






¿Está buscando un Moldeo por inyección de ABS fabricante y diseñador - ¿quién mejorará la rentabilidad de su negocio? No busque más allá de Topworks molde de plástico: Una empresa de moldeo por inyección de China y proporcionar un servicio completo, personalizado ABS moldeo por inyección de plástico.
Especificaciones clave de materiales y procesos
| Propiedad | Valor |
|---|---|
| Resistencia a la tracción | 40-50 MPa |
| Índice de contracción | 0,4-0,7% - permite tolerancias precisas |
| Temperatura de desviación térmica | 95-105°C (rango de servicio -20°C a 80°C) |
| Secado necesario | 80-90°C durante 2-4 horas, humedad inferior a 0,1% |
| Temperatura del molde | 50-80°C - a mayor temperatura, mejor acabado superficial |
| Espesor de pared típico | 1,2-3,5 mm, variación mantenida por debajo de 25% |
Defectos comunes de ABS Controles Topworks
Inicie su proyecto ABS con Topworks
Envíe STEP/IGES + grado ABS + volumen anual + dimensiones CTQ para una revisión DFM lista para presupuestoOne-Stop ABS Injection Molding in China - Tiempo controlado, calidad estable, coste predecible
Topworks ofrece un servicio integral de moldeo por inyección de ABS para fabricantes de equipos originales y propietarios de marcas, que abarca DFM, utillaje, muestreo, producción en serie y control de calidad bajo un único equipo responsable.
Mejores resultados con: STEP/IGES + grado ABS (por ejemplo, FR / resistente al calor) + volumen anual + requisitos cosméticos + dimensiones CTQ.

Un proveedor responsable de principio a fin
Sin transferencias. No hay que culpar al “proveedor de herramientas contra el proveedor de moldes”. Un sistema controla la producción.
Menos sorpresas, menos recortes
DFM antes del acero + muestreo estructurado reduce el ensayo y error y protege los plazos.
Estabilidad del ciclo + control de la chatarra
El presupuesto más bajo rara vez equivale al coste total más bajo. La producción estable gana las tiradas largas.
Por qué los compradores prefieren el moldeo por inyección de ABS integral
En el aprovisionamiento real, los proyectos de ABS fracasan más a menudo por la fragmentación de responsabilidades que por la elección de materiales. Cuando el molde, el muestreo y la producción son gestionados por distintas partes, los retrasos y las disputas por la calidad son habituales.
El moldeo por inyección de ABS integral significa: un proveedor responsable, una lógica de ingeniería desde el diseño hasta la producción, un calendario coordinado y una estructura de costes ajustada a la realidad de la producción en serie.
Qué significa “ventanilla única” en Topworks
1) Revisión DFM-first
Espesor de pared, nervios/espigas, ubicación de la compuerta, calado, superficies cosméticas, CTQ/zonas de tolerancia.
2) Herramientas listas para la producción
Refrigeración equilibrada + ventilación diseñada para la estabilidad y repetibilidad de ABS, no sólo muestras.
3) Muestreo + validación
Plan de ensayo, medición FAI, definición de la muestra dorada, ventana de proceso fijada para la producción.
4) Producción en serie
Supervisión de procesos, control de cosméticos, auditorías dimensionales, apoyo al embalaje y envío.
Control del tiempo: La previsibilidad vence a las “promesas rápidas”
Los compradores rara vez preguntan sólo “cómo de rápido”. Quieren saber si el programa se ajusta al calendario. El tiempo se protege con decisiones tempranas de DFM, menos rondas de muestreo y una resolución de problemas más rápida dentro de un mismo equipo.
- El DFM antes de cortar el acero reduce el riesgo de reprocesado
- Objetivos de muestreo claros que evitan iteraciones interminables
- Un solo proveedor resuelve los problemas sin retrasos en el traspaso
Calidad: Producción estable, no “muestras perfectas”
La producción en masa es donde fallan los sistemas de herramientas/procesos débiles. Los riesgos de ABS se controlan con disciplina de diseño + refrigeración + ventana de proceso.
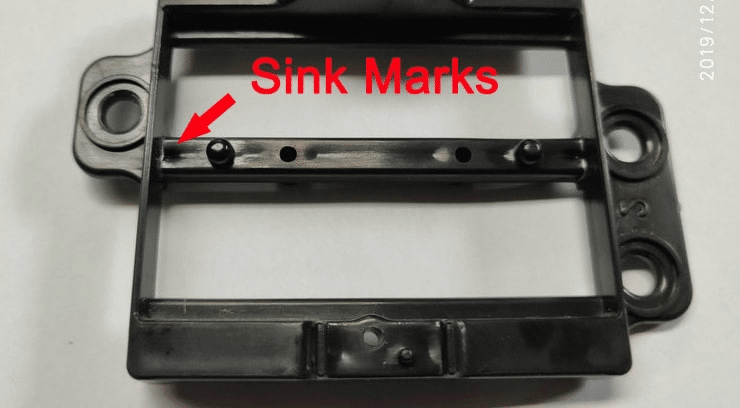
- Marcas de hundimiento en las costillas/costillas
- Alabeo que provoca fallos de montaje
- Marcas de quemaduras / disparos cortos por mala ventilación
- Incoherencia cosmética entre turnos/lote
- Desviación dimensional a largo plazo
Control de costes: Coste total, no sólo precio unitario
Los compradores experimentados evalúan el coste total de propiedad (TCO): piezas desechadas, repetición de trabajos, tiempo de inactividad y estabilidad del ciclo. Un bajo coste de utillaje puede generar un alto coste de producción si la refrigeración, la ventilación y las ventanas de proceso no están diseñadas para tiradas largas.
- La estabilidad del tiempo de ciclo reduce el coste unitario a escala
- Un menor índice de desechos protege la entrega y el presupuesto
- Menos modificaciones del molde reducen los costes ocultos
- La salida estable reduce la extinción de incendios y las paradas de la línea
Controles de defectos ABS (enfoque Topworks)
| Defecto | Riesgo del comprador | Causa común | Topworks Control |
|---|---|---|---|
| Marcas de hundimiento | Rechazo cosmético | Costillas gruesas, mal equilibrio del embalaje | Optimización de la relación de costillas + extracción de salientes + ajuste de compuertas/paquetes + equilibrio de refrigeración |
| Alabeo | Fallo de montaje | Desequilibrio de refrigeración, tensión residual | Rediseño de la refrigeración (deflectores/burbujas) + balance de compuertas + ventana de proceso validada |
| Marcas de quemaduras | Defecto de apariencia | Gas atrapado, ventilación insuficiente | Estrategia de ventilación/desbordamiento + velocidad de llenado escalonada + control de temperatura |
| Tiros cortos | Picos de chatarra | Restricción de flujo, ventilación deficiente | Dimensionamiento de compuertas + ventilación + optimización del caudal |
Estudios de caso ABS (Antes / Después)
Caso 1: Carcasa de ABS cosmética - Marcas de hundimiento
- Hundimiento visible sobre costillas y resaltes
- Rechazo cosmético en el control de calidad de entrada
- Espesor de las nervaduras optimizado; resaltes sin núcleo
- Perfil de envasado estabilizado; equilibrio de la puerta mejorado
- Refrigeración ajustada para reducir los puntos calientes locales
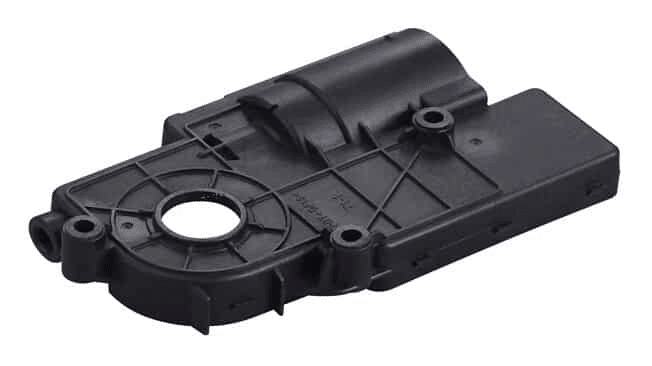
Caso 2: Soporte estructural ABS - Alabeo
- La torsión después de la expulsión causó desalineación
- Desviación dimensional entre cavidades
- Refrigeración rediseñada (deflectores) para equilibrar la temperatura
- La ubicación de las compuertas se ajusta para reducir la concentración de tensiones
- Ventana de retención/embalaje validada para la producción
Caso 3: Bisel de ABS de pared fina - Marcas de quemaduras
- Marcas de quemaduras cerca del final del llenado
- Apariencia incoherente en todos los turnos
- Rejillas de ventilación/desbordamiento añadidas al final del llenado
- Velocidad de llenado escalonada para reducir el calentamiento por cizallamiento
- Parámetros de puesta en marcha estandarizados para la repetibilidad

A quién va dirigido este servicio
- Fabricantes OEM y propietarios de marcas
- Equipos de compras en China
- Equipos de ingenieros que necesitan una producción estable, no sólo muestras
- Programas en los que importan la calidad estética y el ajuste del montaje
Para quién NO es
- Los compradores eligen a los proveedores sólo por el precio más bajo del utillaje
- Proyectos sin requisitos o CTQ claros
- Compradores de prototipos únicos sin plan de producción
Filtrar los proyectos que sólo tienen precio protege la entrega, la calidad y el enfoque de ingeniería para programas serios.
Preguntas frecuentes - Moldeo por inyección de ABS (Topworks)
¿Qué necesita para cotizar con precisión el moldeo por inyección de ABS?
¿Cómo se controlan las marcas de hundimiento y el alabeo en ABS?
¿Puede reducir el coste total, no sólo el de las herramientas?
¿Apoyan el servicio integral desde el utillaje hasta el envío?
Recursos útiles
Utilice estos enlaces para evaluar el coste, el proceso, los defectos y el riesgo de abastecimiento.
¿Listo para iniciar su proyecto ABS?
Envíe CAD + requisitos a Topworks para obtener una revisión DFM lista para presupuesto y un plan de moldeo de ABS orientado a la producción.

Preguntas frecuentes sobre el moldeo por inyección de ABS
Las 10 preguntas esenciales sobre el moldeo por inyección de plástico ABS
El moldeo por inyección de ABS es un proceso de fabricación que utiliza máquinas de moldeo por inyección para producir piezas a partir de resina plástica de acrilonitrilo butadieno estireno (ABS). El proceso consiste en calentar los gránulos de ABS a 200-250 °C hasta que se funden y, a continuación, inyectar el material a alta presión (10.000-20.000 psi) en la cavidad de un molde de precisión, donde se enfría y solidifica con la forma deseada.
El ABS es uno de los termoplásticos más populares para el moldeo por inyección debido a su excelente equilibrio entre solidez, resistencia al impacto, calidad del acabado superficial y rentabilidad. Se utiliza mucho en componentes de automoción, electrónica de consumo, juguetes, electrodomésticos y piezas industriales.
Resistencia al impacto: Excelente tenacidad incluso a bajas temperaturas (de -20°C a -40°C), por lo que es ideal para productos duraderos
Resistencia mecánica: Resistencia a la tracción de 40-50 MPa con buena rigidez y estabilidad dimensional
Calidad de la superficie: Acabado superficial superior con alto potencial de brillo, fácil de pintar, chapar o imprimir
Resistencia al calor: Temperatura de servicio de -20°C a 80°C, con temperatura de desviación térmica en torno a 95-105°C
Resistencia química: Buena resistencia a los ácidos, álcalis y la mayoría de los productos químicos, pero vulnerable a la acetona y disolventes fuertes.
Procesabilidad: Excelentes características de fluidez y bajo índice de contracción (0,4-0,7%), lo que permite tolerancias precisas
Automóvil: Componentes del salpicadero, revestimientos interiores, paneles de puertas, carcasas de retrovisores, tapacubos, rejillas
Electrónica: Teclados de ordenador, carcasas de monitores, carcasas de impresoras, carcasas de teléfonos, carcasas de herramientas eléctricas
Bienes de consumo: Juguetes (ladrillos LEGO), artículos deportivos, equipaje, aparatos de cocina, piezas de aspiradoras
Productos sanitarios: Carcasas de equipos médicos no implantables, carcasas de dispositivos de diagnóstico
Industrial: Equipos de protección, armarios eléctricos, accesorios para tuberías, cascos de seguridad
Secado: Esencial - secar el ABS a 80-90°C durante 2-4 horas (el contenido de humedad debe ser inferior a 0,1%)
Temperatura del barril: Zona trasera 180-200°C, zona media 200-220°C, zona delantera 220-240°C, boquilla 220-250°C
Temperatura del molde: 50-80°C (las temperaturas más altas mejoran el acabado superficial pero aumentan el tiempo de ciclo)
Presión de inyección: 80-140 MPa (10.000-20.000 psi) dependiendo de la complejidad de la pieza
Velocidad de inyección: Velocidad media a alta para obtener los mejores resultados, evitando las velocidades muy lentas que provocan marcas de flujo.
Tiempo de enfriamiento: Típicamente 20-90 segundos dependiendo del grosor de la pared (calcule aproximadamente 1 segundo por 1mm de grosor de pared)
Coste del material: La resina ABS cuesta entre $1,50 y $3,50 por kg, según la calidad y la cantidad.
Coste de herramientas/moldes:
- Molde simple de una cavidad: $3,000-$8,000
- Complejidad media (2-4 cavidades): $12,000-$25,000
- Multi-cavidad de gran volumen: $35.000-$80.000+
Coste por pieza: Para producción en serie (más de 10.000 piezas): $0,50-$5,00 por pieza en función del tamaño y la complejidad
Gastos de instalación: Típica configuración/ejecución de prueba: $500-$2.000
Los costes totales disminuyen significativamente con el volumen: las piezas pueden costar $10-$20 cada una para volúmenes bajos (100-500), pero bajan a menos de $1 para volúmenes altos (100.000+).
Marcas de flujo/líneas de soldadura: Aumentar la temperatura del molde a 70-80°C, aumentar la velocidad de inyección, optimizar la ubicación de la compuerta
Marcas de fregadero: Reducir las variaciones del grosor de la pared, aumentar la presión y el tiempo de mantenimiento, garantizar una refrigeración adecuada.
Deformación: Reducir la diferencia de temperatura del molde entre el núcleo y la cavidad, garantizar la uniformidad del grosor de la pared, optimizar los canales de refrigeración
Marcas de quemaduras: Reducir la velocidad de inyección, bajar la temperatura del barril, mejorar la ventilación, reducir la fuerza de sujeción
Rayas plateadas/Splay: Secar bien el material (causa más común), reducir la temperatura del barril, comprobar si hay contaminación.
Disparos cortos: Aumentar la presión y la velocidad de inyección, aumentar la temperatura de fusión, mejorar la ventilación, comprobar si hay puertas frías.
Sí, el ABS es altamente reciclable y suele reprocesarse en operaciones de moldeo por inyección:
Uso de Regrind: Los desechos de ABS postindustriales (bebederos, canales, piezas rechazadas) pueden triturarse y reutilizarse en una mezcla de 10-25% con material virgen sin pérdida significativa de propiedades.
Consideraciones sobre la calidad: Cada ciclo de reprocesamiento degrada ligeramente las propiedades mecánicas debido a la ruptura de la cadena de polímeros. Limitar el reprocesamiento a 3-5 ciclos para aplicaciones críticas.
Buenas prácticas: Mantenga el material rectificado limpio y seco, evite mezclar diferentes grados o colores de ABS, compruebe las propiedades mecánicas cuando utilice material rectificado >15%.
Reciclaje postconsumo: El ABS de componentes electrónicos y de automoción puede reciclarse, aunque la clasificación y la limpieza son fundamentales para la calidad.
El uso de ABS reciclado reduce los costes en 20-40% y respalda los objetivos de sostenibilidad, al tiempo que mantiene una calidad aceptable de las piezas para muchas aplicaciones.
Espesor de pared: Mantener un grosor uniforme de 1,2-3,5 mm; evitar variaciones >25% para evitar marcas de hundimiento y alabeo.
Ángulos de tiro: Mínimo 0,5-1° por lado para una expulsión suave; las superficies texturadas requieren 1-3° de calado adicional.
Costillas y jefes: El grosor de la nervadura debe ser de 50-60% del grosor de la pared, el grosor de la pared del saliente debe ser de 50% de la pared nominal.
Radios de esquina: Utilice un radio mínimo de 0,5 mm en las esquinas interiores y de 1,5 mm en las exteriores para reducir la concentración de tensiones.
Socavones: Minimizar o evitar; si es necesario, diseñar núcleos de acción lateral o núcleos plegables.
Ubicación de la puerta: Coloque las compuertas en zonas no visibles; utilice varias compuertas para piezas grandes a fin de reducir el tiempo de llenado y la presión
Tolerancias: El ABS puede alcanzar ±0,1-0,2 mm para dimensiones inferiores a 50 mm con un diseño de molde adecuado.
ABS frente a polipropileno (PP): El ABS ofrece mayor rigidez, acabado superficial y estabilidad dimensional; el PP es más flexible, resistente a los productos químicos y barato.
ABS frente a policarbonato (PC): El PC tiene mayor resistencia al impacto y al calor (hasta 120°C); el ABS es más fácil de procesar, más barato y tiene mejor acabado superficial.
ABS frente a nailon (PA): El nailon ofrece mayor resistencia mecánica y al desgaste; el ABS proporciona mayor estabilidad dimensional y calidad superficial a menor coste.
ABS frente a HIPS: El ABS tiene una resistencia al impacto y unas propiedades mecánicas mucho mejores; el HIPS es más barato y más fácil de termoformar
Mezcla de ABS frente a PC/ABS: El PC/ABS combina las ventajas de ambos, ofreciendo una mayor resistencia al calor y a los impactos que el ABS puro a un coste 20-30% superior.
ISO 9001: Sistema general de gestión de la calidad de los procesos de fabricación y coherencia
ISO 2580: Norma específica para los materiales de moldeo de ABS, que define las propiedades y los métodos de ensayo
ASTM D4673: Clasificación estándar de los materiales ABS según sus propiedades físicas y mecánicas
UL 94: Pruebas de inflamabilidad de piezas de ABS en aplicaciones eléctricas y electrónicas
RoHS/REACH: Cumplimiento de sustancias restringidas, especialmente para aplicaciones electrónicas y de automoción
Aprobación de la FDA: Requerido para aplicaciones en contacto con alimentos que utilicen grados ABS conformes con la FDA.
Normas de automoción: IATF 16949 para proveedores de componentes de automoción, además de los requisitos específicos de los fabricantes de equipos originales.
El control de calidad debe incluir la inspección dimensional, la inspección visual, los ensayos mecánicos (tracción, impacto) y los ensayos ambientales (UV, ciclos térmicos) basados en los requisitos de la aplicación.
