






La guía definitiva para simplificar el proceso de diseño de nuevos productos
Crear un nuevo producto es a la vez una tarea apasionante y desalentadora. Tanto si eres un diseñador experimentado como si acabas de desarrollar un producto, el camino que va del concepto a la producción requiere precisión y un enfoque bien organizado. En proceso de diseño puede dividirse en 10 pasos clave, cada uno de ellos fundamental para garantizar que su producto sea funcional y fabricable. Si comprende y sigue estos pasos, podrá agilizar su flujo de trabajo y evitar costosos errores por el camino. Analicemos estos pasos en detalle.
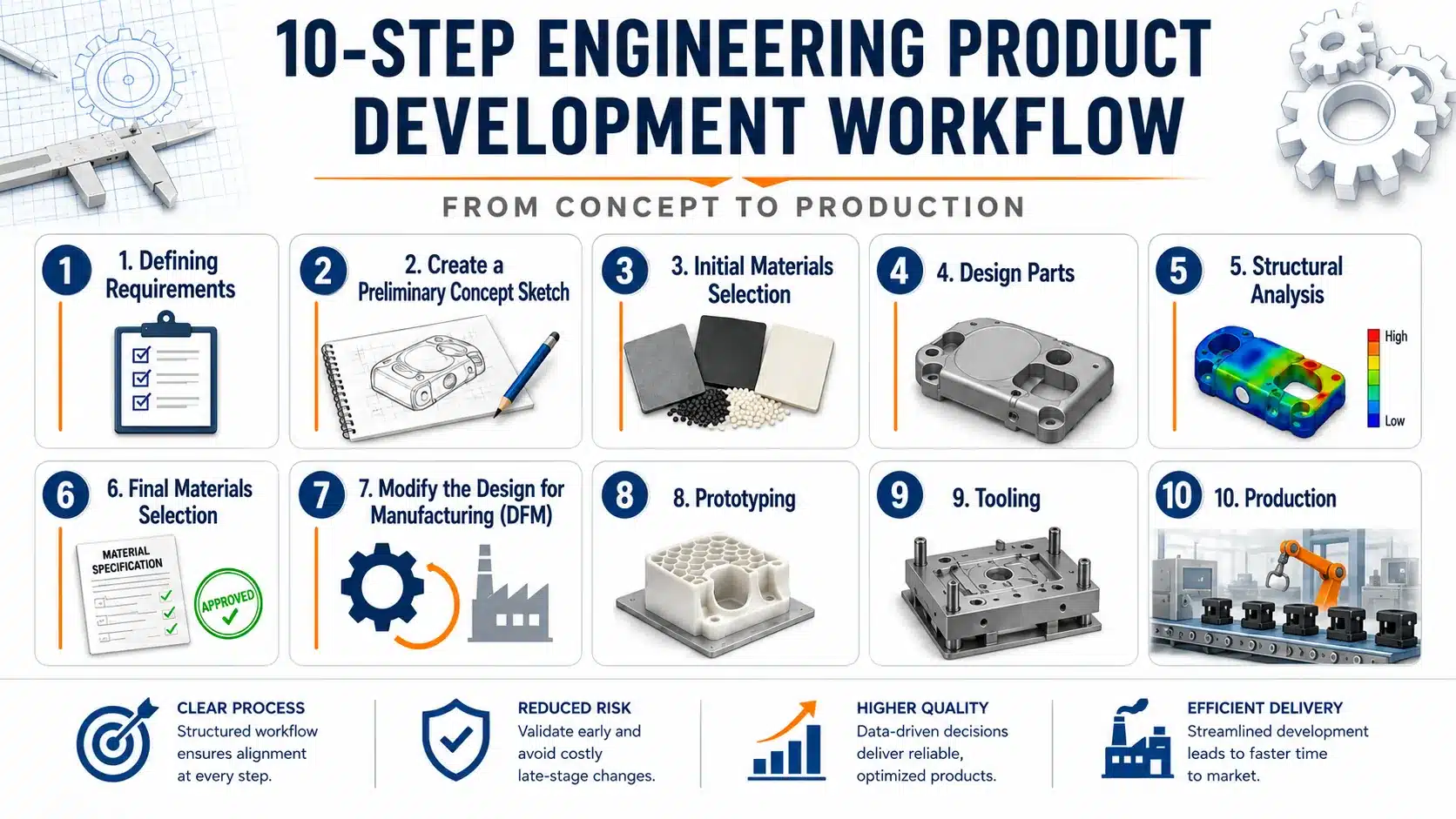
Flujo de trabajo de desarrollo de productos en 10 pasos
Definición de requisitos
Define con precisión la función, los casos de carga, el entorno operativo, los objetivos normativos, el volumen y el límite máximo de coste antes de empezar a diseñar. Unas especificaciones imprecisas en esta fase se traducen en costosas modificaciones durante la fase de fabricación de utillaje.
1. Definición de los requisitos
El primer paso y el más crucial en cualquier proyecto de diseño es definir los requisitos. Esta fase consiste en determinar la función principal del producto, el mercado de destino y las necesidades del usuario. Un conjunto detallado de requisitos guía el proceso de diseño y mantiene a todo el mundo en la misma línea.
Por ejemplo, al diseñar un nuevo producto de electrónica de consumo, puede tener en cuenta factores como el tamaño, el peso y la duración de la batería. Cuanto más específico sea, más fácil le resultará alinear sus decisiones de diseño con los objetivos del producto. Es importante mantener una línea de comunicación abierta con todas las partes interesadas, ya que sus comentarios pueden ayudar a refinar la visión del producto y definir las características que lo diferenciarán en el mercado. Muchos desarrolladores se refieren a un informe proceso de inversión para gestionar mejor las expectativas iniciales.
2. Crear un boceto conceptual preliminar

Una vez definidos los requisitos del producto, es hora de empezar a pensar visualmente. La creación de un boceto conceptual preliminar suele ser el primer paso en la fase de diseño. En esta fase, el boceto no tiene por qué ser preciso, sólo una representación aproximada que ayude a comunicar tu visión. Este boceto sirve como herramienta para identificar posibles problemas desde el principio. Si quieres profundizar en la fase de ideación, consulta nuestra guía sobre del concepto a la producción en serie.
Por ejemplo, si estás diseñando una carcasa para un dispositivo electrónico, un boceto puede poner de relieve si los componentes internos encajarán entre sí y si hay espacio suficiente para la disipación del calor. El boceto ayuda a detectar problemas que podrían no ser obvios en descripciones abstractas. Una vez que el concepto es sólido, puede dar lugar a diseños más detallados y modelados en 3D.
3. Selección inicial de materiales
En esta fase, hay que considerar los materiales que se utilizarán en el producto final. La selección de materiales es esencial no sólo para la funcionalidad y la durabilidad, sino también para la facilidad de fabricación. Los distintos materiales ofrecen diversas ventajas, como resistencia, flexibilidad, resistencia al calor y facilidad de moldeado. Puede obtener más información sobre propiedades termoplásticas de recursos de autoridad como Wikipedia.
Si está diseñando un producto con una carcasa de plástico, por ejemplo, es probable que utilice termoplásticos moldeables por inyección como el ABS (acrilonitrilo butadieno estireno) o el policarbonato. El ABS suele elegirse por su solidez, resistencia al impacto y facilidad de moldeo por inyección, lo que lo hace ideal para carcasas de electrónica de consumo. Conocer las propiedades de los materiales ayuda a tomar decisiones de diseño: ¿cuál debe ser el grosor de las paredes? ¿Soportará el material un uso repetido? Estas preguntas guiarán sus decisiones en las primeras fases del proceso de diseño.
| Nombre del material | Abbr. | Aplicaciones comunes |
|---|---|---|
| Poliestireno de uso general | PS | Pantallas de lámparas, carcasas de instrumentos, juguetes, etc. |
| Teflón, PFA | Teflón/PFA | Accesorios químicos, piezas mecánicas |
| ETFE | ETFE | Accesorios químicos, piezas mecánicas |
| Acrilonitrilo butadieno estireno | ABS | Carcasas de instrumentos, menaje del hogar, juguetes avanzados |
| Acrilonitrilo Estireno | AS(SAN) | Contenedores transparentes diarios |
| Acrilonitrilo Acrilato de estireno | ASA | Muebles de exterior, carcasas de retrovisores exteriores de automóviles |
| Butadieno Estireno | BS(BDS) | Envases especiales, recipientes para alimentos, bolígrafos |
| Acetato de celulosa | CA | Mangos de herramientas, contenedores, etc. |
| Nitrato de celulosa | CN | Monturas de gafas, juguetes, etc. |
| Poliéteres clorados | PENTON | Sustituto del acero inoxidable |
| Polietileno clorado | CPE | Materiales de construcción, aislamiento de tuberías y cables |
| Polipropileno clorado | PPC | Artículos de primera necesidad, electrodomésticos |
| Etilcelulosa | CE | Mango de herramienta, artículos deportivos, etc. |
| Copolímero de etileno y propileno | FFP | Aislamiento radar, instrumentos de alta frecuencia |
| Acetato de etileno-vinilo | EVA | Soles, película, necesidades diarias |
| Polietileno de alta densidad | HDPE | Envases, cubos, juguetes |
| Poliestireno de alto impacto | HIPS | Menaje, componentes eléctricos |
| Polietileno de baja densidad | LDPE | Bolsas de embalaje, flores de plástico, alambre |
| Metacrilato de metilo-butadieno | MMB | Bastidor de la máquina, necesidades diarias |
| Poli(tereftalato de butileno) | PBT | Conectores electrónicos, piezas de automóvil |
| Poli(tereftalato de etileno) | PET | Rodamientos, cadenas, engranajes, cintas, etc. |
| Poli(cloruro de vinilo) | PVC | Tuberías, aislamiento de cables, sellado, etc. |
| Poliamida-1010 | PA-1010 | Cuerdas, tubos, engranajes, piezas mecánicas |
| Poliamida-6 | PA-6 | Rodamientos, engranajes, tuberías, necesidades diarias |
| Poliamida-66 | PA-66 | Maquinaria, automóvil, material eléctrico |
| Poliamida-9 | PA-9 | Piezas mecánicas, bomba, cubierta del cable |
| Policarbonato | PC | Piezas transparentes, piezas resistentes a los golpes |
| Policlorctrifluoretileno | PCTFE | Espejo transparente, valvulería |
| Polietersulfona | PSE | Piezas eléctricas, aeronáuticas y de automoción |
| Polimetacrilato de metilo | PMMA | Pantalla, parabrisas, caja de instrumentos |
| Polimetilmetacrilato-Estireno | MMS | Productos transparentes con carga pesada |
| Polioximetileno (POM) | POM | Resistencia a la abrasión, engranaje mecánico, rodamientos |
| Polipropileno | PP | Bolsa de embalaje, envases, artículos de primera necesidad |
| Polisulfona | PSU(PSF) | Piezas eléctricas, piezas de aviones |
| Politetrafluoroetileno | PTFE | Aislamiento radar, componentes de alta frecuencia |
4. Piezas de diseño
Una vez seleccionado el material, es hora de diseñar las piezas que compondrán el producto. Este paso es crucial porque cada material se comporta de forma diferente. La forma en que un termoplástico como el polietileno se expande cuando se calienta es muy distinta de la forma en que se comportan los metales. Utilizar un principios de diseño de piezas de plástico es muy recomendable en este caso.
En el moldeo por inyección, por ejemplo, el diseño debe tener en cuenta la contracción del material durante el enfriamiento. Si no se tiene en cuenta, las piezas pueden deformarse. Una buena práctica es incluir en el diseño elementos como ángulos de desmoldeo, que facilitan la extracción de la pieza del molde. Cuanto más se ajuste el diseño a las propiedades del material, más fácil y rentable será el proceso de fabricación.
5. 5. Análisis estructural
Diseño para moldeo por inyección
Ocho puntos que determinan si tu pieza se moldea sin problemas o si se resiste al molde durante toda su vida útil.
El grosor de la pared es lo que determina todo el trabajo
El espesor de la pared determina el tiempo de ciclo, las marcas de hundimiento, la deformación y la presión de llenado. El tiempo de enfriamiento aumenta con el cuadrado del espesor de la pared. Si se duplica el espesor de la pared, el tiempo que la pieza permanece en el molde se cuadruplica aproximadamente.
La segunda regla es igual de importante: mantén la pared uniforme. El plástico se contrae al enfriarse. Una zona gruesa se enfría en último lugar, sigue contrayéndose después de que la entrada se haya solidificado y tira de la superficie hacia dentro. Eso es una marca de hundimiento. Si la capa exterior es lo suficientemente rígida como para resistirse, la contracción acaba creando un hueco en el interior.
Mantén el espesor nominal de la pared dentro de un margen de ±10% en toda la pieza. Cuando sea inevitable realizar un cambio, mantén el escalón por debajo de 25% del espesor nominal de la pared y suavízalo a lo largo de una longitud de al menos 3 veces el espesor de la pared. Nunca realices un escalón en la pared con un reborde cuadrado.
El tiempo de enfriamiento es una estimación de primer orden basada en la solución unidimensional de la placa. No tiene en cuenta la congelación de la compuerta, los efectos del canal caliente ni la disposición del sistema de enfriamiento del molde. Considéralo una herramienta de comparación, no un presupuesto.
La rigidez se debe a las nervaduras, no a que las paredes sean más gruesas.
La rigidez a la flexión varía proporcionalmente al cubo de la altura. Una nervadura que triplique la altura de la pared aporta mucha más rigidez que duplicar la altura de la pared, y apenas supone un coste en cuanto al tiempo de ciclo. Esta es la medida más rentable que se puede adoptar en el diseño de piezas de plástico.
El problema está en la base de la nervadura. En el punto donde la nervadura se une a la pared, se acumula masa de material. Esa zona local más gruesa se enfría en último lugar y provoca una marca de hundimiento en la superficie visible, justo enfrente de la nervadura.
Espesor de la base: 0,5–0,6 veces el espesor de la pared para resinas amorfas; 0,4–0,5 veces para resinas semicristalinas de alta contracción. Altura: hasta 3 veces el espesor de la pared. Inclinación: 0,5–1,5° por cada lado. Radio de la raíz: 0,25–0,5 veces el espesor de la pared. Separación de al menos 2 veces el espesor de la pared, para que el acero entre las nervaduras pueda enfriarse.
Tres soluciones, por orden de coste: retirar la nervadura de la cara visible, romper la cara opuesta con una textura o una ranura decorativa, o vaciar la pared situada detrás de la nervadura para equilibrar la masa. Aumentar la presión de sujeción solo oculta pequeños hundimientos y, a menudo, acaba generando más tensión.
El calado es lo que permite que la pieza salga del acero
Una pieza moldeada se contrae sobre el núcleo. A continuación, los pasadores de expulsión la empujan para sacarla. Al no haber conicidad, la pieza se arrastra a lo largo de toda la profundidad del núcleo y presenta marcas de roce, blanqueamiento por tensión o una pared rasgada. El ángulo de desmoldeo convierte ese contacto deslizante en una liberación instantánea.
La textura empeora las cosas. Una superficie granulada es un conjunto de pequeños socavados. Por cada 0,025 mm de profundidad de textura se necesita aproximadamente 1,5° de inclinación adicional, además del requisito básico.
0,5° es el límite mínimo práctico para una cara vertical pulida. Lo habitual es un ángulo de 1–2°. Un ángulo de 3° es adecuado para un grano fino, y de 5° o más, para uno grueso. Las nervaduras profundas y los núcleos altos requieren al menos 0,5° por cada lado, incluso cuando el plano indique que la cara es crítica. Las caras de cierre y las superficies de sellado constituyen una excepción, y requieren un acuerdo por escrito antes de cortar el acero.
Las esquinas interiores afiladas favorecen la concentración de tensiones
Una esquina interna muy pronunciada concentra la tensión, obstaculiza el flujo y crea un punto de mayor tensión local en el acero. Además, es el lugar donde las piezas se rompen primero en los ensayos de caída. Añadir un radio no supone ningún coste en la fase de diseño, pero resulta caro una vez fabricado el troquel.
El gráfico que se muestra a continuación es la clásica curva de concentración de tensiones. Por debajo de R/T = 0,3, el factor aumenta de forma pronunciada. Por encima de R/T = 0,6, no se gana prácticamente nada y se empieza a añadir masa que se hunde.
Radio exterior = radio interior + espesor de la pared. Si lo haces así, el espesor del material en la esquina seguirá siendo igual al espesor nominal de la pared. Utiliza el mismo radio interior en todas partes para que la pulidora utilice una sola fresa esférica, en lugar de cinco.
Tornillos: lo suficientemente resistentes como para sujetar un tornillo, lo suficientemente finos como para no hundirse
Un saliente es una nervadura enrollada en forma de tubo. Se aplican todas las reglas relativas a las nervaduras, más dos adicionales. La pared del saliente debe ser delgada en comparación con la pared nominal, y el saliente no debe apoyarse directamente contra una pared lateral, ya que, de lo contrario, las dos masas se fusionarían en un único bloque grueso.
Retira el saliente desde la línea de separación para que la pared quede uniforme. Aplica al saliente un ángulo de desmoldeo de 0,25–0,5°, o no se desmoldará. Separa el saliente de la pared lateral al menos un espesor de pared y fíjalo con un refuerzo. Mantén el engagement de la rosca entre 2 y 2,5 veces el diámetro del tornillo, y añade un avellanado en la boca para que el tornillo entre recto y la parte superior del saliente no se parta.
Cada socavado supone una pieza móvil más en la herramienta
El molde más barato se abre en una sola dirección y la pieza sale por sí sola. Cualquier elemento que retenga la pieza requiere una corredera, un elevador, un núcleo plegable o una unidad de desenroscado. Cada uno de estos elementos aumenta el coste, alarga el tiempo de ciclo, deja una marca visible en la pieza y añade un componente que puede fallar tras 200 000 disparos.
Elige las funciones que tu pieza realmente necesita. El panel resume las funciones que aportan a la herramienta.
Muchos socavados desaparecen con un pequeño cambio. Añade un orificio pasante en la cara opuesta para que un pasador de núcleo pueda dar forma al elemento mediante extracción recta. Desplaza la línea de separación hacia una línea de diseño. Divide una pieza en dos y suéldalas o únelas con clips. Convierte un encaje rígido en un saliente poco profundo sobre el que pueda deslizarse una resina flexible. Cada una de estas modificaciones merece una hora de trabajo en CAD antes de la solicitud de presupuesto.
La puerta determina dónde terminan las líneas débiles
El material fundido entra por la boca de inyección y se expande hacia el exterior. Cuando se unen dos frentes de flujo, se forma una línea de soldadura. Esa línea puede ser entre un 20 y un 60% más débil que el material del resto de la pieza, y en el caso de una resina reforzada con fibra de vidrio la situación es aún peor, ya que las fibras se disponen en paralelo a la línea en lugar de cruzarla.
Haz clic en cualquier punto de la placa para mover la compuerta y observa cómo cambia el patrón de llenado. Las aberturas dividen el flujo y crean una línea de soldadura aguas abajo de cada orificio.
Haz clic en la placa para colocar la compuerta.
Elegir un tipo de puerta
| Puerta | Desactivación automática de la compuerta | Vestigio | Lo mejor para | Ten cuidado con |
|---|---|---|---|---|
| Borde / lado | No | Nudo recortado | Piezas planas, la mayor parte de las herramientas | El recorte manual supone más mano de obra |
| Submarino (túnel) | Sí | Marca de alfiler, oculta | Piezas pequeñas y medianas | Alto cizallamiento; no apto para resinas con relleno ni resinas frágiles |
| Consejo útil / obturador de válvula | Sí | Pequeño hoyuelo o superficie plana | Piezas decorativas, sin residuos de canal de inyección | El coste de las herramientas es el más elevado; requiere un controlador |
| Canal de colada directo | No | Cicatriz grande | Piezas gruesas de una sola cavidad | Hundirse bajo la compuerta, enfriamiento prolongado |
| Aficionado | No | Borde con ribete ancho | Paneles anchos y planos, con poca deformación | Se necesita un accesorio de recorte |
| Diafragma | No | Anillo en el orificio | Piezas redondas que requieren concentricidad | Mecanizado secundario |
¿En qué punto se puede aceptar un vestigio de compuerta? ¿Qué superficie es estética, por lo que hay que alejar la línea de soldadura de ella? ¿Se encuentra la trayectoria de flujo más larga al alcance de esta resina en esta pared? Responde a estas preguntas y el análisis de relleno suele confirmar lo que ya has elegido.
Primero la contracción, luego la tolerancia
La cavidad se moldea con unas dimensiones mayores que las de la pieza. La diferencia de tamaño depende de la resina, el espesor de la pared, la presión de mantenimiento y la dirección del flujo. Las resinas semicristalinas se contraen entre dos y cuatro veces más que las amorfas, y la fibra de vidrio hace que la contracción sea direccional.
Por eso, una tolerancia que es habitual en el aluminio puede resultar imposible en el PP. Solicita valores precisos solo cuando la función lo requiera y especifica con respecto a qué referencia se miden.
La presión de mantenimiento y el tiempo de mantenimiento son los factores que más influyen en la contracción, por encima de cualquier otro parámetro. A continuación viene la temperatura del molde y, después, el espesor de la pared. Una pieza medida recién salida del molde no es la misma que se obtiene 48 horas después, especialmente en el caso del PA y el POM. Establece tu intervalo de inspección y anótalo en el plano.
Los valores que se muestran siguen las pautas generales de la norma SPI y la norma DIN 16742 para los grados de tolerancia estándar y fina. Úsalos para realizar una comprobación preliminar de la viabilidad de un plano en una fase temprana. La declaración definitiva de capacidad se obtiene a partir del estudio de flujo del molde y del informe del primer artículo.
Autoevaluación
Ocho preguntas de las secciones anteriores. Las respuestas se van aclarando a medida que avanzas.
El análisis estructural es uno de los pasos más importantes del proceso de diseño. Sin él, su producto puede acabar fallando en condiciones reales, lo que podría provocar costosas retiradas del mercado, retrasos o incluso dañar la reputación de la marca. El objetivo es predecir y analizar cómo se comportará el producto cuando se vea sometido a distintas fuerzas, condiciones ambientales y tensiones. Para geometrías complejas, Análisis por elementos finitos (FEA) es la norma del sector en materia de verificación.
Por ejemplo, al diseñar un componente de plástico moldeado por inyección, la integridad estructural del material es primordial. Ciertos materiales, como el polipropileno (PP), pueden comportarse de forma diferente bajo tensión en comparación con materiales como el policarbonato (PC), que es mucho más rígido y duradero. Con el software de análisis de elementos finitos (AEF), los ingenieros pueden simular cómo responderá la pieza a la presión, los cambios de temperatura y las fuerzas mecánicas. El AEF ayuda a identificar los puntos débiles del diseño, como posibles puntos de fallo o zonas propensas a deformarse por calor o tensión. Este análisis es especialmente importante para productos que van a estar sometidos a un uso intensivo o a condiciones extremas, como piezas de automoción o componentes electrónicos para exteriores.
Además, en moldeo por inyecciónLos diseñadores deben tener en cuenta el enfriamiento y la contracción de los materiales. Si el diseño no se ajusta correctamente al modo en que los materiales se contraen durante el enfriamiento, el producto puede presentar incoherencias dimensionales, alabeos o grietas. Por ejemplo, las piezas con secciones transversales gruesas pueden enfriarse a ritmos diferentes, provocando tensiones que podrían causar fallos con el tiempo. Si realiza un análisis estructural, podrá mitigar estos riesgos y garantizar que su producto sea robusto y fiable a largo plazo.
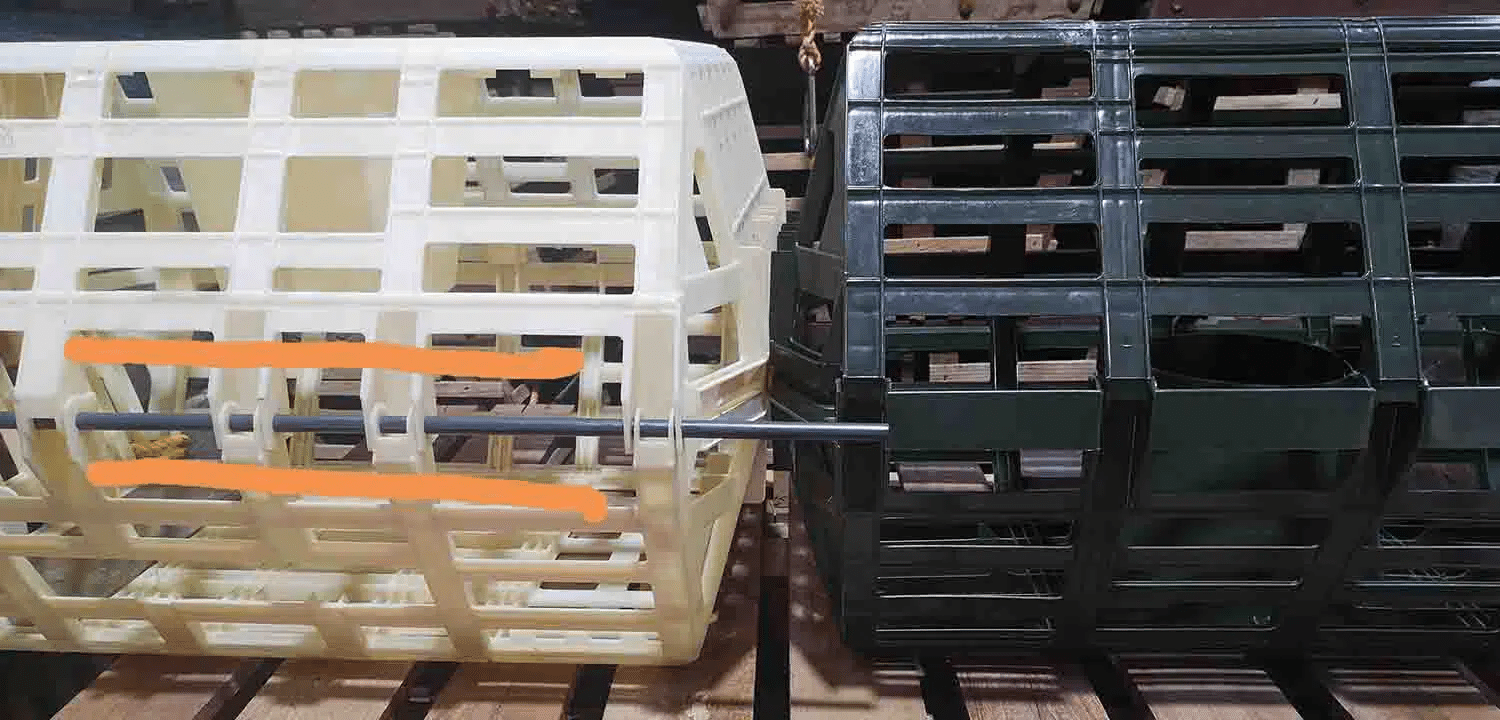
6. Selección final de materiales
A medida que evoluciona su diseño, llega el momento de finalizar la selección de materiales. A estas alturas, debería tener una idea más clara de qué material se ajusta mejor a las necesidades de su producto en términos de coste, rendimiento y fabricabilidad. Esta decisión puede tomarse tras realizar más pruebas, simulaciones o consultas a los proveedores. Para ayudarle a determinar los costes, puede utilizar nuestro calculadora de costes de moldes de inyección inteligentes.
Por ejemplo, si está diseñando un dispositivo médico que requiere esterilización, puede optar por un material como el PEEK (poliéter éter cetona), conocido por su excelente resistencia al calor y a los productos químicos. Por otro lado, si está diseñando un producto de envasado desechable, algo más rentable como el PET (tereftalato de polietileno) podría ser adecuado.
7. Modificar el diseño para la fabricación (DFM)
El diseño para la fabricación (DFM) es el proceso de perfeccionamiento del diseño para que su fabricación resulte más sencilla, rentable y eficaz. Es un paso esencial para cualquiera que desee pasar del prototipo a la producción, ya que ayuda a garantizar que el producto pueda fabricarse sin retrasos significativos ni costes inesperados. Revisar Mejores prácticas de DFM puede acortar considerablemente sus plazos.
El proceso de DFM implica analizar todos los aspectos del diseño para identificar posibles problemas que puedan surgir durante la producción. En el caso del moldeo por inyección, esto puede implicar simplificar las piezas para reducir la complejidad del molde. Por ejemplo, si el diseño tiene muescas profundas o geometrías complejas que dificultan la expulsión de la pieza del molde, estas características podrían modificarse o eliminarse por completo.
Un buen ejemplo de DFM en el moldeo por inyección sería el uso de ángulos de desmoldeo. Sin ángulos de desmoldeo (ligeras pendientes en los lados de la cavidad del molde), la pieza moldeada podría atascarse en el molde, lo que requeriría más mano de obra o herramientas para extraerla. Los ángulos de desmoldeo de entre 1 y 2 grados suelen utilizarse para facilitar la expulsión. Además de los ángulos de desmoldeo, los sistemas de compuertas y canales (que dirigen el flujo de material fundido hacia el molde) también se optimizan durante el proceso de DFM. Al colocar estratégicamente las compuertas y garantizar un flujo uniforme del material, los fabricantes pueden reducir la duración de los ciclos y el desperdicio de material, lo que a su vez disminuye los costes de producción.
Otro aspecto importante de la DFM es el número de piezas. Cuantas menos piezas tenga un producto, más fácil y barato será fabricarlo. Consolidar componentes, cuando sea posible, o diseñar piezas multifuncionales puede ayudar a reducir el tiempo de fabricación, la complejidad de las herramientas y los costes de montaje. En definitiva, el DFM consiste en encontrar el equilibrio adecuado entre la complejidad del diseño, la fabricabilidad y la rentabilidad.
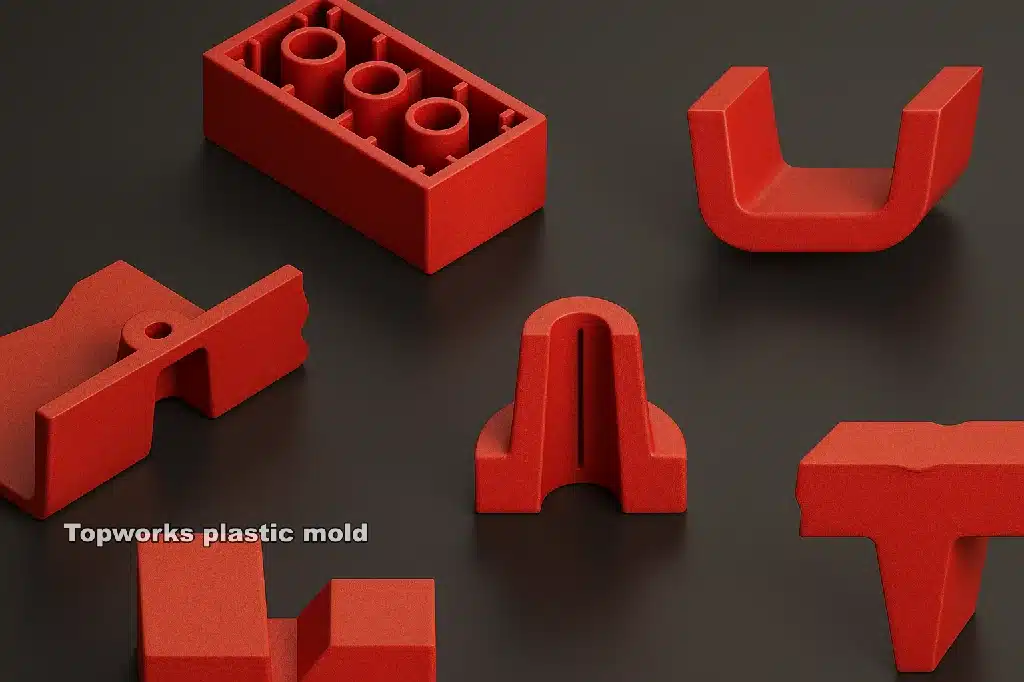
8. Creación de prototipos
La creación de prototipos es el momento de la verdad. Hasta este momento, el diseño sólo existe como idea o archivo digital. El prototipo es la primera vez que verá y sentirá su diseño en el mundo real. Es un paso inestimable para detectar problemas que pueden no haber sido evidentes durante la fase de diseño y para verificar que el diseño funciona como estaba previsto antes de pasar a la producción a gran escala. Para las primeras pruebas, muchos empiezan por consejos de prototipado para principiantes.
En el caso de los productos moldeados por inyección, la creación de prototipos suele implicar la creación de un molde de tirada limitada que se utiliza para producir un pequeño lote de piezas. Estas piezas se someten a pruebas de funcionalidad, ajuste y acabado. Esta etapa ofrece la oportunidad de evaluar el rendimiento del producto en el mundo real, incluida su resistencia, facilidad de montaje y experiencia del usuario. Si está trabajando en un producto de consumo, como una funda nueva para un teléfono móvil, es posible que también quiera probar las cualidades táctiles: ¿cómo se siente el producto en la mano? ¿Es demasiado voluminoso, resbaladizo o incómodo de usar?
En algunos casos, prototipado rápido para crear un prototipo se utilizan métodos como la impresión en 3D. Aunque los prototipos impresos en 3D pueden ayudar a visualizar rápidamente la forma y el ajuste de un diseño, normalmente no reproducen las propiedades de los materiales ni los procesos de producción del moldeo por inyección. Sin embargo, los modelos impresos en 3D pueden proporcionar información muy valiosa sobre los ajustes de diseño que son necesarios antes de crear moldes más caros.
La creación de prototipos también ofrece la oportunidad de perfeccionar el proceso de montaje. ¿Se pueden ensamblar fácilmente todas las piezas? ¿Hay alguna forma más fácil de conectarlas? ¿Hacen falta ajustes en las tolerancias de las piezas? Las pruebas con un prototipo ayudan a descubrir estos pequeños pero significativos problemas que podrían dar lugar a problemas mayores durante la producción en serie.
9. Herramientas
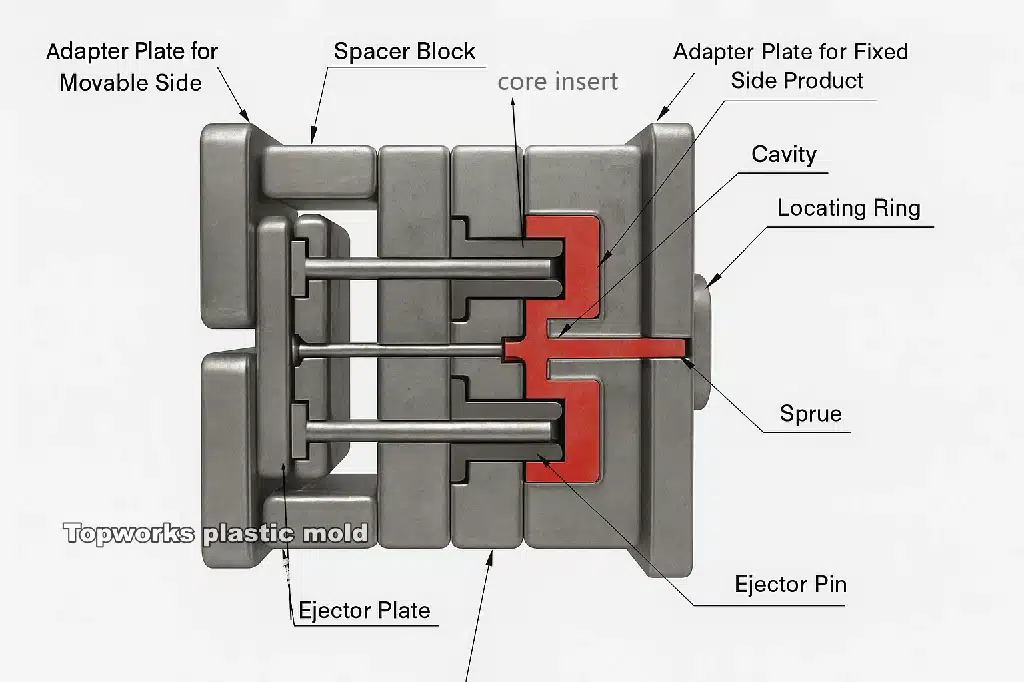
El utillaje es sin duda una de las fases más caras y lentas del desarrollo de un producto. Consiste en crear los moldes o herramientas que se utilizarán para fabricar el producto en grandes cantidades. El proceso de utillaje implica crear moldes precisos para el moldeo por inyección, la fundición a presión u otras técnicas de fabricación, y prepara el terreno para la producción en masa.
Crear el utillaje adecuado es esencial para el éxito del proceso de fabricación de su producto. Si el utillaje es impreciso o está mal diseñado, puede provocar defectos como un mal acabado superficial, imprecisiones dimensionales o tiempos de ciclo excesivos. Para el moldeo por inyección, la creación del molde es una tarea altamente especializada que requiere ingenieros y maquinistas experimentados. El proceso de diseño del molde tiene en cuenta el número de cavidades (cuántas piezas idénticas pueden producirse a la vez), los sistemas de compuerta (cómo entra el material fundido en el molde) y los canales de refrigeración (para controlar la temperatura y garantizar una refrigeración uniforme).
El proceso de utillaje suele comenzar con la creación de prototipos del propio molde, creando moldes de prueba para verificar el diseño e identificar cualquier problema antes de iniciar la producción a gran escala. Una vez que el molde está listo, se somete a pruebas para garantizar que es capaz de producir piezas uniformes y de alta calidad sin un desgaste excesivo. Por ejemplo, si está diseñando un componente para un aplicación automovilísticaEn el caso de la inyección de plástico, necesitará un utillaje que pueda soportar grandes volúmenes sin degradar la precisión. Normalmente, este utillaje se fabrica con acero endurecido para soportar la presión de múltiples ciclos de inyección.
Es importante tener en cuenta que los costes de utillaje son una parte significativa del coste total de fabricación, y estos costes pueden variar en función de la complejidad del diseño del producto. Las características complejas, como los moldes de cavidades múltiples, pueden costar más de producir, pero dan lugar a tiempos de ciclo más rápidos y menores costes por unidad. Además, si el utillaje está mal diseñado o necesita un mantenimiento frecuente, puede provocar retrasos en la producción o un aumento de las tasas de desechos, lo que en última instancia eleva el coste de producción.
10. Producción
Por último, llegamos a la fase de producción, en la que su producto cobra vida en grandes cantidades. Durante la producción, el control de calidad es clave. En el caso de las piezas moldeadas por inyección, esto significa comprobar cada lote para detectar defectos como disparos cortos (llenado incompleto), alabeos o marcas de hundimiento (imperfecciones de la superficie debidas al enfriamiento).
Llegados a este punto, es probable que entre en un bucle continuo de retroalimentación con el equipo de fabricación, para asegurarse de que el proceso sigue por buen camino. Si ha seguido cuidadosamente todos los pasos anteriores, la fase de producción debería desarrollarse sin problemas. Pero incluso entonces, la supervisión periódica es esencial para mantener la calidad y la integridad de cada lote. Si desea más información sobre normas operativas, visite nuestra blog para actualizaciones diarias.
En conclusión, el éxito en el desarrollo de un producto es un viaje que requiere una planificación meticulosa y una ejecución cuidadosa. Desde la definición de los requisitos hasta la producción final, cada paso del proceso de diseño desempeña un papel fundamental para garantizar que el producto no sólo satisfaga las necesidades del cliente, sino que también sea fabricable y rentable. Si sigue estos 10 pasos clave, se preparará para el éxito y evitará los escollos habituales que pueden hacer descarrilar el desarrollo de un producto. Tómese en serio cada paso y estará en el buen camino para convertir sus ideas en realidad.
