






Quel est le coût réel du moulage par injection ? Un guide complet
Le moulage par injection permet d'obtenir un coût de production compris entre $1 et $5 par unité pour des volumes de production élevés (10000 pièces par lot), et le coût initial du moule est compris entre $2,000 et $20,000. Cette technique de production permet une fabrication de masse à la fois de haute qualité et économique.
Calculateur de coûts pour le moulage par injection
Estimer le coût de l'outillage du moule et le prix unitaire des pièces moulées par injection de plastique ABS, PC, PP, Nylon, POM.
CALCULATEUR DE COÛTS DE MOULAGE PAR INJECTION
Estimation de l'outillage du moule + prix unitaire - Le devis final doit être revu par le DFM
Principaux éléments de coût :
- D'après les recherches, la conception des moules et les dépenses de création représentent entre 60 et 70% des dépenses de démarrage. La nouvelle technologie de notre entreprise améliore la production de moules, ce qui permet de réduire les dépenses d'investissement initiales de 15%.
- Les coûts unitaires varient de 30 à 40% en fonction de la sélection des matériaux selon les données de sélection des matériaux et de test des coûts. Notre système de données actualisé optimise la consommation de matériaux, ce qui permet de réduire les déchets de 12% au minimum.
- Nos études d'analyse des volumes de production montrent que la fabrication de plus grandes quantités de produits permet de réduire les coûts unitaires. La production de plus de 100 000 unités permet de réduire les coûts à moins de $1 par pièce pour certains articles.
Tableau de comparaison des coûts :
| Méthode de production | Coût initial | Coût unitaire (100k+) | Qualité | Vitesse |
|---|---|---|---|---|
| Moulage par injection | $3k-20k | $0.5-5 | Haut | Rapide |
| Impression 3D | $0.8k-5k | $5-20 | Moyen | Lenteur |
| Usinage CNC | $1k-10k | $10-50 | Haut | Moyen |
Le marché montre que les dépenses liées au moulage par injection ont diminué de 15% au cours des cinq dernières années grâce aux améliorations technologiques et aux systèmes automatisés. Selon l'analyse des experts, l'efficacité optimale des coûts de production est obtenue en répétant la production au moins 10 000 fois.
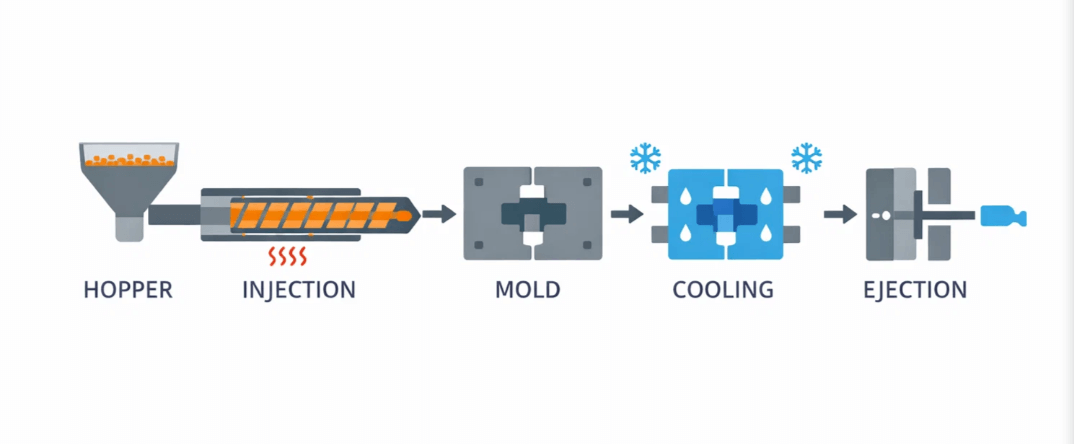
Le moulage par injection est une méthode de fabrication très utile pour produire des pièces. Il consiste à injecter un produit fondu dans un moule. Il peut s'agir de métaux, de verres, de caoutchoucs ou, plus couramment, de plastique.
Le fonctionnement est le suivant : le matériau adéquat est d'abord fondu dans un tonneau chauffé. Il est ensuite injecté à haute pression dans la cavité du moule, qui est refroidie. Le matériau prend la forme de la cavité à mesure qu'il durcit, tandis que les carottes et les barrettes sont retirées de la pièce.
Le moulage par injection est l'une des méthodes les plus populaires pour fabriquer des pièces en plastique, car il est rapide, efficace et très polyvalent. Les pièces moulées par injection peuvent être de taille et de complexité très variables et sont utilisées dans de nombreux secteurs, du médical à l'automobile.
Table des matières
histoire du moulage par injection
Le moulage par injection est un excellent procédé de fabrication qui permet de produire des pièces en faisant gicler un matériau fondu dans un moule. Il a été inventé en 1872 par un ingénieur allemand du nom d'Arthur Eichengrün. Eichengrün était un ingénieur allemand qui travaillait sur un moyen de fabriquer des pièces métalliques à l'aide de la chaleur et de la pression. Il a découvert qu'il pouvait injecter un matériau fondu dans un moule et que celui-ci se refroidissait et durcissait rapidement. Le moulage par injection est utilisé pour fabriquer toutes sortes de produits, des gadgets médicaux aux jouets.
bouton
L'invention d'Eichengrün a changé la fabrication, car elle a permis la production en masse de pièces aux formes complexes. Le moulage par injection s'est rapidement imposé dans un grand nombre d'industries, dont l'automobile.
De nombreuses personnes qui achat de moules d'injection en Chine ne se soucie que de économiser de l'argent. Mais ce n'est pas la bonne attitude, car vous voulez vraiment un moule qui fonctionne bien et qui soit fiable, et pas seulement bon marché.
coût d'un moule en plastique
La taille du plan a une incidence sur la taille de la plaque, le temps d'usinage, la norme de base du moule et, souvent, le tonnage de la machine d'injection nécessaire.
La profondeur modifie la longueur du noyau, la disposition du refroidissement, la stabilité de l'éjection et le risque de déviation et de gauchissement.
Les contre-dépouilles ajoutent généralement des glissières/élévateurs, des ajustements de précision, de l'acier supplémentaire et plus de temps d'assemblage, ce qui est souvent un facteur de coût important.
Un plus grand nombre de cavités augmente les exigences en matière d'usinage, d'équilibrage et de contrôle de la qualité, mais réduit le coût par pièce en volume.
Le choix de l'acier a une incidence sur le coût, la polissabilité, la résistance à la corrosion et les cycles de vie.
Les canaux chauds augmentent le coût des moules mais réduisent les rebuts et améliorent la stabilité du processus pour de nombreuses pièces.
Les surfaces cosmétiques et très brillantes nécessitent un temps de polissage plus long, une manipulation plus délicate et un contrôle plus strict des marques d'outils.
- Sélection de l'acier du fond de moule + du noyau/de la cavité
- Complexité des glissières/élévateurs (contre-dépouilles)
- Choix du système d'écoulement (froid ou chaud)
- Niveau de surface (standard / cosmétique / haute brillance)
- Effet d'échelle à cavités multiples
Sélectionnez les entrées pour générer une fourchette estimée et une brève explication ici.
Le moulage par injection est l'un des moyens utilisés pour fabriquer des pièces en plastique à grande échelle. Sa capacité à fournir des composants de qualité constante à grande vitesse ,ce qui le rend idéal pour la production de masse. Toutefois, le moulage par injection n'est pas sans coût. Les prix de l'outillage et des pièces sont influencés par de multiples facteurs, notamment le choix de la résine, la taille de la pièce, la complexité de la conception et le volume de production.
Lorsque ces facteurs sont soigneusement évalués, l'approvisionnement en outillage de moulage par injection en Chine peut s'avérer une stratégie rentable, à condition que les considérations clés soient prises en compte dès le début du projet.
ventilation du coût des moules
| Objet | Pourcentage | |
| 1 | Matériau en acier | 20-35% |
| 2 | Usinage (CNC, gravure) | 25-40% |
| 3 | Assemblage (travail à l'établi) | 15-20% |
| 4 | Conception du moule | 5-10% |
| 5 | Impôts, bénéfices | 20-30% |
Déterminer Combien coûte un outil de moulage en plastique et de moulage par injection ?Certains facteurs sont pris en compte :
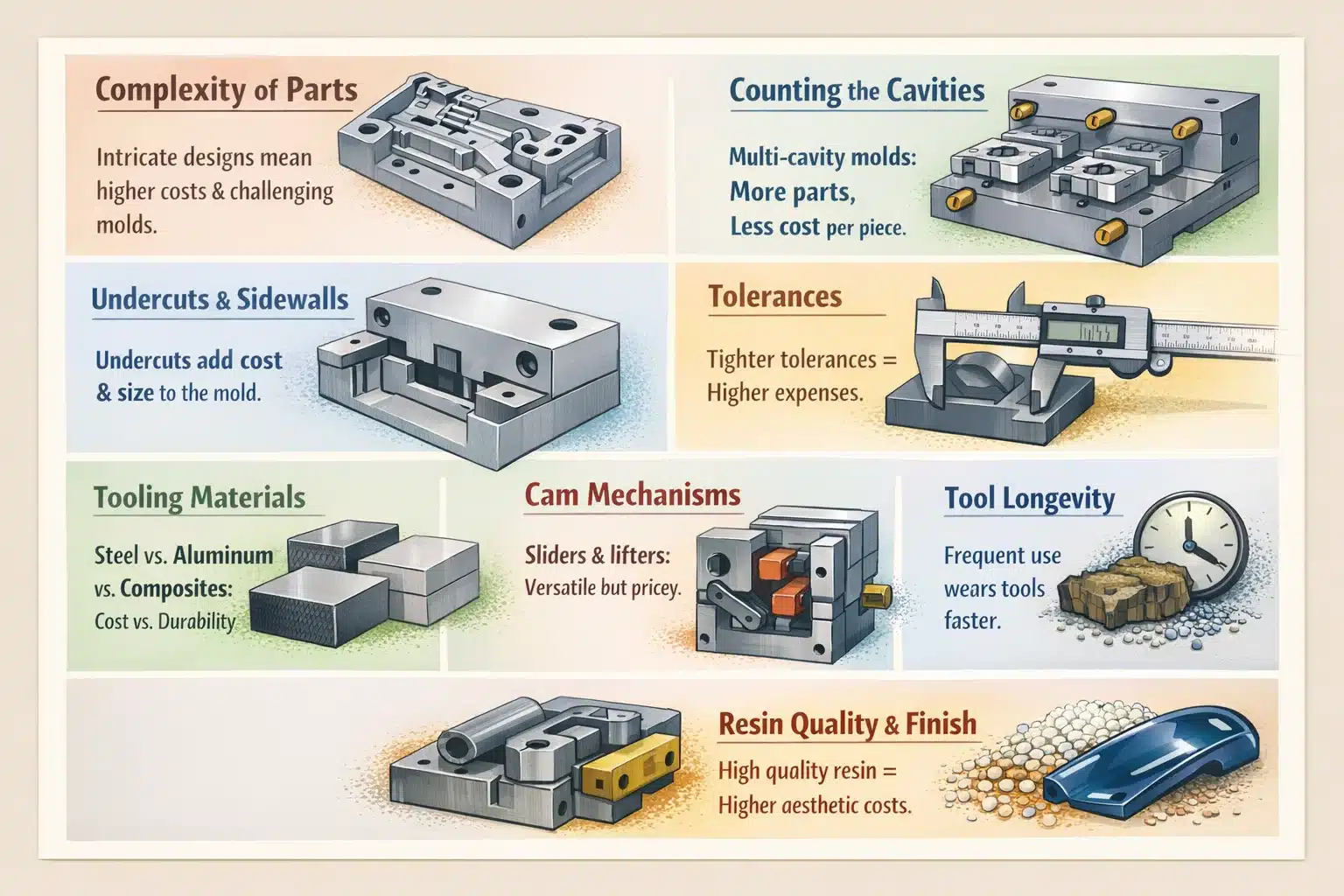
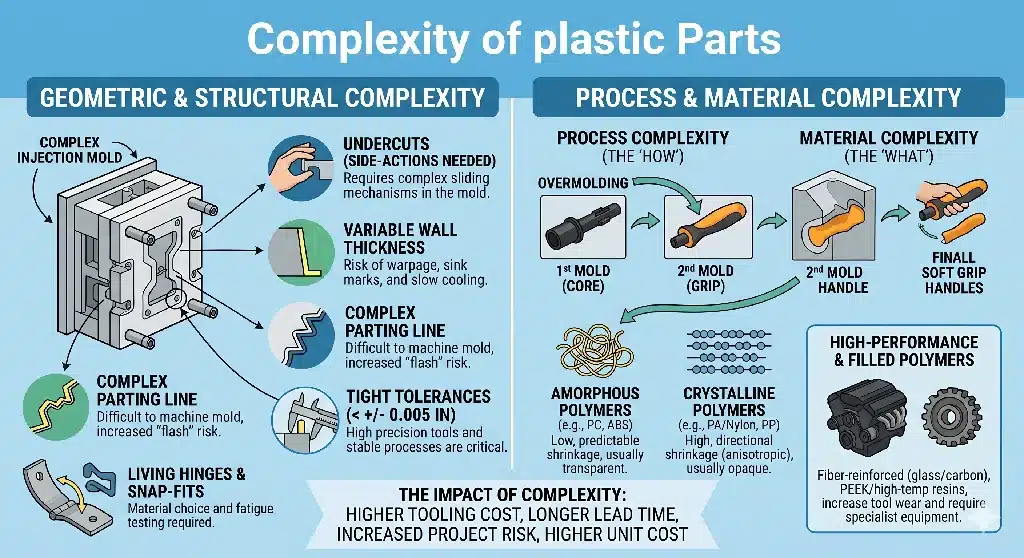
Complexité des pièces :
Lorsque la géométrie des pièces devient plus complexe, la difficulté de construction des moules augmente en conséquence. Les détails fins, les parois minces et les caractéristiques complexes font qu'il est plus difficile d'assurer un écoulement correct du plastique et une qualité constante des pièces.
Même une simple contre-dépouille de paroi latérale peut augmenter considérablement le coût de l'outillage. L'ajout de coulisseaux ou d'élévateurs ajoute généralement 500 USD ou plus, tout en augmentant la taille du moule et en nécessitant souvent un traitement thermique supplémentaire.
Compter les caries :
Les moules multi-empreintes permettent de réduire considérablement le coût par pièce en produisant plusieurs pièces en un seul cycle de moulage. En fonction de la taille de la pièce et du volume requis, un seul moule peut contenir deux, quatre, voire plus de cavités.
Si les moules multi-empreintes sont plus coûteux au départ, ils permettent souvent de réduire le coût par pièce pour la production de volumes moyens à élevés.
Réduire les tolérances :
Les tolérances serrées augmentent directement le coût de l'outillage. L'obtention de tolérances étroites nécessite un usinage de plus grande précision, un acier de meilleure qualité, un polissage plus poussé et un contrôle plus strict des processus.
Une approche pratique consiste à appliquer des tolérances strictes uniquement là où la fonction l'exige, tout en autorisant des tolérances plus faibles ailleurs afin de contrôler le coût de l'outillage.
Choix des matériaux d'outillage :
- Moules en acier (P20, 718, H13, S136) offrent une longue durée de vie et une stabilité dimensionnelle, mais leur coût est plus élevé.
- Moules en aluminium sont moins coûteux et offrent une excellente conductivité thermique, mais s'usent plus rapidement.
- Matériaux composites (fibre de carbone, fibre de verre) offrent une durabilité modérée à moindre coût, mais ne conviennent généralement pas à une production en grande quantité.
La sélection des matériaux doit correspondre au volume de production prévu et aux exigences de performance des pièces.
Dévoiler les mécanismes des cames :
Les mécanismes de came tels que les glissières, les élévateurs et les systèmes de dévissage permettent d'obtenir des géométries complexes, mais ajoutent à la fois des coûts et des risques. Ces composants augmentent le temps d'usinage, le travail d'assemblage et les besoins de maintenance à long terme.
Longévité de l'outil :
La durée de vie de l'outil dépend de :
- Type de résine (chargée ou non)
- Volume de production
- Conditions de fonctionnement
- Pratiques d'entretien
Un moule plus coûteux utilisé pour une production en grande quantité permet souvent d'obtenir les résultats suivants un coût inférieur par pièce pendant toute sa durée de vie, par rapport à un moule moins cher dont la durabilité est limitée.
Qualité de la résine et esthétique :
Des résines de qualité supérieure et des finitions de surface cosmétiques sont nécessaires :
- Meilleure qualité de l'acier
- Niveaux de polissage plus élevés
- Contrôle plus strict des processus
Type d'outillage et coût des pièces
Tandis que moules pour canaux chauds sont plus coûteux que les moules traditionnels à deux plaques, ils éliminent les déchets de coulée et réduisent les coûts de main-d'œuvre. Pour les volumes importants, cela se traduit souvent par réduction du coût par pièce, malgré un investissement initial en outillage plus élevé.
Pourquoi l'achat d'outillage ne doit pas se faire uniquement en fonction du prix
Les équipes chargées des achats ne doivent pas décider seules des spécifications des moules. Les décisions relatives à l'outillage doivent être prises en tenant compte des éléments suivants
- Concepteurs de moules
- Ingénieurs de fabrication
- Équipes de production et de qualité
L'objectif n'est pas d'obtenir le moule le moins cher, mais le moule le plus performant. moule à moindre coût produisant de manière fiable des pièces conformes aux spécifications.
Informations requises pour un devis d'outillage précis
Pour obtenir un devis d'outillage fiable, les acheteurs doivent fournir :
- Dessins en 2D et fichiers CAO en 3D
- Spécification du matériau (résine)
- Tolérances requises
- Exigences en matière de finition de surface
- Volume annuel et cumulatif projeté
- Type de moule (à deux plaques, à trois plaques, à canaux chauds, etc.)
- Mécanismes spéciaux (glissières, leviers, dévissage)
- Dimensions des pièces et surface projetée
- Échantillon de pièce (si disponible)
Considérations relatives à la conception et à la fabrication des moules
Les constructeurs de moules doivent définir :
- Nombre de cavités
- Disposition du refroidissement et placement des lignes
- Système d'éjection
- Conception des portes et des couloirs
- Base du moule et composants standard
Chaque étape de la fabrication doit être chronométrée et chiffrée, y compris :
- Usinage CNC
- EDM
- Traitement thermique
- Polissage et texturation
- Assemblage et essais
Calendrier type pour l'outillage
Un moule d'injection standard nécessite généralement 4-10 semaines de la conception à l'échantillonnage T1, en fonction de la complexité.
Le recours à un fournisseur qui propose à la fois l'outillage et le moulage par injection permet d'éviter les retards et les frais d'expédition supplémentaires.
Recommandations finales
- Impliquer les constructeurs de moules dès le début du développement du produit
- Impliquer l'ingénierie, les achats et la direction dans les décisions relatives aux coûts
- Obtenir des devis détaillés et détaillés pour l'outillage
- Focus sur coût total de possession, et pas seulement le prix initial du moule
Avec une planification adéquate, un investissement initial en outillage plus élevé permet souvent de un coût par pièce plus faible et une meilleure rentabilité à long terme.
coût du moulage par injection
Le coût du moulage par injection dépend d'un certain nombre de facteurs, notamment la taille et la complexité de la pièce, le type de plastique utilisé et la quantité produite. En général, la fabrication de petites quantités coûte plus cher que celle de grandes quantités.
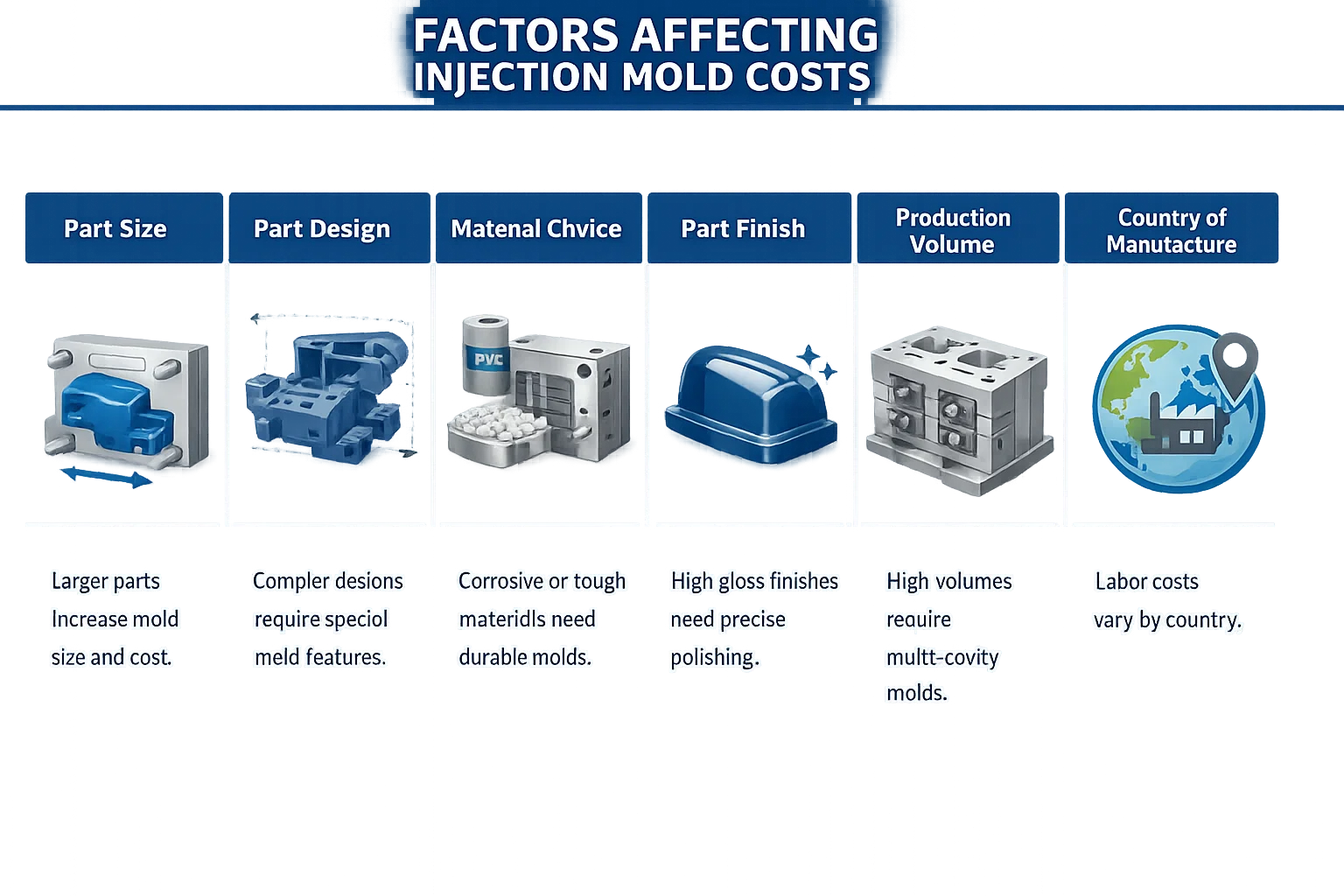
Pourquoi ces éléments sont importants pour le coût du moulage par injection
- Taille de la pièce- Des pièces plus grandes impliquent un moule plus grand, ce qui signifie qu'un acier plus grand augmentera le coût de l'acier pour le moule d'injection.
- Conception de la pièce- Plus une pièce est complexe, plus le moule doit être détaillé. Certaines pièces complexes nécessiteront l'ajout de caractéristiques spéciales, telles que des leviers ou des curseurs. Par conséquent, vous devez être ouvert aux conseils de votre mouliste et voir s'il est possible de modifier la conception de la pièce pour économiser sur les coûts du moule à injection.
- Matériaux : En fonction du matériau de la pièce choisie, le moule d'injection devra être fabriqué dans un matériau particulier. Par exemple, si un plastique corrosif comme le PVC doit être utilisé, le moule devra être en acier inoxydable pour éviter tout dommage, ce qui fera finalement grimper le prix.
- Exigences de finition des pièces - Lorsque les pièces doivent présenter une surface très brillante, un acier plus coûteux et un polissage technique précis sont indispensables, ce qui augmente le prix.
- Volume de production- Les moules à volume plus élevé nécessitent plus de cavités, et le moule sera donc plus grand. Ils requièrent également une qualité d'acier plus élevée pour durer plus longtemps, ce qui a un impact sur le coût de la production. coût des moules à injection.
- Pays de fabrication- Les taux de rémunération varient selon les pays. Si votre moule est fabriqué dans un pays où le coût de la main-d'œuvre est faible, vous ferez naturellement des économies. En Chine, le coût moyen d'un moule à injection est inférieur d'environ 40% à celui des pays occidentaux.
conseils pour réduire le coût du moulage par injection
Moyens pratiques de réduire les coûts du moulage par injection
Vous trouverez ci-dessous des stratégies éprouvées qui vous aideront à maintenir les coûts de moulage par injection à un niveau aussi bas que possible sans compromettre la qualité ou les performances.
Envisager l'utilisation d'outils souples lorsque cela s'avère nécessaire
L'outillage souple est une alternative rentable à l'outillage dur traditionnel en acier ou en aluminium. Il utilise généralement des matériaux tels que le polyuréthane ou d'autres composés souples, qui sont moins coûteux et plus rapides à produire.
Cette approche est particulièrement adaptée à la production de faibles volumes, au prototypage et au développement de produits à un stade précoce. L'outillage souple offre également une plus grande souplesse de conception et des délais d'exécution nettement plus courts, ce qui en fait une option intéressante pour les entreprises ayant une expérience limitée du moulage par injection ou dont les exigences en matière de conception évoluent.
Sélectionner les résines plastiques de manière stratégique
Le choix des matériaux joue un rôle essentiel dans la maîtrise des coûts du moulage par injection. Les différentes résines sont conçues pour des volumes de production et des exigences de performance différents, et le choix de la bonne résine peut réduire les dépenses de manière significative.
Des économies peuvent également être réalisées en
- Utilisation de résines nécessitant moins d'énergie lors de la fusion et du refroidissement
- Incorporer des plastiques recyclés dans la mesure du possible
- Sélection de matériaux compatibles avec un outillage plus simple et des temps de cycle plus courts
Par exemple, le remplacement de pièces en PVC rigide à parois épaisses par des matériaux tels que l'ABS ou le polypropylène (PP) peut réduire la consommation d'énergie grâce à des parois plus fines et à un comportement thermique plus efficace.
Simplifier la conception des pièces et des moules
Des dessins CAO très détaillés ne sont pas toujours nécessaires lors des premières étapes de la conception. Un croquis de base avec des descriptions claires et une impression de la pièce peuvent souvent suffire, ce qui réduit le temps d'ingénierie et les coûts liés à la CAO.
La complexité de la conception a un impact direct sur les coûts de fabrication. Les pièces à géométrie complexe nécessitent un outillage plus sophistiqué, des temps de production plus longs et une utilisation plus importante de matériaux. De même, une épaisseur de paroi excessive augmente la consommation de matériaux et la durée du cycle, ce qui fait grimper les coûts.
Une conception simple et fonctionnelle est l'un des moyens les plus efficaces de réduire les frais d'outillage et les dépenses par pièce.
Concevoir des moules efficaces, durables et multi-empreintes
Les moules d'injection s'usent naturellement au fil du temps, en particulier sous l'effet de pressions et de températures élevées. La conception de moules durables peut réduire considérablement les coûts à long terme. Cela comprend :
- Sélection de matériaux présentant une résistance à l'usure appropriée (par exemple, l'aluminium pour les faibles volumes, l'acier pour les gros volumes).
- Utilisation d'alliages avancés tels que le titane ou le nickel pour les composants soumis à des contraintes élevées
- Éviter la complexité inutile des moules
Si plusieurs pièces identiques sont nécessaires, un moule multi-empreintes peut considérablement améliorer la productivité et réduire le coût unitaire par rapport aux moules mono-empreintes.
Réduire le temps de cycle
Le temps de cycle comprend toutes les étapes nécessaires à la production d'une pièce :
- Alimentation en matériaux
- Fusion et injection
- Refroidissement et solidification
- Ouverture du moule et éjection des pièces
Des temps de cycle plus courts permettent de produire plus de pièces en moins de temps, ce qui réduit les coûts unitaires. L'optimisation du refroidissement, de l'épaisseur des parois et de la conception des moules peut améliorer considérablement l'efficacité du cycle.
Automatiser les opérations répétitives
L'automatisation permet de réduire les coûts de main-d'œuvre, d'accroître la cohérence et de minimiser les temps d'arrêt entre les cycles. Les systèmes automatisés peuvent également raccourcir les temps de cycle et réduire les accidents du travail causés par les tâches répétitives.
Si l'automatisation nécessite un investissement initial, elle permet souvent de réaliser d'importantes économies à long terme et d'améliorer la fiabilité de la production.
Réutiliser des pièces ou des modèles existants
Les plastiques sont par nature bien adaptés à la reproduction. L'utilisation de pièces existantes, de prototypes ou de modèles éprouvés comme références permet de raccourcir considérablement le temps de développement et de réduire les coûts de conception.
Construire des maîtres-modèles de forme masculine
Lors de la création des maîtres-modèles, les modèles de forme masculine sont généralement plus faciles et plus rapides à reproduire. L'utilisation d'une épaisseur de métal minimale permet de réduire encore davantage les coûts des matériaux et de l'usinage.
Favoriser les caractéristiques structurelles simples
Maximiser les sorties planes et éviter les contours inutiles simplifie l'outillage et améliore l'efficacité de la fabrication. Les géométries simples sont plus faciles à mouler, à inspecter et à entretenir.
Choisir avec soin les structures de soutien
Chaque matériau de structure de soutien présente des compromis :
- Bois: Léger et peu coûteux, mais instable sur le plan dimensionnel
- Fonte: Abordable mais nécessitant un usinage important
- Aluminium: Coût des matériaux plus élevé, mais usinage plus rapide
- Acier moulé: Option la plus solide, mais la plus coûteuse et la plus longue à mettre en œuvre
Le choix de la bonne structure de soutien peut avoir un impact significatif sur le coût global du projet et sur les délais de réalisation.
Utiliser des charges pour réduire les coûts des matériaux
Les charges peuvent réduire les coûts des matériaux tout en améliorant la dureté et la rigidité lorsqu'une résistance élevée n'est pas nécessaire. Les charges courantes comprennent l'argile, le carbonate de calcium, le calcaire et l'oxyde d'aluminium. Ces additifs sont particulièrement utiles pour les composants en plastique de grande taille ou durables.
Minimiser les rebuts et les défauts
Le rebut est un facteur de coût important dans le domaine du moulage par injection. Un mauvais contrôle de la qualité entraîne des retouches, des retards et un gaspillage de matériaux. La mise en œuvre de systèmes d'inspection efficaces, tels que l'inspection laser ou automatisée, permet d'identifier les défauts à un stade précoce et de réduire considérablement les taux de rebut.
Réflexions finales
S'il est essentiel de s'associer à un fournisseur de moulage par injection fiable, la maîtrise des coûts dépend en fin de compte de décisions de conception intelligentes, de la sélection des matériaux, d'un outillage efficace et de processus optimisés. L'application holistique de ces stratégies peut considérablement améliorer la rentabilité et l'efficacité de la fabrication à long terme.
