






Che cos'è lo stampo in plastica
Indice dei contenuti
Pubblicato: Luglio 2018 - Ultimo aggiornamento: Gennaio 2026
📌 Le novità del 2026: Sono stati aggiornati gli intervalli di costo in base ai prezzi attuali dell'acciaio, sono state aggiunte le sezioni relative al raffreddamento conforme e ai sensori per stampi IoT e sono state riviste le stime dei tempi di consegna in base ai dati del settore per il 2025-2026.
Uno stampo per plastica è uno strumento di precisione che modella la plastica fusa in pezzi finiti attraverso processi quali l'iniezione, il soffiaggio, la compressione, il trasferimento e lo stampaggio rotazionale. Il cuore dello stampo è costituito dai cavità (il negativo della forma esterna) e il nucleo (che forma le caratteristiche interne). La plastica liquida viene iniettata, raffreddata, solidificata ed espulsa in un ciclo ripetibile. Gli acciai per stampi standard includono P20, H13 e S136, mentre i prototipi vengono realizzati con la lavorazione CNC, la stampa 3D o la fusione sotto vuoto.
Struttura dello stampo a iniezione
Guida interattiva alla progettazione - Fare clic sui marcatori per esplorare i componenti
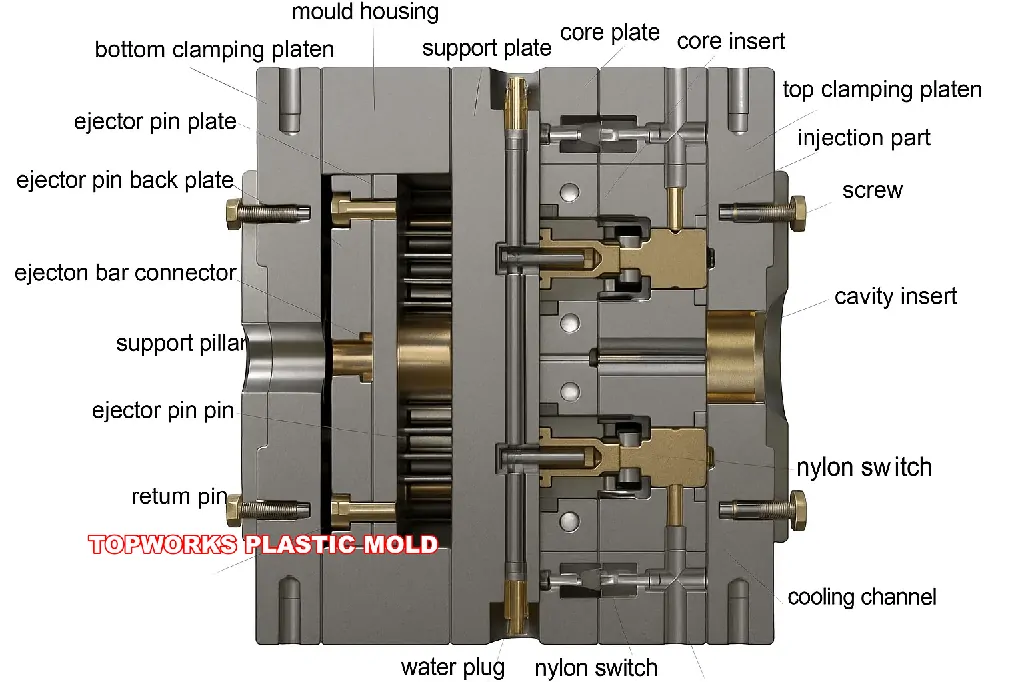
Selezionare un componente dal diagramma o dall'elenco per visualizzare i dettagli tecnici.
| Componente | Funzione primaria | Note chiave |
|---|---|---|
| Cavità | Definisce la geometria esterna e le superfici cosmetiche. | Controlla il grado di aspetto, la finitura superficiale e la consistenza. |
| Nucleo | Forma la geometria interna (bugnature, nervature, fori). | Critico per le caratteristiche strutturali e la stabilità dimensionale. |
| Sistema di raffreddamento | Gestisce il tempo di ciclo e la stabilità dimensionale. | Linee d'acqua, deflettori o canali conformi ottimizzano la rimozione del calore. |
| Sistema di espulsione | Rilascia in modo sicuro il pezzo dallo stampo senza danneggiarlo. | Perni di espulsione, manicotti, sollevatori e valvole pneumatiche; la tempistica e il posizionamento sono importanti. |
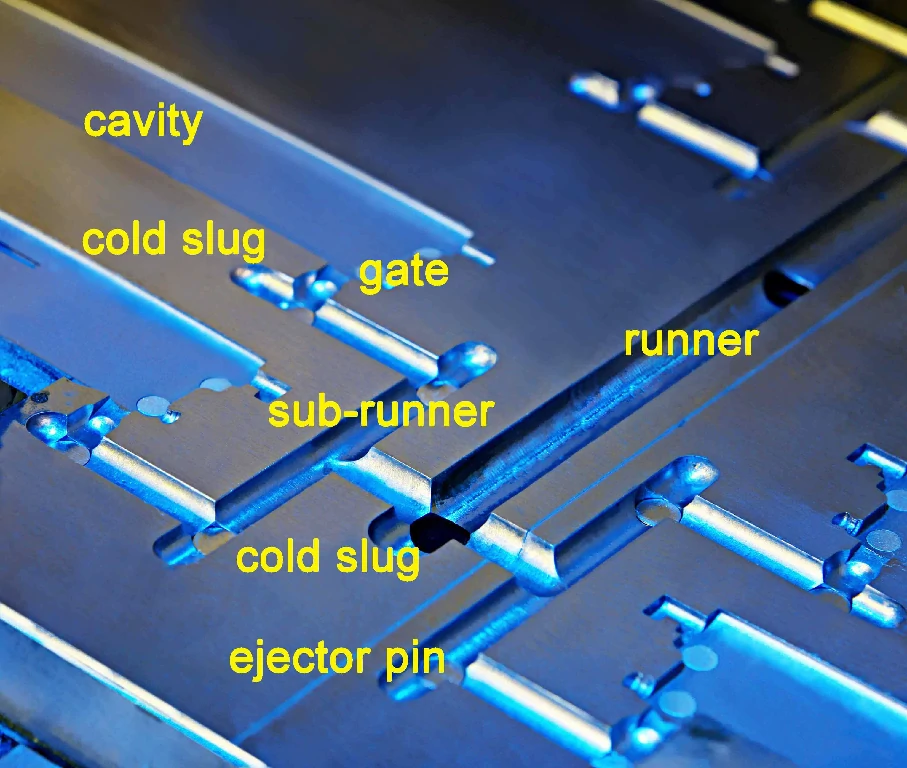
| Sistema Runner | Distribuisce la massa fusa in modo uniforme in ogni cavità (canale caldo o freddo). | Include materozza, guide e porte; bilancia il flusso per evitare difetti. Configurazione a 2 o 3 piastre. |
Imparare le basi degli stampi in plastica
Prima di scegliere uno stampo, è utile allinearsi alle definizioni e alla struttura. Di seguito viene fornita una breve panoramica di come viene costruito uno stampo e di come funziona il ciclo di stampaggio.
Definizione e componenti principali
Uno stampo per materie plastiche è costruito attorno a due sezioni principali di formatura: il lato cavità, che modella la superficie esterna del pezzo, e il lato nucleo, che formano elementi interni come nervature, bocche, fori e sottosquadri. Intorno a queste aree di formatura, lo stampo comprende anche il sistema di guide e cancelli, i canali di raffreddamento, il sistema di espulsione, i componenti di guida e le piastre di supporto. Insieme, questi componenti controllano il modo in cui la plastica fusa scorre, si raffredda, si ritira e infine viene rilasciata dallo stampo.
Nel ciclo di stampaggio a iniezione, la plastica viene fusa e iniettata nella cavità dello stampo sotto l'alta pressione della pressa e si indurisce durante il raffreddamento. Una volta raffreddato, lo stampo si apre e il pezzo viene espulso, quindi il ciclo si ripete. La qualità del pezzo dipende dal materiale plastico, dall'acciaio dello stampo, dalla geometria, dal gating, dal layout di raffreddamento e dal metodo di espulsione.
Lettura correlata: I nostri servizi di produzione di stampi
Quali sono i principali tipi di stampi in plastica?
Esistono sei tipi principali di stampi per materie plastiche, ciascuno adatto a forme, volumi e budget diversi. Stampaggio a iniezione è il più versatile per i pezzi complessi e ad alto volume. Stampaggio a soffiaggio crea contenitori vuoti. Stampaggio a compressione funziona meglio per i grandi pezzi piatti in termoindurente. Estrusione produce profili continui come tubi. Stampaggio rotazionale realizza oggetti cavi di grandi dimensioni. Termoformatura modella le lastre riscaldate su uno stampo per l'imballaggio e i pannelli.
| Tipo | Il migliore per | Prodotti tipici |
|---|---|---|
| Stampo a iniezione | Pezzi complessi e ad alto volume | Ricambi auto, elettronica, dispositivi medici |
| Stampo di soffiaggio | Contenitori vuoti | Bottiglie, serbatoi di carburante, fusti |
| Stampo a compressione | Grandi parti piane/curve in termoindurente | Pannelli elettrici, pannelli di carrozzeria |
| Stampo per estrusione | Profili a sezione trasversale continua | Tubi, tubature, infissi |
| Stampo rotazionale | Parti cave di grandi dimensioni | Serbatoi, kayak, attrezzature per parchi giochi |
| Termoformatura | Parti basse da lastre riscaldate | Vassoi per alimenti, imballaggi, cruscotti |
Come funziona lo stampaggio della plastica?
Di seguito è riportato il flusso di lavoro completo, utilizzando lo stampaggio a iniezione come esempio di riferimento. La stessa logica si applica ampiamente ad altri metodi di stampaggio.
Passo 1: Fase di progettazione (Tempistica: ~1 settimana)
- Progettazione CAD: Pezzi e stampi 3D/2D, GD&T, bozze e tolleranze.
- Analisi DFM: Spessore della parete, nervature, raggi - per ridurre la deformazione e i segni di affondamento.
- Analisi del flusso di stampi: Bilanciamento del riempimento, linee di saldatura, trappole d'aria, raffreddamento e previsione della deflessione.
Fase 2: fabbricazione dello stampo (Tempistica: 2-6 settimane)
- Selezione del materiale: P20, H13, S136 o alluminio - in base all'aspettativa di vita, alla resina e al rischio di corrosione.
- Lavorazione CNC: Passaggi di sgrossatura e finitura per la precisione geometrica; preparazione degli elettrodi per l'elettroerosione.
- Lavorazione con elettroerosione: Tasche profonde, spigoli vivi, dettagli complessi.
- Lucidatura e testurizzazione: Lucidatura ottica (SPI A1/A2) o texture (VDI/MT).
- Montaggio: Guide, eiettori, linee d'acqua, canale caldo (se applicabile).
Fase 3: Test e convalida (Tempistica: 1-2 settimane)
- Prove T0/T1: Stabilire la finestra di processo; valutare le dimensioni e la cosmetica.
- Ispezione: CMM, misurazione ottica; definire un campione d'oro.
- Ottimizzazione: Modifiche al cancello, sfiato, bilanciamento del raffreddamento, regolazioni per la sicurezza dell'acciaio.
Fase 4: produzione di massa
- Corse stabili: Temperature, pressioni e tempi ripetibili.
- Controllo di qualità: FAI, SPC in-process e controlli finali.
- Manutenzione: Pulizia, lubrificazione, decalcificazione della linea di galleggiamento e gestione dei ricambi.
Materiali utilizzati negli stampi in plastica
La scelta della giusta combinazione di acciaio e resina per stampi determina la durata, il tempo di ciclo e il prezzo del pezzo, soprattutto per i materiali caricati a vetro o corrosivi.
Materiali comuni per stampi
| Materiale | Proprietà | Applicazioni | Costo |
|---|---|---|---|
| Acciaio P20 | Pre-indurito, versatile, economico | Stampi di medio volume | $ |
| Acciaio H13 | Alta durezza, resistente all'usura e al calore | Resine riempite di vetro ad alto volume | $$ |
| S136 Inossidabile | Resistente alla corrosione, lucidatura elevata | Medicale, alimentare, parti trasparenti | $$$ |
| Alluminio | Alta conduttività, lavorazione rapida | Prototipi, piccole tirature | $ |
Materiali plastici per lo stampaggio
- ABS: Resistente e stabile; eccellente per gli alloggiamenti cosmetici.
- Polipropilene (PP): Leggeri e resistenti agli agenti chimici; imballaggi e apparecchi.
- Polietilene (PE): Resistente; comune nelle bottiglie e nei contenitori soffiati.
- Policarbonato (PC): Chiaro e resistente; parti ottiche e protettive.
- Nylon (PA): Resistente all'usura e al calore; ingranaggi e componenti strutturali.
Perché gli stampi in plastica sono così costosi?
Gli stampi in plastica richiedono acciaio di alta qualità, lavorazione CNC/EDM di precisione (tolleranze ±0,02-0,05 mm), progettazione ingegneristica qualificata e ore di lucidatura e assemblaggio. La sola lavorazione CNC rappresenta il 25-40% del costo totale. Caratteristiche complesse come slitte, sollevatori e canali caldi aggiungono significativamente sia il tempo di progettazione che quello di lavorazione.
Fattori che influenzano il costo dello stampo
Parte Complessa - Base: $2.000-$5.000 - Intermedio: $5.000-$20.000 - Avanzato: $20.000-$100.000+ (ad esempio, lucentezza a specchio, sollevatori/scivoli, micro caratteristiche).
Dimensione dello stampo - Piccolo (1.000 mm). Gli utensili più grandi richiedono una maggiore complessità di acciaio, lavorazione e raffreddamento.
Requisiti di volume - Prototipo: 200-1.000 scatti - Bassa produzione: 1.000-10.000 - Alta produzione: 10.000-100.000+ (canali caldi e automazione tipici).
Selezione del materiale - Grado di acciaio per utensili; trattamenti superficiali (nitrurazione, PVD, cromo duro); esigenze particolari (lucidatura ottica SPI), Texture VDI/MT, controllo della corrosione).
Numero di cavità - Cavità singola - Multicavità (2-64) - Stampo famiglia. La cavità multipla richiede un bilanciamento preciso del flusso e della contrazione.
Requisiti di tolleranza - Standard ±0,1 mm - Precisione ±0,02 mm - Ultra-precisione ±0,01 mm (richiede un controllo ambientale).
| Categoria di costo | Quota del totale |
|---|---|
| Progettazione e ingegneria (CAD, DFM, Moldflow) | 15–30% |
| Acciaio / Materia prima | 15–30% |
| Lavorazione CNC ed elettroerosione | 25–40% |
| Lucidatura, testurizzazione e assemblaggio | 10–20% |
| Tipo di stampo | Fascia di prezzo (USD) |
|---|---|
| Prototipo semplice (alluminio, cavità singola) | $2.000 - $5.000 |
| Produzione standard (P20, 1-2 diapositive) | $5.000 - $15.000 |
| Media complessità (2-4 cavità, canale caldo) | $15.000 - $50.000 |
| Alta complessità (multi-cavità, canale caldo completo) | $50.000 - $150.000 |
| Ultra-precisione (16-64 cavità) | $150.000 - $500.000+ |
Suggerimenti per risparmiare sui costi
- Ottimizzare la progettazione dei pezzi in anticipo con DFM per eliminare scivolamenti, punti caldi e macchie di lavandino.
- Il numero di cavità e il tonnellaggio della macchina corrispondono alla domanda effettiva, non alla domanda massima teorica.
- Utilizzare componenti standard e inserti modulari, ove possibile.
- Ordinate lotti più grandi per ammortizzare i costi degli utensili su un numero maggiore di pezzi.
- Collaborare con produttori esperti per ridurre le iterazioni di prova degli stampi.
La dimensione del piano influisce sulle dimensioni della piastra, sui tempi di lavorazione, sullo standard della base dello stampo e spesso sul tonnellaggio richiesto dalla macchina a iniezione.
La profondità modifica la lunghezza del nucleo, la disposizione del raffreddamento, la stabilità dell'espulsione e il rischio di deviazione e deformazione.
I sottosquadri in genere aggiungono guide/sollevatori, incastri di precisione, acciaio extra e tempi di assemblaggio più lunghi, il che spesso rappresenta un fattore di costo importante.
Un maggior numero di cavità aumenta i requisiti di lavorazione, bilanciamento e controllo qualità, ma riduce il costo per pezzo a volume.
La scelta dell'acciaio influisce su costi, lucidabilità, resistenza alla corrosione e cicli di vita.
I canali caldi aumentano il costo dello stampo ma riducono gli scarti e migliorano la stabilità del processo per molti pezzi.
Le superfici cosmetiche e lucide richiedono tempi di lucidatura più lunghi, una manipolazione più stretta e un controllo più rigoroso dei segni degli utensili.
- Scelta dell'acciaio per la base dello stampo + anima/cavità
- Complessità degli scivoli/ascensori (sottosquadri)
- Scelta del sistema di irrigazione (freddo o caldo)
- Livello di superficie (standard / cosmetico / lucido)
- Effetto di scalatura a più cavità
Selezionate gli input per generare un intervallo stimato e una breve spiegazione qui.
Quanto dura uno stampo in plastica?
La durata degli stampi si misura in cicli di iniezione. Gli stampi in acciaio temprato (H13, S136) durano Da 500.000 a 1.000.000+ cicli. Maniglie in acciaio precompresso (P20) 200.000-500.000 cicli. Gli stampi in alluminio sono adatti alla prototipazione a 10.000-100.000 cicli. Le resine abrasive come il nylon caricato a vetro usurano gli stampi 3-5 volte più velocemente. Una manutenzione regolare - pulizia, lubrificazione e ispezione ogni 50.000 cicli - può allungare la vita dello stampo di 30-50%.
| Materiale dello stampo | Durata di vita prevista | Migliore applicazione |
|---|---|---|
| Acciaio temprato (H13 / S136) | 500.000 - 1.000.000+ cicli | Produzione in grandi volumi |
| Acciaio precompresso (P20 / 2738) | 200.000 - 500.000 cicli | Produzione di medi volumi |
| Alluminio (7075 / 6061) | 10.000 - 100.000 cicli | Prototipazione e bassi volumi |
| Metallo morbido / Epossidico | 500 - 5.000 cicli | Solo prototipazione |
Controllo qualità negli stampi in plastica
La qualità è garantita da misure precise, documentazione e conformità agli standard industriali.
Metodi di ispezione
- CMM (macchina di misura a coordinate)
- Misura ottica e profilometria
- Test di finitura superficiale (Ra, gloss)
- Ispezione del primo articolo (FAI), PPAP per il settore automobilistico
Standard di settore
- Standard dimensionali e di tolleranza ANSI/ASME, DIN, JIS
- Pratiche PPAP e APQP per il settore automobilistico
- Registri della cronologia dei dispositivi per applicazioni mediche
Sfide e soluzioni comuni
La maggior parte dei problemi di stampaggio può essere prevenuta con una progettazione e una messa a punto proattiva del processo. Di seguito sono riportati i problemi più frequenti e il modo in cui vengono affrontati.
Deformazioni e difetti superficiali nello stampaggio della plastica
1. SELEZIONARE IL DIFETTO DA RISOLVERE:

Tendenze della tecnologia degli stampi in plastica nel futuro
Le nuove capacità si traducono direttamente in cicli più brevi, migliore qualità e lanci più rapidi.
- Integrazione della stampa 3D - La produzione additiva consente inserti rapidi e canali di raffreddamento conformi che seguono la geometria del pezzo, garantendo un raffreddamento più rapido e uniforme e una significativa riduzione dei tempi di ciclo.
- Stampi intelligenti (sensori IoT) - I sensori di temperatura e pressione integrati consentono un controllo del processo basato sui dati, una riduzione dei difetti, un'impostazione più rapida e finestre di processo in tempo reale.
- Materiali sostenibili - Le resine riciclabili e a base biologica, combinate con anime modulari e inserti sostituibili, prolungano la durata degli utensili e riducono gli scarti.
- Ottimizzazione della progettazione basata sull'intelligenza artificiale L'impostazione dei parametri assistita dall'intelligenza artificiale, la previsione dei difetti e il layout automatizzato di gate/raffreddamento riducono le iterazioni di prova e il time-to-market.
Domande frequenti
Dieci domande essenziali sugli stampi in plastica, con una risposta.
1. Che cos'è uno stampo in plastica?
Uno stampo per plastica è uno strumento di precisione utilizzato nello stampaggio a iniezione per realizzare parti in plastica da una macchina per lo stampaggio a iniezione. Si compone di due sezioni principali: la cavità (che forma l'esterno) e il nucleo (che forma l'interno). Quando la plastica fusa viene iniettata ad alta pressione, riempie lo spazio tra questi componenti, si raffredda, si solidifica e viene rilasciata dallo stampo come pezzo finito.
Gli stampi sono solitamente costruiti in acciaio o alluminio temprato e vanno da semplici utensili a cavità singola a sistemi multi-cavità altamente complessi che producono più di 10 pezzi per ciclo.
2. Come funziona lo stampaggio a iniezione della plastica?
Il processo di stampaggio a iniezione segue quattro fasi fondamentali:
- Serraggio: Lo stampo si chiude e viene tenuto insieme dalla macchina di stampaggio a iniezione.
- Iniezione: L'alta pressione spinge la plastica fusa nella cavità dello stampo attraverso la guida e la porta.
- Raffreddamento: La plastica riscaldata si raffredda e si solidifica all'interno dello stampo.
- Espulsione: Lo stampo si apre e il pezzo finito viene espulso.
Questo ciclo dura in genere da 15 secondi a 2 minuti, a seconda delle dimensioni e della complessità del pezzo.
3. Quali sono i materiali utilizzati per realizzare gli stampi in plastica?
- Acciaio P20: Acciaio pre-temprato ideale per la produzione di medi volumi (200.000-500.000 cicli). Buon equilibrio tra costo e durata.
- H13 Acciaio: Acciaio per utensili per la produzione di alti volumi (500.000-1.000.000+ cicli). Eccellente resistenza all'usura e può essere trattato termicamente.
- Acciaio S136: Acciaio inossidabile con buona resistenza alla corrosione per parti mediche, componenti trasparenti o resine corrosive.
- Alluminio (7075, 6061): Utilizzato per stampi prototipo o per la produzione di bassi volumi. Veloce da lavorare e a basso costo, ma con una durata inferiore.
4. Quanto tempo occorre per realizzare uno stampo in plastica?
La tempistica tipica è di 6-10 settimane:
- Settimane 1-2: Fase di progettazione - modellazione CAD, analisi DFM, simulazione del flusso di stampi.
- Settimane 3-8: Lavorazione CNC, elettroerosione, lucidatura e assemblaggio.
- Settimane 9-10: Prove, test e ottimizzazione degli stampi.
Stampi complessi con slitte a più azioni, sollevatori o sistemi a canale caldo possono richiedere 6-12 settimane. La progettazione parallela (preordine di componenti standard) può ridurre i tempi di consegna di 10-20%.
5. Quanto costa uno stampo per plastica?
I costi dello stampo variano notevolmente in base alla complessità:
- Stampi semplici a cavità singola: $2.000 - $10.000
- Media complessità (2-4 cavità): $10.000 - $30.000
- Stampi complessi a più cavità: $30.000 - $100.000+
- Stampi di alta precisione o per famiglie: $100.000 - $300.000+
I fattori di costo includono il numero di cavità, la dimensione e la complessità del pezzo, la tolleranza, la finitura superficiale, il materiale dello stampo, il canale caldo o freddo e i requisiti del volume di produzione.
6. Qual è la durata di vita di uno stampo in plastica?
La durata di vita dello stampo varia da 50.000 a 1.000.000 di cicli, a seconda dei casi:
- Materiale dello stampo: Alluminio (50.000-100.000), acciaio P20 (200.000-500.000), acciaio H13 (500.000-1.000.000+).
- Tipo di resina: I materiali abrasivi, come il nylon caricato a vetro, consumano gli stampi più rapidamente delle plastiche standard.
- Manutenzione: Una pulizia, una lubrificazione e una cura preventiva regolari ne prolungano notevolmente la durata.
- Condizioni operative: Un adeguato controllo della temperatura, della pressione di iniezione e della gestione del raffreddamento riducono l'usura.
7. Quali sono i tipi di stampi per plastica?
- Stampi a cavità singola: Produce un pezzo per ciclo. Ideale per pezzi di grandi dimensioni o per la produzione di bassi volumi.
- Stampi a più cavità: Produzione di più pezzi identici per ciclo. Ideale per la produzione di grandi volumi e per ridurre i costi per pezzo.
- Muffe familiari: Produrre parti diverse in un unico ciclo. Utile quando sono necessari più componenti insieme.
- Stampi a canale caldo: I canali riscaldati mantengono la plastica fusa, eliminando gli scarti di lavorazione e riducendo i tempi di ciclo.
- Stampi a canale freddo: Canali non riscaldati dove la plastica si solidifica e deve essere rimossa. Costo iniziale inferiore, maggiore spreco di materiale.
8. Quali materie plastiche possono essere utilizzate nello stampaggio a iniezione?
- ABS: Forte, resistente agli urti, buona finitura superficiale. Utilizzato nei settori automobilistico, elettronico e dei giocattoli.
- Polipropilene (PP): Resistente agli agenti chimici, flessibile, a basso costo. Utilizzato in contenitori, imballaggi e dispositivi medici.
- Policarbonato (PC): Trasparente, elevata resistenza agli urti. Utilizzato in lenti, dispositivi di sicurezza, elettronica.
- Nylon (PA): Ad alta resistenza, resistente all'usura. Utilizzato in ingranaggi, cuscinetti, parti meccaniche.
- Polietilene (PE): Flessibile, resistente agli agenti chimici. Utilizzato in bottiglie, pellicole, contenitori.
9. Che cos'è l'analisi del flusso di stampo e perché è importante?
L'analisi Moldflow è una simulazione al computer che prevede come la plastica fusa si riempirà, si impaccherà, si raffredderà e si deformerà nello stampo prima che venga tagliato l'acciaio. Identifica potenziali problemi quali:
- Colpi brevi: Riempimento incompleto della cavità.
- Linee di saldatura: Punti deboli dove si incontrano i fronti di flusso.
- Trappole per l'aria: Gas intrappolati che causano difetti.
- Deformazione: Distorsione del pezzo durante il raffreddamento.
Questa analisi riduce al minimo le costose revisioni degli stampi, riduce le prove ed errori, ottimizza il posizionamento e il raffreddamento dei gate e accelera il time-to-market di 20-40%.
10. Gli stampi in plastica possono essere riparati o modificati?
Sì. Le riparazioni e le modifiche più comuni includono:
- Riparazione della linea di separazione: Rilavorazione di superfici di separazione usurate o danneggiate.
- Saldatura e lucidatura delle cavità: Riempimento di graffi, ammaccature o aree usurate.
- Sostituzione del perno di espulsione: Sostituzione dei componenti di espulsione usurati o rotti.
- Aggiunta di materiale: Saldatura dell'acciaio per ridurre le dimensioni o correggere gli errori.
- Rimozione del materiale: Lavorazione per aumentare le dimensioni del pezzo o aggiungere caratteristiche.
Le modifiche minori costano $500-$3.000. Le modifiche più importanti, come l'aggiunta di cavità o la riprogettazione di elementi, possono costare $5.000-$25.000 e richiedere 2-6 settimane.
Siete pronti a iniziare il vostro progetto di stampo?
- Analisi DFM gratuita
- ✓ Prezzi competitivi
- ✓ Tempi rapidi di consegna
- Qualità certificata ISO
Risorse scaricabili
- Guida alla scelta dell'acciaio per stampi in plastica (PDF)
- Foglio di lavoro per la stima dei costi
- Manuale degli stampi in plastica (PDF)
- Manuale di manutenzione degli stampi in plastica (PDF)
Ulteriori letture: Guida ai costi e ai prezzi degli stampi a iniezione
Siete interessati a saperne di più sui costi e sui prezzi degli stampi a iniezione? Esplorate le nostre risorse complete qui di seguito, che includono calcolatori dei costi, suggerimenti di esperti e consigli pratici per aiutarvi a gestire saggiamente il vostro investimento negli stampi.
- Calcolatore intelligente dei costi degli stampi a iniezione - Ottenete una stima immediata del costo dello stampo con un semplice input.
- Come gestire i costi quando si acquistano stampi dalla Cina - Consigli pratici per gli acquirenti internazionali.
- Il vero prezzo: Scoprire i costi nascosti nello stampaggio a iniezione cinese - Imparate a evitare le spese impreviste.
- Padroneggiare i costi dello stampaggio a iniezione: Una guida completa - Strategie approfondite e casi di studio reali.
Per ulteriori approfondimenti sul settore e strumenti utili, visitate il nostro sito web blog.

