






Che cos'è lo stampaggio a iniezione di materie plastiche
Il processo di stampaggio a iniezione di materie plastiche prevede l'utilizzo di stampi per creare pezzi attraverso l'iniezione di materiale. L'industria manifatturiera della plastica utilizza questo metodo per la creazione di componenti perché offre risultati precisi e un'elevata efficienza, oltre alla capacità di creare forme intricate. I produttori dei settori automobilistico, dei beni di consumo e dei dispositivi medici preferiscono questo metodo perché combina l'efficienza dei costi con la scalabilità.
Che cos'è lo stampaggio a iniezione?
12 risposte di esperti su processi, materiali, costi, tempi di ciclo, difetti e progettazione
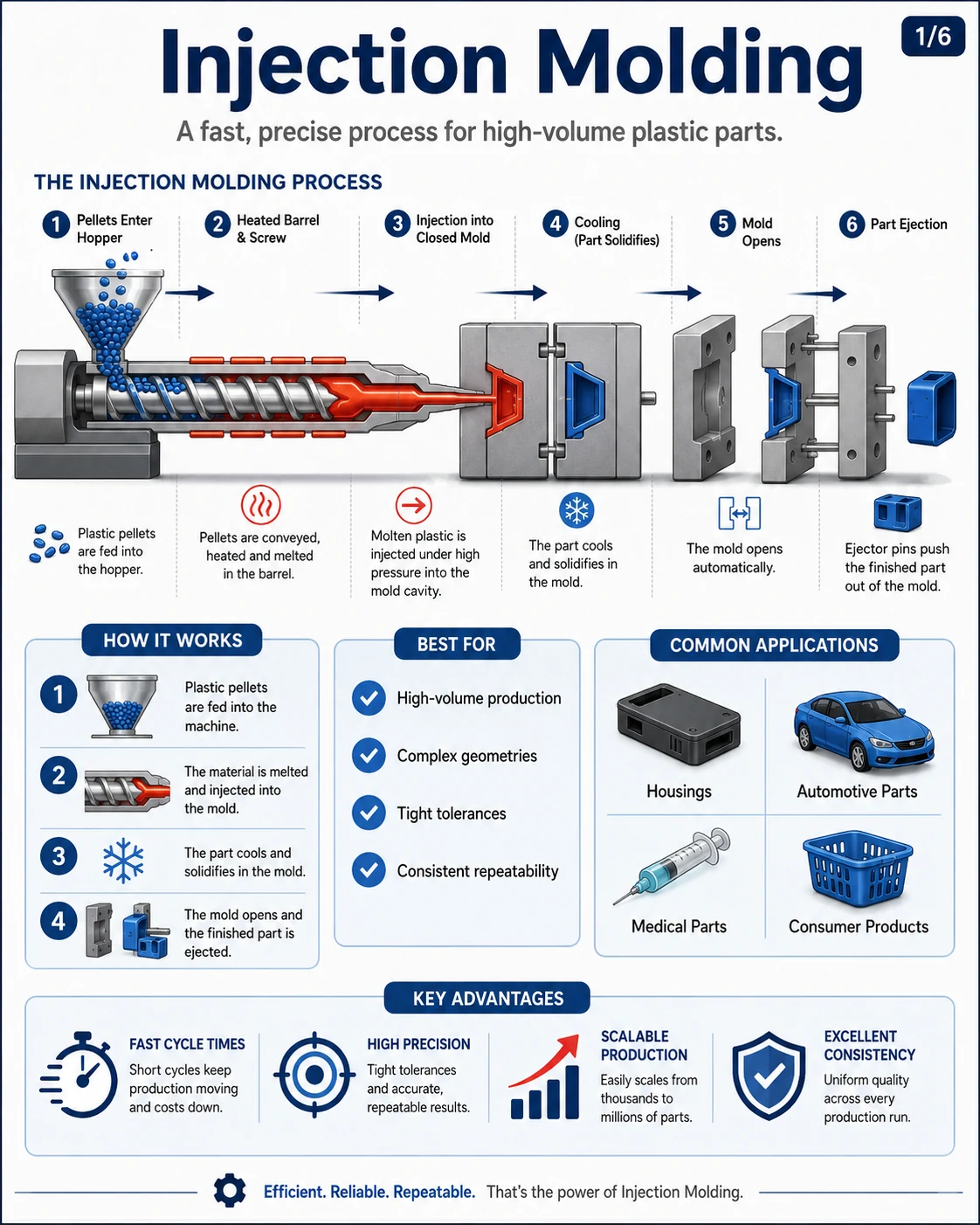
Lo stampaggio a iniezione è un processo produttivo che produce parti in plastica iniettando termoplastica fusa in uno stampo di precisione in acciaio o in alluminio ad alta pressione, tipicamente tra 500-2000 bar. Dopo che la plastica si è raffreddata e solidificata - di solito entro 15-60 secondi - lo stampo si apre e i perni di espulsione spingono fuori il pezzo finito.
È il metodo di produzione delle materie plastiche più utilizzato al mondo, in grado di produrre milioni di pezzi identici con tolleranze minime. ±0,05 mm. Tra i settori che fanno grande affidamento sullo stampaggio a iniezione figurano l'industria automobilistica, i dispositivi medici, l'elettronica di consumo, l'imballaggio e i prodotti per la casa.
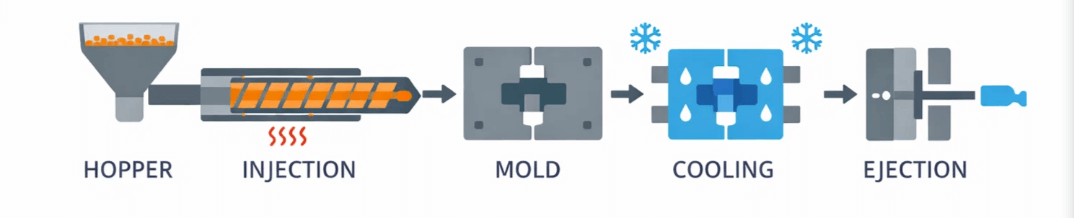
Il processo di stampaggio a iniezione consiste in sei fasi eseguiti in un ciclo continuo:
1. Serraggio: Le due metà dello stampo si chiudono e l'unità di bloccaggio applica un tonnellaggio (in genere 1,5-5 tonnellate per pollice quadrato di area del pezzo proiettato) per mantenerle sigillate durante l'iniezione.
2. Iniezione: Una vite alternata spinge la plastica fusa nella cavità dello stampo attraverso un sistema di guide e cancelli a pressioni di 500-2000 bar.
3. Imballaggio (tenuta): La pressione aggiuntiva (40-80% di pressione di iniezione) compensa il ritiro del materiale quando il pezzo inizia a raffreddarsi.
4. Raffreddamento: La plastica si solidifica all'interno dello stampo. Questa fase consuma 50-70% di tempo di ciclo totale e dipende dallo spessore della parete e dal materiale.
5. Stampo aperto: L'unità di bloccaggio si ritrae e separa le metà dello stampo.
6. Espulsione: I perni di espulsione spingono il pezzo finito fuori dalla cavità, completando il ciclo.
Il tempo totale del ciclo varia da Da 10 a 120 secondi a seconda della complessità del pezzo, dello spessore della parete e del materiale.
Lo stampaggio a iniezione utilizza principalmente materiali termoplastici, che possono essere fusi e risolidificati ripetutamente. I materiali più comuni e le loro proprietà principali:
| Materiale | Temperatura di fusione | Proprietà chiave |
|---|---|---|
| ABS | 220-260°C | Resistente agli urti, buona finitura |
| Polipropilene (PP) | 200-280°C | Leggero, resistente agli agenti chimici |
| Policarbonato (PC) | 280-320°C | Trasparente, ad alta resistenza agli urti |
| Nylon (PA6/PA66) | 250-290°C | Elevata forza e resistenza all'usura |
| POM (Acetalica) | 190-210°C | Stabilità dimensionale, basso attrito |
| TPE / TPU | 180-230°C | Elastomeri flessibili e morbidi al tatto |
La selezione del materiale determina lo spessore della parete richiesto, gli angoli di sformo, la tolleranza di ritiro (0,4%-2,5%) e la progettazione del raffreddamento dello stampo.
Lo stampaggio a iniezione è ideale per i pezzi che soddisfano questi criteri:
- Volume di produzione: Generalmente efficace dal punto di vista dei costi 10.000 unità per progetto
- Geometrie complesse: Sottotagli, filettature, incastri a scatto e cerniere vive in un colpo solo
- Tolleranze strette: Fino a ±0,05 mm per componenti di precisione
- Spessore della parete: In genere 1-4 mm, idealmente uniforme a 2-3 mm
- Finitura superficiale uniforme: Dalla lucidatura a specchio alle finiture strutturate (SPI da A-1 a D-3)
Le applicazioni tipiche includono rivestimenti interni di automobili, siringhe mediche, involucri elettronici, tappi di bottiglie, ingranaggi e alloggiamenti di prodotti di consumo.
I principali vantaggi dello stampaggio a iniezione includono:
- Tempi di ciclo rapidi: 15-30 secondi per i pezzi piccoli, consentendo milioni di unità all'anno per cavità
- Elevata ripetibilità: Variazione dimensionale inferiore a 0,1% per milioni di pezzi
- Scarso spreco di materiale: Tipicamente sotto 5%, con materozze e guide di scorrimento riaffilabili
- Geometrie complesse: Molteplici funzioni stampate in un unico colpo, eliminando l'assemblaggio
- Basso costo per pezzo su scala: Spesso $0,01-$1,00 per pezzo, a seconda delle dimensioni e del materiale.
- Facile da automatizzare: Rimozione robotica dei pezzi e integrazione nelle linee di assemblaggio
Nonostante i suoi punti di forza, lo stampaggio a iniezione presenta notevoli limiti:
- Costo elevato dello stampo: L'utensileria varia tipicamente da $3.000 per stampi semplici in alluminio a $100.000+ per stampi in acciaio temprato a più cavità.
- Tempi di consegna lunghi: La progettazione e la fabbricazione degli stampi richiedono solitamente 4-10 settimane
- Costose modifiche al progetto: Le modifiche agli stampi costano $500-$10.000, a seconda della complessità.
- Non è economico per i bassi volumi: Al di sotto di ~1.000 pezzi, la stampa 3D o la lavorazione CNC sono spesso più convenienti.
- Limiti di progettazione: Richiede angoli di sformo, spessore uniforme delle pareti ed evita, ove possibile, i sottosquadri.
Lo stampaggio a iniezione è la scelta migliore quando il vostro progetto richiede un'operazione di stampaggio a iniezione:
- Volumi di produzione medio-alti (in genere oltre 10.000 unità)
- Tolleranze strette e ripetibili su lunghe serie di produzione
- Parti in plastica resistente con buona finitura superficiale e integrità strutturale
- Scalabilità a lungo termine - uno stampo può produrre milioni di pezzi nell'arco di 5-10+ anni
- Forme complesse che richiederebbe più operazioni con altri metodi
Per i prototipi o le tirature inferiori a 1.000 pezzi, prendere in considerazione Stampa 3D o Lavorazione CNC invece. Per pezzi cavi molto grandi, stampaggio rotazionale o soffiatura può essere più economico.
Il costo dello stampaggio a iniezione ha due componenti principali: costo degli utensili (una tantum) e costo per parte (ricorrente).
Costo degli stampi:
- Stampo prototipo semplice (alluminio, cavità singola): $1,000–$5,000
- Stampo di produzione standard (acciaio P20, 1-2 cavità): $5,000–$30,000
- Stampo per grandi volumi (acciaio temprato H13, multi-cavità): $30,000–$100,000+
- Stampo complesso con canali caldi, slitte e sollevatori: $50,000–$200,000+
Costo per parte in genere varia da Da $0,01 a $5,00 e dipende da:
- Costo del materiale (ad esempio, PP ~$1,50/kg, PC ~$4,00/kg)
- Tempo di ciclo (ciclo più lungo = costo maggiore)
- Peso del pezzo e tonnellaggio della macchina richiesti
- Costi di manodopera e spese generali (la Cina è in genere 30-50% più economica degli Stati Uniti/UE)
Il break-even rispetto alla stampa 3D si aggira di solito intorno a 500-1.000 unità; rispetto alla lavorazione CNC intorno 100-500 unità.
Il tempo totale del ciclo di stampaggio a iniezione varia in genere da Da 10 a 120 secondi, con la maggior parte delle parti di consumo in bicicletta 15-45 secondi.
Ripartizione del tempo di ciclo per fase:
| Fase | % di ciclo | Durata tipica |
|---|---|---|
| Chiusura della muffa | 3–5% | 0,5-2 secondi |
| Riempimento a iniezione | 5–15% | 1-5 sec |
| Imballaggio / conservazione | 10–20% | 2-10 secondi |
| Raffreddamento | 50–70% | 5-60 sec |
| Stampo aperto + espulsione | 5–10% | 1-5 sec |
Formula del tempo di raffreddamento: t ≈ s² ÷ (π² × α), dove s è lo spessore massimo della parete in mm e α è la diffusività termica del polimero. Regola pratica: all'incirca 2-3 secondi di raffreddamento per mm di spessore della parete per le resine semicristalline. Poiché il tempo di raffreddamento scala con la piazza di spessore della parete, una parete di 4 mm impiega circa quattro volte di più a raffreddarsi rispetto a una parete di 2 mm.
Il tempo di ciclo può essere ridotto utilizzando canali di raffreddamento conformi, inserti in rame berillio, design delle pareti più sottili e controllo ottimizzato della temperatura dello stampo.
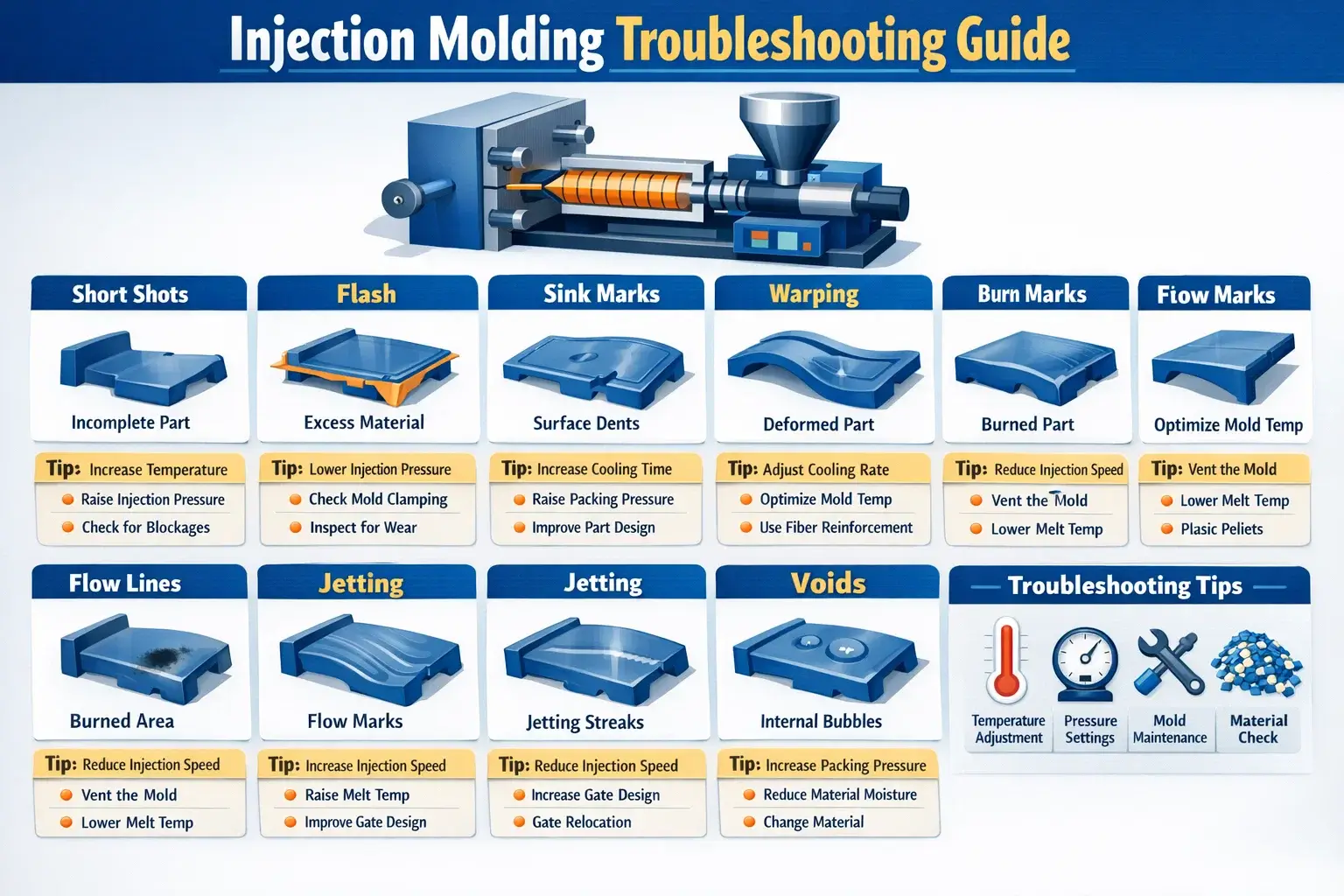
La maggior parte dei difetti di stampaggio a iniezione rientra in tre categorie di gravità con cause principali identificabili:
Difetti critici:
- Colpi brevi (riempimento incompleto) - causato da una pressione di iniezione insufficiente, da una bassa temperatura di fusione o da porte sottodimensionate
- Flash (eccesso di materiale sulla linea di separazione) - causato da una forza di serraggio insufficiente o da una pressione di iniezione eccessiva
- Segni di bruciatura - l'aria intrappolata si comprime e si incendia (effetto diesel); risolvere con uno sfiato migliore
Difetti principali:
- Segni di affondamento (depressioni superficiali) - pressione di riempimento insufficiente su sezioni spesse come nervature o bocchette
- Curvatura (distorsione dei pezzi) - raffreddamento non uniforme o flusso non bilanciato
- Linee di saldatura/ricamo - legami deboli dove si incontrano due fronti di fusione; risolvere aumentando la temperatura di fusione o spostando i cancelli
Difetti minori:
- Jetting - Superficie a forma di serpente dovuta alla fuoriuscita della colata attraverso il cancello troppo velocemente
- Strisce d'argento (splay) - dall'umidità del materiale; fissare con un'adeguata asciugatura
- Segni di flusso - linee ondulate dovute all'esitazione della fusione; risolvere con una maggiore velocità di iniezione o temperatura dello stampo
La maggior parte dei difetti si risolve con lo stampaggio scientifico: disaccoppiando le fasi di riempimento, confezionamento e mantenimento, ottimizzando poi ciascuna di esse in modo indipendente mediante un progetto di esperimenti (DOE).
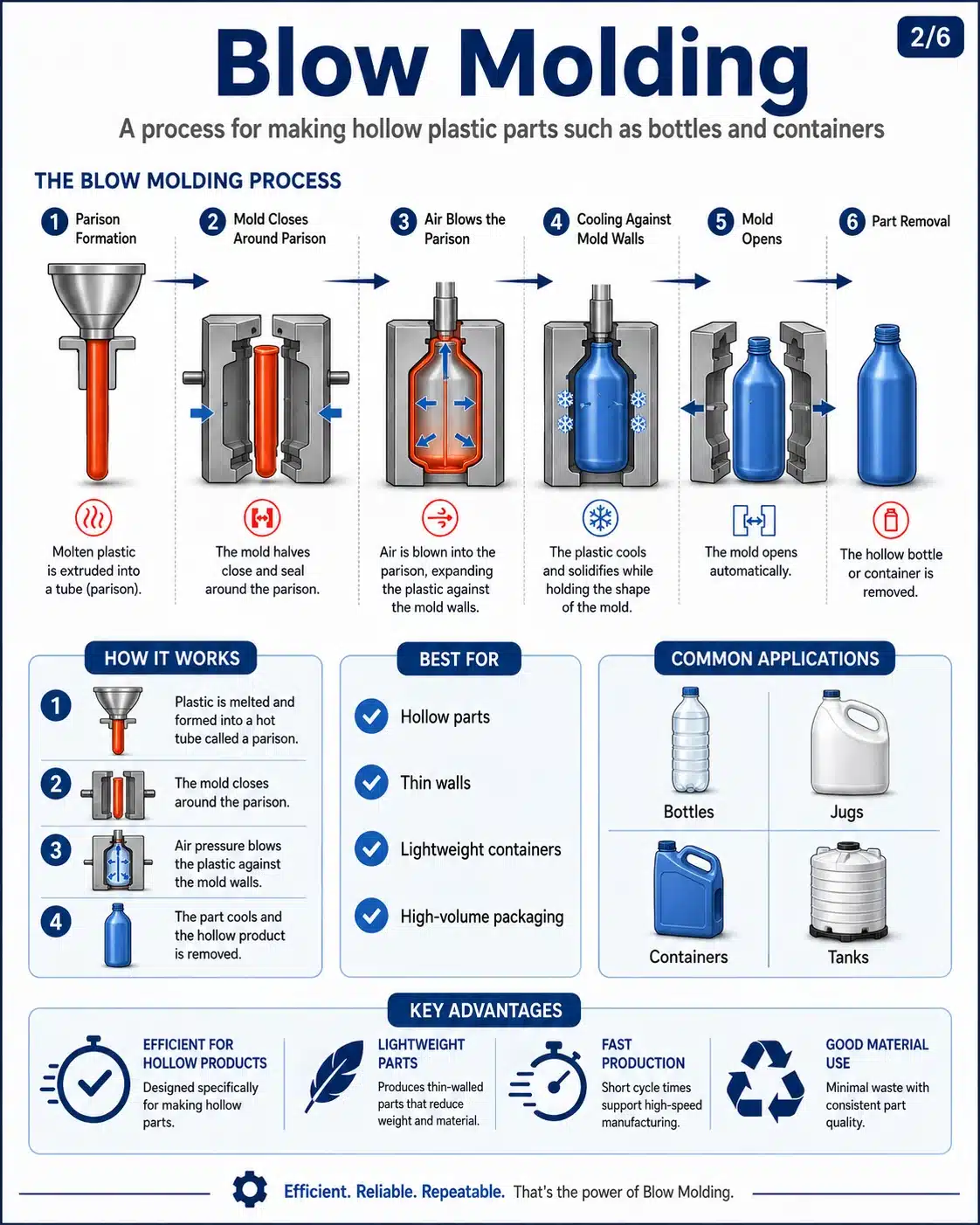
Entrambi i processi utilizzano plastica fusa e stampi, ma creano tipi di pezzi fondamentalmente diversi:
| Caratteristica | Stampaggio a iniezione | Stampaggio a soffiaggio |
|---|---|---|
| Tipo di parte | Parti solide | Parti cave |
| Come funziona | Plastica fusa iniettata in uno stampo chiuso | Plastica riscaldata e gonfiata con aria all'interno dello stampo |
| Spessore della parete | 1-4 mm, uniforme | Pareti sottili e variabili |
| Il migliore per | Ingranaggi, alloggiamenti, staffe, connettori | Bottiglie, contenitori, serbatoi, serbatoi di carburante |
| Costo degli utensili | Superiore ($5K-$100K+) | Inferiore ($3K-$50K) |
| Tempo di ciclo | 10-120 sec | 10-30 secondi |
| Tolleranza | ±0,05 mm | ±0,5 mm |
Regola empirica: Se il pezzo è cavo e vi si può versare del liquido (bottiglia, tanica, serbatoio del carburante), si utilizza lo stampaggio a soffiaggio. Se il pezzo è solido o presenta caratteristiche funzionali, come nervature, sporgenze o incastri, si ricorre allo stampaggio a iniezione.
Lo spessore ideale delle pareti per i pezzi stampati a iniezione è 2-3 mm, con una regola rigorosa di uniformità in tutto il pezzo. L'intervallo accettabile è Da 1 mm minimo a 4 mm massimo.
Spessore della parete consigliato in base al materiale:
| Materiale | Intervallo consigliato |
|---|---|
| ABS | 1,2-3,5 mm |
| Polipropilene (PP) | 0,8-3,8 mm |
| Policarbonato (PC) | 1,0-3,8 mm |
| Nylon (PA) | 0,8-3,0 mm |
| POM (Acetalica) | 0,8-3,0 mm |
Regole di progettazione critiche:
- Uniformità: La variazione dello spessore della parete deve essere inferiore a 25% per evitare deformazioni e segni di affondamento.
- Spessore della nervatura: 50-60% della parete a cui si collega
- Altezza delle costole: Massimo 3 volte lo spessore della parete
- Transizioni: Usare assottigliamenti graduali, mai brusche variazioni di spessore.
- Raggio interno dell'angolo: 0,5-0,75× lo spessore della parete per ridurre la concentrazione delle sollecitazioni.
Le pareti più spesse aumentano esponenzialmente il tempo di ciclo (il tempo di raffreddamento scala con il quadrato dello spessore della parete), quindi le pareti uniformi più sottili sono sempre da preferire quando la resistenza lo consente.
Il processo di stampaggio a iniezione
Riferimento visivo interattivo che copre ogni fase, componente della macchina, parametro, difetto e materiale
| Parametro | Gamma tipica | Effetto |
|---|---|---|
| Zona barile 1 (alimentazione) | 160 - 220 C | La temperatura più bassa impedisce la formazione di ponti nella gola di alimentazione |
| Zona barile 2 (compressione) | 200 - 260 C | Fusione progressiva dei pellet |
| Zona barile 3 (misurazione) | 220 - 300 C | Temperatura omogenea della fusione |
| Ugello | 210 - 300 C | Previene le lumache da freddo, la bava |
| Muffa (refrigerante) | 20 - 120 C | Controlla la velocità di raffreddamento, la cristallinità, la finitura superficiale |
| Corridore caldo | Zona dell'ugello di corrispondenza | Mantiene il sistema di canali fusi, eliminando gli scarti dei canali freddi |
| Parametro | Gamma tipica | Effetto |
|---|---|---|
| Pressione di iniezione | 500 - 2000 bar | Riempie la cavità; più alto per pareti sottili |
| Pressione di imballaggio/tenuta | 40 - 80% di iniezione | Compensa il ritiro durante il raffreddamento |
| Contropressione | 3 - 15 bar | Migliora l'omogeneità della fusione durante il recupero della vite |
| Forza di serraggio | 1,5 - 5 t/in2 area proiettata | Impedisce l'apertura dello stampo / l'eruzione di fiamme |
| Pressione della cavità | 300 - 800 bar | Misurato tramite sensore; indica la qualità del riempimento |
| Parametro | Gamma tipica | Effetto |
|---|---|---|
| Velocità di iniezione | 20 - 150 mm/s | Più veloce = migliore riempimento per le pareti sottili; troppo veloce = getto d'acqua |
| Vite RPM | 50 - 200 GIRI/MIN. | Controlla la velocità di plastificazione e la qualità della fusione |
| Tempo di raffreddamento | 5 - 60 sec. | Porzione maggiore del ciclo; dipende dallo spessore della parete |
| Tempo di ciclo | 10 - 120 sec. | Totale: clampare + iniettare + imballare + raffreddare + aprire + espellere |
| Velocità di apertura/chiusura dello stampo | Variabile (veloce/lento) | Veloce al centro, lento all'inizio e alla fine per la protezione |
| Parametro | Descrizione | Perché è importante |
|---|---|---|
| Dimensione del colpo | Volume di fusione per ciclo | Deve riempire la cavità + la guida + il cuscino |
| Cuscino | 2 - 6 mm di fusione davanti alla vite | Assicura la trasmissione della pressione di imballaggio |
| Punto di commutazione V/P | Posizione o pressione al momento della transizione | I controlli passano dalla fase di velocità a quella di pressione |
| Decompressione della vite | 1 - 5 mm di ritorno dopo il recupero | Impedisce la fuoriuscita di bava dall'ugello |
| Corsa dell'espulsore | Parte-dipendente | Deve liberare il pezzo dal nucleo senza danneggiarlo |
- Asciugare i materiali igroscopici (nylon, PC, PET) prima della lavorazione.
- Utilizzare lo stampaggio scientifico: disaccoppiare le fasi di riempimento, confezionamento e mantenimento
- Esecuzione di studi di bilanciamento delle cavità su stampi multicavità
- Monitorare la consistenza del cuscino da un colpo all'altro
- Documentare una finestra di processo con DOE
- Utilizzare sensori di pressione in cavità per un feedback di qualità
- Spurgare accuratamente quando si cambia materiale o colore
- Mantenere la temperatura dello stampo costante con la TCU
- Affidarsi esclusivamente alla pressione idraulica della macchina per il controllo della qualità
- Saltare l'essiccazione del materiale - l'umidità provoca distorsione e degrado
- Utilizzare la massima velocità di iniezione senza profilatura
- Ignorare le dimensioni del cuscino: zero cuscino significa niente confezione
- Sovraimballaggio di parti per risolvere i colpi corti (affrontare la causa principale)
- Modifica di più parametri contemporaneamente durante la risoluzione dei problemi
- Funzionamento senza protezione antimuffa a bassa pressione chiudere
- Trascurare la manutenzione preventiva di viti e anelli di sicurezza
| Fase | % di ciclo | Driver primario | Come ridurre |
|---|---|---|---|
| Chiusura della muffa | 3-5% | Velocità di serraggio, protezione degli stampi | Ottimizzare le posizioni lente/veloci |
| Riempimento a iniezione | 5-15% | Velocità di iniezione, spessore della parete | Aumentare la velocità (entro i limiti) |
| Imballaggio/conservazione | 10-20% | Tempo di blocco del cancello | Ottimizzazione delle dimensioni del gate, studio del tempo di attesa |
| Raffreddamento | 50-70% | Spessore della parete, temperatura dello stampo | Raffreddamento conforme, inserti in rame berillio, riduzione dello spessore delle pareti |
| Stampo aperto + espulsione | 5-10% | Lunghezza della corsa, velocità dell'espulsore | Ridurre al minimo la corsa a vuoto, utilizzare i tappi d'aria |
Suggerimenti per la progettazione dello stampaggio a iniezione

Grazie alla scalabilità e all'uniformità del processo, è possibile produrre pezzi di plastica stampati a iniezione da semplici a estremamente complicati, nonché milioni di pezzi identici. Costruzione di utensili e manutenzione sono costosi e cambiare gli strumenti è una sfida.
Pezzi stampati ad iniezione: massimizzare i loro vantaggi
- Mantenere le pareti uniformi. Assicurarsi che le pareti abbiano lo stesso spessore in tutto il pezzo. Le pareti dovrebbero avere uno spessore medio di 2-3 mm. I processi standard di stampaggio a iniezione raccomandano un minimo di 1 mm e un massimo di 4 mm.
- Arrotondare gli spigoli vivi. Se possibile, appianare le transizioni tra le pareti.
- Bozza. A angolo di sformo può causare problemi di progettazione nel pezzo. L'aggiunta di un angolo di sformo alle facce è utile per liberare il pezzo dallo strumento, ma può anche causare problemi, in particolare con le parti accoppiate. Sulle superfici d'anima non testurizzate e almeno tre gradi sulle superfici di cavità testurizzate, si raccomanda un angolo di sformo minimo di un grado.
- Se possibile, stare lontani da superfici con correnti d'aria nulle.. Nel caso di un'area a tiraggio zero, si dovrebbe mirare a limitarla solo a una parte della faccia, piuttosto che all'intera superficie.
- Mantenere la semplicità. Tentare di evitare il sottotaglio (formazione di un'area che non può essere modellata semplicemente aprendo e chiudendo l'utensile). Quando la semplicità non funziona, i sollevatori e le slitte consentono di formare elementi che sono sottosquadri nella direzione di trazione principale. In tal caso, lasciare almeno 2 o 3 volte la larghezza dell'elemento per consentire al sollevatore o alla slitta di spostarsi.
- Flusso da spesso a sottile. La plastica fluisce meglio attraverso gli elementi se passa dalle pareti più spesse a quelle più sottili a partire dalla porta (dove la plastica entra nel pezzo per riempirlo).
- Non è bello avere dei lavandini (densità delle superfici causata dal rallentamento delle sezioni più spesse della plastica durante il raffreddamento). È importante seguire queste linee guida per ridurre o eliminare la comparsa di imperfezioni sulle superfici cosmetiche:
- Assicurarsi che le superfici estetiche importanti non presentino sul retro cancelli, nervature, bocchette per viti, ecc;
- L'altezza della nervatura non deve superare il triplo dello spessore della parete;
- Lo spessore della base della nervatura deve essere pari a 50-60% dello spessore della parete di collegamento.
- Ancorare il progetto con i datum. Per stabilire l'interfaccia e l'interazione tra le parti, si utilizzano i datum (elementi che servono come punti di riferimento per le parti). Quando l'intento progettuale corrisponde a una struttura di riferimento, il prodotto può funzionare correttamente.
- Mettere in discussione il design: è una buona cosa.. In DFM (Design for Manufacturing), lo stampatore comunica la sua comprensione del progetto, in particolare per quanto riguarda la posizione dei perni, delle porte e delle linee di separazione (che potrebbero influenzare l'interazione tra i pezzi). Interrogare il progetto utilizzando i rapporti di ispezione.
- Creare prototipi spesso e presto. Le attuali tecniche di prototipazione, compresa la stampa 3D, possono ridurre i costi dei materiali consentendo di modellare i componenti e/o l'intero pezzo prima di costruire costose attrezzature.
Linee guida per la progettazione dello stampaggio a iniezione
Regole essenziali per pezzi in plastica resistenti e fabbricabili. Tutti i valori si riferiscono allo spessore nominale della parete T, diametro del foro D, o larghezza del foro W.
Geometria
Spessore della parete
Uno spessore incoerente provoca deformazioni e segni di affossamento.
Raggi d'angolo
Riduce la concentrazione delle tensioni e migliora il flusso plastico.
Angoli di sformo
Costole
Buchi
Aggiungete le bussole e le nervature di collegamento per il rinforzo.
Processo
Selezione del materiale
La scelta determina lo spessore della parete e gli angoli di sformo richiesti.
Espulsione e separazione
Semplifica la progettazione dello stampo e riduce la post-elaborazione.
I 6 diversi tipi di stampaggio della plastica
Lo stampaggio di materie plastiche comprende diversi processi produttivi utilizzati per modellare i materiali plastici in prodotti finiti. Ogni metodo di stampaggio è adatto a diverse strutture di prodotto, volumi di produzione, materiali e requisiti di costo.
Tabella di confronto: 6 metodi comuni di stampaggio della plastica
| Tipo di stampaggio della plastica | Come funziona | Il migliore per | Vantaggi principali |
|---|---|---|---|
| Stampaggio a iniezione | Lo stampaggio a iniezione costringe la plastica fusa in uno stampo di precisione, si raffredda e si indurisce fino a raggiungere la forma finale. | per i pezzi in plastica di grandi dimensioni, dagli alloggiamenti e i connettori ai componenti di precisione | che garantisce tempi di ciclo rapidi, tolleranze ristrette e una coerenza solida come una roccia su ogni pezzo. |
| Stampaggio a soffiaggio | La plastica riscaldata viene gonfiata con aria all'interno di uno stampo per formare una forma cava. | Bottiglie, contenitori, serbatoi, imballaggi cavi | Ideale per parti cave, prodotti leggeri, pareti sottili |
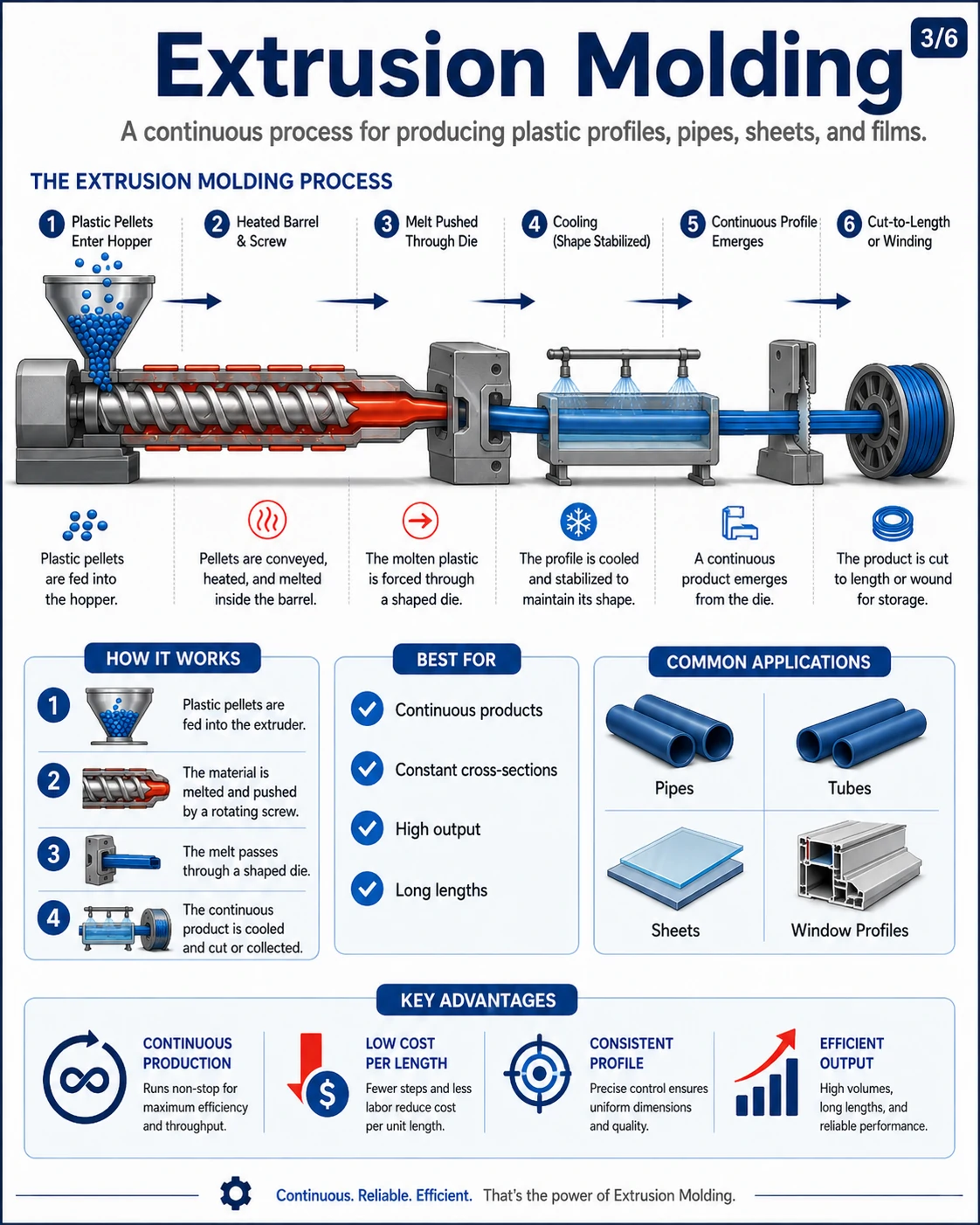
| Stampaggio per estrusione | La plastica fusa viene spinta attraverso uno stampo per creare un profilo continuo. | Tubi, tubi, lamiere, profili, pellicole | Produzione continua, basso costo per lunghezza, sezione trasversale stabile |
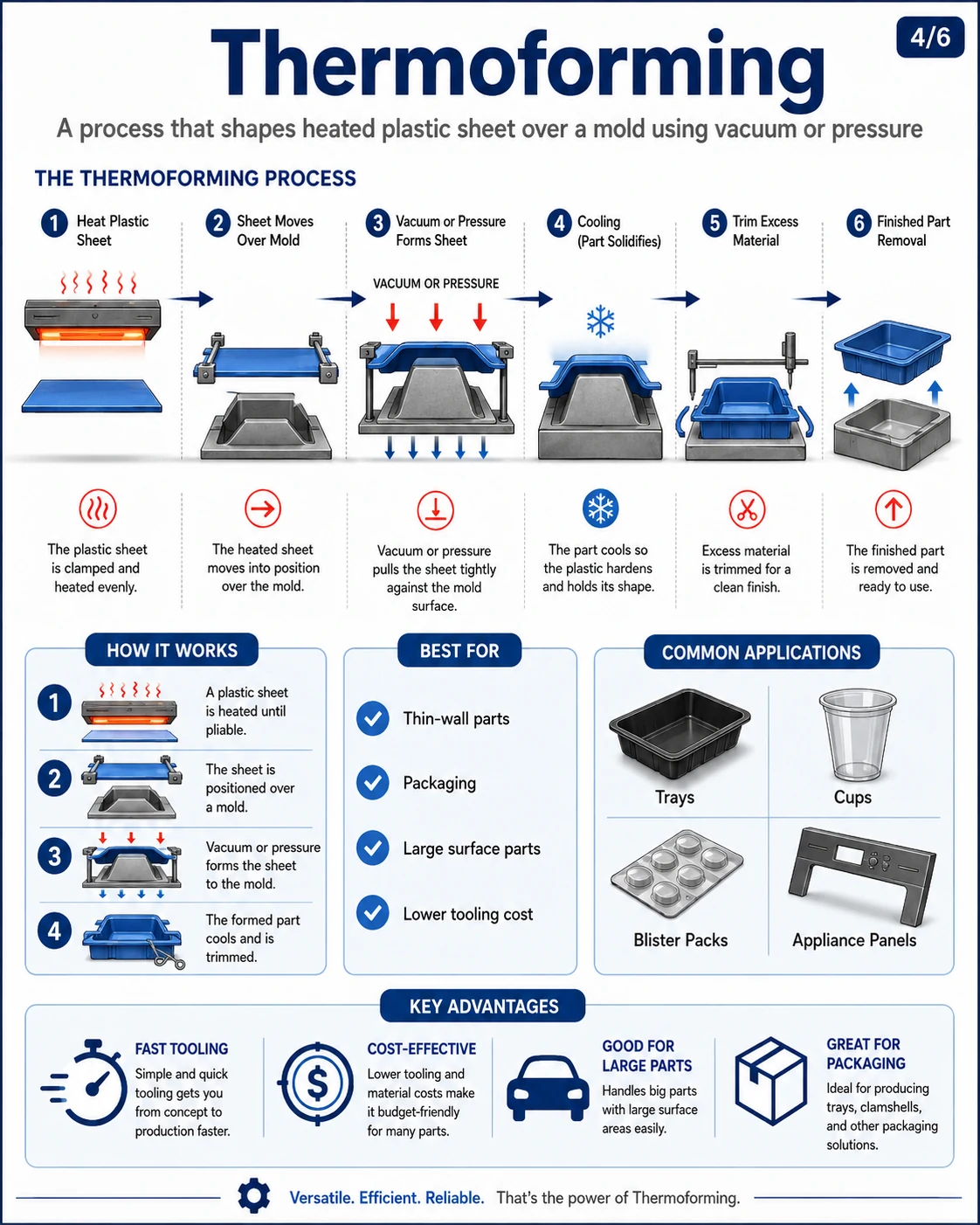
| Termoformatura | Un foglio di plastica riscaldato viene formato su uno stampo utilizzando il vuoto o la pressione. | Vassoi, tazze, imballaggi, pannelli, coperture | Basso costo di attrezzaggio, prototipazione rapida, adatto per pezzi sottili di grandi dimensioni |
| Stampaggio rotazionale | La polvere di plastica viene inserita in uno stampo e fatta ruotare mentre viene riscaldata fino a ricoprire l'interno dello stampo. | Pezzi cavi di grandi dimensioni, serbatoi, bidoni, attrezzature per parchi gioco | Ottimo per prodotti cavi di grandi dimensioni, basso costo di attrezzaggio, spessore uniforme della parete |
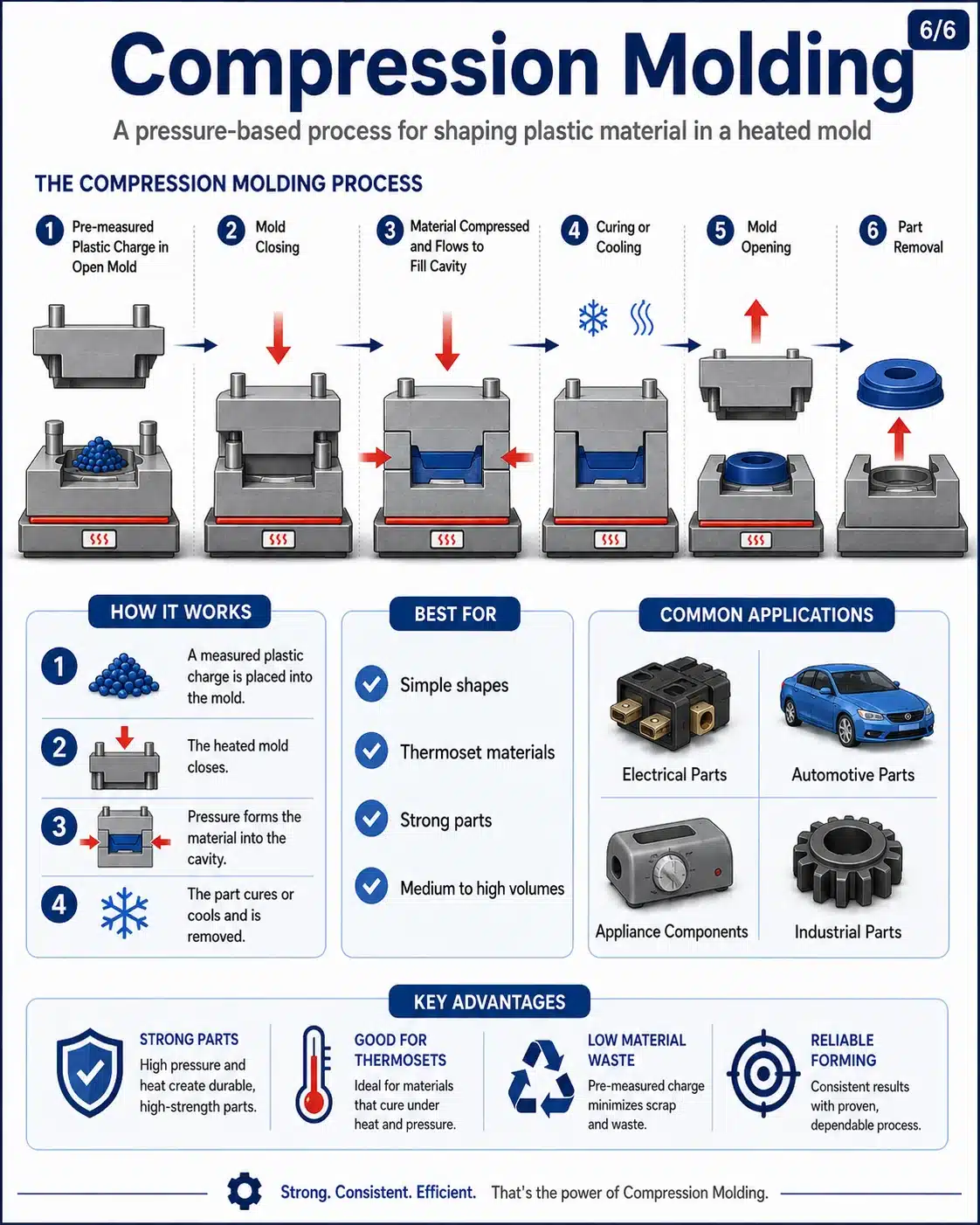
| Stampaggio a compressione | Il materiale plastico riscaldato viene inserito in uno stampo e pressato ad alta pressione. | Parti in gomma, parti in termoindurente, componenti elettrici, forme semplici | Parti robuste, adatte ai termoindurenti, minore spreco di materiale |

Pro e contro dello stampaggio a iniezione di plastica
| Categoria | Pro (Vantaggi) | Contro (Svantaggi) |
|---|---|---|
| Precisione | Alta precisione e ripetibilità. Capacità di produrre geometrie complesse e dettagliate. | L'alta precisione significa anche che gli errori di progettazione possono portare a costosi difetti. |
| Velocità di produzione | Tempo di ciclo molto rapido (circa 15-20 secondi). Ideale per la produzione di massa ad alto volume. | L'impostazione iniziale e la progettazione dello stampo possono richiedere settimane o mesi. |
| Efficienza dei costi | Basso costo per unità nella produzione su larga scala. L'automazione riduce i costi di manodopera. | Costi iniziali elevati per stampi, macchine e attrezzature. |
| Requisiti di lavoro | Per lo più automatizzato; una volta avviata la produzione, sono necessari meno operatori. | Richiede tecnici qualificati per la progettazione, l'impostazione e il controllo della qualità degli stampi. |
| Versatilità | Adatto a un'ampia gamma di prodotti, dalle piccole parti elettroniche ai grandi componenti automobilistici. | Limitato dalle dimensioni della macchina e dai vincoli del materiale. |
| Sostenibilità | Scarti minimi di materiale durante la produzione. Alcune plastiche possono essere riciclate e riutilizzate. | Difficile riciclare pezzi stampati complessi o multimateriale. |
| Qualità del prodotto | Qualità costante su grandi tirature. | Possibili difetti, come deformazioni, segni di affossamento o bave, se il processo non è ottimizzato. |
| Scalabilità | Eccellente per la produzione su larga scala e in continuo. | Non è conveniente per la produzione di piccoli lotti o di bassi volumi. |
