






Vous êtes à la recherche d'un Moulage par injection d'ABS fabricant et concepteur - qui améliorera la rentabilité de votre entreprise ? Ne cherchez pas plus loin que Topworks Plastic mold : Une entreprise chinoise de moulage par injection qui fournit un service complet de moulage par injection de plastique ABS sur mesure.
Spécifications clés des matériaux et des processus
| Propriété | Valeur |
|---|---|
| Résistance à la traction | 40-50 MPa |
| Taux de rétrécissement | 0,4-0,7% - permet des tolérances précises |
| Température de déviation de la chaleur | 95-105°C (plage de service -20°C à 80°C) |
| Séchage nécessaire | 80-90°C pendant 2-4 heures, humidité inférieure à 0,1% |
| Température du moule | 50-80°C - une température plus élevée améliore l'état de surface |
| Épaisseur typique de la paroi | 1,2-3,5 mm, variation maintenue sous 25% |
Défauts courants de l'ABS Contrôles Topworks
Démarrez votre projet ABS avec Topworks
Envoyez STEP/IGES + grade ABS + volume annuel + dimensions CTQ pour une révision DFM prête à être soumise à un devis.Moulage par injection d'ABS en Chine - Contrôle des délais, qualité stable, coûts prévisibles
Topworks propose aux OEM et aux propriétaires de marques un service complet de moulage par injection d'ABS, couvrant la conception et la fabrication, l'outillage, l'échantillonnage, la production en série et le contrôle de la qualité, le tout sous la responsabilité d'une seule équipe.
Meilleurs résultats avec : STEP/IGES + grade ABS (par exemple, FR / résistant à la chaleur) + volume annuel + exigences cosmétiques + dimensions CTQ.

Un fournisseur unique responsable de bout en bout
Pas de transfert. Pas de reproches entre le fournisseur d'outillage et le fournisseur de moulage. Un seul système contrôle la production.
Moins de surprises, moins de retouches
La DFM avant l'acier + l'échantillonnage structuré réduisent les essais et les erreurs et protègent le calendrier.
Stabilité du cycle + contrôle du rebut
Le devis le plus bas correspond rarement au coût total le plus bas. La stabilité de la production permet d'obtenir des résultats à long terme.
Pourquoi les acheteurs préfèrent-ils le moulage par injection d'ABS à guichet unique ?
En matière d'approvisionnement réel, les projets d'ABS échouent plus souvent en raison de la fragmentation des responsabilités que du choix des matériaux. Lorsque le moule, l'échantillonnage et la production sont gérés par des parties différentes, les retards et les litiges en matière de qualité sont fréquents.
Le moulage par injection d'ABS à guichet unique signifie : un seul fournisseur responsable, une seule logique d'ingénierie de la conception à la production, un seul calendrier coordonné et une seule structure de coûts alignée sur la réalité de la production de masse.
Ce que signifie le “guichet unique” chez Topworks
1) L'examen DFM d'abord
Épaisseur de la paroi, nervures/bosses, emplacement des portillons, dépouille, surfaces cosmétiques, CTQ/zones de tolérance.
2) Outillage prêt pour la production
Refroidissement équilibré et ventilation conçus pour la stabilité et la répétabilité de l'ABS, et pas seulement pour les échantillons.
3) Échantillonnage + validation
Plan d'essai, mesure FAI, définition de l'échantillon d'or, définition de la fenêtre de processus pour la production.
4) Production de masse
Suivi des processus, contrôle cosmétique, audits dimensionnels, soutien à l'emballage et à l'expédition.
Contrôle du temps : La prévisibilité est plus efficace que les “promesses rapides”.”
Les acheteurs se contentent rarement de demander “à quelle vitesse”. Ils veulent savoir si le programme respecte le calendrier prévu. Le temps est protégé par des décisions DFM précoces, moins de cycles d'échantillonnage et une résolution plus rapide des problèmes au sein d'une même équipe.
- La DFM avant la découpe de l'acier réduit le risque de reprise
- Des objectifs d'échantillonnage clairs évitent des itérations sans fin
- Un seul fournisseur résout les problèmes sans délai de transfert
Qualité : Une production stable, pas des “échantillons parfaits”.”
La production de masse est l'endroit où les systèmes d'outillage et de processus faibles échouent. Les risques liés à l'APA sont contrôlés par la discipline de la fenêtre de conception, de refroidissement et de processus.
- Marques d'enfoncement sur les côtes/les bosses
- Gauchissement entraînant une défaillance de l'assemblage
- Marques de brûlure / tirs courts dus à une mauvaise ventilation
- Manque d'homogénéité des produits cosmétiques d'une équipe ou d'un lot à l'autre
- Dérive dimensionnelle sur de longues périodes
Contrôle des coûts : Le coût total, pas seulement le prix unitaire
Les acheteurs expérimentés évaluent le coût total de possession (CTP) : rebuts, reprises, temps d'arrêt et stabilité du cycle. Un faible coût d'outillage peut entraîner un coût de production élevé lorsque le refroidissement, l'aération et les fenêtres de processus ne sont pas conçus pour de longues séries.
- La stabilité du temps de cycle réduit le coût unitaire à l'échelle
- Un taux de rebut plus faible protège la livraison et le budget
- Moins de modifications du moule réduisent les coûts cachés
- La stabilité de la production réduit la lutte contre les incendies et les arrêts de ligne
Contrôles des défauts de l'ABS (approche Topworks)
| Défaut | Risque de l'acheteur | Cause fondamentale commune | Topworks Control |
|---|---|---|---|
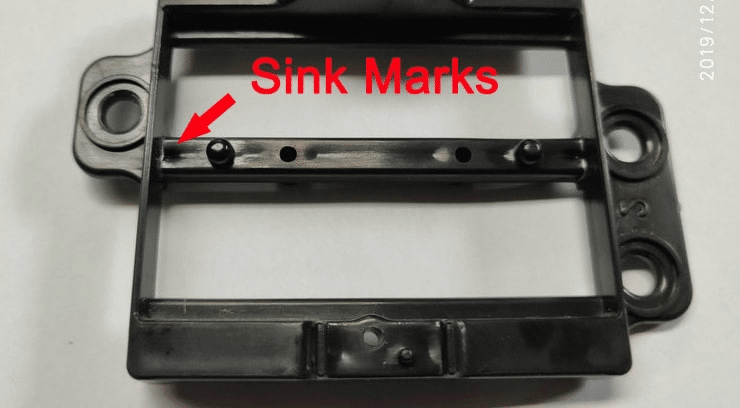
| Marques d'évier | Refus de l'esthétique | Côtes/bosses épaisses, mauvais équilibre de l'emballage | Optimisation du rapport des nervures + carottage des bosses + réglage des portes/emballages + équilibre du refroidissement |
| L'arrêt de travail | Défaut d'assemblage | Déséquilibre de refroidissement, contraintes résiduelles | Reconception du refroidissement (chicanes/bullards) + équilibre des vannes + fenêtre de processus validée |
| Marques de brûlures | Défaut d'apparence | Gaz piégé, ventilation insuffisante | Stratégie d'aération/de débordement + vitesse de remplissage échelonnée + contrôle de la température |
| Coups courts | Pointes de ferraille | Restriction de l'écoulement, mauvaise ventilation | Dimensionnement des vannes + ventilation + optimisation des voies d'écoulement |
Études de cas sur l'APA (avant/après)
Cas 1 : Boîtier ABS cosmétique - Marques d'évier
- Descente visible sur les nervures et les bossages
- Rejet cosmétique au contrôle de réception
- Épaisseur des nervures optimisée ; bossages noyés
- Stabilisation du profil d'emballage ; amélioration de l'équilibre de la porte d'embarquement
- Refroidissement réglé pour réduire les points chauds locaux
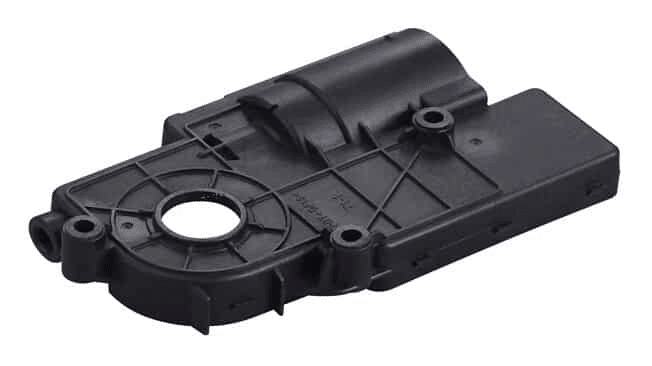
Cas 2 : Support structurel en ABS - gauchissement
- La torsion après l'éjection a provoqué un désalignement
- Dérive dimensionnelle entre les cavités
- Refroidissement repensé (chicanes) pour équilibrer la température
- L'emplacement de la porte est optimisé pour réduire la concentration des contraintes
- Fenêtre de mise en attente/emballage validée pour la production
Cas 3 : Lunette en ABS à paroi mince - Marques de brûlure
- Marques de brûlure près de l'extrémité du remplissage
- Apparence irrégulière d'une équipe à l'autre
- Ajout d'évents/de débordements en fin de remplissage
- Vitesse de remplissage échelonnée pour réduire l'échauffement par cisaillement
- Paramètres de démarrage standardisés pour la répétabilité

À qui s'adresse ce service ?
- Fabricants OEM et propriétaires de marques
- Équipes d'approvisionnement s'approvisionnant en Chine
- Les équipes d'ingénieurs ont besoin d'une production stable, et pas seulement d'échantillons
- Programmes pour lesquels la qualité cosmétique et l'ajustement de l'assemblage sont importants
Qui n'est pas concerné
- Les acheteurs ne choisissent leurs fournisseurs qu'en fonction du prix le plus bas de l'outillage
- Projets sans exigences claires ou CTQ
- Acheteurs de prototypes uniques sans plan de production
Le filtrage des projets à prix unique protège la livraison, la qualité et l'orientation de l'ingénierie pour les programmes sérieux.
FAQ - Moulage par injection d'ABS (Topworks)
De quoi avez-vous besoin pour établir un devis précis pour le moulage par injection d'ABS ?
Comment contrôler les marques d'enfoncement et le gauchissement dans l'ABS ?
Pouvez-vous réduire le coût total, et pas seulement le coût de l'outillage ?
Offrez-vous un service complet, de l'outillage à l'expédition ?
Ressources utiles
Utilisez ces liens pour évaluer les coûts, les processus, les défauts et les risques liés à l'approvisionnement.
Prêt à lancer votre projet d'APA ?
Envoyez la CAO et les exigences à Topworks pour un examen DFM prêt à l'emploi et un plan de moulage en ABS axé sur la production.

FAQ sur le moulage par injection d'ABS
Les 10 questions essentielles sur le moulage par injection de plastique ABS
Le moulage par injection d'ABS est un processus de fabrication qui utilise des machines de moulage par injection pour produire des pièces à partir de résine plastique acrylonitrile-butadiène-styrène (ABS). Le procédé consiste à chauffer des granulés d'ABS à 200-250°C jusqu'à ce qu'ils soient fondus, puis à injecter le matériau sous haute pression (10 000-20 000 psi) dans une cavité de moule de précision où il refroidit et se solidifie pour prendre la forme souhaitée.
L'ABS est l'un des thermoplastiques les plus populaires pour le moulage par injection en raison de son excellent équilibre entre la solidité, la résistance aux chocs, la qualité de la finition de surface et la rentabilité. Il est largement utilisé dans les composants automobiles, l'électronique grand public, les jouets, les appareils électroménagers et les pièces industrielles.
Résistance à l'impact : Excellente ténacité même à basse température (-20°C à -40°C), ce qui en fait un matériau idéal pour les produits durables.
Résistance mécanique : Résistance à la traction de 40-50 MPa avec une bonne rigidité et stabilité dimensionnelle
Qualité de la surface : Finition de surface supérieure avec un potentiel de brillance élevé, facile à peindre, à plaquer ou à imprimer.
Résistance à la chaleur : Plage de température de service de -20°C à 80°C, avec une température de déviation de la chaleur d'environ 95-105°C
Résistance chimique : Bonne résistance aux acides, aux alcalis et à la plupart des produits chimiques, mais vulnérable à l'acétone et aux solvants puissants.
Possibilité de traitement : Excellentes caractéristiques d'écoulement et faible taux de rétrécissement (0,4-0,7%), permettant des tolérances précises.
Automobile : Composants du tableau de bord, garnitures intérieures, panneaux de porte, boîtiers de rétroviseurs, enjoliveurs, grilles
Électronique : Claviers d'ordinateurs, boîtiers de moniteurs, boîtiers d'imprimantes, boîtiers de téléphones, boîtiers d'outils électriques
Biens de consommation : Jouets (briques LEGO), articles de sport, bagages, appareils de cuisine, pièces d'aspirateur
Dispositifs médicaux : Boîtiers d'équipements médicaux non implantables, boîtiers d'appareils de diagnostic
Industriel : Équipements de protection, boîtiers électriques, raccords de tuyauterie, casques de sécurité
Séchage : Essentiel - sécher l'ABS à 80-90°C pendant 2-4 heures (le taux d'humidité doit être inférieur à 0,1%).
Température du canon : Zone arrière 180-200°C, zone centrale 200-220°C, zone avant 220-240°C, buse 220-250°C
Température du moule : 50-80°C (des températures plus élevées améliorent l'état de surface mais augmentent la durée du cycle)
Pression d'injection : 80-140 MPa (10 000-20 000 psi) selon la complexité de la pièce
Vitesse d'injection : Une vitesse moyenne à élevée permet d'obtenir les meilleurs résultats, en évitant les vitesses très lentes qui provoquent des marques d'écoulement.
Temps de refroidissement : Typiquement 20-90 secondes en fonction de l'épaisseur de la paroi (calculer environ 1 seconde par 1 mm d'épaisseur de paroi).
Coût des matériaux : La résine ABS coûte $1,50-$3,50 par kg en fonction de la qualité et de la quantité.
Coût de l'outillage/du moule :
- Moule simple à cavité unique : $3,000-$8,000
- Complexité moyenne (2-4 cavités) : $12,000-$25,000
- Cavité multiple à grand volume : $35,000-$80,000+.
Coût par pièce : Pour la production en volume (plus de 10 000 pièces) : $0.50-$5.00 par pièce en fonction de la taille et de la complexité.
Frais de mise en place : Configuration typique/exploitation expérimentale : $500-$2,000
Les coûts globaux diminuent considérablement avec le volume - les pièces peuvent coûter $10-$20 chacune pour les faibles volumes (100-500), mais tombent à moins de $1 pour les volumes élevés (100 000+).
Marques d'écoulement/lignes de soudure : Augmentation de la température du moule à 70-80°C, augmentation de la vitesse d'injection, optimisation de l'emplacement de la porte.
Marques d'évier : Réduire les variations d'épaisseur des parois, augmenter la pression et le temps de maintien, assurer un refroidissement adéquat.
Déformation : Réduire la différence de température du moule entre le noyau et la cavité, assurer une épaisseur de paroi uniforme, optimiser les canaux de refroidissement.
Marques de brûlure : Réduction de la vitesse d'injection, abaissement de la température du fût, amélioration de la ventilation, réduction de la force de serrage
Traits d'argent/jeu : Sécher complètement le matériau (cause la plus fréquente), réduire la température du tonneau, vérifier l'absence de contamination.
Petits coups de feu : Augmenter la pression et la vitesse d'injection, augmenter la température de la matière fondue, améliorer la ventilation, vérifier la présence de portes froides.
Oui, l'ABS est hautement recyclable et couramment retraité dans les opérations de moulage par injection :
Regrind Usage : Les déchets postindustriels d'ABS (carottes, coulisses, pièces rejetées) peuvent être broyés et réutilisés à un mélange 10-25% avec des matériaux vierges sans perte significative de propriétés.
Considérations relatives à la qualité : Chaque cycle de retraitement dégrade légèrement les propriétés mécaniques en raison de la rupture de la chaîne de polymères. Limiter le retraitement à 3-5 cycles pour les applications critiques.
Meilleures pratiques : Garder le rebroyé propre et sec, éviter de mélanger différentes qualités ou couleurs d'ABS, tester les propriétés mécaniques lors de l'utilisation d'un rebroyé >15%.
Recyclage post-consommation : L'ABS provenant de pièces électroniques et automobiles peut être recyclé, bien que le tri et le nettoyage soient essentiels à la qualité.
L'utilisation d'ABS recyclé permet de réduire les coûts de 20-40% et de soutenir les objectifs de développement durable tout en maintenant une qualité de pièce acceptable pour de nombreuses applications.
Épaisseur de la paroi : Maintenir une épaisseur uniforme de 1,2 à 3,5 mm ; éviter les variations >25% pour éviter les marques d'enfoncement et les déformations.
Angles d'ébauche : Minimum 0,5-1° par côté pour une éjection en douceur ; les surfaces texturées nécessitent un tirage supplémentaire de 1-3°.
Côtes et patrons : L'épaisseur des nervures doit être de 50-60% de l'épaisseur de la paroi, l'épaisseur de la paroi du bossage doit être de 50% de la paroi nominale.
Rayons d'angle : Utiliser un rayon minimal de 0,5 mm pour les angles intérieurs et de 1,5 mm pour les angles extérieurs afin de réduire la concentration des contraintes.
Sous-coupes : Minimiser ou éviter ; si nécessaire, concevoir des noyaux à action latérale ou des noyaux pliables.
Emplacement de la porte : Placer les portillons dans des zones non visibles ; utiliser plusieurs portillons pour les grandes pièces afin de réduire le temps de remplissage et la pression.
Tolérances : L'ABS peut atteindre ±0,1-0,2 mm pour des dimensions inférieures à 50 mm avec une conception de moule appropriée.
ABS vs. Polypropylène (PP) : L'ABS offre une meilleure rigidité, une meilleure finition de surface et une meilleure stabilité dimensionnelle ; le PP est plus souple, plus résistant aux produits chimiques et moins cher.
ABS vs. Polycarbonate (PC) : Le PC présente une plus grande résistance aux chocs et à la chaleur (jusqu'à 120°C) ; l'ABS est plus facile à traiter, moins cher et présente une meilleure finition de surface.
ABS vs. Nylon (PA) : Le nylon offre une résistance mécanique et une résistance à l'usure supérieures ; l'ABS offre une meilleure stabilité dimensionnelle et une meilleure qualité de surface à moindre coût.
ABS vs. HIPS : L'ABS présente une résistance aux chocs et des propriétés mécaniques nettement supérieures ; le HIPS est moins cher et plus facile à thermoformer.
ABS vs. mélange PC/ABS : Le PC/ABS combine les avantages des deux, offrant une meilleure résistance à la chaleur et aux chocs que l'ABS pur à un coût 20-30% plus élevé.
ISO 9001 : Système général de gestion de la qualité pour les processus de fabrication et la cohérence
ISO 2580 : Norme spécifique pour les matériaux de moulage en ABS, définissant les propriétés et les méthodes d'essai
ASTM D4673 : Classification standard des matériaux ABS en fonction de leurs propriétés physiques et mécaniques
UL 94 : Essais d'inflammabilité pour les pièces en ABS dans les applications électriques et électroniques
RoHS/REACH : Conformité aux substances réglementées, en particulier pour les applications électroniques et automobiles
Approbation de la FDA : Nécessaire pour les applications en contact avec les aliments utilisant des grades ABS conformes à la FDA
Normes automobiles : IATF 16949 pour les fournisseurs de composants automobiles, plus les exigences spécifiques des OEM
Le contrôle de la qualité doit comprendre l'inspection dimensionnelle, l'inspection visuelle, les essais mécaniques (traction, impact) et les essais environnementaux (UV, cycles thermiques) en fonction des exigences de l'application.
