





ABS-Spritzgießdienstleistungen aus China: Schnelle Lieferung und kleiner Auftrag verfügbar
Sind Sie auf der Suche nach einem ABS-Spritzgießen Hersteller und Designer - der die Rentabilität Ihres Unternehmens verbessern wird? Suchen Sie nicht weiter als Topworks Plastic mold: Ein chinesisches Spritzgussunternehmen, das kundenspezifischen ABS-Kunststoff-Spritzguss mit vollem Service anbietet.
ABS ist ein vielseitiger thermoplastischer Kunststoff, der beim Spritzgießen eine breite Palette von Anwendungen bietet. Bei Topworks bieten wir professionelle Design- und Prototyping-Dienstleistungen für ABS-Spritzguss sowie Massenproduktion und Lösungen aus einer Hand. Dank unserer langjährigen Erfahrung und unseres Fachwissens können wir Ihnen die bestmöglichen Ergebnisse liefern. Was ist ABS-Kunststoffspritzguss?
Was ist ABS-Kunststoff-Spritzgießen?
ABS-Kunststoffspritzguss ist ein Verfahren zur Herstellung haltbarer und vielseitiger Kunststoffteile aus Acrylnitril-Butadien-Styrol (ABS). Seine Hauptvorteile sind Schlagzähigkeit, geringes Gewicht und einfache Herstellung, so dass es für viele Anwendungen geeignet ist.
Schritte zum ABS-Kunststoff-Spritzgießen
- Auswahl des Materials: Wählen Sie ABS als Material wegen seiner mechanischen Eigenschaften und Vielseitigkeit für verschiedene Anwendungen.
- Formenbau: Entwerfen Sie die Form für ABS-Kunststoff, sie kann hohen Temperaturen und Druck während des Einspritzvorgangs standhalten.
- Einspritzung: Erhitzen Sie den ABS-Kunststoff, bis er schmilzt, und spritzen Sie ihn dann unter hohem Druck in den Formhohlraum, damit er die Form annimmt.
- Kühlung und Auswurf: Lassen Sie das eingespritzte ABS abkühlen und erstarren, bevor Sie die Form öffnen und das Teil auswerfen.
- Qualitätskontrolle: Führen Sie Qualitätskontrollen und Tests durch, um sicherzustellen, dass die ABS-Teile der Industrienorm und den Spezifikationen entsprechen.
Häufige Anwendungsfälle für ABS-Kunststoff-Spritzgießen
- Herstellung von Automobilteilen wie Innenverkleidungen und Armaturenbrettern.
- Herstellung von Gehäusen für Unterhaltungselektronik, bei denen es auf Haltbarkeit und Ästhetik ankommt.
- Herstellung von Spielzeug und Haushaltsgegenständen, die von der Stärke und Widerstandsfähigkeit von ABS profitieren.
Anfrage zum Spritzgießen
Wesentliche Faktoren für die Vorbereitung
- Abmessungen
- Toleranzen
- Gewicht
- Oberfläche
- Art von Kunststoff
- Farbliche Spezifikationen
- Besondere Zusatzstoffe
- CAD-Zeichnungen (.dwg, .dxf)
- 3D-Modelle (.x_t, .iges, .stp)
- Native CAD-Dateien (.prt, .asm)
- PDF-Zeichnungen
- Prototyp-Bilder
- Erstbestellmenge
- Geschätztes jährliches Volumen
- Erwartungen an die Vorlaufzeit
- Anforderungen an den Produktionsprozess
- Qualitätsstandards
- Kosten-Ziele
- Zahlungsbedingungen
- Bevorzugte Lieferanten
- Geografische Präferenzen
- Montage-Bedarf
- Anforderungen an die Verpackung
- Versandpräferenzen
Vergleichstabelle: ABS-Kunststoff-Spritzgießen im Vergleich zu Wettbewerbern
| Merkmal | Schwächen der Wettbewerber | Vorteile des ABS-Kunststoffspritzgießens |
|---|---|---|
| Kosteneffizienz | Höherer Materialabfall und längere Produktionszeiten | Weniger Abfall und schnellere Zykluszeiten |
| Dauerhaftigkeit | Geringere Stoßfestigkeit | Ausgezeichnete Schlagfestigkeit und Zähigkeit |
| Flexibilität bei der Gestaltung | Begrenzte Designoptionen | Fähigkeit zur Erstellung komplexer Geometrien |
Unser Ziel ist es, Ihr Partner zu sein, und wir sind in der Lage EntwurfWir sind in der Lage, ABS-Spritzgussprodukte zu international wettbewerbsfähigen Preisen herzustellen und zu vertreiben, die den höchsten Qualitätsstandards entsprechen.
Aus diesem Grund können wir Ihr ABS-Spritzgießkonzept vom Papier in die Realität umsetzen, indem wir eine breite Palette von Werkzeug-, Spritzguss- und Versanddienstleistungen anbieten.
Unser Verfahren wird Ihren Prozess vereinfachen; ob Ihr ABS-Spritzgießprodukt noch ein reines Konzept ist oder bereits in Arbeit ist, oder Sie arbeiten gerade mit dem Exemplar eines fertigen ABS-Spritzgussteils - jede Phase Ihres Produktlebenszyklus wird für Sie rationalisiert.








Aufgrund seiner guten mechanischen Festigkeit und umfassenden Leistung, ABS-Spritzgießen spielt eine wichtige Rolle bei Elektronik-, Maschinen-, Transport-, Spielzeug- und andere Industrien, insbesondere für große Schalen, dekorative Teile, die galvanisiert werden müssen.
ABS Injection Molding FAQ
Top 10 essential questions about ABS plastic injection molding
ABS injection molding is a manufacturing process that uses injection molding machines to produce parts from Acrylonitrile Butadiene Styrene (ABS) plastic resin. The process involves heating ABS pellets to 200-250°C until molten, then injecting the material under high pressure (10,000-20,000 psi) into a precision mold cavity where it cools and solidifies into the desired shape.
ABS is one of the most popular thermoplastics for injection molding due to its excellent balance of strength, impact resistance, surface finish quality, and cost-effectiveness. It’s widely used in automotive components, consumer electronics, toys, appliances, and industrial parts.
Impact Resistance: Excellent toughness even at low temperatures (-20°C to -40°C), making it ideal for durable products
Mechanical Strength: Tensile strength of 40-50 MPa with good rigidity and dimensional stability
Surface Quality: Superior surface finish with high gloss potential, easy to paint, plate, or print
Heat Resistance: Service temperature range of -20°C to 80°C, with heat deflection temperature around 95-105°C
Chemical Resistance: Good resistance to acids, alkalis, and most chemicals, but vulnerable to acetone and strong solvents
Processability: Excellent flow characteristics and low shrinkage rate (0.4-0.7%), enabling precise tolerances
Automotive: Dashboard components, interior trim, door panels, mirror housings, wheel covers, grilles
Electronics: Computer keyboards, monitor housings, printer cases, phone casings, power tool housings
Consumer Goods: Toys (LEGO bricks), sporting goods, luggage, kitchen appliances, vacuum cleaner parts
Medizinische Geräte: Non-implantable medical equipment housings, diagnostic device casings
Industrial: Protective equipment, electrical enclosures, pipe fittings, safety helmets
Drying: Essential – dry ABS at 80-90°C for 2-4 hours (moisture content should be below 0.1%)
Barrel Temperature: Rear zone 180-200°C, middle zone 200-220°C, front zone 220-240°C, nozzle 220-250°C
Mold Temperature: 50-80°C (higher temperatures improve surface finish but increase cycle time)
Injection Pressure: 80-140 MPa (10,000-20,000 psi) depending on part complexity
Injection Speed: Medium to high speed for best results, avoiding very slow speeds that cause flow marks
Cooling Time: Typically 20-90 seconds depending on wall thickness (calculate approximately 1 second per 1mm of wall thickness)
Material Cost: ABS resin costs $1.50-$3.50 per kg depending on grade and quantity
Tooling/Mold Cost:
• Simple single-cavity mold: $3,000-$8,000
• Medium complexity (2-4 cavity): $12,000-$25,000
• High-volume multi-cavity: $35,000-$80,000+
Per-Part Cost: For volume production (10,000+ parts): $0.50-$5.00 per part depending on size and complexity
Setup Costs: Typical setup/trial run: $500-$2,000
Overall costs decrease significantly with volume – parts can cost $10-$20 each for low volumes (100-500) but drop to under $1 for high volumes (100,000+).
Flow Marks/Weld Lines: Increase mold temperature to 70-80°C, increase injection speed, optimize gate location
Sink Marks: Reduce wall thickness variations, increase holding pressure and time, ensure adequate cooling
Warping: Reduce mold temperature difference between core and cavity, ensure uniform wall thickness, optimize cooling channels
Burn Marks: Reduce injection speed, lower barrel temperature, improve venting, reduce clamp force
Silver Streaks/Splay: Dry material thoroughly (most common cause), reduce barrel temperature, check for contamination
Short Shots: Increase injection pressure and speed, raise melt temperature, improve venting, check for cold gates
Yes, ABS is highly recyclable and commonly reprocessed in injection molding operations:
Regrind Usage: Post-industrial ABS scrap (sprues, runners, rejected parts) can be ground and reused at 10-25% blend with virgin material without significant property loss
Quality Considerations: Each reprocessing cycle slightly degrades mechanical properties due to polymer chain breakdown. Limit reprocessing to 3-5 cycles for critical applications
Best Practices: Keep regrind clean and dry, avoid mixing different ABS grades or colors, test mechanical properties when using >15% regrind
Post-Consumer Recycling: ABS from electronics and automotive parts can be recycled, though sorting and cleaning are critical for quality
Using recycled ABS reduces costs by 20-40% and supports sustainability goals while maintaining acceptable part quality for many applications.
Wanddicke: Maintain uniform thickness of 1.2-3.5mm; avoid variations >25% to prevent sink marks and warping
Entwurfswinkel: Minimum 0.5-1° per side for smooth ejection; textured surfaces require 1-3° additional draft
Ribs and Bosses: Rib thickness should be 50-60% of wall thickness, boss wall thickness 50% of nominal wall
Corner Radii: Use minimum radius of 0.5mm for inside corners, 1.5mm for outside corners to reduce stress concentration
Hinterschneidungen: Minimize or avoid; if necessary, design for side-action cores or collapsible cores
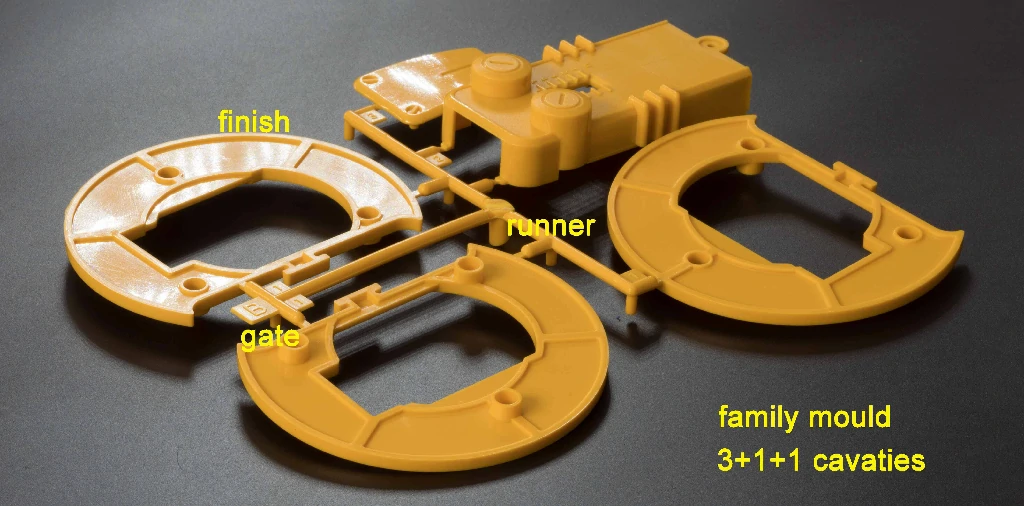
Gate Location: Place gates in non-visible areas; use multiple gates for large parts to reduce fill time and pressure
Toleranzen: ABS can achieve ±0.1-0.2mm for dimensions under 50mm with proper mold design
ABS vs. Polypropylene (PP): ABS offers better rigidity, surface finish, and dimensional stability; PP is more flexible, chemical resistant, and cheaper
ABS vs. Polycarbonate (PC): PC has higher impact strength and heat resistance (up to 120°C); ABS is easier to process, cheaper, and has better surface finish
ABS vs. Nylon (PA): Nylon offers superior mechanical strength and wear resistance; ABS provides better dimensional stability and surface quality at lower cost
ABS vs. HIPS: ABS has significantly better impact resistance and mechanical properties; HIPS is cheaper and easier to thermoform
ABS vs. PC/ABS Blend: PC/ABS combines advantages of both, offering better heat and impact resistance than pure ABS at 20-30% higher cost
ISO 9001: General quality management system for manufacturing processes and consistency
ISO 2580: Specific standard for ABS molding materials, defining properties and test methods
ASTM D4673: Standard classification for ABS materials by physical and mechanical properties
UL 94: Flammability testing for ABS parts in electrical and electronic applications
RoHS/REACH: Compliance for restricted substances, especially for electronics and automotive applications
FDA Approval: Required for food-contact applications using FDA-compliant ABS grades
Automotive Standards: IATF 16949 for automotive component suppliers, plus OEM-specific requirements
Quality control should include dimensional inspection, visual inspection, mechanical testing (tensile, impact), and environmental testing (UV, thermal cycling) based on application requirements.