






Qué es un molde de plástico
Un molde de plástico es una herramienta de precisión que da forma de plástico fundido a piezas acabadas mediante procesos como la inyección, el soplado, la compresión, la transferencia y el moldeo rotacional. En su núcleo se encuentran los cavidad (el negativo de la forma externa) y el núcleo (que forma las características internas). El plástico líquido se inyecta, enfría, solidifica y expulsa en un ciclo repetible. Los aceros para moldes estándar incluyen Inoxidables P20, H13 y S136, mientras que los prototipos suelen fabricarse mediante mecanizado CNC, impresión 3D o fundición en vacío.
📌 Novedades en 2026: Se han actualizado las horquillas de costes en función de los precios actuales del acero, se han añadido las secciones de refrigeración conforme y sensor de molde IoT, y se han revisado las estimaciones de plazos de entrega en función de los datos del sector para 2025-2026.
Índice
Estructura del molde de inyección
Guía interactiva de ingeniería - Haga clic en los marcadores para explorar los componentes
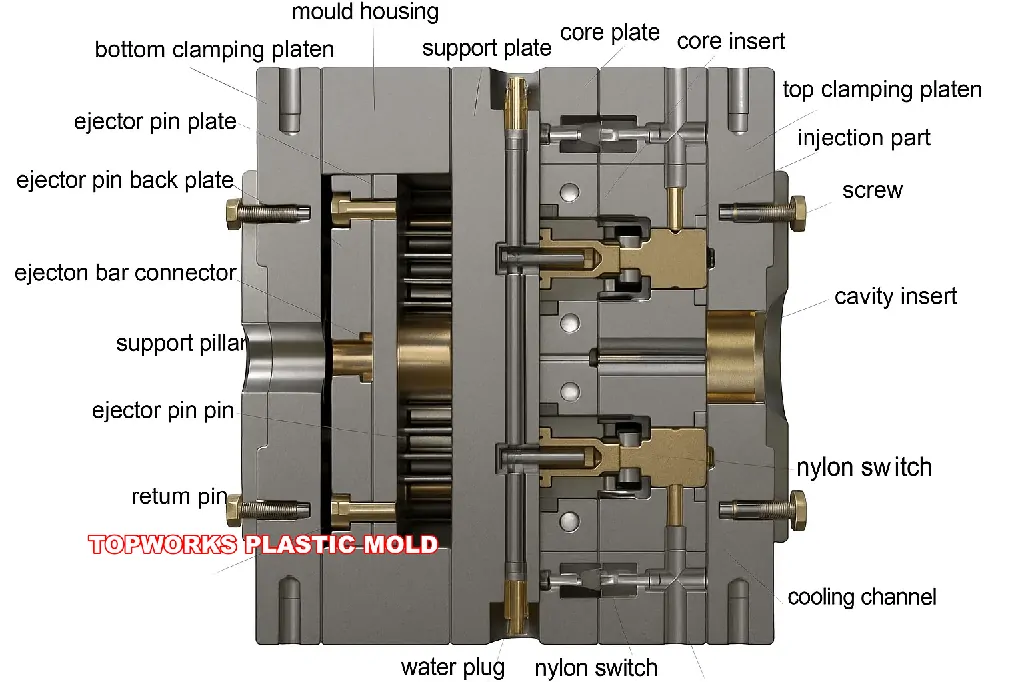
Seleccione un componente del diagrama o de la lista para ver los detalles técnicos.
| Componente | Función principal | Notas clave |
|---|---|---|
| Cavidad | Define la geometría exterior y las superficies cosméticas. | Controla el grado de apariencia, el acabado superficial y la textura. |
| Núcleo | Forma la geometría interna (resaltes, nervaduras, orificios). | Crítico para las características estructurales y la estabilidad dimensional. |
| Sistema de refrigeración | Gestiona el tiempo de ciclo y la estabilidad dimensional. | Los conductos de agua, los deflectores o los canales conformados optimizan la evacuación del calor. |
| Sistema de eyección | Libera con seguridad la pieza del molde sin dañarla. | Pasadores eyectores, manguitos, elevadores y válvulas de aire; la sincronización y la colocación son importantes. |
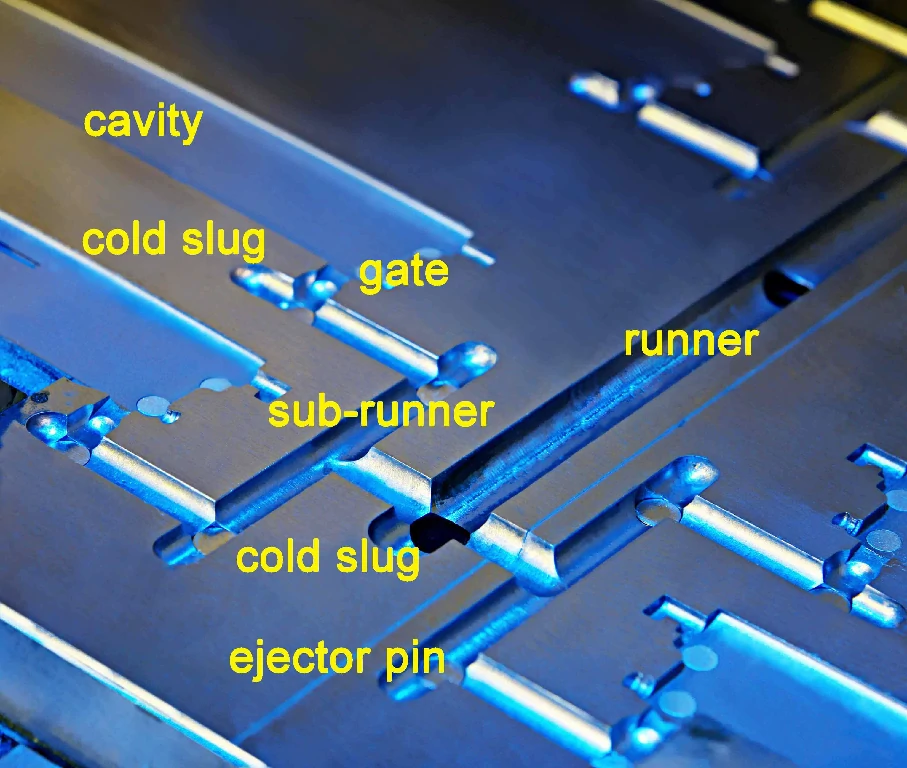
| Sistema de corredores | Reparte la masa fundida uniformemente en cada cavidad (canal caliente o frío). | Incluye bebedero, correderas y compuertas; equilibra el flujo para evitar defectos. Configuración de 2 o 3 placas. |
Aprender los fundamentos de los moldes de plástico
Antes de seleccionar una herramienta, conviene alinearse sobre las definiciones y la estructura. A continuación se ofrece un breve resumen de cómo se construye un molde y cómo funciona el ciclo de moldeo.
Definición y componentes principales
Un molde de plástico se construye en torno a dos secciones principales de conformado: el lado de la cavidad, que da forma a la superficie exterior de la pieza, y el lado del núcleo, que forma características internas como nervaduras, resaltes, orificios y socavaduras. Alrededor de estas zonas de formación, el molde también incluye el sistema de canales y compuertas, los canales de refrigeración, el sistema eyector, los componentes de guía y las placas de soporte. Juntos, estos componentes controlan la forma en que el plástico fundido fluye, se enfría, se contrae y, finalmente, se libera del molde.
En el ciclo de moldeo por inyección, el plástico se funde e inyecta en la cavidad del molde a alta presión de la prensa, y se endurece durante el enfriamiento. Una vez enfriado, el molde se abre y la pieza se expulsa, y el ciclo se repite. La calidad de la pieza depende del material plástico, el acero del molde, la geometría, la inyección, la disposición de la refrigeración y el método de expulsión.
Lectura relacionada: Nuestros servicios de fabricación de moldes
¿Cuáles son los principales tipos de moldes de plástico?
Existen seis tipos principales de moldes de plástico, cada uno de ellos adecuado para diferentes formas de piezas, volúmenes y presupuestos. Moldeo por inyección es la más versátil para piezas complejas de gran volumen. Moldeo por soplado crea recipientes huecos. Moldeo por compresión funciona mejor para piezas termoestables planas de gran tamaño. Extrusión produce perfiles continuos como tubos. Moldeo rotacional fabrica artículos huecos de gran tamaño. Termoformado da forma a planchas calentadas sobre un molde para envases y paneles.
| Tipo | Lo mejor para | Productos típicos |
|---|---|---|
| Molde de inyección | Piezas complejas de gran volumen | Piezas de automóvil, electrónica, dispositivos médicos |
| Molde de soplado | Contenedores huecos | Botellas, depósitos de combustible, bidones |
| Molde de compresión | Grandes piezas planas/curvas termoendurecidas | Cuadros eléctricos, paneles de carrocería |
| Molde de extrusión | Perfiles transversales continuos | Tuberías, tubos, marcos de ventanas |
| Molde rotacional | Piezas huecas grandes | Tanques, kayaks, juegos infantiles |
| Termoformado | Piezas poco profundas de chapas calentadas | Bandejas para alimentos, envases, tableros |
¿Cómo funciona el moldeo de plásticos?
A continuación se muestra el flujo de trabajo completo, utilizando el moldeo por inyección como ejemplo de anclaje. La misma lógica se aplica ampliamente a otros métodos de moldeo.
Paso 1: Fase de diseño (Plazo: ~1 semana)
- Diseño CAD: 3D/2D de piezas y moldes, GD&T, calado y tolerancias.
- Análisis DFM: Grosor de las paredes, nervaduras, radios: para reducir el alabeo y las marcas de hundimiento.
- Análisis Moldflow: Equilibrio de llenado, líneas de soldadura, trampas de aire, refrigeración y predicción de desviación.
Paso 2: Fabricación del molde (Plazo: 2-6 semanas)
- Selección de material: P20, H13, S136 o aluminio, en función de la vida útil, la resina y el riesgo de corrosión.
- Mecanizado CNC: Pasadas de desbaste y acabado para precisión geométrica; electrodos preparados para electroerosión.
- Mecanizado por electroerosión: Bolsillos profundos, esquinas afiladas, detalles complejos.
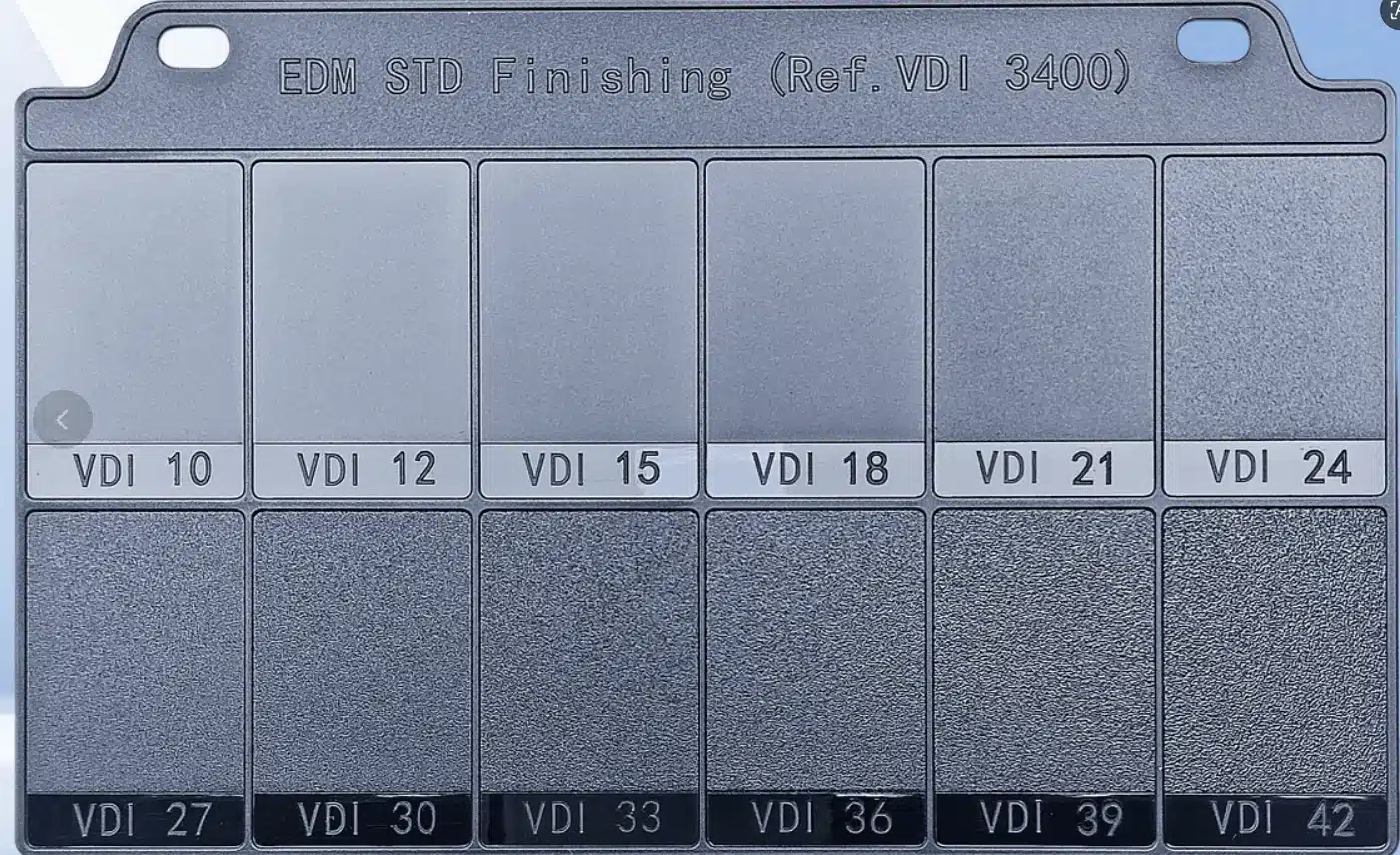
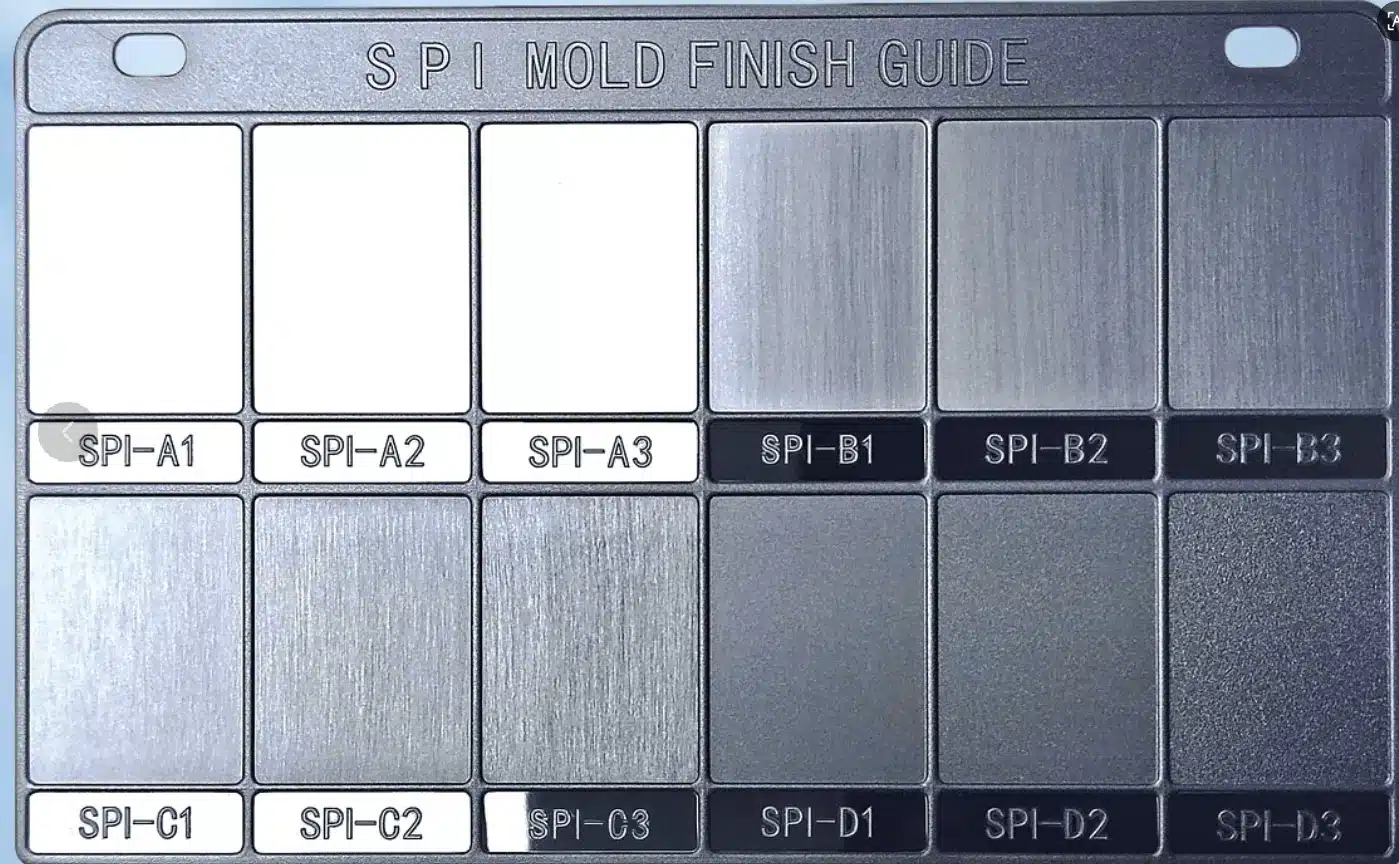
- Pulido y texturizado: Pulido óptico (SPI A1/A2) o texturas (VDI/MT).
- Montaje: Guías, eyectores, líneas de agua, canal caliente (si procede).
Paso 3: Pruebas y validación (Plazo: 1-2 semanas)
- Ensayos T0/T1: Establecer la ventana de proceso; evaluar las dimensiones y la cosmética.
- Inspección: MMC, medición óptica; definir una muestra dorada.
- Optimización: Ajustes de compuerta, ventilación, equilibrio de refrigeración, ajustes de seguridad del acero.
Paso 4: Producción en serie
- Carreras estables: Temperaturas, presiones y tiempos repetibles.
- Control de calidad: FAI, SPC en proceso y controles finales.
- Mantenimiento: Limpieza, lubricación, descalcificación de la línea de flotación y gestión de piezas de repuesto.
Materiales utilizados en los moldes de plástico
La selección de la combinación adecuada de acero y resina para moldes influye en la vida útil, el tiempo de ciclo y el precio de las piezas, especialmente en el caso de materiales con carga de vidrio o corrosivos.
Materiales comunes para moldes
| Material | Propiedades | Aplicaciones | Coste |
|---|---|---|---|
| Acero P20 | Preendurecido, versátil, económico | Moldes de volumen medio | $ |
| Acero H13 | Gran dureza, resistente al desgaste y al calor | Resinas de alto volumen rellenas de vidrio | $$ |
| S136 Inoxidable | Resistente a la corrosión, alto pulido | Piezas médicas, alimentarias y transparentes | $$$ |
| Aluminio | Alta conductividad, mecanizado rápido | Prototipos, tiradas cortas | $ |
Materiales plásticos para moldeo
- ABS: Resistente y estable; excelente para carcasas cosméticas.
- Polipropileno (PP): Ligeros y resistentes a los productos químicos; envases y aparatos.
- Polietileno (PE): Resistente; común en botellas y envases moldeados por soplado.
- Policarbonato (PC): Transparente y resistente; piezas ópticas y de protección.
- Nylon (PA): Resistente al desgaste y al calor; engranajes y componentes estructurales.
¿Por qué son tan caros los moldes de plástico?
Los moldes de plástico requieren acero de alta calidad, mecanizado CNC/EDM de precisión (tolerancias de ±0,02-0,05 mm), diseño de ingeniería especializado y horas de pulido y montaje. Sólo el mecanizado CNC representa entre el 25 y el 40% del coste total. Los elementos complejos, como correderas, elevadores y canales calientes, aumentan considerablemente el tiempo de ingeniería y mecanizado.
Factores que afectan al coste del moho
Complejidad de las piezas - Básico: $2.000-$5.000 - Intermedio: $5.000-$20.000 - Avanzado: $20.000-$100.000+ (por ejemplo, brillo espejo, elevadores/deslizadores, microcaracterísticas).
Tamaño del molde - Pequeñas (1.000 mm). Las herramientas más grandes requieren más acero, mecanizado y complejidad de refrigeración.
Requisitos de volumen - Prototipo: 200-1.000 disparos - Baja producción: 1.000-10.000 - Alta producción: 10.000-100.000+ (canales calientes y automatización típicos).
Selección de materiales - Calidad del acero para herramientas; tratamientos superficiales (nitruración, PVD, cromo duro); necesidades especiales (pulido óptico SPI, Texturas VDI/MT, control de la corrosión).
Número de cavidad - Cavidad única - Multicavidad (2-64) - Molde familiar. Las cavidades múltiples requieren un equilibrio preciso de flujo y contracción.
Requisitos de tolerancia - Estándar ±0,1 mm - Precisión ±0,02 mm - Ultraprecisión ±0,01 mm (requiere control del entorno).
| Categoría de costes | Porcentaje del total |
|---|---|
| Diseño e ingeniería (CAD, DFM, Moldflow) | 15–30% |
| Acero / Materia prima | 15–30% |
| Mecanizado CNC y electroerosión | 25–40% |
| Pulido, texturizado y montaje | 10–20% |
| Tipo de molde | Gama de precios (USD) |
|---|---|
| Prototipo sencillo (aluminio, cavidad única) | $2.000 - $5.000 |
| Producción estándar (P20, 1-2 diapositivas) | $5.000 - $15.000 |
| Complejidad media (2-4 cavidades, canal caliente) | $15.000 - $50.000 |
| Alta complejidad (multicavidad, canal caliente completo) | $50.000 - $150.000 |
| Ultraprecisión (16-64 cavidades) | $150.000 - $500.000+ |
Consejos para ahorrar
- Optimice el diseño de piezas desde el principio con DFM para eliminar deslizamientos, puntos calientes y marcas de hundimiento.
- Ajuste el número de cavidades y el tonelaje de la máquina a la demanda real, no a la demanda teórica máxima.
- Utilice componentes estándar e insertos modulares siempre que sea posible.
- Haga pedidos en lotes más grandes para amortizar el coste de utillaje en más piezas.
- Asóciese con fabricantes experimentados para reducir las iteraciones de prueba de moldes.
[coste_del_molde]
¿Cuánto dura un molde de plástico?
La vida útil de los moldes se mide en ciclos de inyección. Los moldes de acero templado (H13, S136) duran De 500.000 a 1.000.000+ ciclos. Mangos de acero preendurecido (P20) 200.000-500.000 ciclos. Los moldes de aluminio se adaptan a la creación de prototipos en 10.000-100.000 ciclos. Las resinas abrasivas, como el nailon relleno de vidrio, desgastan los moldes 3-5 veces más rápido. Un mantenimiento regular -limpieza, lubricación e inspección cada 50.000 ciclos- puede prolongar la vida útil del molde en 30-50%.
| Material del molde | Vida útil prevista | Mejor aplicación |
|---|---|---|
| Acero endurecido (H13 / S136) | 500.000 - 1.000.000+ ciclos | Producción de gran volumen |
| Acero preendurecido (P20 / 2738) | 200.000 - 500.000 ciclos | Producción de volumen medio |
| Aluminio (7075 / 6061) | 10.000 - 100.000 ciclos | Prototipos y bajo volumen |
| Metal blando / Epoxi | 500 - 5.000 ciclos | Sólo prototipos |
Control de calidad en moldes de plástico
La calidad se consigue mediante mediciones precisas, documentación y el cumplimiento de las normas del sector.
Métodos de inspección
- MMC (máquina de medición por coordenadas)
- Medición óptica y perfilometría
- Pruebas de acabado superficial (Ra, brillo)
- Inspección del primer artículo (FAI), PPAP para automoción
Normas del sector
- Normas dimensionales y de tolerancia ANSI/ASME, DIN, JIS
- Prácticas PPAP y APQP para automoción
- Historial de dispositivos para aplicaciones médicas
Retos comunes y soluciones
La mayoría de los problemas de moldeo pueden evitarse con un diseño proactivo y un ajuste del proceso. A continuación se indican los problemas más frecuentes y su solución.
1. Select the defect you need to troubleshoot

Tendencias tecnológicas de los moldes de plástico en el futuro
Las nuevas capacidades se traducen directamente en ciclos más cortos, mejor calidad y lanzamientos más rápidos.
- Integración de la impresión 3D - La fabricación aditiva permite insertos rápidos y canales de refrigeración conformados que siguen la geometría de la pieza, lo que proporciona una refrigeración más rápida y uniforme y una reducción significativa del tiempo de ciclo.
- Moldes inteligentes (sensores IoT) - Los sensores de temperatura y presión integrados permiten un control del proceso basado en datos, menos defectos, configuraciones más rápidas y ventanas de proceso en tiempo real.
- Materiales sostenibles - Las resinas reciclables y de origen biológico, combinadas con núcleos modulares e insertos reemplazables, prolongan la vida útil de las herramientas y reducen los residuos.
- Optimización del diseño basada en IA - El ajuste de parámetros asistido por IA, la predicción de defectos y el diseño automatizado de compuertas/refrigeración reducen las iteraciones de prueba y acortan el tiempo de comercialización.
Preguntas frecuentes
Diez preguntas esenciales sobre moldes de plástico, contestadas.
1. ¿Qué es un molde de plástico?
Un molde de plástico es una herramienta de precisión utilizada en el moldeo por inyección para fabricar piezas de plástico a partir de una máquina de moldeo por inyección. Tiene dos secciones principales: la cavidad (que forma el exterior) y el núcleo (que forma el interior). Cuando se inyecta plástico fundido a alta presión, éste llena el espacio entre estos componentes, se enfría, se solidifica y sale del molde como pieza acabada.
Los moldes suelen fabricarse en acero endurecido o aluminio y van desde herramientas sencillas de una sola cavidad hasta sistemas muy complejos de varias cavidades que producen más de 10 piezas por ciclo.
2. ¿Cómo funciona el moldeo por inyección de plásticos?
El proceso de moldeo por inyección sigue cuatro pasos clave:
- Sujeción: El molde se cierra y se mantiene unido por la máquina de moldeo por inyección.
- Inyección: La alta presión empuja el plástico fundido a la cavidad del molde a través del canal y la compuerta.
- Refrigeración: El plástico calentado se enfría y solidifica dentro del molde.
- Expulsión: El molde se abre y se expulsa la pieza acabada.
Este ciclo suele durar entre 15 segundos y 2 minutos, en función del tamaño y la complejidad de la pieza.
3. ¿Qué materiales se utilizan para fabricar moldes de plástico?
- Acero P20: Acero preendurecido ideal para producción de volumen medio (200.000-500.000 ciclos). Buen equilibrio entre coste y durabilidad.
- Acero H13: Acero para herramientas para producción de gran volumen (500.000-1.000.000+ ciclos). Excelente resistencia al desgaste y puede someterse a tratamiento térmico.
- Acero S136: Acero inoxidable con buena resistencia a la corrosión para piezas médicas, componentes transparentes o resinas corrosivas.
- Aluminio (7075, 6061): Se utiliza para moldes prototipo o producción de bajo volumen. Rápidos de mecanizar y de menor coste, pero con una vida útil más corta.
4. ¿Cuánto tiempo se tarda en hacer un molde de plástico?
El plazo habitual es de 6 a 10 semanas:
- Semanas 1-2: Fase de diseño: modelado CAD, análisis DFM, simulación de flujo de moldeo.
- Semanas 3-8: Mecanizado CNC, electroerosión, pulido y montaje.
- Semanas 9-10: Ensayos, pruebas y optimización de moldes.
Los moldes complejos con correderas de acción múltiple, elevadores o sistemas de canal caliente pueden requerir de 6 a 12 semanas. La ingeniería paralela (prepedido de componentes estándar) puede reducir el plazo de entrega en 10-20%.
5. ¿Cuánto cuesta un molde de plástico?
Los costes del moho varían considerablemente en función de la complejidad:
- Moldes simples de una sola cavidad: $2.000 - $10.000
- Complejidad media (2-4 cavidades): $10.000 - $30.000
- Moldes multicavidad complejos: $30,000 - $100,000+
- Moldes de alta precisión o familiares: $100.000 - $300.000+
Entre los factores que influyen en los costes se incluyen el número de cavidades, el tamaño y la complejidad de la pieza, la tolerancia, el acabado superficial, el material del molde, la colada caliente frente a la fría y los requisitos de volumen de producción.
6. ¿Cuál es la vida útil de un molde de plástico?
La vida útil del molde oscila entre 50.000 y 1.000.000+ ciclos, según:
- Material del molde: Aluminio (50.000-100.000), acero P20 (200.000-500.000), acero H13 (500.000-1.000.000+).
- Tipo de resina: Los materiales abrasivos, como el nailon relleno de vidrio, desgastan los moldes más rápidamente que los plásticos estándar.
- Mantenimiento: La limpieza periódica, la lubricación y los cuidados preventivos prolongan considerablemente la vida útil.
- Condiciones de funcionamiento: Un control adecuado de la temperatura, la presión de inyección y la gestión de la refrigeración reducen el desgaste.
7. ¿Qué tipos de moldes de plástico existen?
- Moldes de cavidad única: Produce una pieza por ciclo. Lo mejor para piezas grandes o producción de bajo volumen.
- Moldes multicavidad: Produzca varias piezas idénticas por ciclo. Ideal para producción de gran volumen y menor coste por pieza.
- Moldes familiares: Producir diferentes piezas en un solo ciclo. Útil cuando se necesitan varios componentes juntos.
- Moldes de canal caliente: Los canales calefactados mantienen el plástico fundido, eliminando los residuos de los canales y reduciendo el tiempo de ciclo.
- Moldes de canal frío: Canales no calentados donde el plástico se solidifica y debe retirarse. Menor coste inicial, mayor desperdicio de material.
8. ¿Qué plásticos pueden utilizarse en el moldeo por inyección?
- ABS: Fuerte, resistente a los impactos, buen acabado superficial. Utilizado en automoción, electrónica, juguetes.
- Polipropileno (PP): Resistente a productos químicos, flexible, de bajo coste. Se utiliza en envases, embalajes y dispositivos médicos.
- Policarbonato (PC): Transparente, alta resistencia al impacto. Se utiliza en lentes, equipos de seguridad y electrónica.
- Nylon (PA): Alta resistencia, resistente al desgaste. Utilizado en engranajes, rodamientos, piezas mecánicas.
- Polietileno (PE): Flexible, resistente a los productos químicos. Se utiliza en botellas, películas y envases.
9. ¿Qué es el análisis del flujo de moldeo y por qué es importante?
El análisis Moldflow es una simulación por ordenador que predice cómo se llenará, empaquetará, enfriará y deformará el plástico fundido en el molde antes de cortar el acero. Identifica problemas potenciales como:
- Tiros cortos: Relleno incompleto de la cavidad.
- Líneas de soldadura: Puntos débiles donde se juntan los frentes de flujo.
- Trampas de aire: Gases atrapados que causan defectos.
- Alabeo: Distorsión de la pieza durante el enfriamiento.
Este análisis minimiza las costosas revisiones de moldes, reduce el ensayo y error, optimiza la colocación de las compuertas y la refrigeración, y acelera el tiempo de comercialización en 20-40%.
10. ¿Pueden repararse o modificarse los moldes de plástico?
Sí. Las reparaciones y modificaciones más comunes son:
- Reparación de la línea de separación: Remecanizado de superficies de separación desgastadas o dañadas.
- Soldadura y pulido de cavidades: Relleno de arañazos, abolladuras o zonas desgastadas.
- Sustitución del pasador eyector: Sustitución de componentes de expulsión desgastados o rotos.
- Añadir material: Soldadura de acero para reducir dimensiones o corregir errores.
- Retirar material: Mecanizado para aumentar el tamaño de la pieza o añadir características.
Las modificaciones menores cuestan $500-$3.000. Los cambios importantes, como añadir cavidades o rediseñar características, pueden costar $5.000-$25.000 y pueden tardar entre 2 y 6 semanas.
¿Listo para iniciar su proyecto de moho?
- ✓ Análisis DFM gratuito
- Precios competitivos
- ✓ Entrega rápida
- ✓ Calidad certificada ISO
Recursos descargables
- Guía de selección de acero para moldes de plástico (PDF EN INGLÉS)
- Hoja de cálculo de costes
- Manual de moldes de plástico (PDF EN INGLÉS)
- Manual de mantenimiento de moldes de plástico (PDF EN INGLÉS)
Más información: Guía de precios y costes de los moldes de inyección
¿Le interesa saber más sobre el coste y el precio de los moldes de inyección? Explore nuestros completos recursos a continuación, que incluyen calculadoras de costes, consejos de expertos y consejos prácticos para ayudarle a gestionar su inversión en moldes de forma inteligente.
- Calculadora inteligente de costes de moldes de inyección - Obtenga una estimación instantánea del coste de su molde con una sencilla introducción de datos.
- Cómo gestionar los costes al comprar moldes en China - Consejos prácticos para compradores internacionales.
- El precio real: Los costes ocultos del moldeo por inyección en China - Aprenda a evitar gastos inesperados.
- Dominio de los costes del moldeo por inyección: Una guía completa - Estrategias en profundidad y estudios de casos reales.
Para más información sobre el sector y herramientas útiles, visite nuestro blog.
Publicado: Jul 2018 - Última actualización: Ene 2026

