






o que é a moldagem por injeção de plásticos
O processo de moldagem por injeção de plásticos envolve a utilização de moldes para criar peças através da injeção de material. A indústria de fabrico de plásticos utiliza este método para a criação de componentes porque proporciona resultados precisos e uma elevada eficiência, juntamente com a capacidade de criar formas complexas. Os fabricantes dos sectores automóvel, de bens de consumo e de dispositivos médicos preferem este método porque combina eficiência de custos com escalabilidade.
What Is Injection Molding?
7 key points explaining injection molding clearly
Injection molding is a manufacturing process used to produce plastic parts by injecting molten plastic into a precision mold under high pressure.
After the plastic cools and solidifies, the mold opens and the finished part is ejected. This process allows manufacturers to produce large quantities of identical parts with high accuracy and consistency.
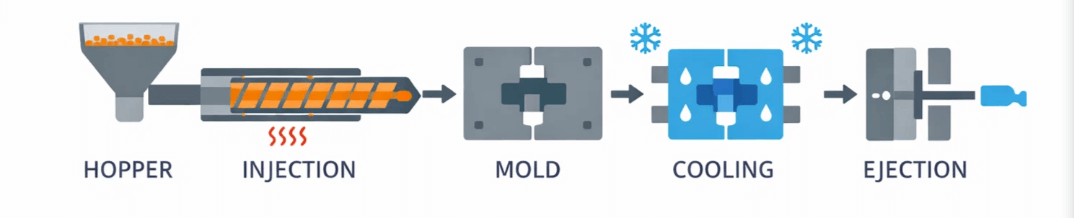
The injection molding process consists of four main steps:
Clamping: The mold is closed and clamped tightly by the machine.
Injection: Molten plastic is injected into the mold cavity through a runner and gate system.
Cooling: The plastic cools and solidifies into the desired shape.
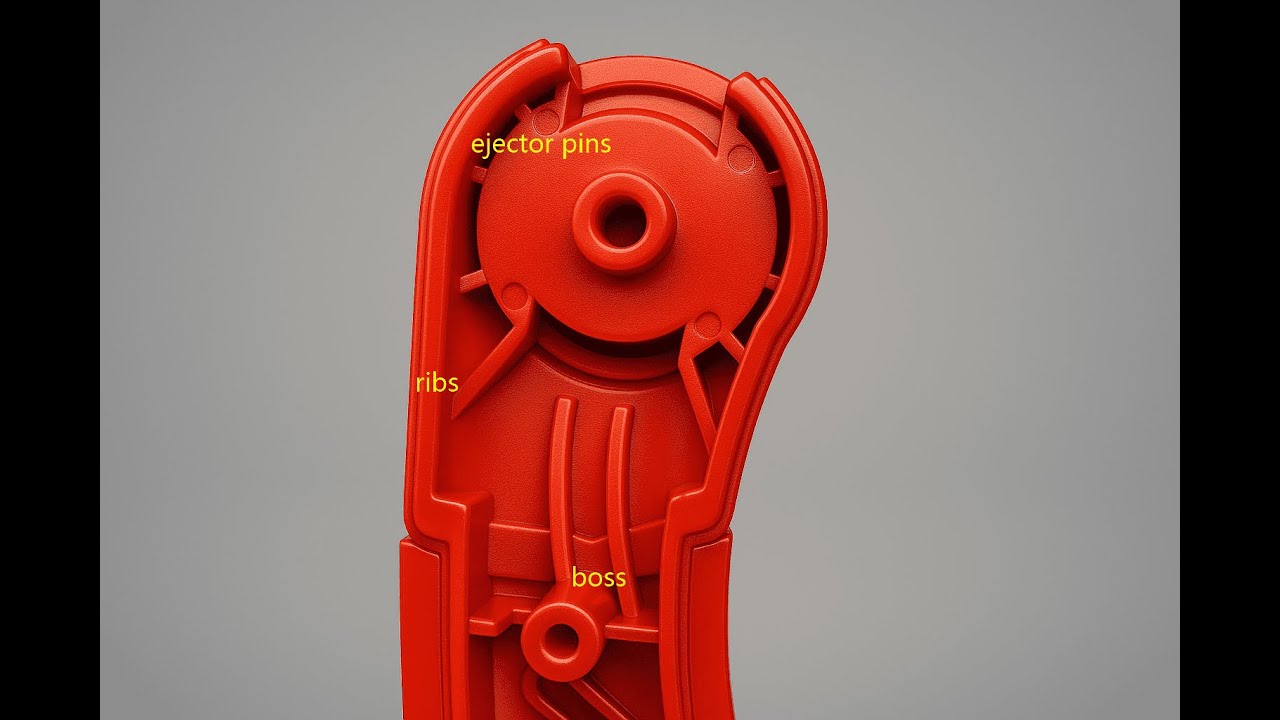
Ejection: The mold opens and ejector pins push the finished part out.
Injection molding commonly uses thermoplastics, including:
ABS: Strong, impact-resistant, good surface finish.
Polipropileno (PP): Lightweight, chemical resistant, flexible.
Policarbonato (PC): Transparent and high impact strength.
Nylon (PA): High strength and wear resistance.
Injection molding is ideal for producing:
• High-volume plastic parts
• Complex geometries with tight tolerances
• Parts with consistent dimensions and surface finish
• Components used in automotive, medical, electronics, and consumer products
Key advantages include:
• High production efficiency
• Excellent repeatability and accuracy
• Low material waste
• Ability to mold complex shapes
• Low per-part cost at high volumes
Despite its benefits, injection molding has some limitations:
• High initial mold cost
• Long tooling lead time
• Design changes after mold fabrication can be expensive
• Not economical for very low production volumes
Injection molding is the best choice when you need:
• Medium to high production volumes
• Tight tolerances and consistent quality
• Durable plastic parts with good surface finish
• Scalable manufacturing for long-term production
The Injection Molding Process
Interactive visual reference covering every phase, machine component, parameter, defect, and material
| Parameter | Typical range | Effect |
|---|---|---|
| Barrel zone 1 (feed) | 160 - 220 C | Lower temp prevents bridging in feed throat |
| Barrel zone 2 (compression) | 200 - 260 C | Progressive melting of pellets |
| Barrel zone 3 (metering) | 220 - 300 C | Homogeneous melt temperature |
| Bocal | 210 - 300 C | Prevents cold slugs, drool |
| Mold (coolant) | 20 - 120 C | Controls cooling rate, crystallinity, surface finish |
| Hot runner | Match nozzle zone | Keeps runner system molten, eliminates cold runner waste |
| Parameter | Typical range | Effect |
|---|---|---|
| Pressão de injeção | 500 - 2000 bar | Fills the cavity; higher for thin walls |
| Packing/holding pressure | 40 - 80% of injection | Compensates for shrinkage during cooling |
| Back pressure | 3 - 15 bar | Improves melt homogeneity during screw recovery |
| Clamping force | 1.5 - 5 t/in2 projected area | Prevents mold opening / flash |
| Cavity pressure | 300 - 800 bar | Measured via sensor; indicates fill quality |
| Parameter | Typical range | Effect |
|---|---|---|
| Velocidade de injeção | 20 - 150 mm/s | Faster = better fill for thin walls; too fast = jetting |
| Screw RPM | 50 - 200 RPM | Controls plasticizing rate and melt quality |
| Cooling time | 5 - 60 sec | Largest portion of cycle; depends on wall thickness |
| Cycle time | 10 - 120 sec | Total: clamp + inject + pack + cool + open + eject |
| Mold open/close speed | Variable (fast/slow) | Fast in center, slow at start/end for protection |
| Parameter | Descrição | Why it matters |
|---|---|---|
| Shot size | Volume of melt per cycle | Must fill cavity + runner + cushion |
| Cushion | 2 - 6 mm of melt ahead of screw | Ensures packing pressure transmission |
| V/P switchover point | Position or pressure at transition | Controls switch from velocity to pressure phase |
| Screw decompression | 1 - 5 mm pullback after recovery | Prevents drool from nozzle |
| Ejector stroke | Part-dependent | Must clear part from core without damage |
- Dry hygroscopic materials (nylon, PC, PET) before processing
- Use scientific molding: decouple fill, pack, and hold phases
- Perform cavity balance studies on multi-cavity molds
- Monitor cushion consistency shot-to-shot
- Document a process window with DOE
- Use cavity pressure sensors for quality feedback
- Purge thoroughly when changing materials or colors
- Maintain consistent mold temperature with TCU
- Rely solely on machine hydraulic pressure for quality control
- Skip material drying - moisture causes splay and degradation
- Use maximum injection speed without profiling
- Ignore cushion size - zero cushion means no pack
- Over-pack parts to fix short shots (address root cause)
- Change multiple parameters at once during troubleshooting
- Run without mold protection at low pressure close
- Neglect preventive maintenance on screws and check rings
| Phase | % of cycle | Primary driver | How to reduce |
|---|---|---|---|
| Mold close | 3-5% | Clamp speed, mold protection | Optimize slow/fast positions |
| Injection fill | 5-15% | Injection speed, wall thickness | Increase speed (within limits) |
| Packing/holding | 10-20% | Gate freeze time | Optimize gate size, hold time study |
| Refrigeração | 50-70% | Wall thickness, mold temp | Conformal cooling, beryllium copper inserts, reduce wall thickness |
| Mold open + eject | 5-10% | Stroke length, ejector speed | Minimize open stroke, use air poppets |
Dicas de design de moldagem por injeção

É possível fabricar peças de plástico moldadas por injeção simples a extremamente complicadas, bem como milhões de artigos idênticos, graças à escalabilidade e uniformidade do processo. Construção de ferramentas e manutenção são dispendiosas e a mudança de ferramentas é um desafio.
Peças moldadas por injeção: maximizar as suas vantagens
- A coerência é fundamental. Certifique-se de que as paredes têm a mesma espessura em toda a peça. As paredes devem ter uma espessura média de 2-3 mm. Os processos normais de moldagem por injeção recomendam um mínimo de 1 mm e um máximo de 4 mm.
- A suavidade supera a nitidez. Suavizar as transições entre paredes sempre que possível.
- Projeto. A ângulo de inclinação pode causar desafios de design na sua peça. Adicionar um ângulo de inclinação às suas faces é útil para libertar a peça da ferramenta, mas também pode causar problemas, especificamente com peças mate. Em superfícies de núcleo sem textura e pelo menos três graus em superfícies de cavidade com textura, recomenda-se um ângulo de inclinação mínimo de um grau.
- Se possível, manter-se afastado de superfícies com corrente de ar nula. No caso de uma área de tiragem zero, o objetivo deve ser limitá-la a apenas uma parte da face, em vez de toda a superfície.
- Manter as coisas simples. Attempt to prevent undercutting (forming an area that cannot be shaped simply by opening and closing the tool). When simple won't work, lifter and slides allow features to be formed that are undercuts in the main pull direction. If so, leave at least 2 to 3 times the width of the feature to allow the lifter or slide to travel.
- Fluxo de grosso para fino. O plástico fluirá melhor através das características se fluir das paredes mais grossas para as mais finas, começando na porta (onde o plástico flui para dentro da peça para a encher).
- É mau ter lava-loiças (densidades nas superfícies causadas por secções mais espessas de plástico que abrandam à medida que arrefecem). É importante seguir estas directrizes para minimizar ou eliminar o aparecimento de manchas nas superfícies cosméticas:
- Certifique-se de que as superfícies cosméticas importantes não têm portas, nervuras, saliências de parafusos, etc. na parte de trás;
- A altura das nervuras deve ser três vezes inferior à espessura da parede;
- 60% ou menos da espessura da parede deve ser utilizado para bases de nervuras.
- Os territórios são definidos por pontos de referência. Para estabelecer a interface e a interação entre as peças, utilize pontos de referência (características que servem de pontos de referência para as peças). Quando uma intenção de conceção é associada a uma estrutura de pontos de referência, o produto pode funcionar corretamente.
- Não há nada de errado com o interrogatório. Em DFM (Design for Manufacturing), o moldador comunica a sua compreensão do projeto, especialmente no que diz respeito à localização dos pinos, das portas e das linhas de partição (que podem afetar a forma como as peças interagem). Interrogar o desenho através dos relatórios de inspeção.
- Criar protótipos com frequência e desde cedo. As técnicas actuais de prototipagem, incluindo a impressão 3D, podem reduzir os custos de material, permitindo que os componentes e/ou a peça completa sejam modelados antes da construção de ferramentas dispendiosas.
Diretrizes de conceção de moldes de injeção
Essential rules for strong, manufacturable plastic parts. All values reference nominal wall thickness T, hole diameter D, or hole width W.
Geometry
Espessura da parede
Inconsistent thickness causes warping and sink marks.
Corner Radii
Reduces stress concentration and improves plastic flow.
Ângulos de projeto
Costeletas
Furos
Add bosses and connecting ribs for reinforcement.
Process
Seleção de materiais
Choice drives required wall thickness and draft angles.
Ejection & Parting
Simplifies mold design and reduces post-processing.
Pros and Cons of Plastic Injection Molding
| Category | Pros (Advantages) | Cons (Disadvantages) |
|---|---|---|
| Accuracy | High precision and repeatability. Capable of producing complex and detailed geometries. | High precision also means errors in design can lead to costly defects. |
| Velocidade de produção | Very fast cycle time (about 15–20 seconds). Ideal for high-volume mass production. | Initial setup and mold design can take weeks or months. |
| Eficiência de custos | Low cost per unit in large-scale production. Automation reduces labor costs. | High upfront costs for molds, machines, and tooling. |
| Labor Requirements | Mostly automated; fewer operators needed once production starts. | Requires skilled technicians for mold design, setup, and quality control. |
| Versatilidade | Suitable for a wide range of products, from small electronic parts to large automotive components. | Limited by machine size and material constraints. |
| Sustentabilidade | Minimal material waste during production. Some plastics can be recycled and reused. | Difficult to recycle complex or multi-material molded parts. |
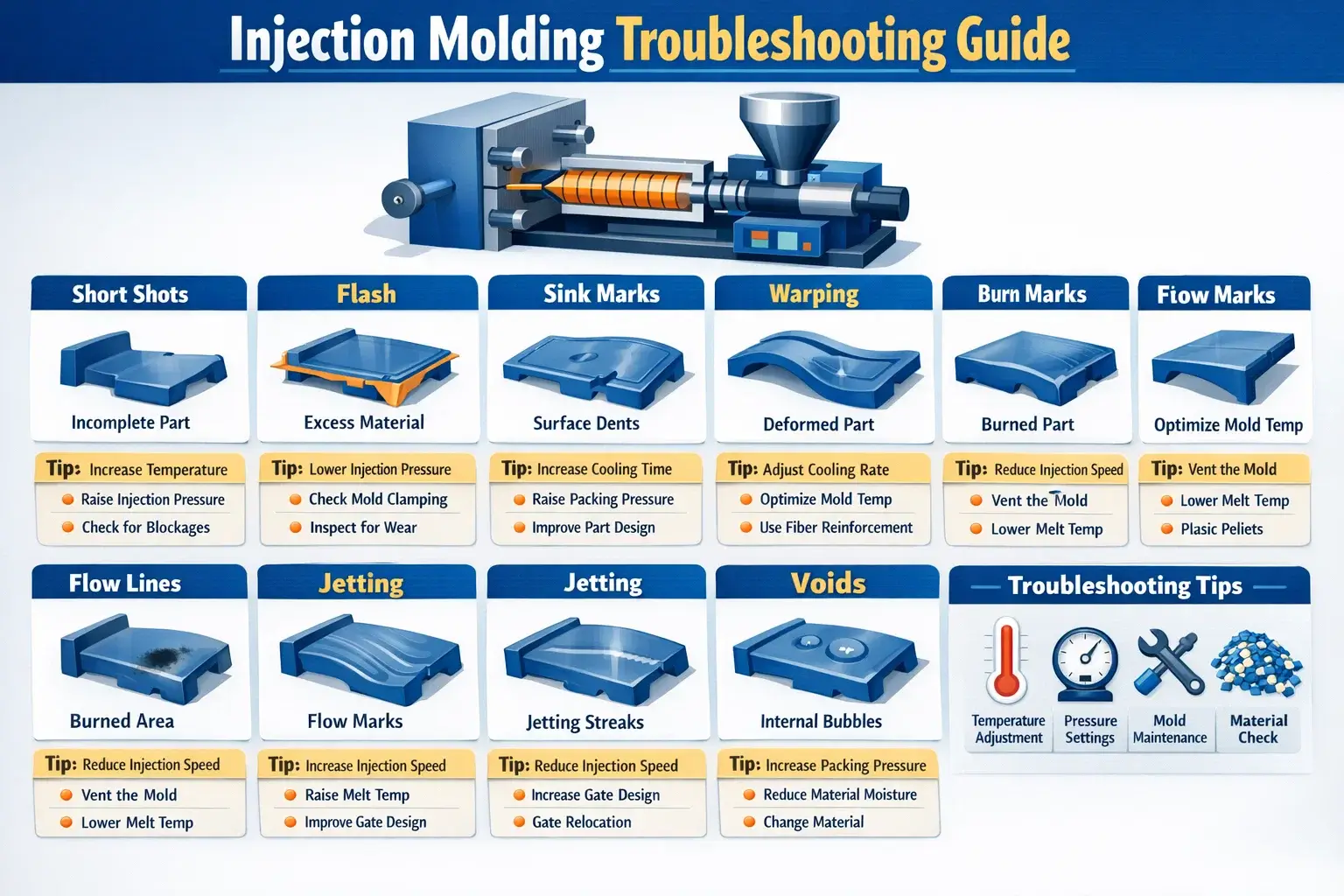
| Product Quality | Consistent quality across large production runs. | Possible defects such as warping, sink marks, or flash if process is not optimized. |
| Scalability | Excellent for large-scale and continuous manufacturing. | Not cost-effective for small batch or low-volume production. |
Os 6 tipos diferentes de moldagem de plástico
Existem vários tipos diferentes de moldagem de plástico, cada um com as suas próprias características e vantagens. Aqui estão seis tipos comuns de moldagem de plástico:
- Moldagem por injeção: Este é um método comum de produção de grandes quantidades de peças de plástico. Envolve a injeção de plástico fundido numa cavidade de molde, onde arrefece e solidifica na forma desejada. A moldagem por injeção é rápida e eficiente, e pode produzir peças altamente precisas e consistentes.
- Moldagem por sopro: Este processo é utilizado para produzir peças de plástico ocas, tais como garrafas e recipientes. Envolve o aquecimento do plástico até este ficar maleável e, em seguida, a utilização de pressão de ar para o soprar para uma cavidade do molde. A moldagem por sopro é frequentemente utilizada para peças grandes e complexas com paredes finas.
- Moldagem por extrusão: Neste processo, o plástico é derretido e forçado através de uma matriz para criar uma forma contínua, como um tubo ou uma folha. A forma resultante é depois cortada com o comprimento desejado. A moldagem por extrusão é frequentemente utilizada para produtos com uma secção transversal constante, como canos e tubos.
- Termoformagem: Este processo envolve o aquecimento de uma folha de plástico até ficar maleável e, em seguida, a sua formação sobre um molde utilizando pressão de vácuo. A termoformagem é utilizada para produzir uma vasta gama de produtos, incluindo copos, tabuleiros e materiais de embalagem.
- Moldagem por rotação: Neste processo, um molde é preenchido com plástico em pó e depois rodado num forno para distribuir uniformemente o plástico. O molde é então arrefecido e a peça resultante é removida. A moldagem por rotação é frequentemente utilizada para peças grandes e ocas com formas complexas.
- Moldagem por compressão: Este processo envolve o aquecimento de uma carga de plástico e a sua pressão numa cavidade do molde sob alta pressão. A moldagem por compressão é normalmente utilizada para a produção de médio e grande volume de peças com formas simples e espessuras de parede uniformes.
