






Wie hoch sind die tatsächlichen Kosten des Spritzgießens? Ein vollständiger Leitfaden
Das Spritzgießen bietet einen Produktionskostenbereich von $1 bis $5 pro Stück bei hohen Produktionsmengen (10000 Stück pro Charge), und die anfänglichen Formkosten beginnen bei $2.000 bis $20.000. Die Produktionstechnik ermöglicht sowohl hohe Qualität als auch wirtschaftliche Massenproduktion.
Kostenrechner für Spritzgießen
Schätzung der Werkzeugkosten und des Stückpreises für ABS-, PC-, PP-, Nylon- und POM-Kunststoffspritzgussteile
KOSTENRECHNER FÜR SPRITZGIESSEN
Kostenvoranschlag für den Werkzeugbau + Stückpreis - Endgültiges Angebot erfordert DFM-Prüfung
Die wichtigsten Kostenkomponenten:
- Untersuchungen haben ergeben, dass die Kosten für die Konstruktion von Formen zusammen mit den Herstellungskosten zwischen 60-70% der Anlaufkosten ausmachen. Die neue Technologie unseres Unternehmens verbessert die Formherstellung, was die Anfangskapitalkosten um 15% senkt.
- Die Stückkosten variieren um 30-40% je nach Auswahl der Materialien gemäß den Daten der Materialauswahl- und Kostenprüfung. Unser aktuelles Datensystem optimiert den Materialverbrauch, was zu einer minimalen Abfallreduzierung von 12% führt.
- Unsere Studien zur Analyse des Produktionsvolumens zeigen, dass die Herstellung größerer Produktmengen zu niedrigeren Stückpreiskosten führt. Die Produktion von mehr als 100.000 Einheiten ermöglicht bei einigen Produkten eine Kostensenkung auf unter $1 pro Stück.
Kostenvergleichstabelle:
| Produktionsverfahren | Anfängliche Kosten | Stückkosten (100k+) | Qualität | Geschwindigkeit |
|---|---|---|---|---|
| Spritzgießen | $3k-20k | $0.5-5 | Hoch | Schnell |
| 3D-Druck | $0.8k-5k | $5-20 | Mittel | Langsam |
| CNC-Bearbeitung | $1k-10k | $10-50 | Hoch | Mittel |
Der Markt zeigt, dass die Kosten für das Spritzgießen in den letzten fünf Jahren aufgrund technologischer Verbesserungen und automatisierter Systeme um 15% gesunken sind. Die optimale Kosteneffizienz in der Produktion wird laut Expertenanalyse erreicht, wenn die Produktion mindestens 10.000 Mal durchgeführt wird.
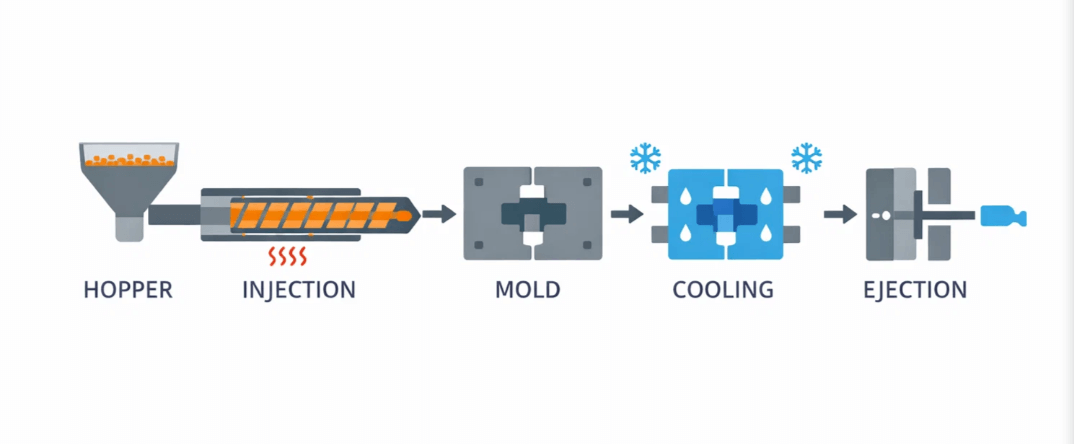
Das Spritzgießen ist eine sehr nützliche Methode zur Herstellung von Teilen. Bei diesem Verfahren wird geschmolzenes Material in eine Form gespritzt. Das geschmolzene Material kann aus Metallen, Gläsern, Kautschuk oder allgemein aus Kunststoff bestehen.
Zunächst wird das richtige Material in einem beheizten Zylinder geschmolzen. Dann wird es unter hohem Druck in den Formhohlraum gespritzt, der dann abgekühlt wird. Das Material nimmt beim Aushärten die Form des Hohlraums an, während die Angüsse und Anschnitte aus dem Teil entfernt werden.
Das Spritzgießen ist eine der beliebtesten Methoden zur Herstellung von Kunststoffteilen, da es schnell, effizient und sehr vielseitig ist. Spritzgegossene Teile können sehr unterschiedlich groß und komplex sein und werden in einer Vielzahl von Branchen eingesetzt, von der Medizin bis zum Automobil.
Inhaltsübersicht
Geschichte des Spritzgießens
Das Spritzgießen ist ein großartiges Verfahren zur Herstellung von Teilen, bei dem geschmolzenes Material in eine Form gespritzt wird. Erfunden wurde es 1872 von einem deutschen Ingenieur namens Arthur Eichengrün. Eichengrün war ein deutscher Ingenieur, der an einer Methode zur Herstellung von Metallteilen mit Hilfe von Hitze und Druck arbeitete. Er fand heraus, dass er geschmolzenes Material in eine Form einspritzen konnte, die dann schnell abkühlte und aushärtete. 1970 wurde das Verfahren erstmals in großem Umfang eingesetzt. Das Spritzgussverfahren wird für die Herstellung aller möglichen Produkte verwendet, von medizinischen Geräten bis hin zu Spielzeug.
Taste
Eichengrüns Erfindung veränderte die Fertigung, da sie die Massenproduktion von Teilen mit komplexen Formen ermöglichte. Das Spritzgießen wurde schnell in einer Reihe von Branchen populär, darunter auch in der Automobilindustrie.
Viele Menschen, die Spritzgussformen aus China kaufen sich nur um Geld sparen. Aber das ist nicht die richtige Einstellung, denn Sie wollen wirklich eine Form, die richtig funktioniert und zuverlässig ist, anstatt nur billig zu sein.
Kosten für Kunststoffformen
Die Größe der Ebene wirkt sich auf die Plattengröße, die Bearbeitungszeit, den Standard der Werkzeugbasis und oft auch auf die erforderliche Tonnage der Spritzgießmaschine aus.
Die Tiefe verändert die Kernlänge, die Kühlungsanordnung, die Auswurfstabilität und das Risiko von Durchbiegung und Verzug.
Hinterschneidungen erfordern in der Regel zusätzliche Schlitten/Heber, Präzisionspassungen, zusätzlichen Stahl und mehr Zeit für die Montage - oft ein wichtiger Kostenfaktor.
Mehr Kavitäten erhöhen die Anforderungen an die Bearbeitung, das Auswuchten und die Qualitätskontrolle, senken aber die Kosten pro Teil bei hohen Stückzahlen.
Die Wahl des Stahls hat Auswirkungen auf Kosten, Polierbarkeit, Korrosionsbeständigkeit und Lebensdauer.
Heißkanäle erhöhen die Werkzeugkosten, verringern jedoch den Ausschuss und verbessern die Prozessstabilität für viele Teile.
Kosmetische und hochglänzende Oberflächen erfordern mehr Zeit zum Polieren, eine straffere Handhabung und eine strengere Kontrolle der Werkzeugmarken.
- Auswahl von Formboden + Kern/Hohlraumstahl
- Komplexität der Rutschen/Heber (Hinterschneidungen)
- Wahl des Kanalsystems (kalt oder heiß)
- Oberflächenniveau (Standard / Kosmetik / Hochglanz)
- Mehrkavitäten-Skalierungseffekt
Wählen Sie Eingaben aus, um einen geschätzten Bereich und eine kurze Erklärung zu generieren.
Das Spritzgießen ist eine Möglichkeit, Kunststoffteile in großem Maßstab herzustellen. Seine Fähigkeit, konsistente, qualitativ hochwertige Komponenten mit hoher Geschwindigkeit zu liefern, macht es ideal für die Massenproduktion. Allerdings ist das Spritzgießen nicht ohne Kosten. Die Preise für Werkzeuge und Teile werden von mehreren Faktoren beeinflusst, darunter die Auswahl des Kunststoffs, die Größe des Teils, die Komplexität des Designs und das Produktionsvolumen.
Wenn diese Faktoren sorgfältig bewertet werden, kann die Beschaffung von Spritzgießwerkzeugen aus China eine kosteneffiziente Strategie sein - vorausgesetzt, die wichtigsten Überlegungen werden frühzeitig im Projekt berücksichtigt.
Aufschlüsselung der Formkosten
| Artikel | Prozentsatz | |
| 1 | Material Stahl | 20-35% |
| 2 | Spanende Bearbeitung (CNC, Gravur) | 25-40% |
| 3 | Montage (Werkbankarbeit) | 15-20% |
| 4 | Formenbau | 5-10% |
| 5 | Steuer, Gewinn | 20-30% |
Zur Bestimmung Wie viel kostet ein Kunststoffformwerkzeug und Spritzgießenwerden einige Faktoren berücksichtigt:
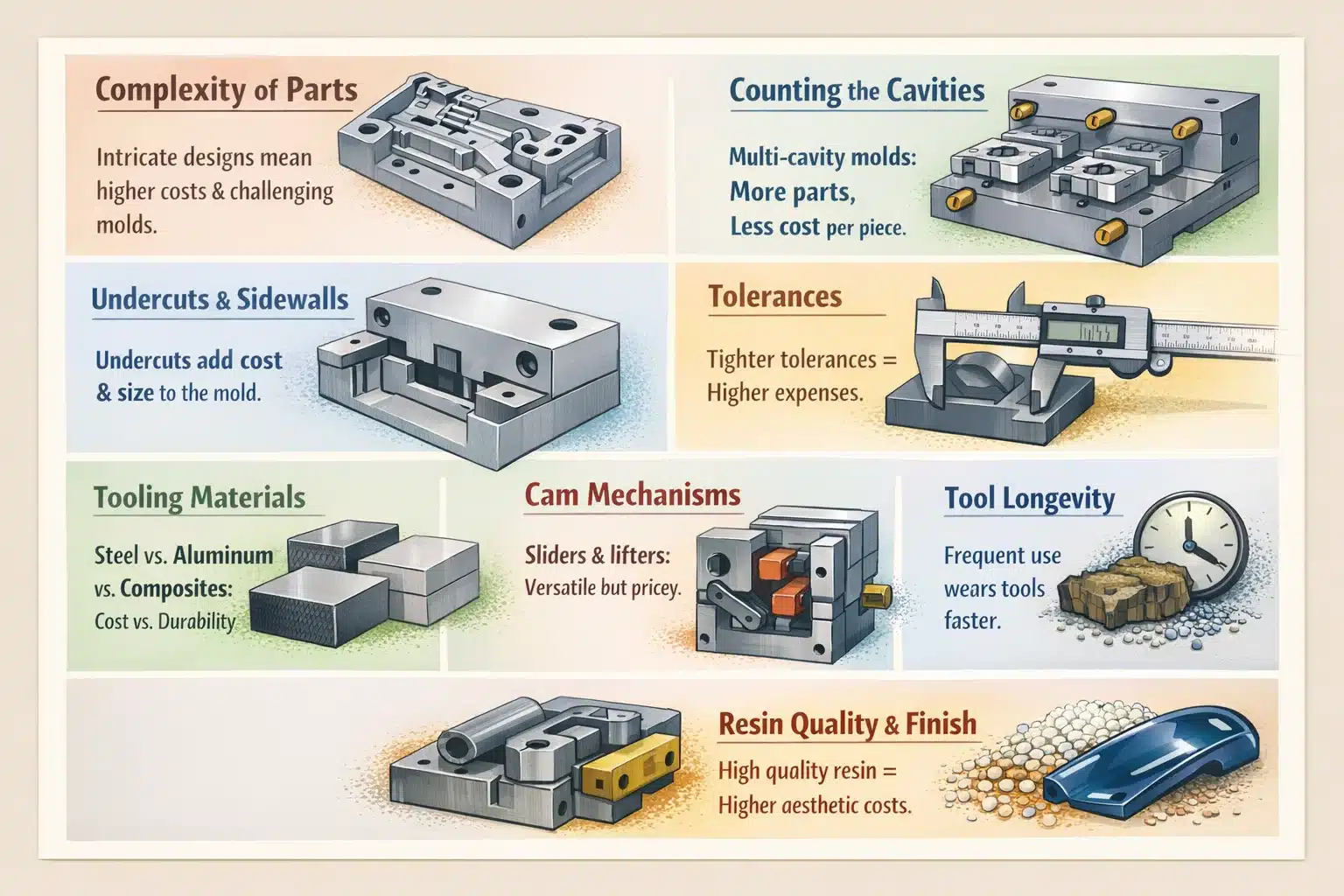
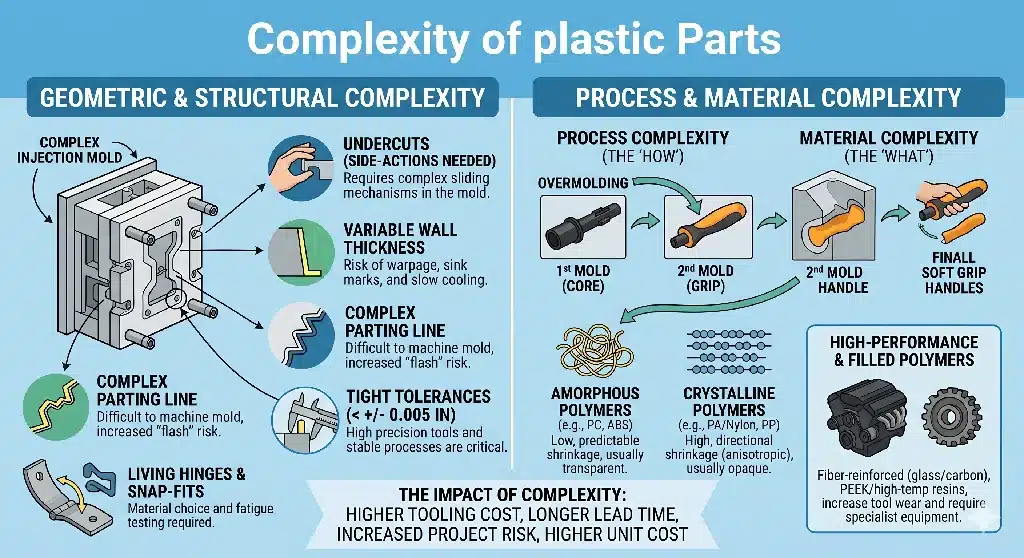
Komplexität der Teile:
Je komplexer die Teilegeometrie wird, desto schwieriger wird der Formenbau. Feine Details, dünne Wände und komplexe Merkmale erschweren die Gewährleistung eines ordnungsgemäßen Kunststoffflusses und einer gleichbleibenden Teilequalität.
Selbst ein einziger Seitenwandhinterschnitt kann die Werkzeugkosten erheblich erhöhen. Das Hinzufügen von Schiebern oder Hebern erhöht in der Regel 500 USD oder mehr, Dadurch erhöht sich die Größe der Gussform, und häufig ist eine zusätzliche Wärmebehandlung erforderlich.
Zählen der Hohlräume:
Mehrkavitätenwerkzeuge können die Kosten pro Teil erheblich senken, indem sie mehrere Teile in einem Gusszyklus herstellen. Je nach Teilegröße und Volumenanforderungen kann ein einziges Werkzeug zwei, vier oder sogar mehr Kavitäten enthalten.
Mehrkavitätenwerkzeuge sind zwar im Vorfeld teurer, führen aber bei mittleren bis hohen Stückzahlen oft zu niedrigeren Kosten pro Teil.
Eingrenzung der Toleranzen:
Enge Toleranzen erhöhen unmittelbar die Kosten für die Werkzeuge. Das Erreichen enger Toleranzen erfordert eine präzisere Bearbeitung, besseren Stahl, mehr Politur und eine strengere Prozesskontrolle.
Ein praktischer Ansatz besteht darin, enge Toleranzen nur dort anzuwenden, wo sie funktional erforderlich sind, während an anderen Stellen lockerere Toleranzen zugelassen werden, um die Werkzeugkosten zu kontrollieren.
Wahl des Werkzeugmaterials:
- Stahlformen (P20, 718, H13, S136) bieten eine lange Standzeit und Maßhaltigkeit, sind aber teurer.
- Aluminium-Formen sind preiswerter und bieten eine hervorragende Wärmeleitfähigkeit, verschleißen aber schneller.
- Zusammengesetzte Materialien (Kohlefaser, Glasfaser) bieten eine mäßige Haltbarkeit bei geringeren Kosten, sind aber im Allgemeinen für die Großserienproduktion ungeeignet.
Die Materialauswahl sollte auf das zu erwartende Produktionsvolumen und die Leistungsanforderungen des Teils abgestimmt sein.
Enthüllung der Nockenmechanismen:
Nockenmechanismen wie Schieber, Heber und Ausdrehsysteme ermöglichen komplexe Geometrien, verursachen jedoch zusätzliche Kosten und Risiken. Diese Komponenten erhöhen die Bearbeitungszeit, den Montageaufwand und die langfristigen Wartungsanforderungen.
Langlebigkeit der Werkzeuge:
Die Lebensdauer des Werkzeugs hängt davon ab:
- Harztyp (gefüllt oder ungefüllt)
- Produktionsvolumen
- Betriebsbedingungen
- Instandhaltungspraktiken
Ein teureres Werkzeug, das in der Großserienproduktion eingesetzt wird, liefert oft niedrigere Kosten pro Teil über die gesamte Lebensdauer im Vergleich zu einer billigeren Form mit begrenzter Haltbarkeit.
Qualität und Ästhetik des Harzes:
Höherwertige Harze und kosmetische Oberflächenbehandlungen sind erforderlich:
- Bessere Stahlqualität
- Höhere Polierstufen
- Strengere Prozesskontrolle
Werkzeugtyp vs. Teilekosten
Während Heißkanal-Formen sind zwar teurer als herkömmliche Zweiplattenformen, aber sie vermeiden Angussabfälle und senken die Arbeitskosten. Bei hohen Stückzahlen führt dies oft zu geringere Kosten pro Teil, trotz höherer Anfangsinvestitionen für Werkzeuge.
Warum Werkzeuge nicht allein nach dem Preis gekauft werden sollten
Einkaufsteams sollten nicht unabhängig über Werkzeugspezifikationen entscheiden. Entscheidungen zum Werkzeugbau erfordern den Beitrag von:
- Formenbauer
- Fertigungsingenieure
- Produktions- und Qualitätsteams
Das Ziel ist nicht die billigste Form, sondern die kostengünstigste Form, die zuverlässig Teile nach Spezifikation produziert.
Erforderliche Informationen für ein genaues Werkzeugangebot
Um einen zuverlässigen Kostenvoranschlag für Werkzeuge zu erhalten, sollten die Käufer Angaben machen:
- 2D-Zeichnungen und 3D-CAD-Dateien
- Spezifikation des Materials (Harz)
- Erforderliche Toleranzen
- Anforderungen an die Oberflächenbeschaffenheit
- Voraussichtliches jährliches Volumen und Lebensdauer
- Formtyp (Zweiplatten-, Dreiplatten-, Heißkanalsystem usw.)
- Spezielle Mechanismen (Schieber, Heber, Abschrauben)
- Abmessungen des Teils und projizierte Fläche
- Musterteil (falls vorhanden)
Überlegungen zur Konstruktion und Herstellung von Formen
Formenbauer müssen definieren:
- Anzahl der Kavitäten
- Auslegung der Kühlung und Platzierung der Leitungen
- Auswurfsystem
- Anschnitt und Kufengestaltung
- Formbasis und Standardkomponenten
Jeder Herstellungsschritt sollte zeitlich und kostenmäßig erfasst werden, einschließlich:
- CNC-Bearbeitung
- EDM
- Wärmebehandlung
- Polieren und Strukturieren
- Montage und Prüfung
Typischer Zeitplan für die Werkzeugherstellung
Eine Standard-Spritzgussform erfordert in der Regel 4-10 Wochen vom Entwurf bis zur T1-Stichprobe, je nach Komplexität.
Die Inanspruchnahme eines Lieferanten, der sowohl Werkzeugbau als auch Spritzguss anbietet, hilft, Verzögerungen und zusätzliche Versandkosten zu vermeiden.
Abschließende Empfehlungen
- Frühzeitige Einbindung von Formenbauern in die Produktentwicklung
- Einbindung von Technik, Einkauf und Management in Kostenentscheidungen
- Erhalten Sie detaillierte, aufgeschlüsselte Angebote für Werkzeuge
- Fokus auf Gesamtbetriebskosten, nicht nur der ursprüngliche Preis der Form
Bei richtiger Planung führt eine höhere Anfangsinvestition in Werkzeuge oft zu niedrigere Kosten pro Teil und bessere langfristige Rentabilität.
Kosten des Spritzgießens
Die Kosten für das Spritzgießen hängen von einer Reihe von Faktoren ab, u. a. von der Größe und Komplexität Ihres Teils, der Art des verwendeten Kunststoffs und der Stückzahl, die hergestellt werden soll. Im Allgemeinen ist die Herstellung kleiner Mengen teurer als die Herstellung großer Mengen.
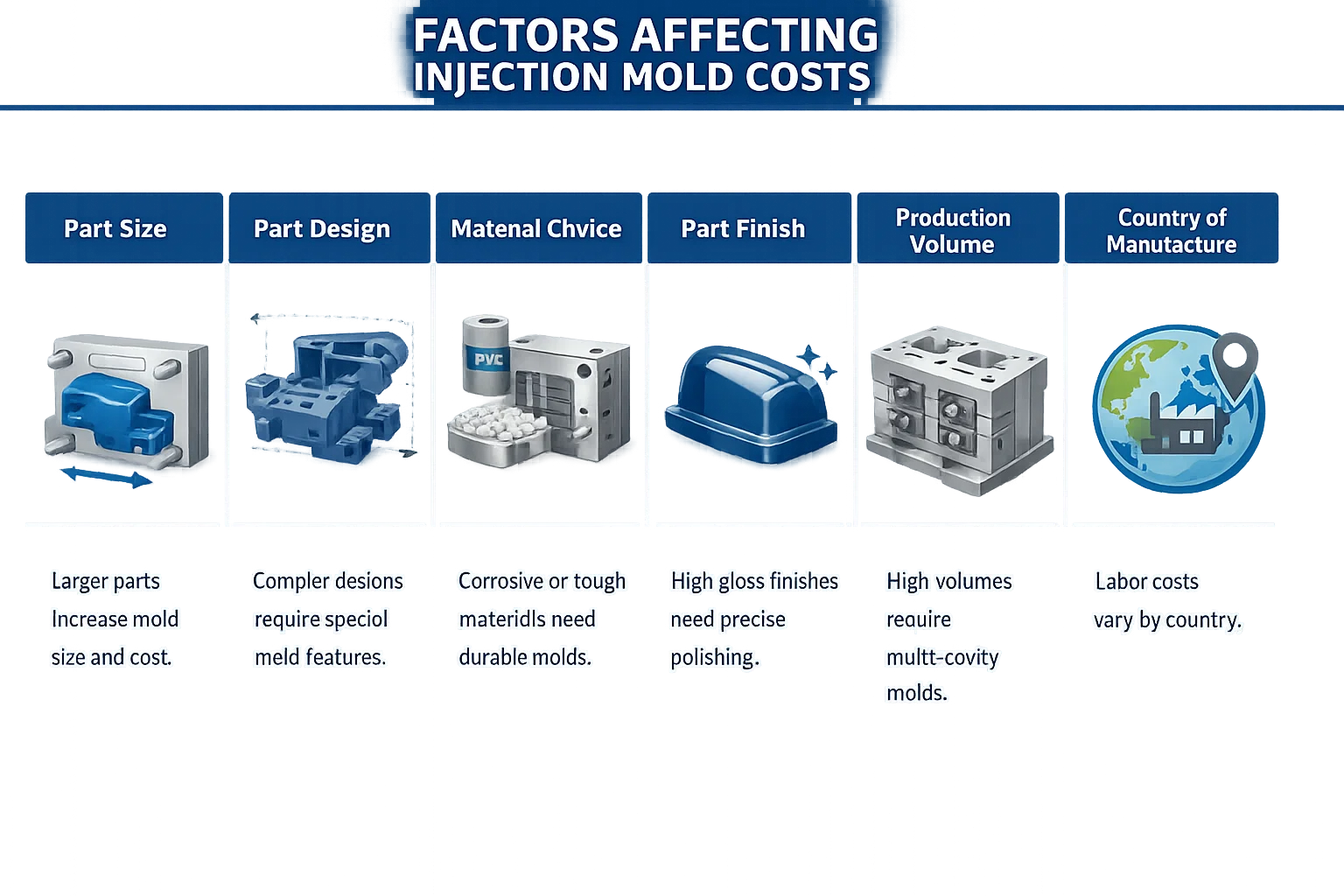
Warum diese für die Kosten des Spritzgießens wichtig sind
- Teilgröße- Größere Teile bedeuten eine größere Form, was wiederum bedeutet, dass größerer Stahl die Stahlkosten für die Spritzgussform erhöht.
- Teil Design- Je komplexer ein Teil ist, desto detaillierter muss die Form sein. Bei einigen komplizierten Teilen müssen besondere Merkmale hinzugefügt werden, z. B. Heber oder Schieber. Daher sollten Sie sich von Ihrem Formenbauer beraten lassen und prüfen, ob Sie das Design des Teils ändern können, um Kosten für die Spritzgussform zu sparen.
- Materialien: Je nach dem Material, aus dem das Teil besteht, muss die Spritzgussform aus einem bestimmten Material hergestellt werden. Wenn beispielsweise ein korrosiver Kunststoff wie PVC verwendet werden soll, muss die Form aus rostfreiem Stahl bestehen, um Schäden zu vermeiden, die letztlich den Preis in die Höhe treiben.
- Anforderungen an die Oberflächenbeschaffenheit der Teile- Bei Teilen, die eine hochglänzende Oberfläche erfordern, sind teurerer Stahl und präzises technisches Polieren unerlässlich, was den Preis erhöht.
- Produktionsvolumen. Formen mit größerem Volumen benötigen mehr Kavitäten, so dass die Form größer ist. Sie erfordern auch eine höhere Stahlqualität, um länger zu halten, was sich auf die Spritzgussformkosten.
- Land der Herstellung- Verschiedene Länder haben unterschiedliche Lohnsätze. Wenn Ihre Form in einem Land hergestellt wird, in dem die Lohnkosten niedrig sind, dann werden Sie natürlich Geld sparen. In China sind die durchschnittlichen Kosten für eine Spritzgussform etwa 40% niedriger als in westlichen Ländern.
Tipps zur Kostensenkung beim Spritzgießen
Praktische Möglichkeiten zur Senkung der Kosten für das Spritzgießen
Nachfolgend finden Sie bewährte Strategien, mit denen Sie die Kosten für das Spritzgießen so niedrig wie möglich halten können, ohne Kompromisse bei Qualität oder Leistung einzugehen.
Gegebenenfalls Soft Tooling in Betracht ziehen
Soft-Tooling ist eine kostengünstige Alternative zu herkömmlichen harten Werkzeugen aus Stahl oder Aluminium. Dabei werden in der Regel Materialien wie Polyurethan oder andere flexible Verbindungen verwendet, die kostengünstiger und schneller herzustellen sind.
Dieser Ansatz eignet sich besonders für die Kleinserienfertigung, das Prototyping und die frühe Produktentwicklung. Soft-Tooling bietet außerdem eine größere Designflexibilität und deutlich kürzere Vorlaufzeiten, was es zu einer attraktiven Option für Unternehmen mit begrenzter Spritzgießerfahrung oder sich verändernden Designanforderungen macht.
Kunststoffharze strategisch auswählen
Die Materialauswahl spielt eine entscheidende Rolle bei der Kontrolle der Spritzgießkosten. Verschiedene Harze sind für unterschiedliche Produktionsmengen und Leistungsanforderungen ausgelegt, und die Wahl des richtigen Materials kann die Kosten erheblich senken.
Kosteneinsparungen können auch durch folgende Maßnahmen erzielt werden:
- Verwendung von Harzen, die beim Schmelzen und Abkühlen weniger Energie benötigen
- Verwendung von recycelten Kunststoffen, wo dies möglich ist
- Auswahl von Materialien, die mit einfacheren Werkzeugen und schnelleren Zykluszeiten kompatibel sind
Wenn beispielsweise dickwandige Hart-PVC-Teile durch Materialien wie ABS oder Polypropylen (PP) ersetzt werden, kann der Energieverbrauch aufgrund ihrer dünneren Wandstärken und ihres effizienteren thermischen Verhaltens gesenkt werden.
Vereinfachen Sie die Konstruktion von Teilen und Formen
Sehr detaillierte CAD-Zeichnungen sind in frühen Entwurfsphasen nicht immer erforderlich. Eine einfache Skizze mit klaren Beschreibungen und einem Teiledruck kann oft ausreichen, um die Konstruktionszeit und die CAD-Kosten zu reduzieren.
Die Komplexität der Konstruktion wirkt sich direkt auf die Herstellungskosten aus. Teile mit komplizierten Geometrien erfordern anspruchsvollere Werkzeuge, längere Produktionszeiten und einen höheren Materialverbrauch. Ebenso erhöht eine übermäßige Wandstärke den Materialverbrauch und die Zykluszeit, was die Kosten in die Höhe treibt.
Einfache und funktionale Designs sind eine der effektivsten Methoden, um die Kosten für Werkzeuge und Teile zu senken.
Effiziente, langlebige und mehrkavitäre Formen entwerfen
Spritzgießformen verschleißen mit der Zeit, insbesondere unter hohem Druck und hohen Temperaturen. Eine auf Langlebigkeit ausgerichtete Konstruktion der Formen kann die langfristigen Kosten erheblich senken. Dies beinhaltet:
- Auswahl von Materialien mit angemessener Verschleißfestigkeit (z. B. Aluminium für geringere Stückzahlen, Stahl für hohe Stückzahlen)
- Verwendung fortschrittlicher Legierungen wie Titan oder Nickel für hochbelastete Bauteile
- Unnötige Komplexität von Formen vermeiden
Wenn mehrere identische Teile benötigt werden, kann ein Mehrkavitätenwerkzeug die Produktivität erheblich steigern und die Stückkosten im Vergleich zu Einzelkavitätenwerkzeugen senken.
Verkürzung der Zykluszeit
Die Zykluszeit umfasst alle Schritte, die zur Herstellung eines Teils erforderlich sind:
- Materialzuführung
- Schmelzen und Einspritzen
- Abkühlung und Erstarrung
- Öffnen der Form und Auswerfen der Teile
Durch kürzere Zykluszeiten können mehr Teile in kürzerer Zeit produziert werden, was die Stückkosten senkt. Die Optimierung der Kühlung, der Wandstärke und der Werkzeugkonstruktion kann die Zykluseffizienz drastisch verbessern.
Automatisieren Sie sich wiederholende Vorgänge
Die Automatisierung senkt die Arbeitskosten, erhöht die Konsistenz und minimiert die Ausfallzeiten zwischen den Zyklen. Automatisierte Systeme können auch die Zykluszeiten verkürzen und Verletzungen am Arbeitsplatz, die durch sich wiederholende Aufgaben verursacht werden, verringern.
Die Automatisierung erfordert zwar eine Anfangsinvestition, bringt aber langfristig oft erhebliche Kosteneinsparungen und eine höhere Produktionssicherheit.
Vorhandene Teile oder Modelle wiederverwenden
Kunststoffe sind von Natur aus gut für die Nachbildung geeignet. Die Verwendung bestehender Teile, Prototypen oder bewährter Modelle als Referenz kann die Entwicklungszeit erheblich verkürzen und die Konstruktionskosten senken.
Bauen Sie Meistermodelle in männlicher Form
Bei der Erstellung von Urmodellen lassen sich männlich geformte Designs in der Regel einfacher und schneller duplizieren. Durch die Verwendung einer minimalen Metallstärke werden die Material- und Bearbeitungskosten weiter gesenkt.
Einfache strukturelle Merkmale bevorzugen
Die Maximierung flacher Ausläufe und die Vermeidung unnötiger Konturen vereinfacht die Werkzeugherstellung und verbessert die Fertigungseffizienz. Einfache Geometrien sind leichter zu formen, zu prüfen und zu warten.
Sorgfältige Auswahl der Unterstützungsstrukturen
Jedes Trägermaterial bringt Nachteile mit sich:
- Holz: Leicht und preiswert, aber nicht formstabil
- Gusseisen: Erschwinglich, aber umfangreiche Bearbeitung erforderlich
- Aluminium: Höhere Materialkosten, aber schneller zu bearbeiten
- Stahlguss: Die stärkste Option, aber die teuerste und zeitaufwendigste
Die Wahl der richtigen Unterstützungsstruktur kann sich erheblich auf die Gesamtprojektkosten und die Vorlaufzeit auswirken.
Verwendung von Füllstoffen zur Senkung der Materialkosten
Füllstoffe können die Materialkosten senken und gleichzeitig die Härte und Steifigkeit erhöhen, wenn keine hohe Festigkeit erforderlich ist. Zu den üblichen Füllstoffen gehören Ton, Kalziumkarbonat, Kalkstein und Aluminiumoxid. Diese Zusatzstoffe sind besonders bei großen oder langlebigen Kunststoffteilen nützlich.
Minimierung von Ausschuss und Defekten
Ausschuss ist ein wichtiger Kostentreiber beim Spritzgießen. Schlechte Qualitätskontrolle führt zu Nacharbeit, Verzögerungen und Materialverschwendung. Die Einführung effektiver Prüfsysteme - wie z. B. die Laser- oder automatische Prüfung - kann Fehler frühzeitig erkennen und die Ausschussrate erheblich senken.
Abschließende Überlegungen
Zwar ist die Zusammenarbeit mit einem zuverlässigen Spritzgusslieferanten von entscheidender Bedeutung, doch hängt die Kostenkontrolle letztlich von intelligenten Designentscheidungen, der Materialauswahl, einer effizienten Werkzeugausstattung und optimierten Prozessen ab. Die ganzheitliche Anwendung dieser Strategien kann die Rentabilität und die langfristige Effizienz der Fertigung erheblich verbessern.
