






Che cos'è lo stampaggio a iniezione di materie plastiche
Il processo di stampaggio a iniezione di materie plastiche prevede l'utilizzo di stampi per creare pezzi attraverso l'iniezione di materiale. L'industria manifatturiera della plastica utilizza questo metodo per la creazione di componenti perché offre risultati precisi e un'elevata efficienza, oltre alla capacità di creare forme intricate. I produttori dei settori automobilistico, dei beni di consumo e dei dispositivi medici preferiscono questo metodo perché combina l'efficienza dei costi con la scalabilità.
What Is Injection Molding?
12 expert answers covering process, materials, cost, cycle time, defects & design
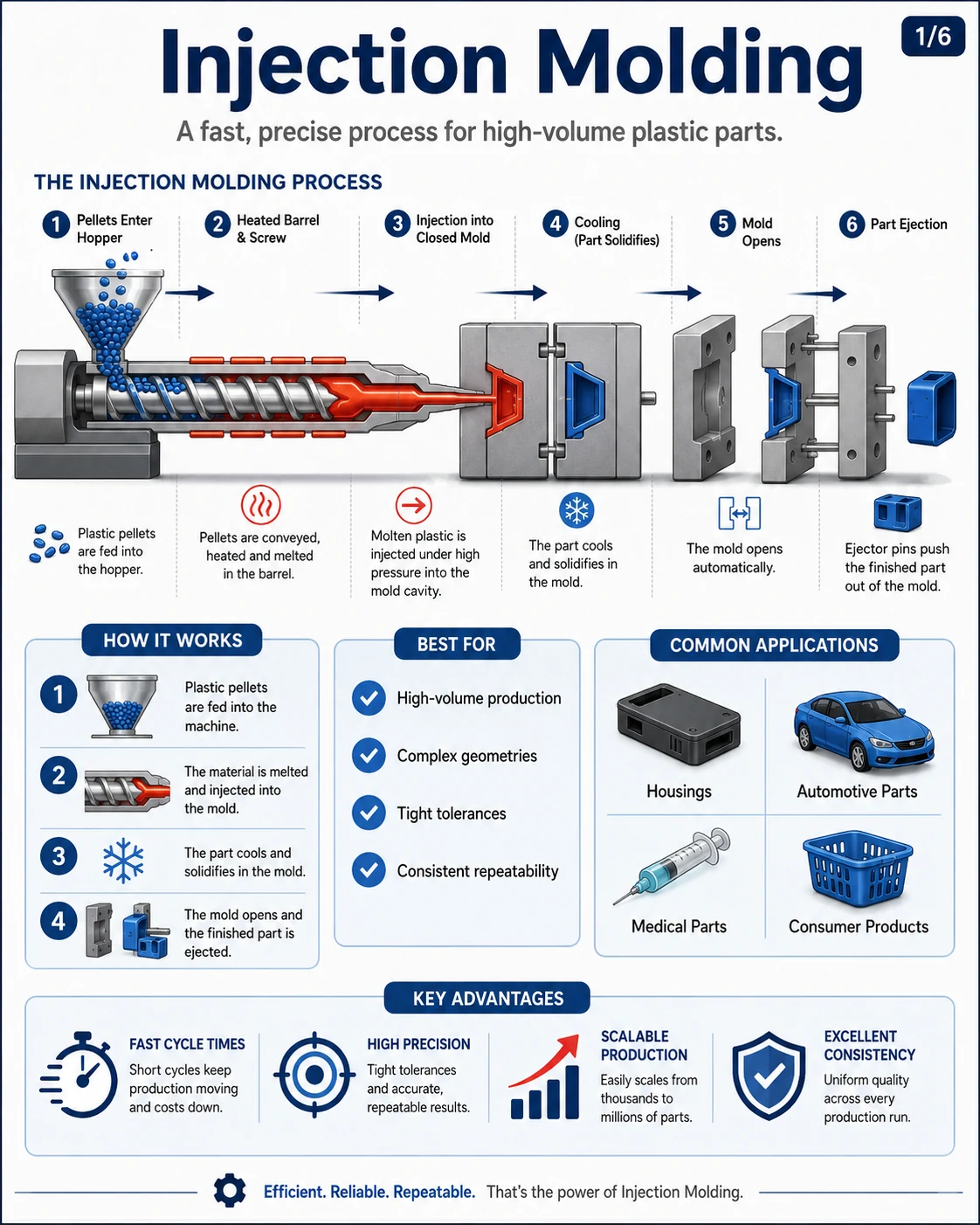
Injection molding is a manufacturing process that produces plastic parts by injecting molten thermoplastic into a precision steel or aluminum mold under high pressure, typically between 500–2000 bar. After the plastic cools and solidifies — usually within 15–60 seconds — the mold opens and ejector pins push the finished part out.
It is the most widely used plastic manufacturing method worldwide, capable of producing millions of identical parts with tolerances as tight as ±0.05 mm. Industries that rely heavily on injection molding include automotive, medical devices, consumer electronics, packaging, and household goods.
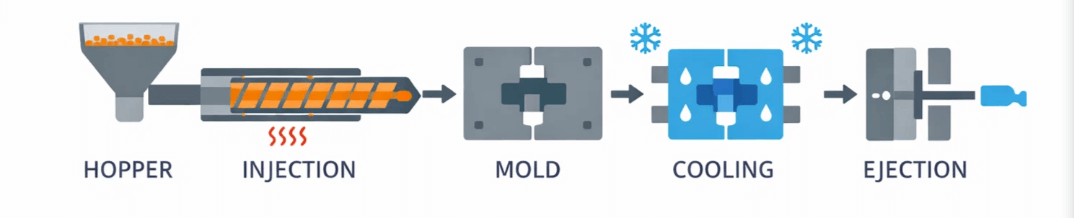
The injection molding process consists of six phases executed in a continuous cycle:
1. Clamping: The two mold halves close and the clamping unit applies tonnage (typically 1.5–5 tons per square inch of projected part area) to keep them sealed during injection.
2. Injection: A reciprocating screw pushes molten plastic into the mold cavity through a runner and gate system at pressures of 500–2000 bar.
3. Packing (Holding): Additional pressure (40–80% of injection pressure) compensates for material shrinkage as the part begins to cool.
4. Cooling: The plastic solidifies inside the mold. This phase consumes 50–70% of total cycle time and depends on wall thickness and material.
5. Mold Open: The clamping unit retracts and separates the mold halves.
6. Ejection: Ejector pins push the finished part out of the cavity, completing the cycle.
Total cycle time ranges from 10 to 120 seconds depending on part complexity, wall thickness, and material.
Injection molding primarily uses thermoplastics, which can be melted and re-solidified repeatedly. The most common materials and their key properties:
| Materiale | Melt Temp | Key Properties |
|---|---|---|
| ABS | 220–260°C | Impact-resistant, good finish |
| Polipropilene (PP) | 200–280°C | Lightweight, chemical resistant |
| Policarbonato (PC) | 280–320°C | Transparent, high impact strength |
| Nylon (PA6/PA66) | 250–290°C | High strength and wear resistance |
| POM (Acetalica) | 190–210°C | Dimensional stability, low friction |
| TPE / TPU | 180–230°C | Soft-touch, flexible elastomers |
Material selection drives required wall thickness, draft angles, shrinkage allowance (0.4%–2.5%), and mold cooling design.
Injection molding is ideal for parts that meet these criteria:
- Production volume: Generally cost-effective above 10,000 units per design
- Complex geometries: Undercuts, threads, snap fits, and living hinges in a single shot
- Tight tolerances: Down to ±0.05 mm for precision components
- Wall thickness: Typically 1–4 mm, ideally uniform at 2–3 mm
- Consistent surface finish: From high-gloss polish to textured finishes (SPI A-1 to D-3)
Typical applications include automotive interior trim, medical syringes, electronic enclosures, bottle caps, gears, and consumer product housings.
Key advantages of injection molding include:
- Fast cycle times: 15–30 seconds for small parts, enabling millions of units per year per cavity
- High repeatability: Less than 0.1% dimensional variation across millions of parts
- Low material waste: Typically under 5%, with sprues and runners regrindable
- Complex geometries: Multiple features molded in a single shot, eliminating assembly
- Low per-part cost at scale: Often $0.01–$1.00 per part depending on size and material
- Automation-friendly: Robotic part removal and integration into assembly lines
Despite its strengths, injection molding has notable limitations:
- High mold cost: Tooling typically ranges from $3,000 for simple aluminum molds to $100,000+ for multi-cavity hardened steel molds
- Long lead time: Mold design and fabrication usually take 4-10 settimane
- Expensive design changes: Mold modifications cost $500–$10,000 depending on complexity
- Not economical for low volumes: Below ~1,000 parts, 3D printing or CNC machining is often cheaper
- Design restrictions: Requires draft angles, uniform wall thickness, and avoidance of undercuts where possible
Injection molding is the best choice when your project requires:
- Medium to high production volumes (typically 10,000+ units)
- Tight, repeatable tolerances across long production runs
- Durable plastic parts with good surface finish and structural integrity
- Long-term scalability — one mold can produce millions of parts over 5–10+ years
- Complex shapes that would require multiple operations with other methods
For prototypes or runs under 1,000 parts, consider Stampa 3D o Lavorazione CNC instead. For very large hollow parts, rotational molding o soffiatura may be more economical.
Injection molding cost has two main components: tooling cost (one-time) and per-part cost (recurring).
Mold tooling cost:
- Simple prototype mold (aluminum, single cavity): $1,000–$5,000
- Standard production mold (P20 steel, 1–2 cavities): $5,000–$30,000
- High-volume mold (H13 hardened steel, multi-cavity): $30,000–$100,000+
- Complex mold with hot runners, slides, lifters: $50,000–$200,000+
Per-part cost typically ranges from $0.01 to $5.00 and depends on:
- Material cost (e.g., PP ~$1.50/kg, PC ~$4.00/kg)
- Cycle time (longer cycle = higher cost)
- Part weight and machine tonnage required
- Labor and overhead rates (China is typically 30–50% cheaper than US/EU)
Break-even versus 3D printing is usually around 500–1,000 units; versus CNC machining around 100–500 units.
Total injection molding cycle time typically ranges from 10 to 120 seconds, with most consumer parts cycling in 15–45 seconds.
Cycle time breakdown by phase:
| Phase | % of Cycle | Typical Duration |
|---|---|---|
| Mold close | 3–5% | 0.5–2 sec |
| Injection fill | 5–15% | 1–5 sec |
| Packing / holding | 10–20% | 2–10 sec |
| Raffreddamento | 50–70% | 5–60 sec |
| Mold open + eject | 5–10% | 1–5 sec |
Cooling time formula: t ≈ s² ÷ (π² × α), where s is max wall thickness in mm and α is the polymer’s thermal diffusivity. Practical rule of thumb: roughly 2–3 seconds of cooling per mm of wall thickness for semi-crystalline resins. Because cooling time scales with the square of wall thickness, a 4 mm wall takes roughly four times longer to cool than a 2 mm wall.
Cycle time can be reduced by using conformal cooling channels, beryllium copper inserts, thinner wall designs, and optimized mold temperature control.
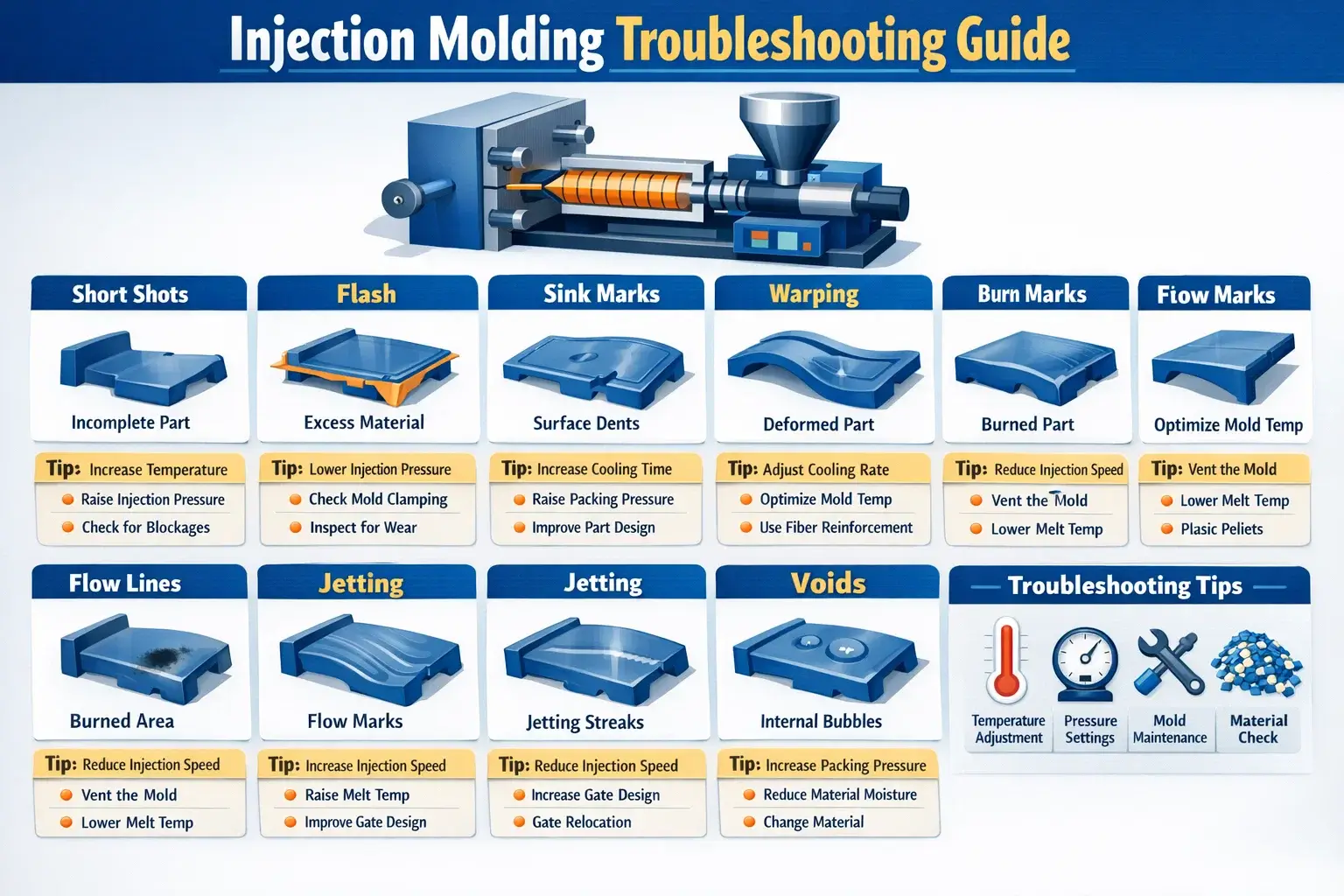
Most injection molding defects fall into three severity categories with identifiable root causes:
Critical defects:
- Short shots (incomplete fill) — caused by insufficient injection pressure, low melt temperature, or undersized gates
- Flash (excess material at parting line) — caused by insufficient clamping force or excessive injection pressure
- Burn marks — trapped air compresses and ignites (diesel effect); fix with better venting
Major defects:
- Segni di affondamento (surface depressions) — insufficient packing pressure over thick sections like ribs or bosses
- Warpage (part distortion) — non-uniform cooling or unbalanced flow
- Weld/knit lines — weak bonds where two melt fronts meet; fix by raising melt temp or relocating gates
Minor defects:
- Jetting — snake-like surface pattern from melt squirting through gate too fast
- Silver streaks (splay) — from moisture in material; fix with proper drying
- Flow marks — wavy lines from melt hesitation; fix with higher injection speed or mold temp
Most defects are solved through scientific molding: decoupling fill, pack, and hold phases, then optimizing each independently using a Design of Experiments (DOE).
Both processes use molten plastic and molds, but they create fundamentally different part types:
| Caratteristica | Stampaggio a iniezione | Stampaggio a soffiaggio |
|---|---|---|
| Part type | Solid parts | Hollow parts |
| Come funziona | Molten plastic injected into closed mold | Heated plastic inflated with air inside mold |
| Wall thickness | 1–4 mm, uniform | Thin, variable walls |
| Il migliore per | Gears, housings, brackets, connectors | Bottles, containers, tanks, fuel tanks |
| Tooling cost | Higher ($5K–$100K+) | Lower ($3K–$50K) |
| Cycle time | 10–120 sec | 10–30 sec |
| Tolleranza | ±0.05 mm | ±0.5 mm |
Rule of thumb: If your part is hollow and you can pour liquid into it (bottle, jerry can, fuel tank), use blow molding. If your part is solid or has functional features like ribs, bosses, or snap fits, use injection molding.
The ideal wall thickness for injection molded parts is 2–3 mm, with a strict rule of uniformity throughout the part. Acceptable range is 1 mm minimum to 4 mm maximum.
Recommended wall thickness by material:
| Materiale | Recommended Range |
|---|---|
| ABS | 1.2–3.5 mm |
| Polipropilene (PP) | 0.8–3.8 mm |
| Policarbonato (PC) | 1.0–3.8 mm |
| Nylon (PA) | 0.8–3.0 mm |
| POM (Acetalica) | 0.8–3.0 mm |
Critical design rules:
- Uniformity: Wall thickness variation should be under 25% to prevent warpage and sink marks
- Rib thickness: 50–60% of the wall it connects to
- Rib height: Maximum 3× the wall thickness
- Transitions: Use gradual tapers — never abrupt thickness changes
- Inside corner radius: 0.5–0.75× the wall thickness to reduce stress concentration
Thicker walls increase cycle time exponentially (cooling time scales with the square of wall thickness), so thinner uniform walls are always preferred where strength permits.
The Injection Molding Process
Interactive visual reference covering every phase, machine component, parameter, defect, and material
| Parameter | Typical range | Effect |
|---|---|---|
| Barrel zone 1 (feed) | 160 - 220 C | Lower temp prevents bridging in feed throat |
| Barrel zone 2 (compression) | 200 - 260 C | Progressive melting of pellets |
| Barrel zone 3 (metering) | 220 - 300 C | Homogeneous melt temperature |
| Ugello | 210 - 300 C | Prevents cold slugs, drool |
| Mold (coolant) | 20 - 120 C | Controls cooling rate, crystallinity, surface finish |
| Hot runner | Match nozzle zone | Keeps runner system molten, eliminates cold runner waste |
| Parameter | Typical range | Effect |
|---|---|---|
| Pressione di iniezione | 500 - 2000 bar | Fills the cavity; higher for thin walls |
| Packing/holding pressure | 40 - 80% of injection | Compensates for shrinkage during cooling |
| Back pressure | 3 - 15 bar | Improves melt homogeneity during screw recovery |
| Clamping force | 1.5 - 5 t/in2 projected area | Prevents mold opening / flash |
| Cavity pressure | 300 - 800 bar | Measured via sensor; indicates fill quality |
| Parameter | Typical range | Effect |
|---|---|---|
| Velocità di iniezione | 20 - 150 mm/s | Faster = better fill for thin walls; too fast = jetting |
| Screw RPM | 50 - 200 RPM | Controls plasticizing rate and melt quality |
| Cooling time | 5 - 60 sec | Largest portion of cycle; depends on wall thickness |
| Cycle time | 10 - 120 sec | Total: clamp + inject + pack + cool + open + eject |
| Mold open/close speed | Variable (fast/slow) | Fast in center, slow at start/end for protection |
| Parameter | Descrizione | Why it matters |
|---|---|---|
| Shot size | Volume of melt per cycle | Must fill cavity + runner + cushion |
| Cushion | 2 - 6 mm of melt ahead of screw | Ensures packing pressure transmission |
| V/P switchover point | Position or pressure at transition | Controls switch from velocity to pressure phase |
| Screw decompression | 1 - 5 mm pullback after recovery | Prevents drool from nozzle |
| Ejector stroke | Part-dependent | Must clear part from core without damage |
- Dry hygroscopic materials (nylon, PC, PET) before processing
- Use scientific molding: decouple fill, pack, and hold phases
- Perform cavity balance studies on multi-cavity molds
- Monitor cushion consistency shot-to-shot
- Document a process window with DOE
- Use cavity pressure sensors for quality feedback
- Purge thoroughly when changing materials or colors
- Maintain consistent mold temperature with TCU
- Rely solely on machine hydraulic pressure for quality control
- Skip material drying - moisture causes splay and degradation
- Use maximum injection speed without profiling
- Ignore cushion size - zero cushion means no pack
- Over-pack parts to fix short shots (address root cause)
- Change multiple parameters at once during troubleshooting
- Run without mold protection at low pressure close
- Neglect preventive maintenance on screws and check rings
| Phase | % of cycle | Primary driver | How to reduce |
|---|---|---|---|
| Mold close | 3-5% | Clamp speed, mold protection | Optimize slow/fast positions |
| Injection fill | 5-15% | Injection speed, wall thickness | Increase speed (within limits) |
| Packing/holding | 10-20% | Gate freeze time | Optimize gate size, hold time study |
| Raffreddamento | 50-70% | Wall thickness, mold temp | Conformal cooling, beryllium copper inserts, reduce wall thickness |
| Mold open + eject | 5-10% | Stroke length, ejector speed | Minimize open stroke, use air poppets |
Suggerimenti per la progettazione dello stampaggio a iniezione

Grazie alla scalabilità e all'uniformità del processo, è possibile produrre pezzi di plastica stampati a iniezione da semplici a estremamente complicati, nonché milioni di pezzi identici. Costruzione di utensili e manutenzione sono costosi e cambiare gli strumenti è una sfida.
Pezzi stampati ad iniezione: massimizzare i loro vantaggi
- La coerenza è fondamentale. Assicurarsi che le pareti abbiano lo stesso spessore in tutto il pezzo. Le pareti dovrebbero avere uno spessore medio di 2-3 mm. I processi standard di stampaggio a iniezione raccomandano un minimo di 1 mm e un massimo di 4 mm.
- Il liscio batte l'aspro. Se possibile, appianare le transizioni tra le pareti.
- Bozza. A angolo di sformo può causare problemi di progettazione nel pezzo. L'aggiunta di un angolo di sformo alle facce è utile per liberare il pezzo dallo strumento, ma può anche causare problemi, in particolare con le parti accoppiate. Sulle superfici d'anima non testurizzate e almeno tre gradi sulle superfici di cavità testurizzate, si raccomanda un angolo di sformo minimo di un grado.
- Se possibile, stare lontani da superfici con correnti d'aria nulle.. Nel caso di un'area a tiraggio zero, si dovrebbe mirare a limitarla solo a una parte della faccia, piuttosto che all'intera superficie.
- Mantenere la semplicità. Attempt to prevent undercutting (forming an area that cannot be shaped simply by opening and closing the tool). When simple won't work, lifter and slides allow features to be formed that are undercuts in the main pull direction. If so, leave at least 2 to 3 times the width of the feature to allow the lifter or slide to travel.
- Flusso da spesso a sottile. La plastica fluisce meglio attraverso gli elementi se passa dalle pareti più spesse a quelle più sottili a partire dalla porta (dove la plastica entra nel pezzo per riempirlo).
- Non è bello avere dei lavandini (densità delle superfici causata dal rallentamento delle sezioni più spesse della plastica durante il raffreddamento). È importante seguire queste linee guida per ridurre o eliminare la comparsa di imperfezioni sulle superfici cosmetiche:
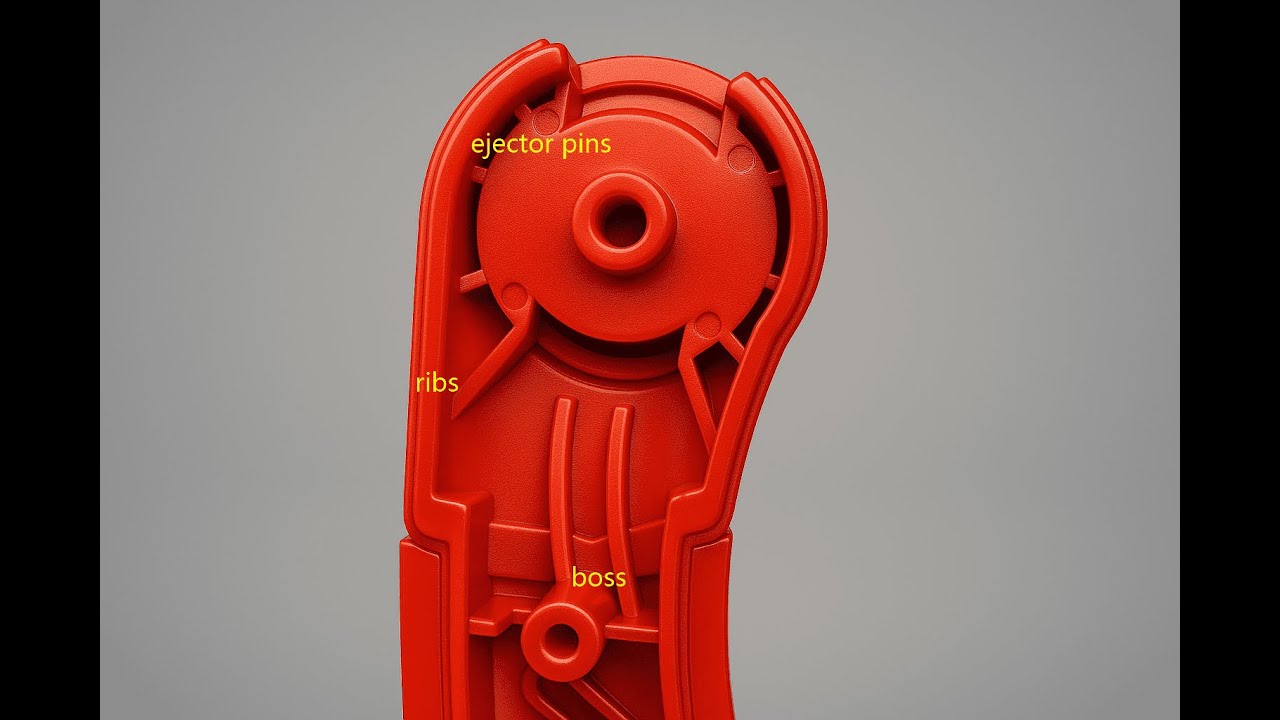
- Assicurarsi che le superfici estetiche importanti non presentino sul retro cancelli, nervature, bocchette per viti, ecc;
- Rib height should not exceed three times the wall thickness;
- Rib base thickness should be 50–60% of the connecting wall thickness.
- I territori sono definiti da datum. Per stabilire l'interfaccia e l'interazione tra le parti, si utilizzano i datum (elementi che servono come punti di riferimento per le parti). Quando l'intento progettuale corrisponde a una struttura di riferimento, il prodotto può funzionare correttamente.
- Non c'è niente di male nell'interrogatorio. In DFM (Design for Manufacturing), lo stampatore comunica la sua comprensione del progetto, in particolare per quanto riguarda la posizione dei perni, delle porte e delle linee di separazione (che potrebbero influenzare l'interazione tra i pezzi). Interrogare il progetto utilizzando i rapporti di ispezione.
- Creare prototipi spesso e presto. Le attuali tecniche di prototipazione, compresa la stampa 3D, possono ridurre i costi dei materiali consentendo di modellare i componenti e/o l'intero pezzo prima di costruire costose attrezzature.
Linee guida per la progettazione dello stampaggio a iniezione
Essential rules for strong, manufacturable plastic parts. All values reference nominal wall thickness T, hole diameter D, or hole width W.
Geometry
Spessore della parete
Inconsistent thickness causes warping and sink marks.
Corner Radii
Reduces stress concentration and improves plastic flow.
Angoli di sformo
Costole
Buchi
Add bosses and connecting ribs for reinforcement.
Processo
Selezione del materiale
Choice drives required wall thickness and draft angles.
Ejection & Parting
Simplifies mold design and reduces post-processing.
I 6 diversi tipi di stampaggio della plastica
Plastic molding includes several manufacturing processes used to shape plastic materials into finished products. Each molding method is suitable for different product structures, production volumes, materials, and cost requirements.
Comparison Table: 6 Common Plastic Molding Methods
| Plastic Molding Type | How It Works | Best For | Key Advantages |
|---|---|---|---|
| Stampaggio a iniezione | Molten plastic is injected into a mold cavity, then cooled and solidified. | High-volume plastic parts, precision components, housings, connectors | Fast production, high accuracy, consistent quality |
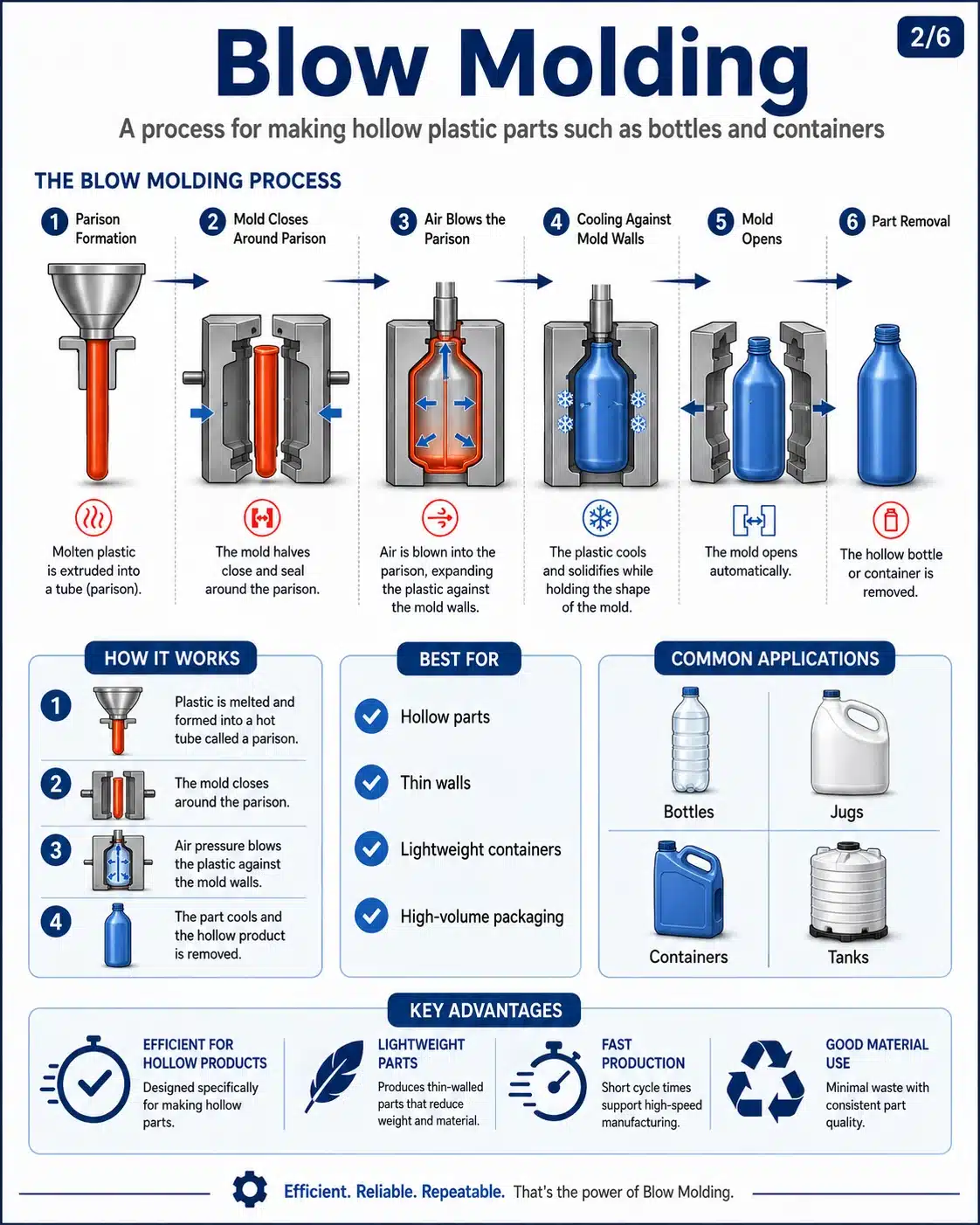
| Stampaggio a soffiaggio | Heated plastic is inflated with air inside a mold to form a hollow shape. | Bottles, containers, tanks, hollow packaging | Ideal for hollow parts, lightweight products, thin walls |
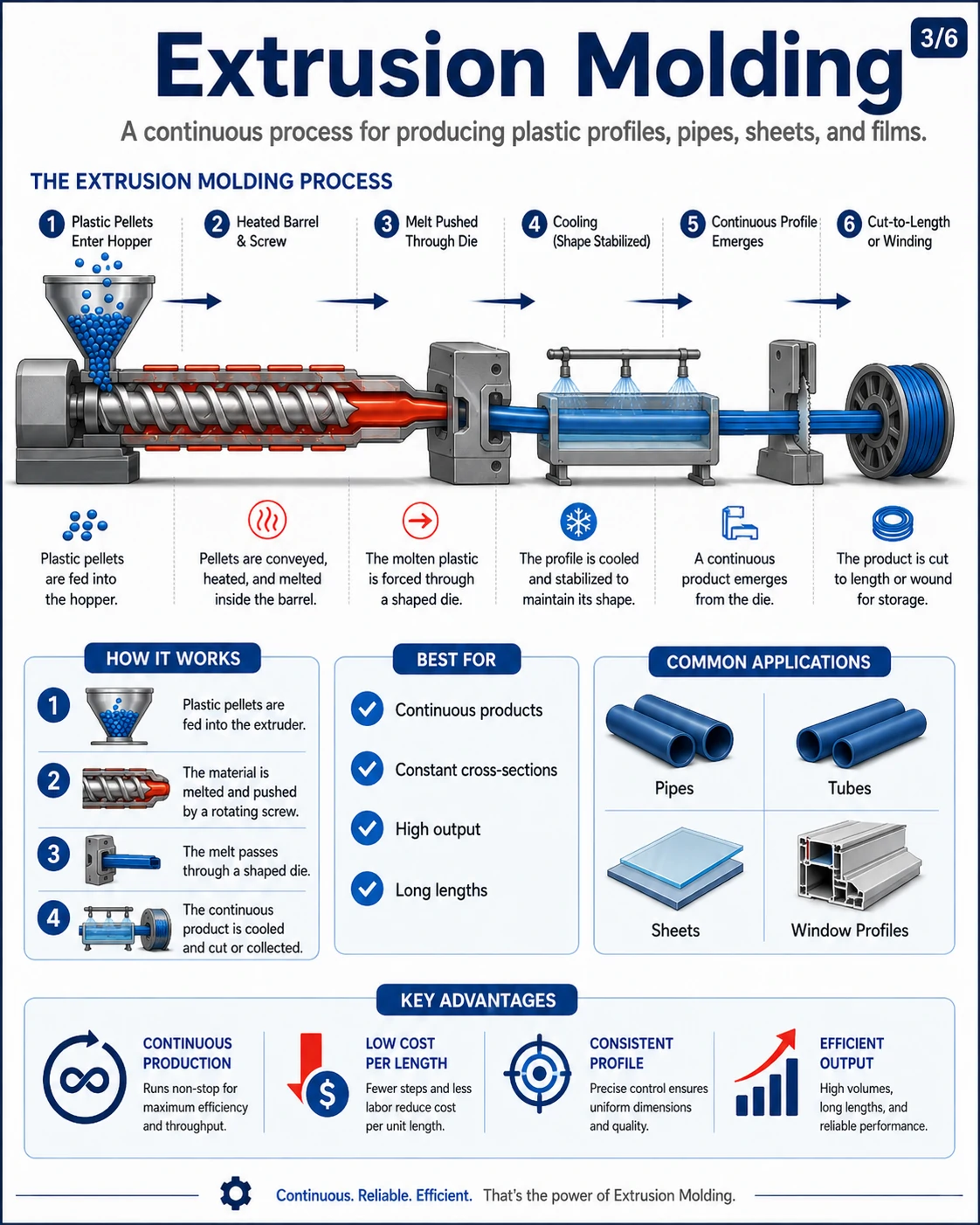
| Extrusion Molding | Melted plastic is pushed through a die to create a continuous profile. | Pipes, tubes, sheets, profiles, films | Continuous production, low cost per length, stable cross-section |
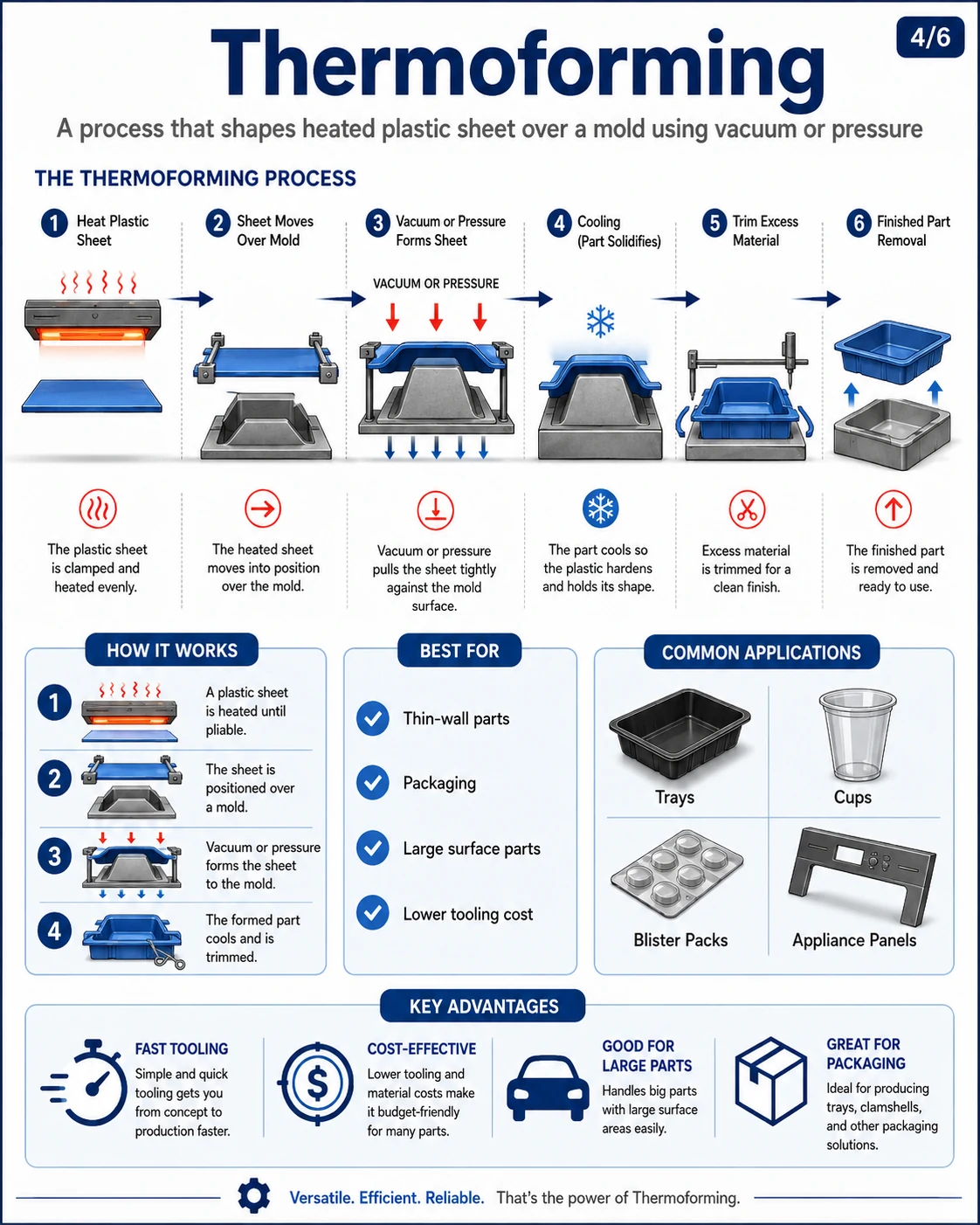
| Termoformatura | A heated plastic sheet is formed over a mold using vacuum or pressure. | Trays, cups, packaging, panels, covers | Low tooling cost, fast prototyping, suitable for large thin parts |
| Stampaggio rotazionale | Plastic powder is placed in a mold and rotated while heated until it coats the mold interior. | Large hollow parts, tanks, bins, playground equipment | Good for large hollow products, low tooling cost, uniform wall thickness |
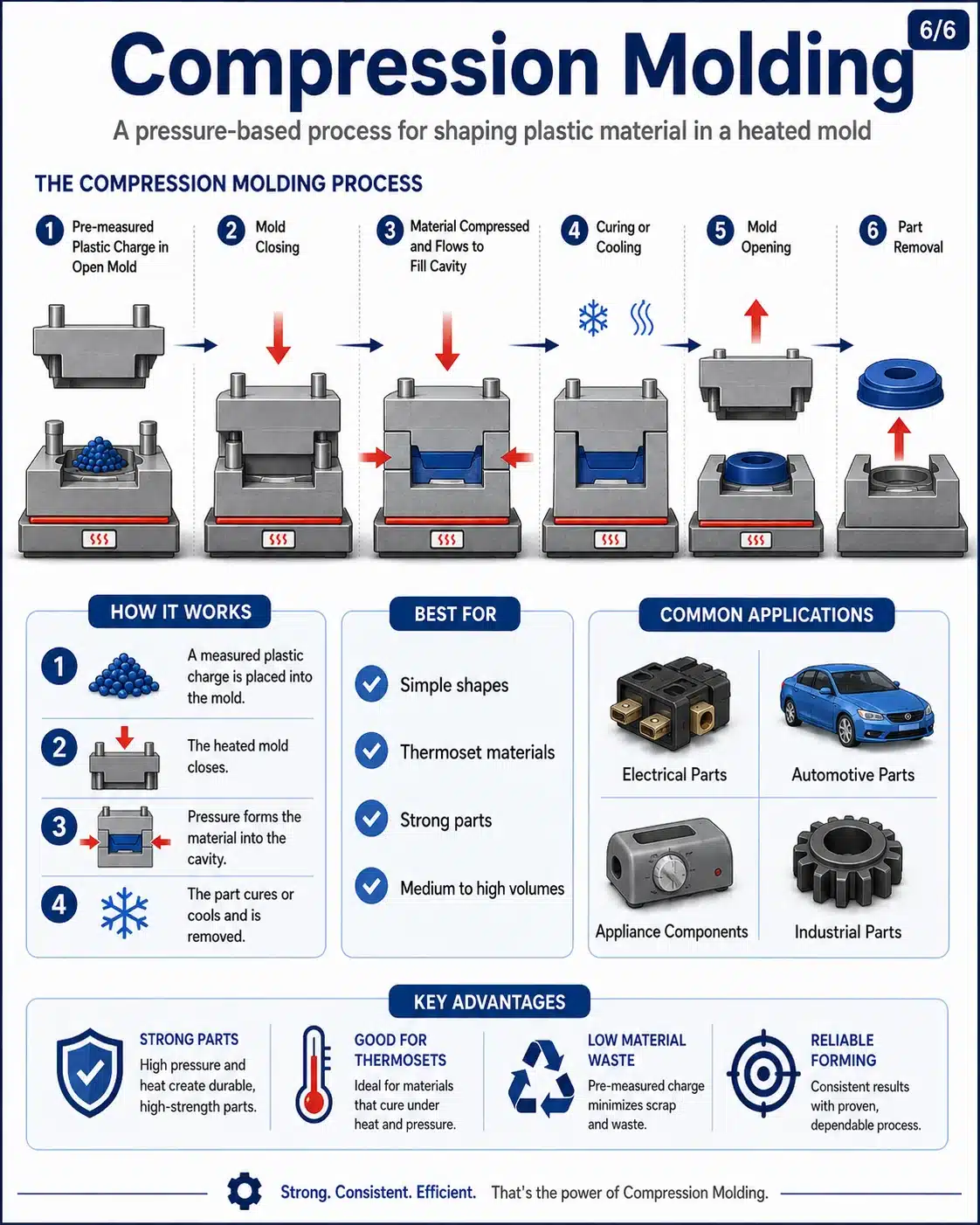
| Compression Molding | Heated plastic material is placed into a mold and pressed under high pressure. | Rubber-like parts, thermoset parts, electrical components, simple shapes | Strong parts, suitable for thermosets, lower material waste |

Pros and Cons of Plastic Injection Molding
| Category | Pros (Advantages) | Cons (Disadvantages) |
|---|---|---|
| Accuracy | High precision and repeatability. Capable of producing complex and detailed geometries. | High precision also means errors in design can lead to costly defects. |
| Velocità di produzione | Very fast cycle time (about 15–20 seconds). Ideal for high-volume mass production. | Initial setup and mold design can take weeks or months. |
| Efficienza dei costi | Low cost per unit in large-scale production. Automation reduces labor costs. | High upfront costs for molds, machines, and tooling. |
| Labor Requirements | Mostly automated; fewer operators needed once production starts. | Requires skilled technicians for mold design, setup, and quality control. |
| Versatilità | Suitable for a wide range of products, from small electronic parts to large automotive components. | Limited by machine size and material constraints. |
| Sostenibilità | Minimal material waste during production. Some plastics can be recycled and reused. | Difficult to recycle complex or multi-material molded parts. |
| Product Quality | Consistent quality across large production runs. | Possible defects such as warping, sink marks, or flash if process is not optimized. |
| Scalability | Excellent for large-scale and continuous manufacturing. | Not cost-effective for small batch or low-volume production. |
