





Moldagem por Injeção de Policarbonato na China (Lentes Ópticas, Coberturas LED, PC de Parede Espessa)
Tabela de Conteúdos
Principais especificações de materiais e processos
| Imóveis | Valor |
|---|---|
| Resistência à tração | 55-75 MPa - mais forte do que o ABS |
| Resistência ao impacto | 600–900 J/m notched Izod |
| Transmitância da luz | Up to 90% on optical-grade, if you run it right |
| Taxa de retração | 0.5–0.7% — tight and predictable |
| Secagem necessária | 110–120°C for 4–6 hrs. Moisture below 0.02% |
| Temperatura do molde | 80–120°C. This is where clarity is won or lost |
Classes PC Moldes Topworks
Defeitos comuns do PC que a Topworks controla
Wet PC will silver-streak every shot. That’s where most clear-part jobs die. Polycarbonate injection molding looks simple on paper — heat, pack, cool — but PC punishes any shortcut on drying, venting, gating, or cooling. Get those four right and PC gives you toughness, heat tolerance, and real optical clarity.
Topworks handles DFM → ferramentas → amostragem → produção for PC parts. Our bread and butter: lentes ópticas, Coberturas de iluminação LEDe caixas de PC de parede espessa where most shops won’t quote.










Want a faster quote? Send the drawing, the PC grade, and the cosmetic requirement. We’ll come back with a tooling approach and feasibility notes — usually within a day. Contactar a Topworks
We’ve been cutting PC molds for 10+ years. Thick-wall is the job nobody else wants — bubbles and sink ruin most shops’ first samples. Our process is documented in O nosso PON de processamento de policarbonato. Read it before you brief any supplier.
Pronto para obter um orçamento exato?
A Topworks combina uma profunda experiência em moldagem por injeção com uma gestão de projectos estruturada - para que o seu próximo projeto chegue a tempo, dentro das especificações e dentro do orçamento.
Our services cover Optical Design, Precision Optical Mold Making, Moldagem por injeção ótica, plus per-project surface finishing.
Trusted by Engineers & Product Teams Worldwide
“I'm glad to inform you that all plastic parts are perfect!!! We are delighted, and therefore there are good chances to continue our relationship for any coming new project.”

"Steven é um gestor de projecto e engenheiro muito orientado para os detalhes que pode resolver problemas de forma criativa e também presta um excelente serviço. Foi um prazer trabalhar com ele".

O que moldamos no PC
Five categories make up most of our PC work. Lenses and LED covers are the hardest of the five.
- Automotive components — taillight inners, interior brackets, connector housings.
- Caixas para dispositivos médicos
- Aerospace and industrial parts that need to take a hit and keep their shape
- Caixas para eletrónica
- Lentes ópticas e Coberturas de iluminação LED
Nota de capacidade: our espessura máxima da parede on a PC part hits 3 cm on project-based jobs. That’s three times what most shops will touch. We hold sink and internal bubbles in check by balancing gate position, hold pressure, and cooling — not by hoping the part comes out.
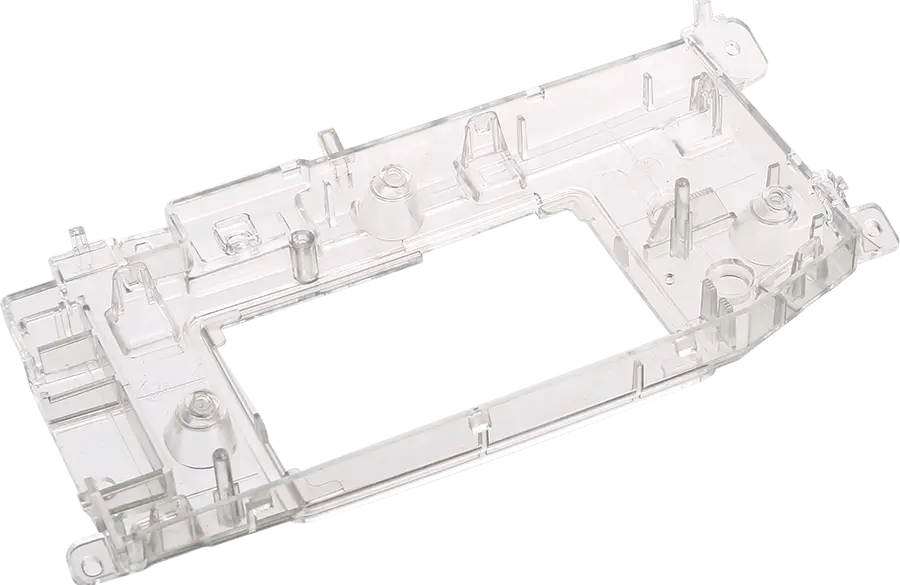
Caixa de PC com parede espessa (sem bolhas, sem afundamento)
Here’s an 18 mm wall PC part we ran. The brief was simple. The execution was not. Three targets: superfície cosmética lisa, sem bolhas internas, no sink. We hit all three on T2.




Como escolher um fornecedor fiável de moldagem para PC na China
The right China PC molding supplier predicts the result before steel is cut. The wrong one quotes low and improvises. Ask them what clarity, stress, shrink, and cosmetic acceptance will look like at T1. If they can’t answer in numbers, that’s your answer.
Lista de controlo de avaliação de fornecedores (específica para PC)
Five questions. Ask all five before you place a PO.
- Secagem e controlo da humidade: PC drinks water from the air. Ask the dryer temp, dwell time, and how they store opened bags between shifts. A vague answer here means silver streaks later.
- Venting & gating: where will the gate sit, and how do they vent the last-fill area? Trapped gas turns into burn marks.
- Definição de cosmético: A/B/C surfaces confirmed in writing before steel is cut.
- Amostragem: first-article dimensional report, plus photos or video under controlled lighting. Not a single phone-cam shot under workshop fluorescents.
- Tool ownership and upkeep: who maintains the mold, who pays for wear inserts, and what shot count triggers refurbishment?
If your supplier can’t answer this list cleanly, that’s your answer.
Porquê aqueles importantes para o custo da moldagem por injecção
- Tamanho da peça... peças maiores significam um molde maior, o que significa que aço maior aumentará o custo do aço para o molde de injecção.
- Desenho da peça... quanto mais complexa for uma peça, mais pormenorizado terá de ser o molde. Algumas peças complicadas exigirão a adição de características especiais, tais como elevadores ou corrediças. Portanto, deve estar aberto a conselhos do fabricante do molde e ver se há algum lugar onde possa alterar o desenho da peça para poupar nos custos do molde de injecção.
- Materiais: Dependendo do material da peça escolhida, o molde de injecção terá de ser feito de um determinado material. Por exemplo, se se pretender utilizar PVC de tipo plástico corrosivo, o molde terá de ser de aço inoxidável para evitar qualquer dano, acabando por fazer subir o preço.
- Requisitos de acabamento da peça... onde as peças têm requisitos de superfície de alto brilho, então o aço mais caro e o polimento técnico preciso serão vitais, aumentando o preço.
- Volume de produção... moldes de maior volume precisam de mais cavidades, e por isso o molde será maior. Requerem também uma qualidade de aço mais elevada para durar mais tempo, o que tem impacto no custo do molde de injecção.
- País de fabrico... países diferentes têm taxas salariais diferentes. Se o seu molde é feito num país onde os custos de mão-de-obra são baixos, então naturalmente poupará dinheiro. Na China, o custo médio de um molde de injecção é cerca de 40% menos do que nas nações ocidentais.
Lista de verificação do pedido de cotação para uma cotação exacta
Most PC quotes we receive miss half of these. Send all eight up front and we skip the back-and-forth.
FAQ para compradores de moldagem por injeção de policarbonato
1) What is polycarbonate injection molding and what makes it different from ABS or PP?
Moldagem por injecção de policarbonato forces molten PC resin into a steel mold at 280–320°C and 80–130 MPa. The part comes out tough, heat-resistant, and clear if you want it clear. What sets PC apart from ABS or PP: it doesn’t tolerate wet resin, poor venting, or stress concentrations. Get those wrong and the part fails.
2) What are the real benefits of choosing polycarbonate?
Three things PC does well. It takes hits — 600–900 J/m notched Izod. It holds shape up to 120°C heat deflection. Optical grades hit 90% light transmittance. Some grades meet UL94 flame ratings too. The tradeoff: PC costs more than ABS and demands tighter process control.
3) Which industries actually use PC injection molded parts?
Automotive lighting (taillights, fog lamp covers). Medical housings that get sterilized. Consumer electronics. Industrial enclosures that take abuse. If the part needs to survive a drop test or stay transparent, PC is on the shortlist.
4) Which PC grade should I spec?
Standard PC for housings. Optical-grade for lenses and light covers. Glass-filled PC (10–30%) when stiffness matters more than impact. PC/ABS blend when you want easier flow and lower cost. Tell us the use case and we’ll tell you the grade.
5) How do you get true optical clarity on a clear PC part?
Four things have to line up. SPI A1 or A2 polish on the cavity. Resin dried to under 0.02% moisture. Vents cut to release trapped gas. Mold temp held at 80–120°C to flatten internal stress. Define the A-surface and the inspection light before steel is cut. Otherwise “clear” means different things to you and the molder.
6) Which quality controls matter most on a PC job?
Dryer logs. Documented process windows. Written cosmetic boundaries — A/B/C surfaces agreed before T1. Critical-dimension verification at sampling and again during production. For automotive or medical, spell out the documentation you need in the RFQ. PPAP, IQ/OQ/PQ, whatever applies.
7) What’s the lead time and MOQ?
Tooling runs 25–40 days. Polish-heavy optical molds sit at the upper end. Production MOQ depends on part size, cavity count, and machine setup — there’s no fixed number. Share volume and delivery date and we’ll come back with a tooling and production plan.
