





Moulage par injection de polycarbonate en Chine (lentilles optiques, couvercles de LED, PC à parois épaisses)
Table des matières
Spécifications clés des matériaux et des processus
| Propriété | Valeur |
|---|---|
| Résistance à la traction | 55-75 MPa - plus résistant que l'ABS |
| Résistance aux chocs | 600–900 J/m notched Izod |
| Transmission de la lumière | Up to 90% on optical-grade, if you run it right |
| Taux de rétrécissement | 0.5–0.7% — tight and predictable |
| Séchage nécessaire | 110–120°C for 4–6 hrs. Moisture below 0.02% |
| Température du moule | 80–120°C. This is where clarity is won or lost |
Classes de PC Moules Topworks
Défauts courants des PC Topworks contrôle
Wet PC will silver-streak every shot. That’s where most clear-part jobs die. Polycarbonate injection molding looks simple on paper — heat, pack, cool — but PC punishes any shortcut on drying, venting, gating, or cooling. Get those four right and PC gives you toughness, heat tolerance, and real optical clarity.
Topworks handles DFM → outillage → échantillonnage → production for PC parts. Our bread and butter: lentilles optiques, Couvercles d'éclairage LEDet boîtiers PC à paroi épaisse where most shops won’t quote.










Want a faster quote? Send the drawing, the PC grade, and the cosmetic requirement. We’ll come back with a tooling approach and feasibility notes — usually within a day. Contacter Topworks
We’ve been cutting PC molds for 10+ years. Thick-wall is the job nobody else wants — bubbles and sink ruin most shops’ first samples. Our process is documented in notre POS sur le traitement du polycarbonate. Read it before you brief any supplier.
Prêt à obtenir un devis précis ?
Topworks associe une expertise approfondie du moulage par injection à une gestion de projet structurée - pour que votre prochain projet soit réalisé dans les délais, selon les spécifications et dans le respect du budget.
Our services cover Optical Design, Precision Optical Mold Making, Moulage par injection optique, plus per-project surface finishing.
Trusted by Engineers & Product Teams Worldwide
“I'm glad to inform you that all plastic parts are perfect!!! We are delighted, and therefore there are good chances to continue our relationship for any coming new project.”

"Steven est un chef de projet et un ingénieur très soucieux des détails, capable de résoudre les problèmes de manière créative et offrant également un excellent service. Ce fut un plaisir de travailler avec lui."

Ce que nous moulons dans le PC
Five categories make up most of our PC work. Lenses and LED covers are the hardest of the five.
- Automotive components — taillight inners, interior brackets, connector housings.
- Boîtiers pour dispositifs médicaux
- Aerospace and industrial parts that need to take a hit and keep their shape
- Boîtiers électroniques
- Lentilles optiques et Couvercles d'éclairage LED
Note de capacité : our épaisseur maximale de la paroi on a PC part hits 3 cm on project-based jobs. That’s three times what most shops will touch. We hold sink and internal bubbles in check by balancing gate position, hold pressure, and cooling — not by hoping the part comes out.
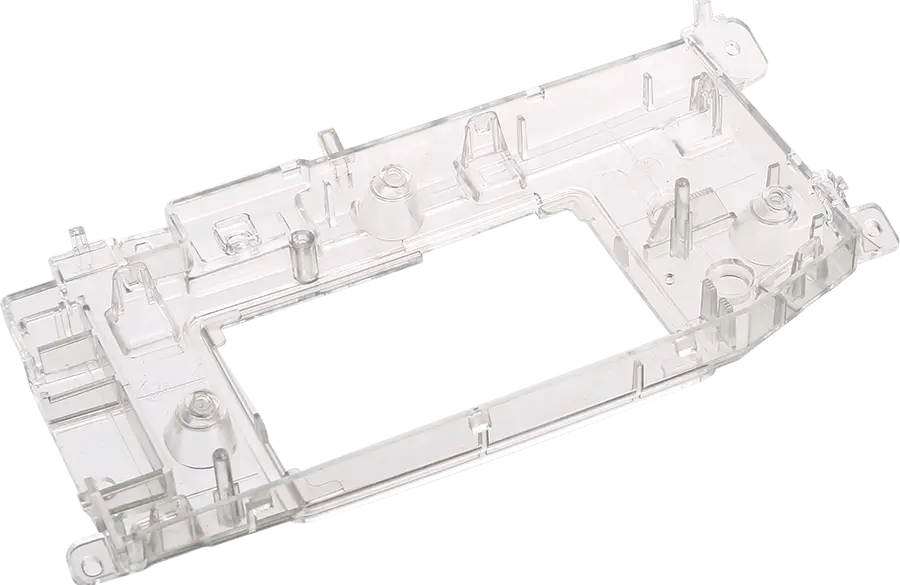
Boîtier en PC à parois épaisses (pas de bulles, pas d'enfoncement)
Here’s an 18 mm wall PC part we ran. The brief was simple. The execution was not. Three targets: surface cosmétique lisse, pas de bulles internes, no sink. We hit all three on T2.




Comment choisir un fournisseur fiable de moulage de PC en Chine ?
The right China PC molding supplier predicts the result before steel is cut. The wrong one quotes low and improvises. Ask them what clarity, stress, shrink, and cosmetic acceptance will look like at T1. If they can’t answer in numbers, that’s your answer.
Liste de contrôle pour l'évaluation des fournisseurs (spécifique aux PC)
Five questions. Ask all five before you place a PO.
- Séchage et contrôle de l'humidité : PC drinks water from the air. Ask the dryer temp, dwell time, and how they store opened bags between shifts. A vague answer here means silver streaks later.
- Venting & gating: where will the gate sit, and how do they vent the last-fill area? Trapped gas turns into burn marks.
- Définition de cosmétique : A/B/C surfaces confirmed in writing before steel is cut.
- Échantillonnage : first-article dimensional report, plus photos or video under controlled lighting. Not a single phone-cam shot under workshop fluorescents.
- Tool ownership and upkeep: who maintains the mold, who pays for wear inserts, and what shot count triggers refurbishment?
If your supplier can’t answer this list cleanly, that’s your answer.
Pourquoi ces éléments sont importants pour le coût du moulage par injection
- Taille de la pièce- Des pièces plus grandes impliquent un moule plus grand, ce qui signifie qu'un acier plus grand augmentera le coût de l'acier pour le moule d'injection.
- Conception de la pièce- Plus une pièce est complexe, plus le moule doit être détaillé. Certaines pièces complexes nécessiteront l'ajout de caractéristiques spéciales, telles que des leviers ou des curseurs. Par conséquent, vous devez être ouvert aux conseils de votre mouliste et voir s'il est possible de modifier la conception de la pièce pour économiser sur les coûts du moule à injection.
- Matériaux : En fonction du matériau de la pièce choisie, le moule d'injection devra être fabriqué dans un matériau particulier. Par exemple, si un plastique corrosif comme le PVC doit être utilisé, le moule devra être en acier inoxydable pour éviter tout dommage, ce qui fera finalement grimper le prix.
- Exigences de finition des pièces - Lorsque les pièces doivent présenter une surface très brillante, un acier plus coûteux et un polissage technique précis sont indispensables, ce qui augmente le prix.
- Volume de production- Les moules à volume plus élevé nécessitent plus de cavités, et le moule sera donc plus grand. Ils requièrent également une qualité d'acier plus élevée pour durer plus longtemps, ce qui a un impact sur le coût de la production. coût des moules à injection.
- Pays de fabrication- Les taux de rémunération varient selon les pays. Si votre moule est fabriqué dans un pays où le coût de la main-d'œuvre est faible, vous ferez naturellement des économies. En Chine, le coût moyen d'un moule à injection est inférieur d'environ 40% à celui des pays occidentaux.
Liste de contrôle de l'appel d'offres pour un devis précis
Most PC quotes we receive miss half of these. Send all eight up front and we skip the back-and-forth.
FAQ pour les acheteurs de moulage par injection de polycarbonate
1) What is polycarbonate injection molding and what makes it different from ABS or PP?
Moulage par injection de polycarbonate forces molten PC resin into a steel mold at 280–320°C and 80–130 MPa. The part comes out tough, heat-resistant, and clear if you want it clear. What sets PC apart from ABS or PP: it doesn’t tolerate wet resin, poor venting, or stress concentrations. Get those wrong and the part fails.
2) What are the real benefits of choosing polycarbonate?
Three things PC does well. It takes hits — 600–900 J/m notched Izod. It holds shape up to 120°C heat deflection. Optical grades hit 90% light transmittance. Some grades meet UL94 flame ratings too. The tradeoff: PC costs more than ABS and demands tighter process control.
3) Which industries actually use PC injection molded parts?
Automotive lighting (taillights, fog lamp covers). Medical housings that get sterilized. Consumer electronics. Industrial enclosures that take abuse. If the part needs to survive a drop test or stay transparent, PC is on the shortlist.
4) Which PC grade should I spec?
Standard PC for housings. Optical-grade for lenses and light covers. Glass-filled PC (10–30%) when stiffness matters more than impact. PC/ABS blend when you want easier flow and lower cost. Tell us the use case and we’ll tell you the grade.
5) How do you get true optical clarity on a clear PC part?
Four things have to line up. SPI A1 or A2 polish on the cavity. Resin dried to under 0.02% moisture. Vents cut to release trapped gas. Mold temp held at 80–120°C to flatten internal stress. Define the A-surface and the inspection light before steel is cut. Otherwise “clear” means different things to you and the molder.
6) Which quality controls matter most on a PC job?
Dryer logs. Documented process windows. Written cosmetic boundaries — A/B/C surfaces agreed before T1. Critical-dimension verification at sampling and again during production. For automotive or medical, spell out the documentation you need in the RFQ. PPAP, IQ/OQ/PQ, whatever applies.
7) What’s the lead time and MOQ?
Tooling runs 25–40 days. Polish-heavy optical molds sit at the upper end. Production MOQ depends on part size, cavity count, and machine setup — there’s no fixed number. Share volume and delivery date and we’ll come back with a tooling and production plan.
