo in plastica
Uno stampo per plastica è uno strumento di precisione che modella la plastica fusa in pezzi finiti attraverso processi quali l'iniezione, il soffiaggio, la compressione, il trasferimento e lo stampaggio rotazionale. Il cuore dello stampo è costituito dai cavità (il negativo della forma esterna) e il nucleo (che forma le caratteristiche interne). La plastica liquida viene iniettata, raffreddata, solidificata ed espulsa in un ciclo ripetibile. Gli acciai per stampi standard includono P20, H13 e S136, mentre i prototipi vengono realizzati con la lavorazione CNC, la stampa 3D o la fusione sotto vuoto.
📌 Le novità del 2026: Sono stati aggiornati gli intervalli di costo in base ai prezzi attuali dell'acciaio, sono state aggiunte le sezioni relative al raffreddamento conforme e ai sensori per stampi IoT e sono state riviste le stime dei tempi di consegna in base ai dati del settore per il 2025-2026.
Indice dei contenuti
Struttura dello stampo a iniezione
Guida interattiva alla progettazione - Fare clic sui marcatori per esplorare i componenti
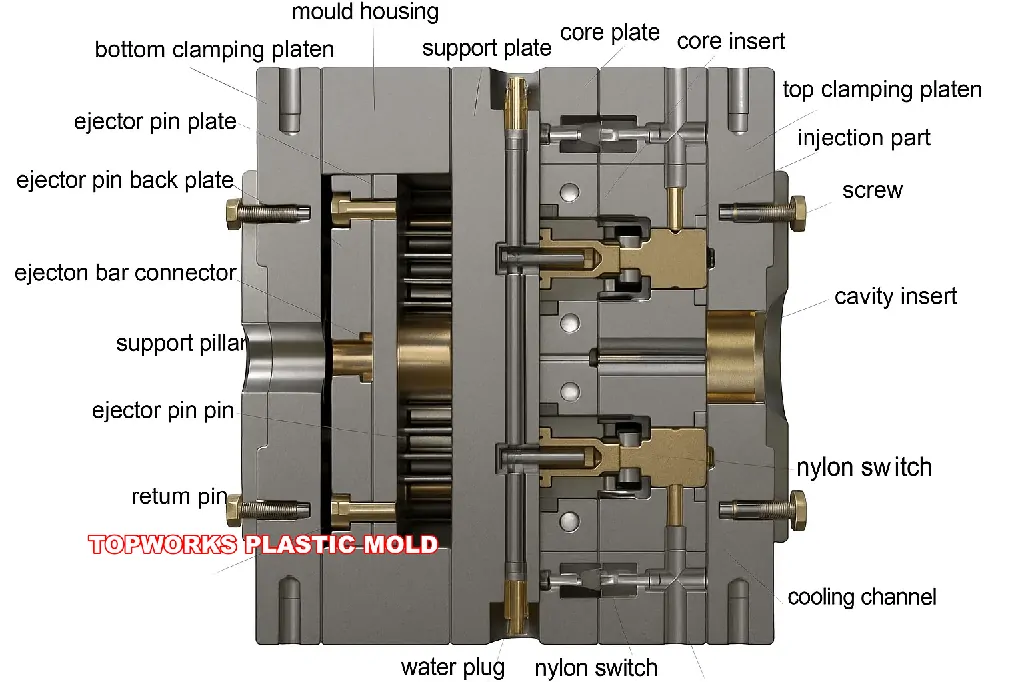
Selezionare un componente dal diagramma o dall'elenco per visualizzare i dettagli tecnici.
| Componente | Funzione primaria | Note chiave |
|---|---|---|
| Cavità | Definisce la geometria esterna e le superfici cosmetiche. | Controlla il grado di aspetto, la finitura superficiale e la consistenza. |
| Nucleo | Forma la geometria interna (bugnature, nervature, fori). | Critico per le caratteristiche strutturali e la stabilità dimensionale. |
| Sistema di raffreddamento | Gestisce il tempo di ciclo e la stabilità dimensionale. | Linee d'acqua, deflettori o canali conformi ottimizzano la rimozione del calore. |
| Sistema di espulsione | Rilascia in modo sicuro il pezzo dallo stampo senza danneggiarlo. | Perni di espulsione, manicotti, sollevatori e valvole pneumatiche; la tempistica e il posizionamento sono importanti. |
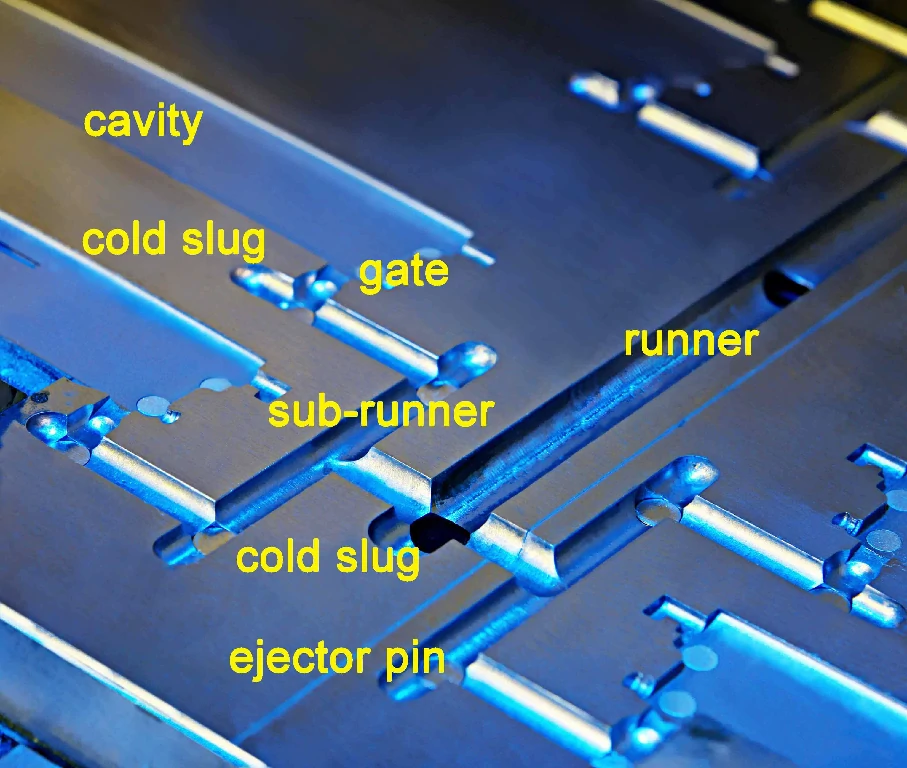
| Sistema Runner | Distribuisce la massa fusa in modo uniforme in ogni cavità (canale caldo o freddo). | Include materozza, guide e porte; bilancia il flusso per evitare difetti. Configurazione a 2 o 3 piastre. |
Imparare le basi degli stampi in plastica
Prima di scegliere uno stampo, è utile allinearsi alle definizioni e alla struttura. Di seguito viene fornita una breve panoramica di come viene costruito uno stampo e di come funziona il ciclo di stampaggio.
Definizione e componenti principali
Uno stampo per materie plastiche è costruito attorno a due sezioni principali di formatura: il lato cavità, che modella la superficie esterna del pezzo, e il lato nucleo, che formano elementi interni come nervature, bocche, fori e sottosquadri. Intorno a queste aree di formatura, lo stampo comprende anche il sistema di guide e cancelli, i canali di raffreddamento, il sistema di espulsione, i componenti di guida e le piastre di supporto. Insieme, questi componenti controllano il modo in cui la plastica fusa scorre, si raffredda, si ritira e infine viene rilasciata dallo stampo.
Nel ciclo di stampaggio a iniezione, la plastica viene fusa e iniettata nella cavità dello stampo sotto l'alta pressione della pressa e si indurisce durante il raffreddamento. Una volta raffreddato, lo stampo si apre e il pezzo viene espulso, quindi il ciclo si ripete. La qualità del pezzo dipende dal materiale plastico, dall'acciaio dello stampo, dalla geometria, dal gating, dal layout di raffreddamento e dal metodo di espulsione.
Lettura correlata: I nostri servizi di produzione di stampi
Quali sono i principali tipi di stampi in plastica?
Esistono sei tipi principali di stampi per materie plastiche, ciascuno adatto a forme, volumi e budget diversi. Stampaggio a iniezione è il più versatile per i pezzi complessi e ad alto volume. Stampaggio a soffiaggio crea contenitori vuoti. Stampaggio a compressione funziona meglio per i grandi pezzi piatti in termoindurente. Estrusione produce profili continui come tubi. Stampaggio rotazionale realizza oggetti cavi di grandi dimensioni. Termoformatura modella le lastre riscaldate su uno stampo per l'imballaggio e i pannelli.
| Tipo | Il migliore per | Prodotti tipici |
|---|---|---|
| Stampo a iniezione | Pezzi complessi e ad alto volume | Ricambi auto, elettronica, dispositivi medici |
| Stampo di soffiaggio | Contenitori vuoti | Bottiglie, serbatoi di carburante, fusti |
| Stampo a compressione | Grandi parti piane/curve in termoindurente | Pannelli elettrici, pannelli di carrozzeria |
| Stampo per estrusione | Profili a sezione trasversale continua | Tubi, tubature, infissi |
| Stampo rotazionale | Parti cave di grandi dimensioni | Serbatoi, kayak, attrezzature per parchi giochi |
| Termoformatura | Parti basse da lastre riscaldate | Vassoi per alimenti, imballaggi, cruscotti |
Come funziona lo stampaggio della plastica?
Di seguito è riportato il flusso di lavoro completo, utilizzando lo stampaggio a iniezione come esempio di riferimento. La stessa logica si applica ampiamente ad altri metodi di stampaggio.
Passo 1: Fase di progettazione (Tempistica: ~1 settimana)
- Progettazione CAD: Pezzi e stampi 3D/2D, GD&T, bozze e tolleranze.
- Analisi DFM: Spessore della parete, nervature, raggi - per ridurre la deformazione e i segni di affondamento.
- Analisi del flusso di stampi: Bilanciamento del riempimento, linee di saldatura, trappole d'aria, raffreddamento e previsione della deflessione.
Fase 2: fabbricazione dello stampo (Tempistica: 2-6 settimane)
- Selezione del materiale: P20, H13, S136 o alluminio - in base all'aspettativa di vita, alla resina e al rischio di corrosione.
- Lavorazione CNC: Passaggi di sgrossatura e finitura per la precisione geometrica; preparazione degli elettrodi per l'elettroerosione.
- Lavorazione con elettroerosione: Tasche profonde, spigoli vivi, dettagli complessi.
- Lucidatura e testurizzazione: Lucidatura ottica (SPI A1/A2) o texture (VDI/MT).
- Montaggio: Guide, eiettori, linee d'acqua, canale caldo (se applicabile).
Fase 3: Test e convalida (Tempistica: 1-2 settimane)
- Prove T0/T1: Stabilire la finestra di processo; valutare le dimensioni e la cosmetica.
- Ispezione: CMM, misurazione ottica; definire un campione d'oro.
- Ottimizzazione: Modifiche al cancello, sfiato, bilanciamento del raffreddamento, regolazioni per la sicurezza dell'acciaio.
Fase 4: produzione di massa
- Corse stabili: Temperature, pressioni e tempi ripetibili.
- Controllo di qualità: FAI, SPC in-process e controlli finali.
- Manutenzione: Pulizia, lubrificazione, decalcificazione della linea di galleggiamento e gestione dei ricambi.
Materiali utilizzati negli stampi in plastica
La scelta della giusta combinazione di acciaio e resina per stampi determina la durata, il tempo di ciclo e il prezzo del pezzo, soprattutto per i materiali caricati a vetro o corrosivi.
Materiali comuni per stampi
| Materiale | Proprietà | Applicazioni | Costo |
|---|---|---|---|
| Acciaio P20 | Pre-indurito, versatile, economico | Stampi di medio volume | $ |
| Acciaio H13 | Alta durezza, resistente all'usura e al calore | Resine riempite di vetro ad alto volume | $$ |
| S136 Inossidabile | Resistente alla corrosione, lucidatura elevata | Medicale, alimentare, parti trasparenti | $$$ |
| Alluminio | Alta conduttività, lavorazione rapida | Prototipi, piccole tirature | $ |
Materiali plastici per lo stampaggio
- ABS: Resistente e stabile; eccellente per gli alloggiamenti cosmetici.
- Polipropilene (PP): Leggeri e resistenti agli agenti chimici; imballaggi e apparecchi.
- Polietilene (PE): Resistente; comune nelle bottiglie e nei contenitori soffiati.
- Policarbonato (PC): Chiaro e resistente; parti ottiche e protettive.
- Nylon (PA): Resistente all'usura e al calore; ingranaggi e componenti strutturali.
Perché gli stampi in plastica sono così costosi?
Gli stampi in plastica richiedono acciaio di alta qualità, lavorazione CNC/EDM di precisione (tolleranze ±0,02-0,05 mm), progettazione ingegneristica qualificata e ore di lucidatura e assemblaggio. La sola lavorazione CNC rappresenta il 25-40% del costo totale. Caratteristiche complesse come slitte, sollevatori e canali caldi aggiungono significativamente sia il tempo di progettazione che quello di lavorazione.
Fattori che influenzano il costo dello stampo
Parte Complessa - Base: $2.000-$5.000 - Intermedio: $5.000-$20.000 - Avanzato: $20.000-$100.000+ (ad esempio, lucentezza a specchio, sollevatori/scivoli, micro caratteristiche).
Dimensione dello stampo - Piccolo (1.000 mm). Gli utensili più grandi richiedono una maggiore complessità di acciaio, lavorazione e raffreddamento.
Requisiti di volume - Prototipo: 200-1.000 scatti - Bassa produzione: 1.000-10.000 - Alta produzione: 10.000-100.000+ (canali caldi e automazione tipici).
Selezione del materiale - Grado di acciaio per utensili; trattamenti superficiali (nitrurazione, PVD, cromo duro); esigenze particolari (lucidatura ottica SPI), Texture VDI/MT, controllo della corrosione).
Numero di cavità - Cavità singola - Multicavità (2-64) - Stampo famiglia. La cavità multipla richiede un bilanciamento preciso del flusso e della contrazione.
Requisiti di tolleranza - Standard ±0,1 mm - Precisione ±0,02 mm - Ultra-precisione ±0,01 mm (richiede un controllo ambientale).
| Categoria di costo | Quota del totale |
|---|---|
| Progettazione e ingegneria (CAD, DFM, Moldflow) | 15–30% |
| Acciaio / Materia prima | 15–30% |
| Lavorazione CNC ed elettroerosione | 25–40% |
| Lucidatura, testurizzazione e assemblaggio | 10–20% |
| Tipo di stampo | Fascia di prezzo (USD) |
|---|---|
| Prototipo semplice (alluminio, cavità singola) | $2.000 - $5.000 |
| Produzione standard (P20, 1-2 diapositive) | $5.000 - $15.000 |
| Media complessità (2-4 cavità, canale caldo) | $15.000 - $50.000 |
| Alta complessità (multi-cavità, canale caldo completo) | $50.000 - $150.000 |
| Ultra-precisione (16-64 cavità) | $150.000 - $500.000+ |
Suggerimenti per risparmiare sui costi
- Ottimizzare la progettazione dei pezzi in anticipo con DFM per eliminare scivolamenti, punti caldi e macchie di lavandino.
- Il numero di cavità e il tonnellaggio della macchina corrispondono alla domanda effettiva, non alla domanda massima teorica.
- Utilizzare componenti standard e inserti modulari, ove possibile.
- Ordinate lotti più grandi per ammortizzare i costi degli utensili su un numero maggiore di pezzi.
- Collaborare con produttori esperti per ridurre le iterazioni di prova degli stampi.
[costo dello stampo]
Quanto dura uno stampo in plastica?
La durata degli stampi si misura in cicli di iniezione. Gli stampi in acciaio temprato (H13, S136) durano Da 500.000 a 1.000.000+ cicli. Maniglie in acciaio precompresso (P20) 200.000-500.000 cicli. Gli stampi in alluminio sono adatti alla prototipazione a 10.000-100.000 cicli. Le resine abrasive come il nylon caricato a vetro usurano gli stampi 3-5 volte più velocemente. Una manutenzione regolare - pulizia, lubrificazione e ispezione ogni 50.000 cicli - può allungare la vita dello stampo di 30-50%.
| Materiale dello stampo | Durata di vita prevista | Migliore applicazione |
|---|---|---|
| Acciaio temprato (H13 / S136) | 500.000 - 1.000.000+ cicli | Produzione in grandi volumi |
| Acciaio precompresso (P20 / 2738) | 200.000 - 500.000 cicli | Produzione di medi volumi |
| Alluminio (7075 / 6061) | 10.000 - 100.000 cicli | Prototipazione e bassi volumi |
| Metallo morbido / Epossidico | 500 - 5.000 cicli | Solo prototipazione |
Controllo qualità negli stampi in plastica
La qualità è garantita da misure precise, documentazione e conformità agli standard industriali.
Metodi di ispezione
- CMM (macchina di misura a coordinate)
- Misura ottica e profilometria
- Test di finitura superficiale (Ra, gloss)
- Ispezione del primo articolo (FAI), PPAP per il settore automobilistico
Standard di settore
- Standard dimensionali e di tolleranza ANSI/ASME, DIN, JIS
- Pratiche PPAP e APQP per il settore automobilistico
- Registri della cronologia dei dispositivi per applicazioni mediche
Sfide e soluzioni comuni
La maggior parte dei problemi di stampaggio può essere prevenuta con una progettazione e una messa a punto proattiva del processo. Di seguito sono riportati i problemi più frequenti e il modo in cui vengono affrontati.
Deformazioni e difetti superficiali nello stampaggio della plastica
1. SELEZIONARE IL DIFETTO DA RISOLVERE:

Tendenze della tecnologia degli stampi in plastica nel futuro
Le nuove capacità si traducono direttamente in cicli più brevi, migliore qualità e lanci più rapidi.
- Integrazione della stampa 3D - La produzione additiva consente inserti rapidi e canali di raffreddamento conformi che seguono la geometria del pezzo, garantendo un raffreddamento più rapido e uniforme e una significativa riduzione dei tempi di ciclo.
- Stampi intelligenti (sensori IoT) - I sensori di temperatura e pressione integrati consentono un controllo del processo basato sui dati, una riduzione dei difetti, un'impostazione più rapida e finestre di processo in tempo reale.
- Materiali sostenibili - Le resine riciclabili e a base biologica, combinate con anime modulari e inserti sostituibili, prolungano la durata degli utensili e riducono gli scarti.
- Ottimizzazione della progettazione basata sull'intelligenza artificiale L'impostazione dei parametri assistita dall'intelligenza artificiale, la previsione dei difetti e il layout automatizzato di gate/raffreddamento riducono le iterazioni di prova e il time-to-market.
Domande frequenti
Dieci domande essenziali sugli stampi in plastica, con una risposta.
1. Che cos'è uno stampo in plastica?
Uno stampo per plastica è uno strumento di precisione utilizzato nello stampaggio a iniezione per realizzare parti in plastica da una macchina per lo stampaggio a iniezione. Si compone di due sezioni principali: la cavità (che forma l'esterno) e il nucleo (che forma l'interno). Quando la plastica fusa viene iniettata ad alta pressione, riempie lo spazio tra questi componenti, si raffredda, si solidifica e viene rilasciata dallo stampo come pezzo finito.
Gli stampi sono solitamente costruiti in acciaio o alluminio temprato e vanno da semplici utensili a cavità singola a sistemi multi-cavità altamente complessi che producono più di 10 pezzi per ciclo.
2. Come funziona lo stampaggio a iniezione della plastica?
Il processo di stampaggio a iniezione segue quattro fasi fondamentali:
- Serraggio: Lo stampo si chiude e viene tenuto insieme dalla macchina di stampaggio a iniezione.
- Iniezione: L'alta pressione spinge la plastica fusa nella cavità dello stampo attraverso la guida e la porta.
- Raffreddamento: La plastica riscaldata si raffredda e si solidifica all'interno dello stampo.
- Espulsione: Lo stampo si apre e il pezzo finito viene espulso.
Questo ciclo dura in genere da 15 secondi a 2 minuti, a seconda delle dimensioni e della complessità del pezzo.
3. Quali sono i materiali utilizzati per realizzare gli stampi in plastica?
- Acciaio P20: Acciaio pre-temprato ideale per la produzione di medi volumi (200.000-500.000 cicli). Buon equilibrio tra costo e durata.
- H13 Acciaio: Acciaio per utensili per la produzione di alti volumi (500.000-1.000.000+ cicli). Eccellente resistenza all'usura e può essere trattato termicamente.
- Acciaio S136: Acciaio inossidabile con buona resistenza alla corrosione per parti mediche, componenti trasparenti o resine corrosive.
- Alluminio (7075, 6061): Utilizzato per stampi prototipo o per la produzione di bassi volumi. Veloce da lavorare e a basso costo, ma con una durata inferiore.
4. Quanto tempo occorre per realizzare uno stampo in plastica?
La tempistica tipica è di 6-10 settimane:
- Settimane 1-2: Fase di progettazione - modellazione CAD, analisi DFM, simulazione del flusso di stampi.
- Settimane 3-8: Lavorazione CNC, elettroerosione, lucidatura e assemblaggio.
- Settimane 9-10: Prove, test e ottimizzazione degli stampi.
Stampi complessi con slitte a più azioni, sollevatori o sistemi a canale caldo possono richiedere 6-12 settimane. La progettazione parallela (preordine di componenti standard) può ridurre i tempi di consegna di 10-20%.
5. Quanto costa uno stampo per plastica?
I costi dello stampo variano notevolmente in base alla complessità:
- Stampi semplici a cavità singola: $2.000 - $10.000
- Media complessità (2-4 cavità): $10.000 - $30.000
- Stampi complessi a più cavità: $30.000 - $100.000+
- Stampi di alta precisione o per famiglie: $100.000 - $300.000+
I fattori di costo includono il numero di cavità, la dimensione e la complessità del pezzo, la tolleranza, la finitura superficiale, il materiale dello stampo, il canale caldo o freddo e i requisiti del volume di produzione.
6. Qual è la durata di vita di uno stampo in plastica?
La durata di vita dello stampo varia da 50.000 a 1.000.000 di cicli, a seconda dei casi:
- Materiale dello stampo: Alluminio (50.000-100.000), acciaio P20 (200.000-500.000), acciaio H13 (500.000-1.000.000+).
- Tipo di resina: I materiali abrasivi, come il nylon caricato a vetro, consumano gli stampi più rapidamente delle plastiche standard.
- Manutenzione: Una pulizia, una lubrificazione e una cura preventiva regolari ne prolungano notevolmente la durata.
- Condizioni operative: Un adeguato controllo della temperatura, della pressione di iniezione e della gestione del raffreddamento riducono l'usura.
7. Quali sono i tipi di stampi per plastica?
- Stampi a cavità singola: Produce un pezzo per ciclo. Ideale per pezzi di grandi dimensioni o per la produzione di bassi volumi.
- Stampi a più cavità: Produzione di più pezzi identici per ciclo. Ideale per la produzione di grandi volumi e per ridurre i costi per pezzo.
- Muffe familiari: Produrre parti diverse in un unico ciclo. Utile quando sono necessari più componenti insieme.
- Stampi a canale caldo: I canali riscaldati mantengono la plastica fusa, eliminando gli scarti di lavorazione e riducendo i tempi di ciclo.
- Stampi a canale freddo: Canali non riscaldati dove la plastica si solidifica e deve essere rimossa. Costo iniziale inferiore, maggiore spreco di materiale.
8. Quali materie plastiche possono essere utilizzate nello stampaggio a iniezione?
- ABS: Forte, resistente agli urti, buona finitura superficiale. Utilizzato nei settori automobilistico, elettronico e dei giocattoli.
- Polipropilene (PP): Resistente agli agenti chimici, flessibile, a basso costo. Utilizzato in contenitori, imballaggi e dispositivi medici.
- Policarbonato (PC): Trasparente, elevata resistenza agli urti. Utilizzato in lenti, dispositivi di sicurezza, elettronica.
- Nylon (PA): Ad alta resistenza, resistente all'usura. Utilizzato in ingranaggi, cuscinetti, parti meccaniche.
- Polietilene (PE): Flessibile, resistente agli agenti chimici. Utilizzato in bottiglie, pellicole, contenitori.
9. Che cos'è l'analisi del flusso di stampo e perché è importante?
L'analisi Moldflow è una simulazione al computer che prevede come la plastica fusa si riempirà, si impaccherà, si raffredderà e si deformerà nello stampo prima che venga tagliato l'acciaio. Identifica potenziali problemi quali:
- Colpi brevi: Riempimento incompleto della cavità.
- Linee di saldatura: Punti deboli dove si incontrano i fronti di flusso.
- Trappole per l'aria: Gas intrappolati che causano difetti.
- Deformazione: Distorsione del pezzo durante il raffreddamento.
Questa analisi riduce al minimo le costose revisioni degli stampi, riduce le prove ed errori, ottimizza il posizionamento e il raffreddamento dei gate e accelera il time-to-market di 20-40%.
10. Gli stampi in plastica possono essere riparati o modificati?
Sì. Le riparazioni e le modifiche più comuni includono:
- Riparazione della linea di separazione: Rilavorazione di superfici di separazione usurate o danneggiate.
- Saldatura e lucidatura delle cavità: Riempimento di graffi, ammaccature o aree usurate.
- Sostituzione del perno di espulsione: Sostituzione dei componenti di espulsione usurati o rotti.
- Aggiunta di materiale: Saldatura dell'acciaio per ridurre le dimensioni o correggere gli errori.
- Rimozione del materiale: Lavorazione per aumentare le dimensioni del pezzo o aggiungere caratteristiche.
Le modifiche minori costano $500-$3.000. Le modifiche più importanti, come l'aggiunta di cavità o la riprogettazione di elementi, possono costare $5.000-$25.000 e richiedere 2-6 settimane.
Siete pronti a iniziare il vostro progetto di stampo?
- Analisi DFM gratuita
- ✓ Prezzi competitivi
- ✓ Tempi rapidi di consegna
- Qualità certificata ISO
Risorse scaricabili
- Guida alla scelta dell'acciaio per stampi in plastica (PDF)
- Foglio di lavoro per la stima dei costi
- Manuale degli stampi in plastica (PDF)
- Manuale di manutenzione degli stampi in plastica (PDF)
Ulteriori letture: Guida ai costi e ai prezzi degli stampi a iniezione
Siete interessati a saperne di più sui costi e sui prezzi degli stampi a iniezione? Esplorate le nostre risorse complete qui di seguito, che includono calcolatori dei costi, suggerimenti di esperti e consigli pratici per aiutarvi a gestire saggiamente il vostro investimento negli stampi.
- Calcolatore intelligente dei costi degli stampi a iniezione - Ottenete una stima immediata del costo dello stampo con un semplice input.
- Come gestire i costi quando si acquistano stampi dalla Cina - Consigli pratici per gli acquirenti internazionali.
- Il vero prezzo: Scoprire i costi nascosti nello stampaggio a iniezione cinese - Imparate a evitare le spese impreviste.
- Padroneggiare i costi dello stampaggio a iniezione: Una guida completa - Strategie approfondite e casi di studio reali.
Per ulteriori approfondimenti sul settore e strumenti utili, visitate il nostro sito web blog.
Pubblicato: Luglio 2018 - Ultimo aggiornamento: Gennaio 2026

