






Qu'est-ce que le moulage par injection des matières plastiques ?
Le processus de moulage par injection des matières plastiques implique l'utilisation de moules pour créer des pièces par injection de matière. L'industrie de la plasturgie utilise cette méthode pour la création de composants parce qu'elle permet d'obtenir des résultats précis et une grande efficacité, tout en offrant la possibilité de créer des formes complexes. Les fabricants des secteurs de l'automobile, des biens de consommation et des appareils médicaux préfèrent cette méthode parce qu'elle allie rentabilité et évolutivité.
Qu'est-ce que le moulage par injection ?
12 réponses d'experts couvrant les processus, les matériaux, les coûts, la durée du cycle, les défauts et la conception
Le moulage par injection est un procédé de fabrication qui permet de produire des pièces en plastique en injectant un thermoplastique fondu dans un moule de précision en acier ou en aluminium sous une pression élevée, généralement entre 1,5 et 2,5 bars. 500-2000 bar. Une fois le plastique refroidi et solidifié - généralement dans un délai de 15-60 secondes - le moule s'ouvre et des broches d'éjection poussent la pièce finie vers l'extérieur.
Il s'agit de la méthode de fabrication de plastique la plus utilisée dans le monde, capable de produire des millions de pièces identiques avec des tolérances aussi serrées que ±0,05 mm. Les industries qui dépendent fortement du moulage par injection sont l'automobile, les appareils médicaux, l'électronique grand public, l'emballage et les articles ménagers.
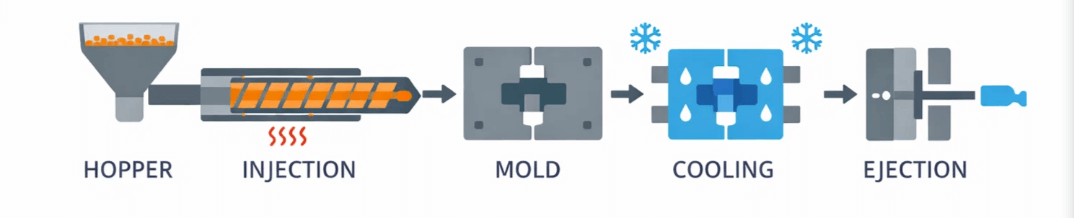
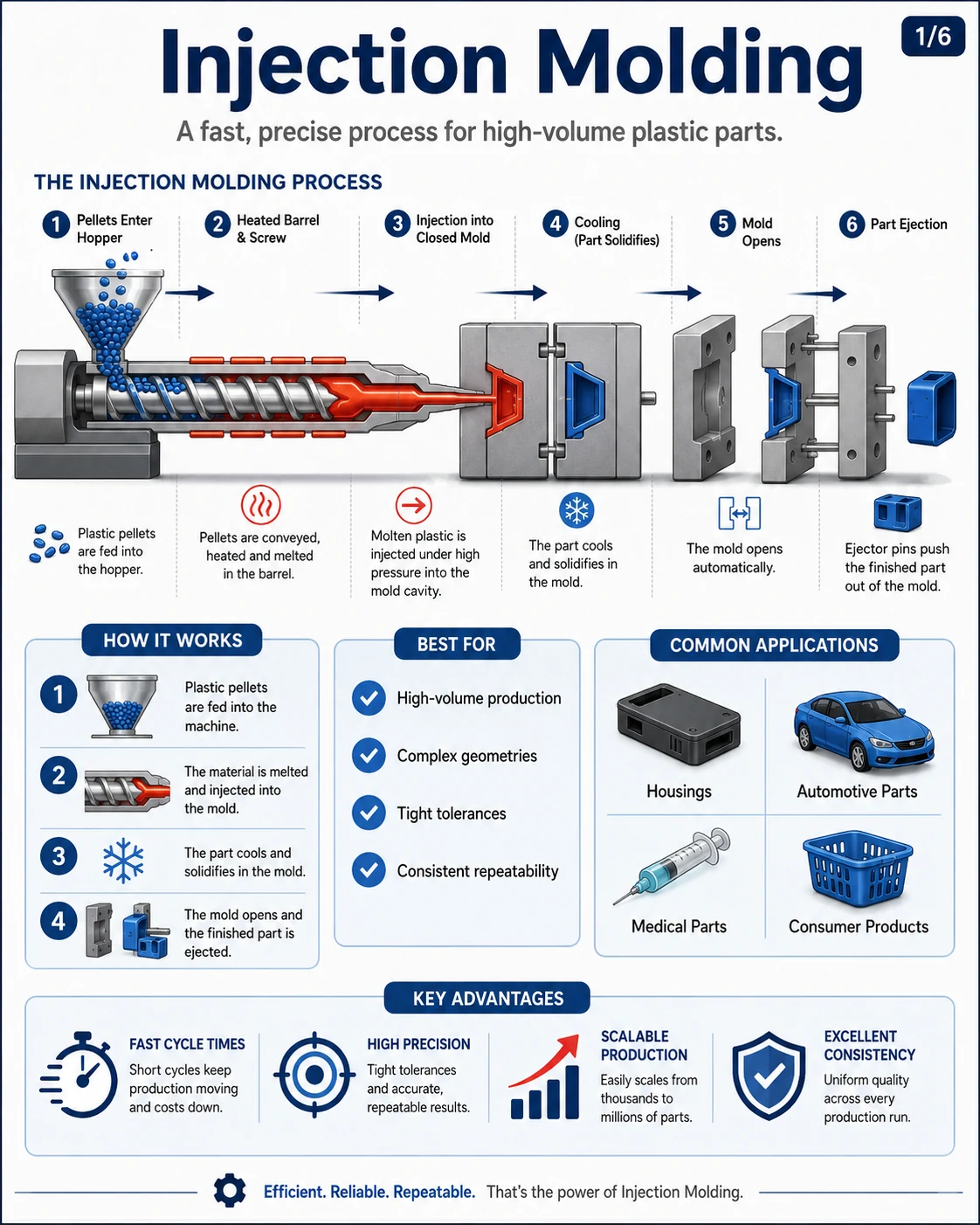
Le processus de moulage par injection consiste à six phases exécuté dans un cycle continu :
1. Serrage : Les deux moitiés du moule se ferment et l'unité de fermeture applique un tonnage (généralement de 1,5 à 5 tonnes par pouce carré de la surface projetée de la pièce) pour les maintenir scellées pendant l'injection.
2. Injection : Une vis à mouvement alternatif pousse le plastique fondu dans la cavité du moule à travers un système de glissières et de portes à des pressions de 500 à 2000 bars.
3. Emballage (maintien) : Une pression supplémentaire (40-80% de pression d'injection) compense le retrait du matériau lorsque la pièce commence à refroidir.
4. Refroidissement : Le plastique se solidifie à l'intérieur du moule. Cette phase consomme 50-70% de la durée totale du cycle et dépend de l'épaisseur de la paroi et du matériau.
5. Ouverture du moule : L'unité de fermeture se rétracte et sépare les deux moitiés du moule.
6. Expulsion : Les broches d'éjection poussent la pièce finie hors de la cavité, ce qui termine le cycle.
La durée totale du cycle est comprise entre 10 à 120 secondes en fonction de la complexité de la pièce, de l'épaisseur de la paroi et du matériau.
Le moulage par injection utilise principalement des matières thermoplastiques, qui peuvent être fondues et resolidifiées à plusieurs reprises. Les matériaux les plus courants et leurs principales propriétés :
| Matériau | Température de fusion | Propriétés principales |
|---|---|---|
| ABS | 220-260°C | Résistance aux chocs, bonne finition |
| Polypropylène (PP) | 200-280°C | Léger, résistant aux produits chimiques |
| Polycarbonate (PC) | 280-320°C | Transparent, haute résistance aux chocs |
| Nylon (PA6/PA66) | 250-290°C | Grande solidité et résistance à l'usure |
| POM (acétal) | 190-210°C | Stabilité dimensionnelle, faible frottement |
| TPE / TPU | 180-230°C | Élastomères souples au toucher |
La sélection des matériaux détermine l'épaisseur de paroi requise, les angles de dépouille, la marge de retrait (0,4%-2,5%) et la conception du refroidissement du moule.
Le moulage par injection est idéal pour les pièces qui répondent à ces critères :
- Volume de production : Généralement rentable ci-dessus 10 000 unités par modèle
- Géométries complexes : Découpe, filetage, encliquetage et charnières vivantes en une seule fois
- Tolérances serrées : Jusqu'à ±0,05 mm pour les composants de précision
- Épaisseur de la paroi : Typiquement 1-4 mm, idéalement uniforme à 2-3 mm
- Finition de surface homogène : Du poli brillant aux finitions texturées (SPI A-1 à D-3)
Les applications typiques sont les garnitures intérieures d'automobiles, les seringues médicales, les boîtiers électroniques, les bouchons de bouteilles, les engrenages et les boîtiers de produits de consommation.
Les principaux avantages du moulage par injection sont les suivants
- Temps de cycle rapides : 15 à 30 secondes pour les petites pièces, ce qui permet de produire des millions d'unités par an et par cavité
- Haute répétabilité : Moins de 0,1% de variation dimensionnelle sur des millions de pièces
- Peu de déchets matériels : Typiquement sous 5%, avec des carottes et des patins réaffûtables
- Géométries complexes : Plusieurs caractéristiques moulées en une seule fois, ce qui élimine l'assemblage
- Faible coût par pièce à l'échelle : Souvent $0.01-$1.00 par pièce en fonction de la taille et du matériau.
- Facile à automatiser : Retrait robotisé de pièces et intégration dans les lignes d'assemblage
Malgré ses atouts, le moulage par injection présente des limites notables :
- Coût élevé des moules : L'outillage varie généralement de $3 000 pour les moules simples en aluminium à $100 000+ pour les moules multi-cavités en acier trempé.
- Long délai d'exécution : La conception et la fabrication des moules prennent généralement 4-10 semaines
- Modifications coûteuses de la conception : Les modifications des moules coûtent de $500 à $10 000 en fonction de la complexité.
- Pas économique pour les faibles volumes : En dessous de 1 000 pièces, l'impression 3D ou l'usinage CNC sont souvent moins coûteux.
- Restrictions de conception : Nécessite des angles de dépouille, une épaisseur de paroi uniforme et l'absence de contre-dépouilles dans la mesure du possible.
Le moulage par injection est le meilleur choix lorsque votre projet le nécessite :
- Volumes de production moyens à élevés (généralement plus de 10 000 unités)
- Tolérances étroites et reproductibles sur de longues séries de production
- Pièces en plastique durable avec un bon état de surface et une bonne intégrité structurelle
- Évolutivité à long terme - un moule peut produire des millions de pièces sur une période de 5 à 10 ans ou plus
- Formes complexes qui nécessiterait de multiples opérations avec d'autres méthodes
Pour les prototypes ou les séries inférieures à 1 000 pièces, envisager Impression 3D ou Usinage CNC au lieu de cela. Pour les très grandes pièces creuses, moulage par rotation ou moulage par soufflage peut être plus économique.
Le coût du moulage par injection comporte deux éléments principaux : coût de l'outillage (ponctuel) et coût par pièce (récurrente).
Coût de l'outillage du moule :
- Moule prototype simple (aluminium, une seule cavité) : $1,000–$5,000
- Moule de production standard (acier P20, 1-2 cavités) : $5,000–$30,000
- Moule à grand volume (acier trempé H13, multi-empreintes) : $30,000–$100,000+
- Moule complexe avec canaux chauds, glissières, élévateurs : $50,000–$200,000+
Coût par pièce s'échelonne généralement de $0.01 à $5.00 et dépend de :
- Coût des matériaux (par exemple, PP ~$1,50/kg, PC ~$4,00/kg)
- Temps de cycle (cycle plus long = coût plus élevé)
- Poids des pièces et tonnage de la machine requis
- Taux de main-d'œuvre et frais généraux (la Chine est généralement 30-50% moins chère que les États-Unis/l'UE)
Le seuil de rentabilité de l'impression 3D se situe généralement autour de 500-1 000 unités; contre l'usinage CNC autour de 100-500 unités.
La durée totale du cycle de moulage par injection est généralement comprise entre 10 à 120 secondes, La plupart des pièces de consommation sont recyclées en 15-45 secondes.
Ventilation du temps de cycle par phase :
| Phase | % du cycle | Durée typique |
|---|---|---|
| Fermeture des moules | 3-5% | 0,5-2 secondes |
| Remplissage par injection | 5-15% | 1-5 sec |
| Emballage / maintien | 10-20% | 2-10 sec |
| Refroidissement | 50-70% | 5-60 sec |
| Ouverture du moule + éjection | 5-10% | 1-5 sec |
Formule de temps de refroidissement : t ≈ s² ÷ (π² × α), où s est l'épaisseur maximale de la paroi en mm et α est la diffusivité thermique du polymère. Règle pratique : environ 2-3 secondes de refroidissement par mm d'épaisseur de paroi pour les résines semi-cristallines. Le temps de refroidissement étant proportionnel à la carré de l'épaisseur de la paroi, une paroi de 4 mm met environ quatre fois plus de temps à refroidir qu'une paroi de 2 mm.
Le temps de cycle peut être réduit en utilisant des canaux de refroidissement conformes, des inserts en cuivre au béryllium, des parois plus minces et un contrôle optimisé de la température du moule.
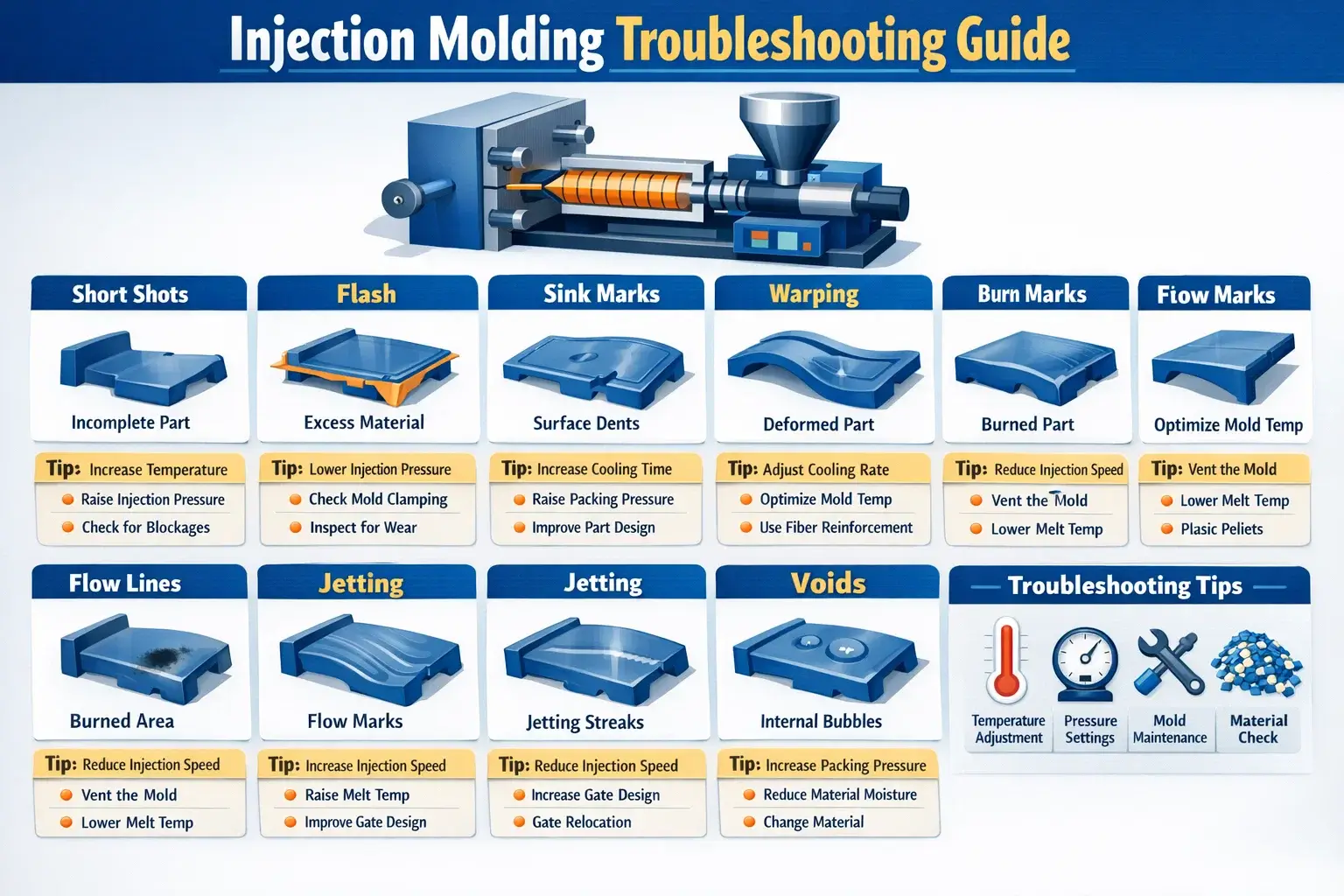
La plupart des défauts de moulage par injection se répartissent en trois catégories de gravité dont les causes profondes sont identifiables :
Défauts critiques :
- Coups courts (remplissage incomplet) - causé par une pression d'injection insuffisante, une température de fusion basse ou des vannes sous-dimensionnées
- Flash (excès de matière au niveau du plan de joint) - causé par une force de serrage insuffisante ou une pression d'injection excessive
- Marques de brûlures - l'air emprisonné se comprime et s'enflamme (effet diesel) ; résoudre le problème par une meilleure ventilation
Défauts majeurs :
- Marques d'évier (dépressions superficielles) - pression de tassement insuffisante sur les sections épaisses telles que les nervures ou les bossages
- L'arrêt de travail (refroidissement non uniforme ou flux déséquilibré
- Lignes de soudure/tricotage - liens faibles à l'endroit où deux fronts de fusion se rencontrent ; corriger en augmentant la température de fusion ou en déplaçant les portes
Défauts mineurs :
- Jetting - motif de surface en forme de serpent dû à l'écoulement trop rapide de la matière fondue à travers l'opercule
- Traces d'argent (splay) - de l'humidité dans le matériau ; réparer par un séchage adéquat
- Marques de flux - lignes ondulées dues à l'hésitation de la fusion ; corriger en augmentant la vitesse d'injection ou la température du moule
La plupart des défauts sont résolus par le moulage scientifique : découplage des phases de remplissage, d'emballage et de maintien, puis optimisation de chacune d'elles indépendamment à l'aide d'un plan d'expériences (DOE).
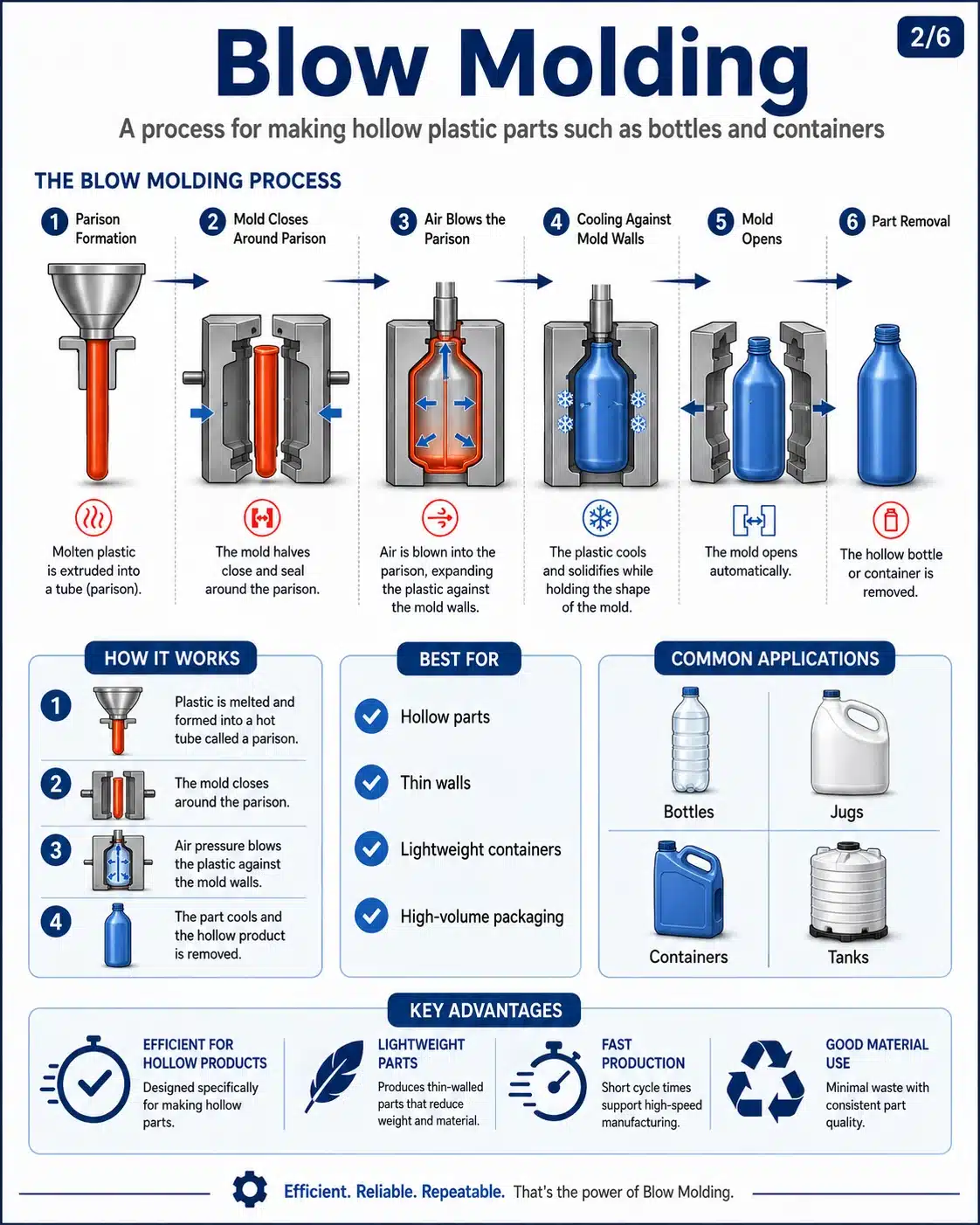
Les deux procédés utilisent du plastique fondu et des moules, mais ils créent des types de pièces fondamentalement différents :
| Fonctionnalité | Moulage par injection | Moulage par soufflage |
|---|---|---|
| Type de pièce | Pièces solides | Pièces creuses |
| Comment cela fonctionne-t-il ? | Plastique fondu injecté dans un moule fermé | Plastique chauffé et gonflé d'air à l'intérieur du moule |
| Epaisseur de la paroi | 1-4 mm, uniforme | Parois minces et variables |
| Meilleur pour | Engrenages, boîtiers, supports, connecteurs | Bouteilles, conteneurs, réservoirs, réservoirs de carburant |
| Coût de l'outillage | Plus élevé ($5K-$100K+) | Inférieur ($3K-$50K) |
| Durée du cycle | 10-120 sec | 10-30 sec |
| Tolérance | ±0,05 mm | ±0,5 mm |
Règle générale : Si votre pièce est creuse et que vous pouvez y verser un liquide (bouteille, jerrycan, réservoir de carburant), utilisez le moulage par soufflage. Si votre pièce est solide ou présente des caractéristiques fonctionnelles telles que des nervures, des bossages ou des ajustements par pression, utilisez le moulage par injection.
L'épaisseur de paroi idéale pour les pièces moulées par injection est de 2-3 mm, avec une règle stricte de uniformité dans l'ensemble de la pièce. La fourchette acceptable est la suivante 1 mm minimum à 4 mm maximum.
Épaisseur de paroi recommandée en fonction du matériau :
| Matériau | Fourchette recommandée |
|---|---|
| ABS | 1,2-3,5 mm |
| Polypropylène (PP) | 0,8-3,8 mm |
| Polycarbonate (PC) | 1,0-3,8 mm |
| Nylon (PA) | 0,8-3,0 mm |
| POM (acétal) | 0,8-3,0 mm |
Règles de conception essentielles :
- Uniformité : La variation de l'épaisseur de la paroi doit être inférieure à 25% pour éviter les déformations et les marques d'enfoncement.
- Épaisseur des côtes : 50-60% du mur auquel il se raccorde
- Hauteur des côtes : Maximum 3× l'épaisseur de la paroi
- Transitions : Utiliser des réductions graduelles - jamais de changements brusques d'épaisseur
- Rayon de l'angle intérieur : 0,5-0,75× l'épaisseur de la paroi pour réduire la concentration des contraintes
Les parois plus épaisses augmentent le temps de cycle de manière exponentielle (le temps de refroidissement est égal au carré de l'épaisseur de la paroi), c'est pourquoi des parois uniformes plus fines sont toujours préférables lorsque la résistance le permet.
Le processus de moulage par injection
Référence visuelle interactive couvrant chaque phase, composant de machine, paramètre, défaut et matériau
| Paramètres | Gamme typique | Effet |
|---|---|---|
| Zone du fût 1 (alimentation) | 160 - 220 C | Une température plus basse empêche la formation de ponts dans la gorge d'alimentation |
| Zone du tonneau 2 (compression) | 200 - 260 C | Fusion progressive des granulés |
| Baril zone 3 (dosage) | 220 - 300 C | Température de fusion homogène |
| Buse | 210 - 300 C | Prévient les limaces froides, la bave |
| Moule (liquide de refroidissement) | 20 - 120 C | Contrôle la vitesse de refroidissement, la cristallinité, l'état de surface |
| Coureur à chaud | Correspondre à la zone de la buse | Maintient le système de coulée en fusion, élimine les déchets de la coulée froide |
| Paramètres | Gamme typique | Effet |
|---|---|---|
| Pression d'injection | 500 - 2000 bar | Remplit la cavité ; plus élevé pour les parois minces |
| Pression d'emballage/de maintien | 40 - 80% d'injection | Compense le rétrécissement pendant le refroidissement |
| Contre-pression | 3 - 15 bar | Améliore l'homogénéité de la matière fondue lors de la récupération des vis |
| Force de serrage | 1,5 - 5 t/in2 surface projetée | Empêche l'ouverture du moule / le flash |
| Pression dans la cavité | 300 - 800 bar | Mesuré par un capteur ; indique la qualité du remplissage |
| Paramètres | Gamme typique | Effet |
|---|---|---|
| Vitesse d'injection | 20 - 150 mm/s | Plus rapide = meilleur remplissage pour les parois minces ; trop rapide = jetting |
| Vis RPM | 50 - 200 RPM | Contrôle le taux de plastification et la qualité de la matière fondue |
| Temps de refroidissement | 5 - 60 secondes | Partie la plus importante du cycle ; dépend de l'épaisseur de la paroi |
| Durée du cycle | 10 - 120 secondes | Total : clamp + inject + pack + cool + open + eject |
| Vitesse d'ouverture/fermeture du moule | Variable (rapide/lent) | Rapide au centre, lent au début/à la fin pour la protection |
| Paramètres | Description | Pourquoi c'est important |
|---|---|---|
| Taille du tir | Volume de matière fondue par cycle | Doit remplir la cavité + le couloir + le coussin |
| Coussin | 2 - 6 mm de fonte en amont de la vis | Assure la transmission de la pression des garnitures |
| Point de commutation V/P | Position ou pression à la transition | Les commandes passent de la phase de vitesse à la phase de pression |
| Décompression de la vis | 1 - 5 mm de recul après récupération | Empêche la bave de s'écouler de la buse |
| Course de l'éjecteur | Dépendante d'une partie | Doit dégager la pièce du noyau sans l'endommager |
- Sécher les matériaux hygroscopiques (nylon, PC, PET) avant le traitement.
- Utiliser le moulage scientifique : découpler les phases de remplissage, d'emballage et de maintien.
- Réaliser des études d'équilibre des cavités sur des moules à cavités multiples
- Contrôler l'homogénéité des coussins d'un coup à l'autre
- Documenter une fenêtre de processus avec le DOE
- Utiliser des capteurs de pression dans l'empreinte pour obtenir un retour d'information sur la qualité
- Purger soigneusement lors d'un changement de matériaux ou de couleurs
- Maintenir une température constante dans le moule grâce à l'unité de contrôle de température (TCU)
- S'appuyer uniquement sur la pression hydraulique de la machine pour le contrôle de la qualité
- Sauter le séchage du matériau - l'humidité provoque l'évasement et la dégradation
- Utiliser la vitesse d'injection maximale sans profilage
- Ne pas tenir compte de la taille du coussin - un coussin nul signifie qu'il n'y a pas d'emballage.
- Sur-emballer les pièces pour réparer les tirs courts (s'attaquer à la cause première)
- Modifier plusieurs paramètres à la fois pendant le dépannage
- Fonctionnement sans protection contre les moisissures à basse pression fermer
- Négliger l'entretien préventif des vis et des anneaux de contrôle
| Phase | % du cycle | Conducteur principal | Comment réduire |
|---|---|---|---|
| Fermeture des moules | 3-5% | Vitesse de serrage, protection des moules | Optimiser les positions lentes/rapides |
| Remplissage par injection | 5-15% | Vitesse d'injection, épaisseur de la paroi | Augmenter la vitesse (dans les limites autorisées) |
| Emballage/tenue | 10-20% | Temps de blocage de la porte | Optimisation de la taille des portes, étude du temps de maintien |
| Refroidissement | 50-70% | Épaisseur de la paroi, température du moule | Refroidissement conforme, inserts en cuivre au béryllium, réduction de l'épaisseur des parois |
| Ouverture du moule + éjection | 5-10% | Longueur de course, vitesse d'éjection | Réduire au minimum la course ouverte, utiliser des bouchons d'air |
Conseils de conception pour le moulage par injection

Il est possible de fabriquer des pièces en plastique moulées par injection simples ou extrêmement compliquées, ainsi que des millions de pièces identiques, grâce à l'évolutivité et à l'uniformité du processus. Construction d'outils et l'entretien sont coûteux et le changement d'outils est difficile.
Pièces moulées par injection : maximiser leurs avantages
- Maintenir l'uniformité des murs. Veillez à ce que vos murs aient la même épaisseur dans toute la pièce. Les parois doivent avoir une épaisseur moyenne de 2 à 3 mm. Les procédés standard de moulage par injection recommandent un minimum de 1 mm et un maximum de 4 mm.
- Arrondir les bords tranchants. Adoucir les transitions entre les murs dans la mesure du possible.
- Draft. A angle de dépouille peut entraîner des problèmes de conception dans votre pièce. L'ajout d'un angle de dépouille à vos faces est utile pour libérer la pièce de l'outil, mais il peut également causer des problèmes, en particulier avec les pièces mattes. Sur les surfaces centrales non texturées et au moins trois degrés sur les surfaces de cavité texturées, un angle de dépouille minimum d'un degré est recommandé.
- Dans la mesure du possible, restez à l'écart des surfaces sans courant d'air.. Dans le cas d'une zone sans courant d'air, vous devez vous efforcer de la limiter à une partie de la face, plutôt qu'à toute la surface.
- Restez simple. Tenter d'éviter les contre-dépouilles (formation d'une zone qui ne peut pas être façonnée simplement en ouvrant et en fermant l'outil). Lorsque la simplicité ne fonctionne pas, les releveurs et les glissières permettent de former des caractéristiques qui sont des contre-dépouilles dans la direction de traction principale. Dans ce cas, laissez au moins 2 à 3 fois la largeur de l'élément pour permettre au releveur ou à la glissière de se déplacer.
- Flux de l'épais vers le fin. Le plastique s'écoulera mieux à travers les caractéristiques s'il s'écoule des parois plus épaisses vers les parois plus minces en commençant par la porte (où le plastique s'écoule dans la pièce pour la remplir).
- Il n'est pas bon d'avoir des éviers (densités sur les surfaces causées par des sections plus épaisses de plastique qui ralentissent en refroidissant). Il est important de suivre ces lignes directrices afin de minimiser ou d'éliminer l'apparition de défauts sur les surfaces cosmétiques :
- Veillez à ce que les surfaces esthétiques importantes ne présentent pas d'ouvertures, de nervures, de bossages de vis, etc. sur la face arrière ;
- La hauteur des nervures ne doit pas dépasser trois fois l'épaisseur de la paroi ;
- L'épaisseur de la base des nervures doit être égale à 50-60% de l'épaisseur de la paroi de raccordement.
- Ancrez votre projet avec des points de référence. Pour établir l'interface et l'interaction entre les pièces, on utilise des points de référence (caractéristiques qui servent de points de référence pour les pièces). Lorsqu'une intention de conception correspond à une structure de référence, le produit peut fonctionner correctement.
- Remettre en question la conception - c'est une bonne chose. En DFM (conception pour la fabrication), le mouleur communique sa compréhension de la conception, en particulier en ce qui concerne l'emplacement des goupilles, l'emplacement des portes et les plans de joint (qui peuvent affecter la façon dont les pièces interagissent). Interroger la conception à l'aide des rapports d'inspection.
- Créer des prototypes souvent et tôt. Les techniques actuelles de prototypage, y compris l'impression 3D, peuvent réduire les coûts des matériaux en permettant de modéliser les composants et/ou la pièce entière avant de construire un outillage coûteux.
Lignes directrices pour la conception du moulage par injection
Règles essentielles pour des pièces en plastique solides et manufacturables. Toutes les valeurs font référence à l'épaisseur nominale de la paroi T, diamètre du trou D, ou la largeur du trou W.
Géométrie
Épaisseur de la paroi
Une épaisseur irrégulière provoque des déformations et des marques d'enfoncement.
Rayons d'angle
Réduit la concentration des contraintes et améliore l'écoulement du plastique.
Angles d'ébauche
Ribs
Trous
Ajouter des bossages et des nervures de raccordement pour le renforcement.
Processus
Sélection des matériaux
Le choix entraîne l'épaisseur de paroi et les angles de dépouille requis.
Ejection et séparation
Simplifie la conception des moules et réduit les opérations de post-traitement.
Les 6 différents types de moulage plastique
Le moulage des matières plastiques comprend plusieurs procédés de fabrication utilisés pour façonner les matières plastiques en produits finis. Chaque méthode de moulage est adaptée à des structures de produits, des volumes de production, des matériaux et des exigences de coût différents.
Tableau de comparaison : 6 méthodes courantes de moulage des matières plastiques
| Type de moulage plastique | Comment ça marche | Meilleur pour | Principaux avantages |
|---|---|---|---|
| Moulage par injection | Le moulage par injection force le plastique fondu dans un moule de précision, le refroidit et le durcit pour lui donner sa forme finale. | pour les pièces plastiques en grande quantité - des boîtiers et connecteurs aux composants de précision | qui offre des temps de cycle rapides, des tolérances serrées et une cohérence à toute épreuve pour chaque pièce. |
| Moulage par soufflage | Le plastique chauffé est gonflé d'air à l'intérieur d'un moule pour former une forme creuse. | Bouteilles, conteneurs, réservoirs, emballages creux | Idéal pour les pièces creuses, les produits légers, les parois minces |
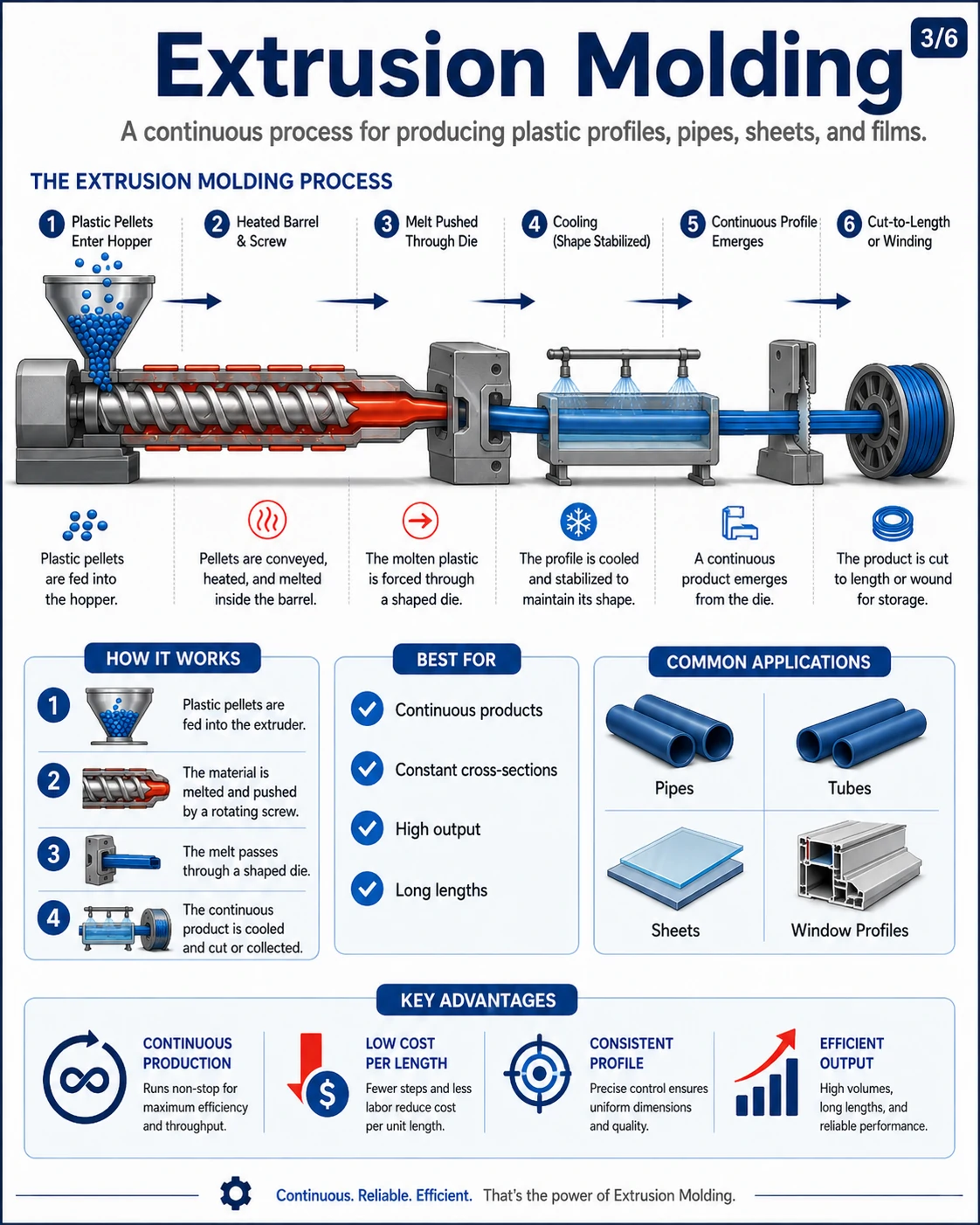
| Moulage par extrusion | Le plastique fondu est poussé à travers une matrice pour créer un profil continu. | Tuyaux, tubes, feuilles, profils, films | Production en continu, faible coût par longueur, section stable |
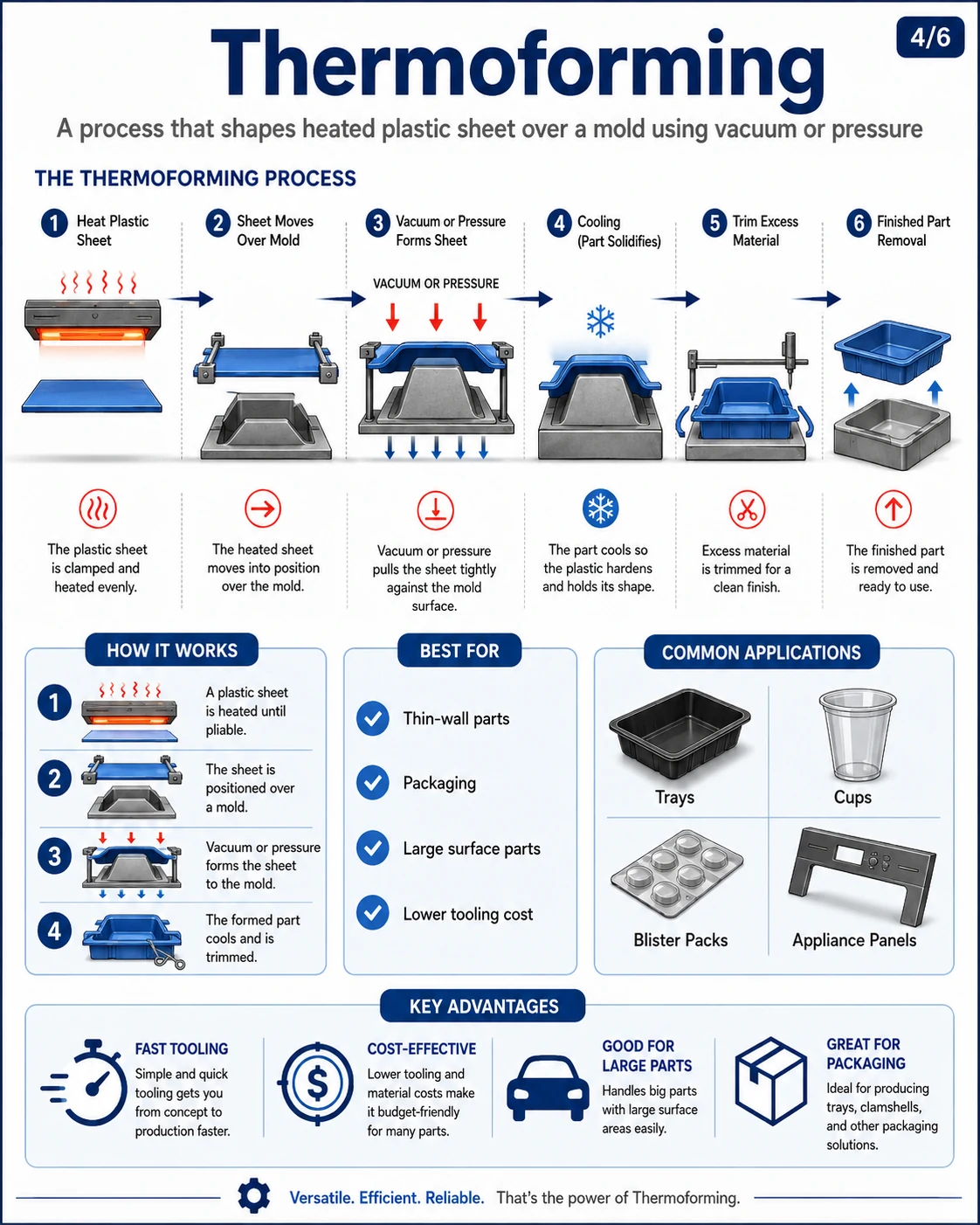
| Thermoformage | Une feuille de plastique chauffée est formée sur un moule à l'aide du vide ou de la pression. | Plateaux, coupelles, emballages, panneaux, couvercles | Faible coût d'outillage, prototypage rapide, convient aux grandes pièces minces |
| Moulage par rotation | La poudre de plastique est placée dans un moule et tournée tout en étant chauffée jusqu'à ce qu'elle recouvre l'intérieur du moule. | Grandes pièces creuses, réservoirs, bacs, équipements de terrain de jeu | Bon pour les produits creux de grande taille, faible coût d'outillage, épaisseur de paroi uniforme |
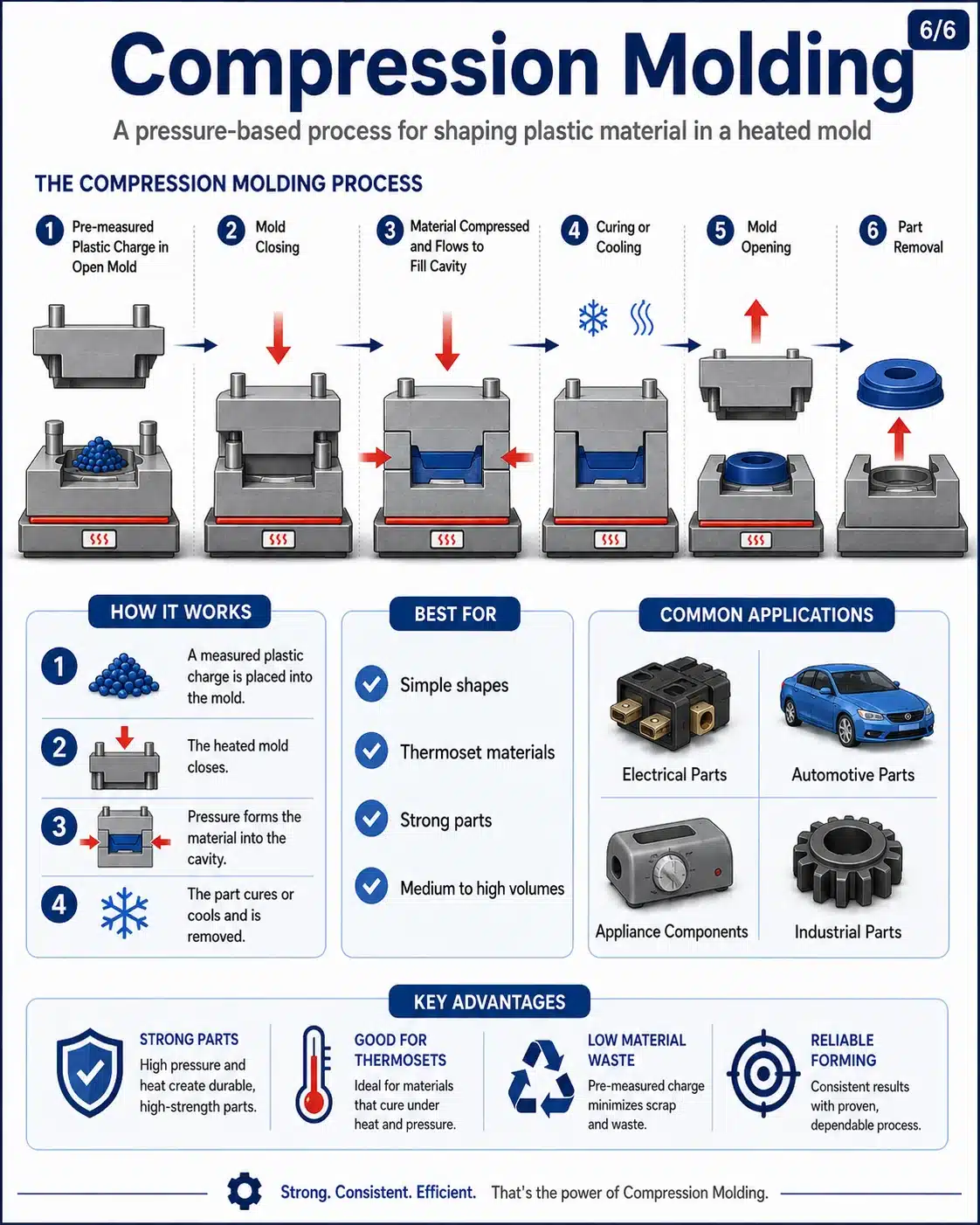
| Moulage par compression | La matière plastique chauffée est placée dans un moule et pressée sous haute pression. | Pièces en caoutchouc, pièces en thermodurcissable, composants électriques, formes simples | Pièces résistantes, adaptées aux thermodurcissables, réduction des déchets de matériaux |

Avantages et inconvénients du moulage par injection de matières plastiques
| Catégorie | Pour (avantages) | Inconvénients (désavantages) |
|---|---|---|
| Précision | Haute précision et répétabilité. Capacité à produire des géométries complexes et détaillées. | La haute précision signifie également que les erreurs de conception peuvent entraîner des défauts coûteux. |
| Vitesse de production | Temps de cycle très rapide (environ 15-20 secondes). Idéal pour la production de masse en grande quantité. | L'installation initiale et la conception du moule peuvent prendre des semaines, voire des mois. |
| Rapport coût-efficacité | Faible coût unitaire dans la production à grande échelle. L'automatisation réduit les coûts de main-d'œuvre. | Coûts initiaux élevés pour les moules, les machines et l'outillage. |
| Besoins en main-d'œuvre | Principalement automatisé ; moins d'opérateurs sont nécessaires une fois que la production commence. | Nécessite des techniciens qualifiés pour la conception des moules, la mise en place et le contrôle de la qualité. |
| Polyvalence | Convient à une large gamme de produits, des petites pièces électroniques aux grands composants automobiles. | Limité par la taille de la machine et les contraintes matérielles. |
| Durabilité | Un minimum de déchets de matériaux pendant la production. Certains plastiques peuvent être recyclés et réutilisés. | Difficulté de recycler des pièces moulées complexes ou multi-matériaux. |
| Qualité des produits | Qualité constante pour les grandes séries de production. | Défauts possibles tels que le gauchissement, les marques d'enfoncement ou les bavures si le processus n'est pas optimisé. |
| Évolutivité | Excellent pour la fabrication à grande échelle et en continu. | Pas rentable pour les petits lots ou les productions de faible volume. |
